

 industry
industrySimilar presentations:




")





Классификация литейных алюминиевых сплавов. Оборудование и технологии для получения высокоточных отливок из алюминиевых сплавов
1.
ФЕДЕРАЛЬНОЕ УНИТАРНОЕ ГОСУДАРСТВЕННОЕ ПРЕДПРИЯТИЕ«ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ
ИНСТИТУТ АВИАЦИОННЫХ МАТЕРИАЛОВ»
ГОСУДАРСТВЕННЫЙ НАУЧНЫЙ ЦЕНТР
Классификация литейных
алюминиевых сплавов.
Оборудование и технологии для
получения высокоточных
отливок из алюминиевых
сплавов.
Трапезников Андрей Владимирович
2.
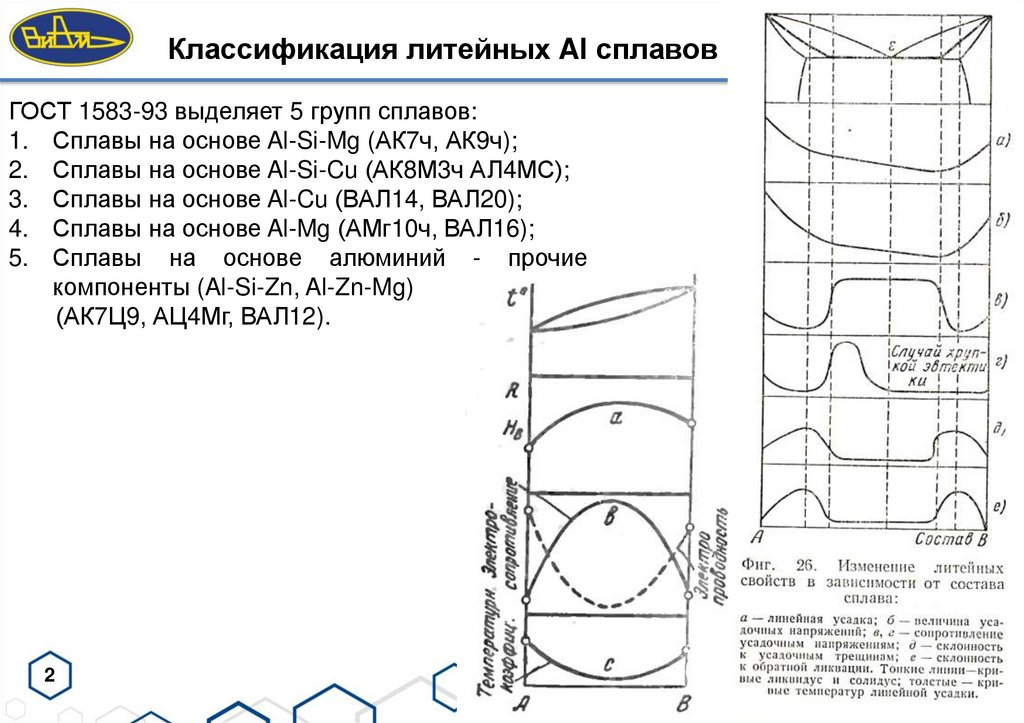
Классификация литейных Al сплавовГОСТ 1583-93 выделяет 5 групп сплавов:
1. Сплавы на основе Al-Si-Mg (АК7ч, АК9ч);
2. Сплавы на основе Al-Si-Cu (АК8М3ч АЛ4МС);
3. Сплавы на основе Al-Cu (ВАЛ14, ВАЛ20);
4. Сплавы на основе Al-Mg (АМг10ч, ВАЛ16);
5. Сплавы на основе алюминий - прочие
компоненты (Al-Si-Zn, Al-Zn-Mg)
(АК7Ц9, АЦ4Мг, ВАЛ12).
2
3.
технологии получения высокоточных отливок изалюминиевых сплавов
1.
2.
3.
4.
5.
6.
7.
8.
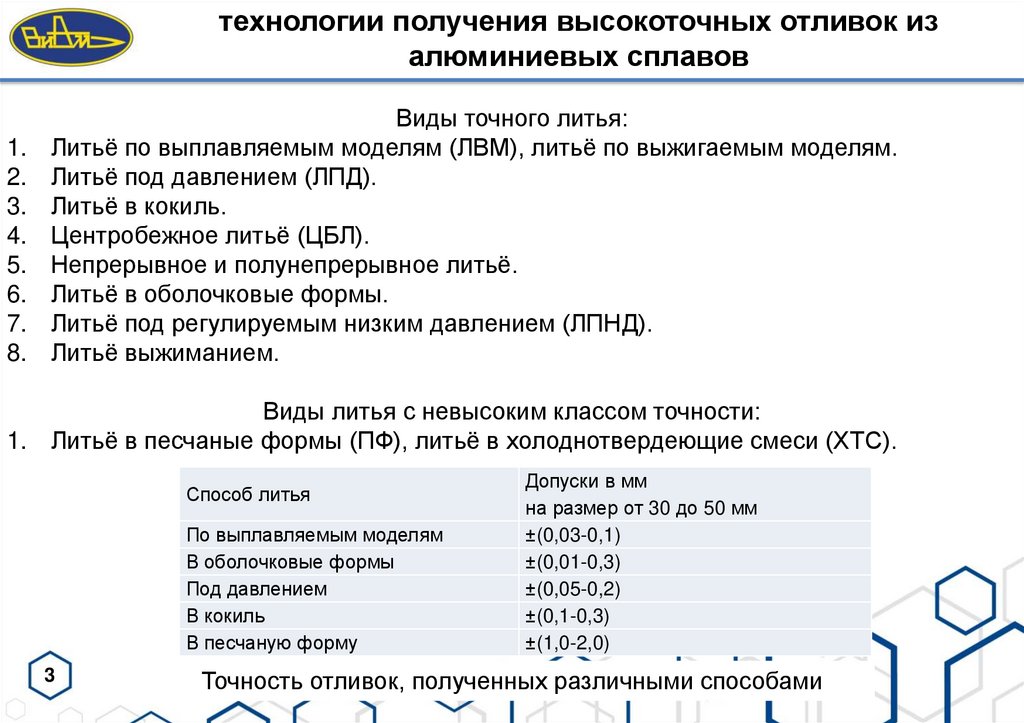
Виды точного литья:
Литьё по выплавляемым моделям (ЛВМ), литьё по выжигаемым моделям.
Литьё под давлением (ЛПД).
Литьё в кокиль.
Центробежное литьё (ЦБЛ).
Непрерывное и полунепрерывное литьё.
Литьё в оболочковые формы.
Литьё под регулируемым низким давлением (ЛПНД).
Литьё выжиманием.
Виды литья с невысоким классом точности:
1. Литьё в песчаные формы (ПФ), литьё в холоднотвердеющие смеси (ХТС).
Способ литья
По выплавляемым моделям
В оболочковые формы
Под давлением
В кокиль
В песчаную форму
3
Допуски в мм
на размер от 30 до 50 мм
±(0,03-0,1)
±(0,01-0,3)
±(0,05-0,2)
±(0,1-0,3)
±(1,0-2,0)
Точность отливок, полученных различными способами
4.
Оборудование и технологии для получения высокоточныхотливок из алюминиевых сплавов
Документация:
ГОСТ Р 53464-2009 Отливки из металлов и сплавов. Допуски размеров, массы
и припуски на механическую обработку
ОСТ 1.41154-86 Отливки из сплавов на основе алюминия, магния, меди,
свинца, цинка, титана, железа и никеля. Допуски на размеры, припуски на
механическую обработку, величины литейных уклонов.
Обозначение по ГОСТ Р 53464-2009: точность отливки 7-4-9-5.
(Отливка 7-го класса размерной точности, 4-й степени коробления, 9-й степени
точности поверхностей, 5-го класса точности массы).
Обозначение по ОСТ 1.41154-86: класс точности Лт3.
4
5.
Литьё по выплавляемым моделям5
6.
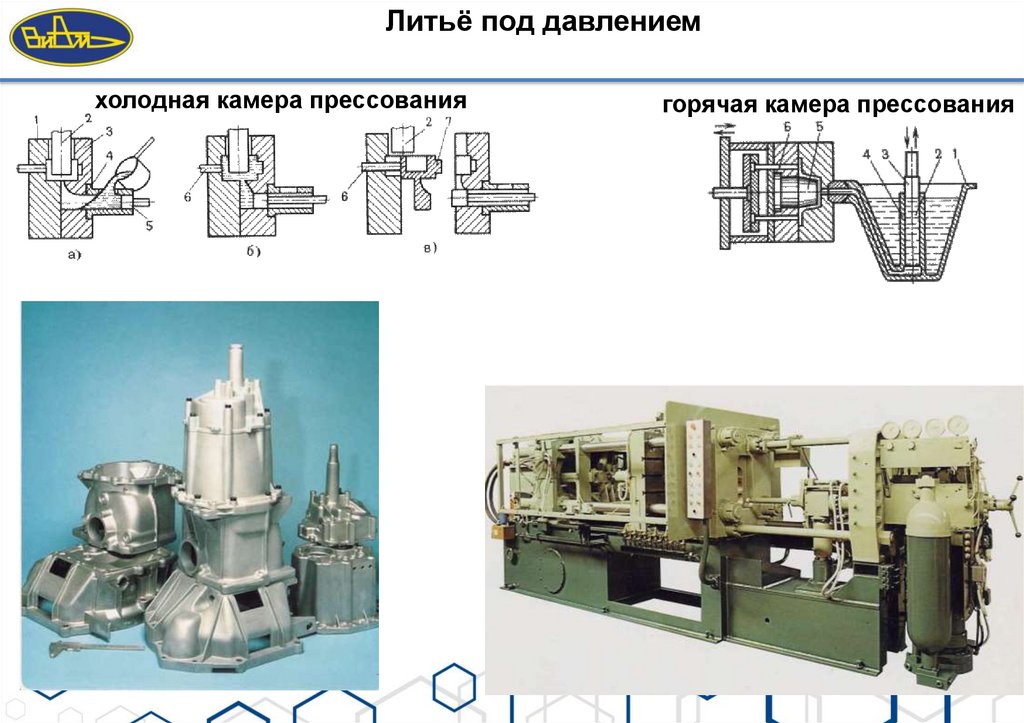
Литьё под давлениемхолодная камера прессования
6
горячая камера прессования
7.
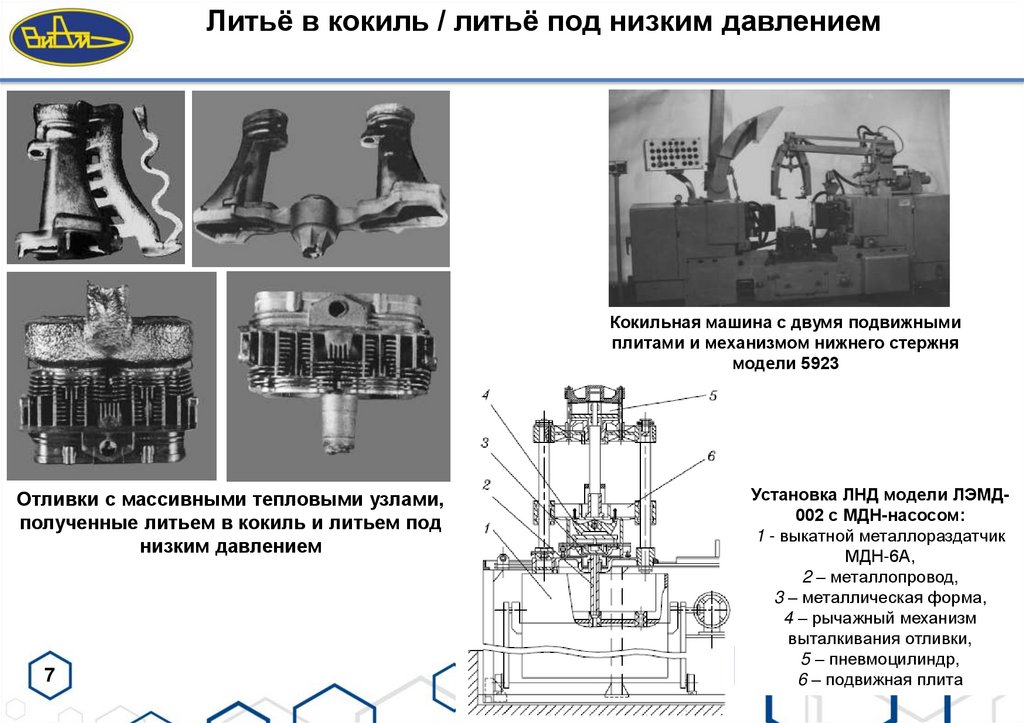
Литьё в кокиль / литьё под низким давлениемКокильная машина с двумя подвижными
плитами и механизмом нижнего стержня
модели 5923
Отливки с массивными тепловыми узлами,
полученные литьем в кокиль и литьем под
низким давлением
7
Установка ЛНД модели ЛЭМД002 с МДН-насосом:
1 - выкатной металлораздатчик
МДН-6А,
2 – металлопровод,
3 – металлическая форма,
4 – рычажный механизм
выталкивания отливки,
5 – пневмоцилиндр,
6 – подвижная плита
8.
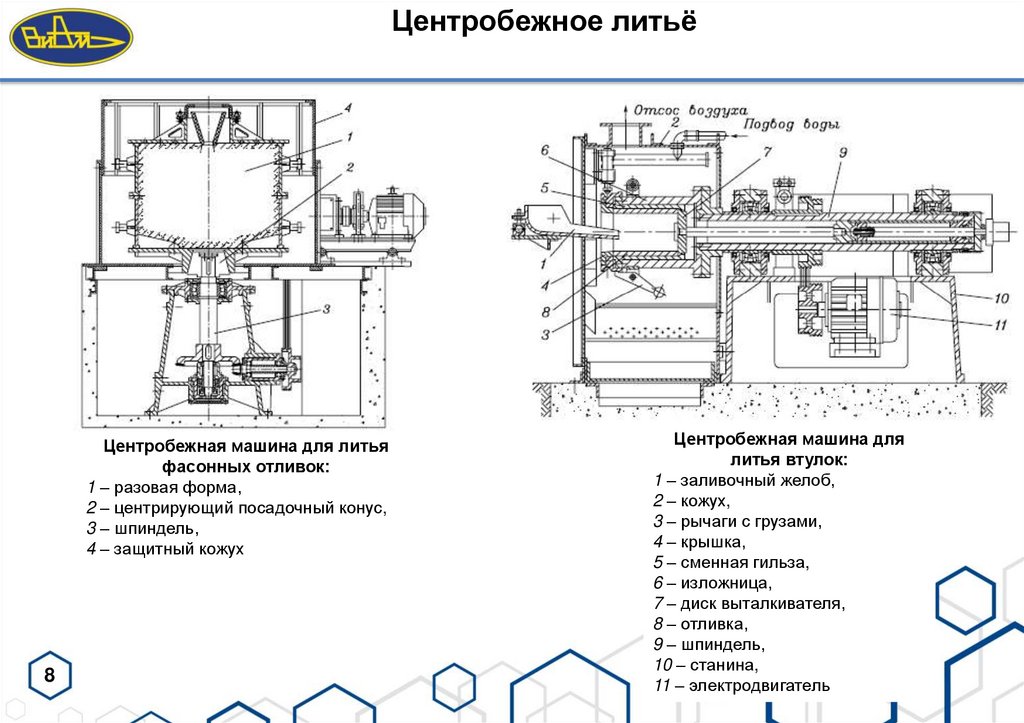
Центробежное литьёЦентробежная машина для литья
фасонных отливок:
1 – разовая форма,
2 – центрирующий посадочный конус,
3 – шпиндель,
4 – защитный кожух
8
Центробежная машина для
литья втулок:
1 – заливочный желоб,
2 – кожух,
3 – рычаги с грузами,
4 – крышка,
5 – сменная гильза,
6 – изложница,
7 – диск выталкивателя,
8 – отливка,
9 – шпиндель,
10 – станина,
11 – электродвигатель
9.
Литьё в оболочковые формыСхемы конструкций поворотных бункеров:
1, 10 – бункер,
2 – цапфы,
3 – модель,
4 – крышка,
5 – толкатели,
6 – основание для крепления толкателей,
7 – узел крепления диафрагмы,
8 – полость для прогрева оболочки,
9 – песок,
11 – резиновая диафрагма.
9
Схема изготовления цилиндрических
оболочковых стержней центробежным
методом:
1 – стержневой ящик,
2 – вал,
3 – кожух,
4 – лоток,
5 – диск,
6 – пружина,
7 – стержень,
8 – дисковой выталкиватель.
10.
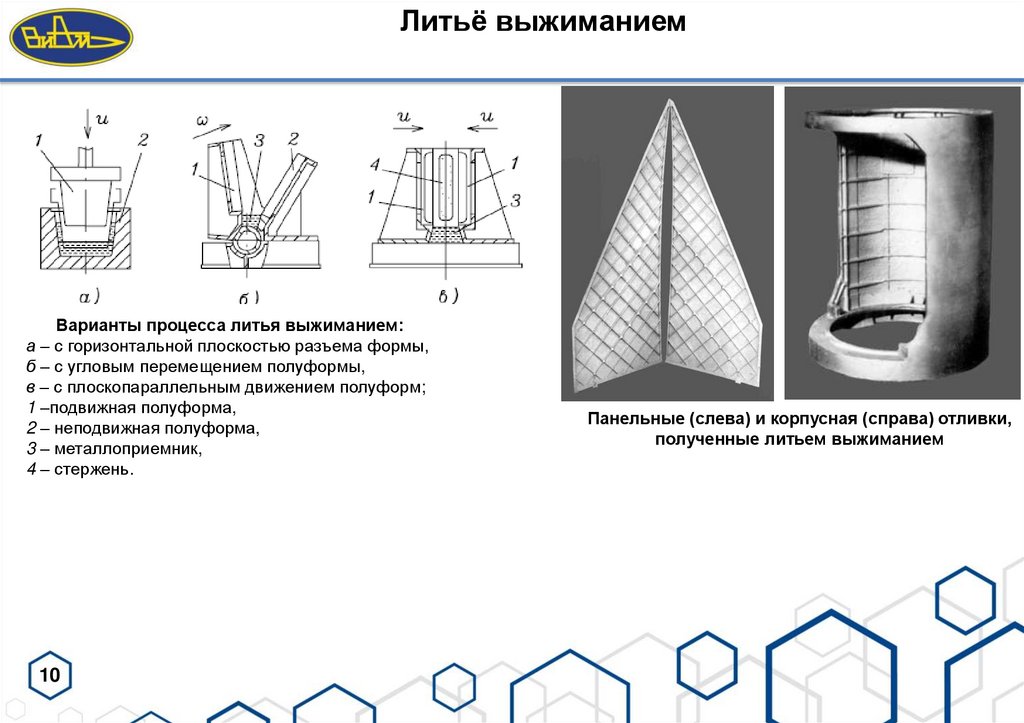
Литьё выжиманиемВарианты процесса литья выжиманием:
а – с горизонтальной плоскостью разъема формы,
б – с угловым перемещением полуформы,
в – с плоскопараллельным движением полуформ;
1 –подвижная полуформа,
2 – неподвижная полуформа,
3 – металлоприемник,
4 – стержень.
10
Панельные (слева) и корпусная (справа) отливки,
полученные литьем выжиманием
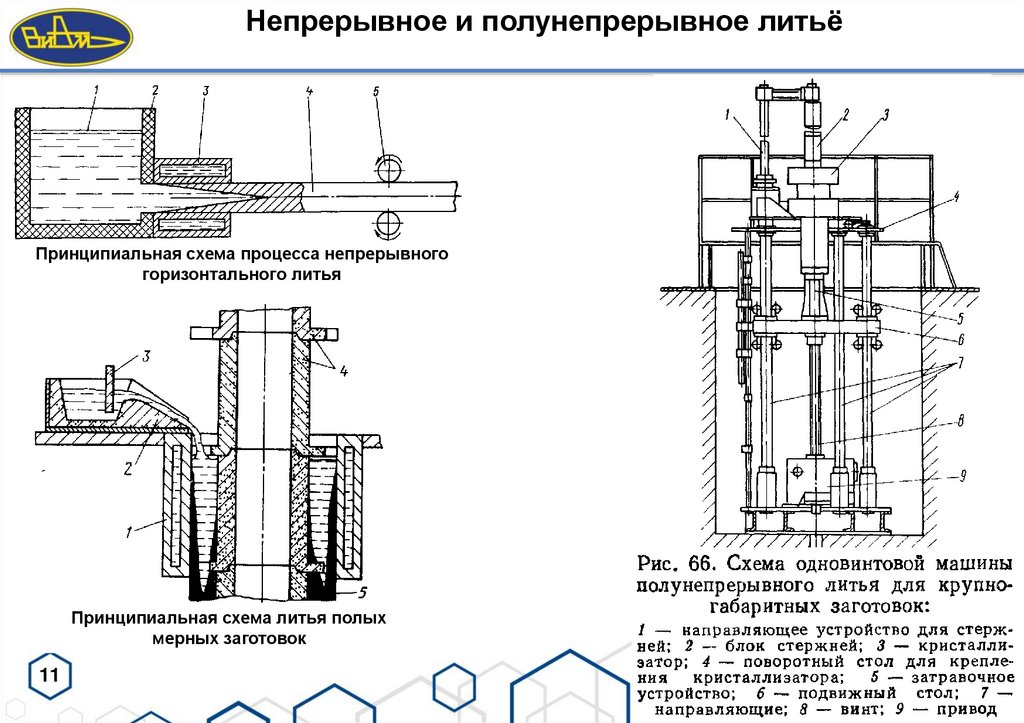
11.
Непрерывное и полунепрерывное литьёПринципиальная схема процесса непрерывного
горизонтального литья
Принципиальная схема литья полых
мерных заготовок
11