









 industry
industrySimilar presentations:










Литейное производство. Изготовление заготовок способом литья
1.
4. Литейное производствоИзготовление
заготовок способом
литья (Литьё)
2.
4.1. Сущность и значение технологическогопроцесса формообразования методами литья
• Литейным производством называется технологический процесс
получения фасонных деталей или заготовок путем заливки
расплавленного металла в формы. После затвердевания металла
получается отливка, служащая заготовкой для изготовления детали.
• Отливки получают из черных металлов и сплавов (стали, серого и
ковкого чугуна), а также из цветных металлов и сплавов
(алюминиевых, магниевых, медных – бронзы, латуни и т. д.). Литьем
изготовляют простые и сложные детали автомобилей, тракторов ,
станков, прокатных станов и т. д. (поршни, гильзы и блоки
цилиндров двигателей, корпуса насосов, компрессоров, коробки
передач, шестерни и др.)
• Литьем можно изготовливать детали сложной формы, которые
другими способами – ковкой, штамповкой, сваркой – получить
невозможно или значительно труднее.
• Стоимость литой детали в большинстве случаев оказывается ниже
стоимости аналогичной детали, изготовленной другими методами.
3.
4.2. Классификация литых заготовок• По условиям эксплуатации различают отливки:
• общего назначения, т. е. отливки для деталей, не
рассчитываемых на прочность;
• ответственного назначения - для деталей, рассчитываемых
на прочность и работающих при статических нагрузках;
• особо ответственного назначения - применяемые для
деталей, рассчитываемых на прочность и работающих при
циклических и динамических нагрузках.
• В зависимости от способа изготовления, массы, конфигурации
поверхностей, габаритного размера, толщины стенок,
количества стержней, назначения и особых технических
требований отливки делят на 6 групп сложности. 1-я группа
– самые простые заготовки
4.
4.3. Литейная форма и ее элементы• Литейная форма - это система элементов, образующих
рабочую полость, при заливке которой расплавленным
металлом формируется отливка.
а - литейная форма; б - тройник; в - литейный стержень; г - литейная модель;
д - стержневой ящик; е - отливка с литниковой системой
5.
4.3. Литейная форма и ее элементыЛитейная опока - приспособление для удержания
формовочной смеси при изготовлении формы.
Верхнюю и нижнюю
полуформы взаимно
ориентируют с помощью
металлических штырей 4,
вставляемых в отверстия
приливов у опок.
Для образования
полостей и отверстий в
формы устанавливают
литейные стержни 1,
которые фиксируют с
помощью выступов
(стержневых знаков).
а - литейная форма; б - тройник; в - литейный стержень; г - литейная модель;
д - стержневой ящик; е - отливка с литниковой системой
6.
4.3. Литейная форма и ее элементы• Литейные формы могут быть металлическими или изготавливаться из
неметаллических материалов .
• К формам из неметаллических материалов относят песчаные формы
и формы, изготовленные без связующего по пенополистироловым
моделям или пленочно-вакуумной формовкой; формы,
изготовленные по разовым моделям, и др. Эти формы, как правило,
используют для изготовления отливок один раз и разрушают при
извлечении отливок.
• Металлические литейные формы это формы многократного
использования. К ним относят кокили - металлические формы, прессформы для литья под давлением, кристаллизаторы для непрерывного
литья, изложницы для центробежного литья и др.
• Многообразие современных литейных форм дает возможность
изготовлять различные по массе, конфигурации, точности и свойствам
металла отливки из любых сплавов.
7.
8.
9.
4.4. Виды литья4.4.1 Литье в песчаные формы
• Является универсальным и самым распространенным способом
изготовления отливок. Этим способом изготовляют разнообразные
по сложности отливки любых массы и размеров из сталей, чугунов и
сплавов цветных металлов.
• Песчаные формы обладают малыми теплопроводностью и
теплоемкостью. Благодаря плотности песчаной формы можно
получать отливки с малой толщиной стенки (2,5 ... 5 мм). При литье в
песчаные формы в массивных узлах отливок могут образовываться
усадочные раковины и пористость. Низкая огнеупорность материала
может приводить к появлению пригара в поверхностном слое
отливки.
• Для изготовления отливок используют сырые, сухие и подсушенные
песчаные формы; химически твердеющие формы, изготовленные из
специальных самотвердеющих смесей; формы, изготовленные по
газифицируемым моделям; формы, изготовленные из песчаносмоляных смесей по металлической нагреваемой оснастке и др.
10.
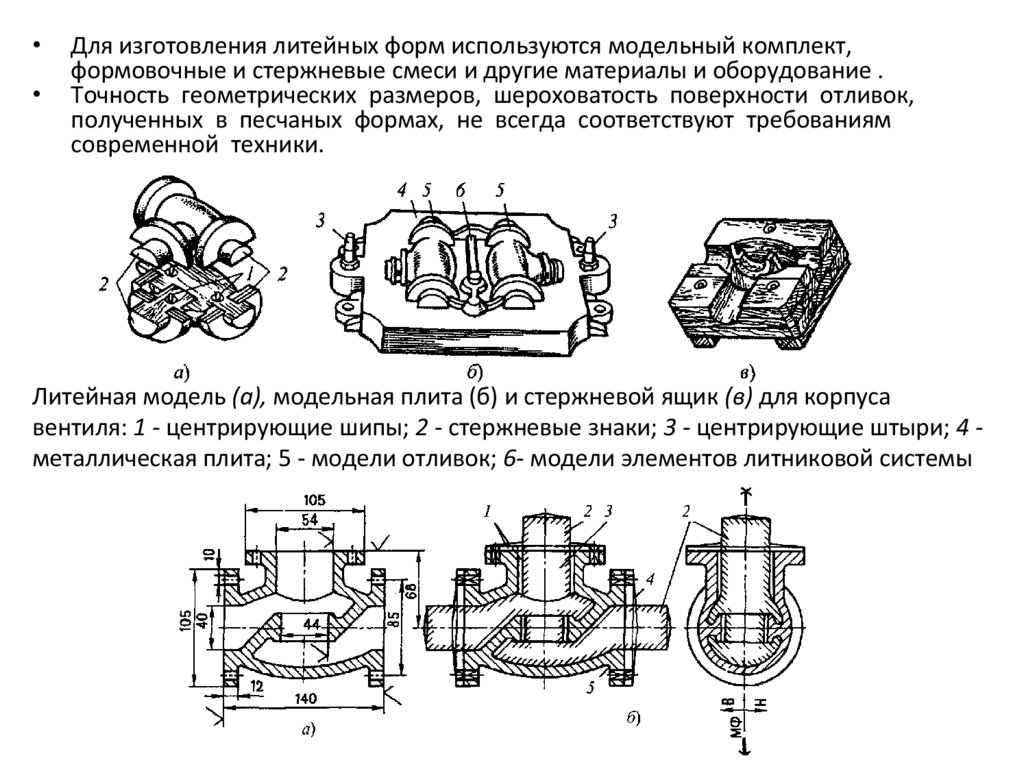
Для изготовления литейных форм используются модельный комплект,
формовочные и стержневые смеси и другие материалы и оборудование .
Точность геометрических размеров, шероховатость поверхности отливок,
полученных в песчаных формах, не всегда соответствуют требованиям
современной техники.
Литейная модель (а), модельная плита (б) и стержневой ящик (в) для корпуса
вентиля: 1 - центрирующие шипы; 2 - стержневые знаки; 3 - центрирующие штыри; 4 металлическая плита; 5 - модели отливок; 6- модели элементов литниковой системы
11.
4.4.2 Литье в оболочковые формыОболочковые формы изготовляют из формовочной смеси, которая состоит из
кварцевого песка и термореактивной смолы (6–7 %) в виде порошка. Связующие
материалы обладают способностью оплавляться при нагревании до 100 °C. Когда
температура нагрева переходит за 160 °С, смола необратимо затвердевает.
Металлическую модельную плиту нагревают до 200–250 °С. Оболочку помещают в
электрическую печь и нагревают до 300–350 °С, термореактивная смола переходит
в твердое необратимое состояние.
12.
Последовательность изготовленияоболочковых форм
13.
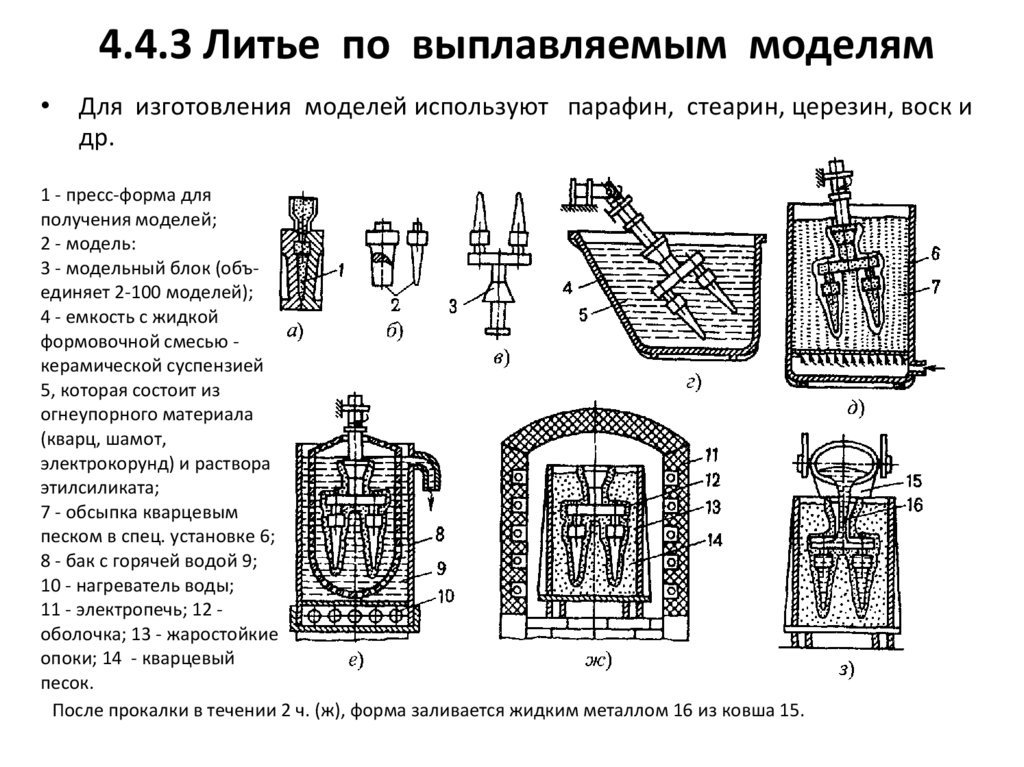
4.4.3 Литье по выплавляемым моделямДля изготовления моделей используют парафин, стеарин, церезин, воск и
др.
1 - пресс-форма для
получения моделей;
2 - модель:
3 - модельный блок (объединяет 2-100 моделей);
4 - емкость с жидкой
формовочной смесью керамической суспензией
5, которая состоит из
огнеупорного материала
(кварц, шамот,
электрокорунд) и раствора
этилсиликата;
7 - обсыпка кварцевым
песком в спец. установке 6;
8 - бак с горячей водой 9;
10 - нагреватель воды;
11 - электропечь; 12 оболочка; 13 - жаростойкие
опоки; 14 - кварцевый
песок.
После прокалки в течении 2 ч. (ж), форма заливается жидким металлом 16 из ковша 15.
14.
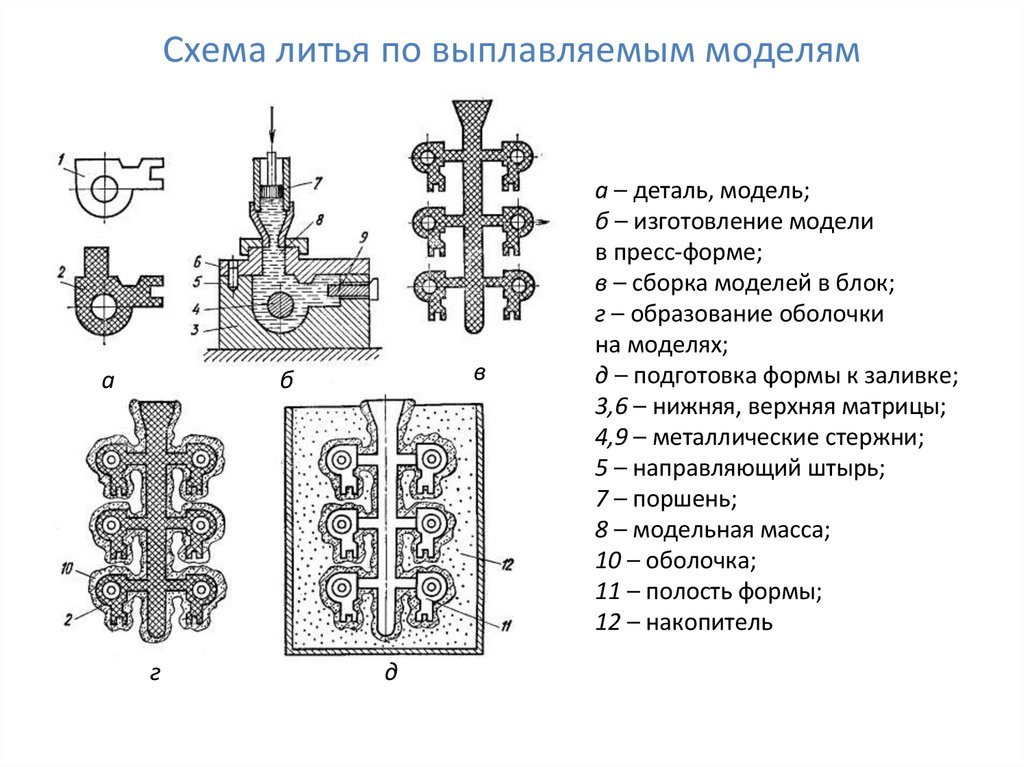
Схема литья по выплавляемым моделяма
в
б
г
д
а – деталь, модель;
б – изготовление модели
в пресс-форме;
в – сборка моделей в блок;
г – образование оболочки
на моделях;
д – подготовка формы к заливке;
3,6 – нижняя, верхняя матрицы;
4,9 – металлические стержни;
5 – направляющий штырь;
7 – поршень;
8 – модельная масса;
10 – оболочка;
11 – полость формы;
12 – накопитель
15.
• Существуют следующие разновидности способовполучения точных отливок:
• литье по выжигаемым моделям: модель не
выплавляют из формы, а выжигают. Модель
изготовляют из пенополистирола и заформовывают. Не
извлекая модель, форму заливают жидким
металлом. Модель при соприкосновении с жидким
металлом испаряется, и металл занимает
пространство, где была модель;
• литье по растворяемым моделям: модель изготовляют
из соли (NаNO3, KNO3 и др.). После изготовления
формы модель растворяют и таким способом удаляют
из формы;
• литье по замороженным моделям: модель
изготовляют из водных растворов солей. Жидкий
раствор заливают в штамп и замораживают. По
замороженной модели изготовляют форму. Модель
из формы удаляют нагреванием.
16.
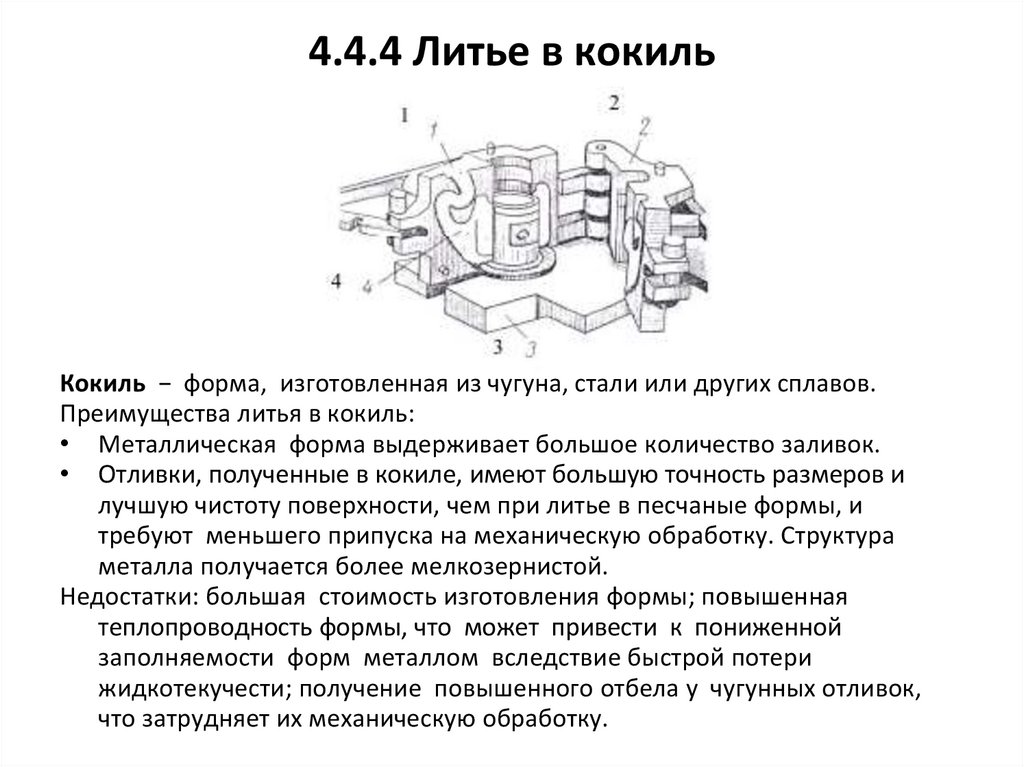
4.4.4 Литье в кокильКокиль − форма, изготовленная из чугуна, стали или других сплавов.
Преимущества литья в кокиль:
• Металлическая форма выдерживает большое количество заливок.
• Отливки, полученные в кокиле, имеют большую точность размеров и
лучшую чистоту поверхности, чем при литье в песчаные формы, и
требуют меньшего припуска на механическую обработку. Структура
металла получается более мелкозернистой.
Недостатки: большая стоимость изготовления формы; повышенная
теплопроводность формы, что может привести к пониженной
заполняемости форм металлом вследствие быстрой потери
жидкотекучести; получение повышенного отбела у чугунных отливок,
что затрудняет их механическую обработку.
17.
Литье в металлическую форму (кокиль)Форма для изготовления алюминиевого поршня
18.
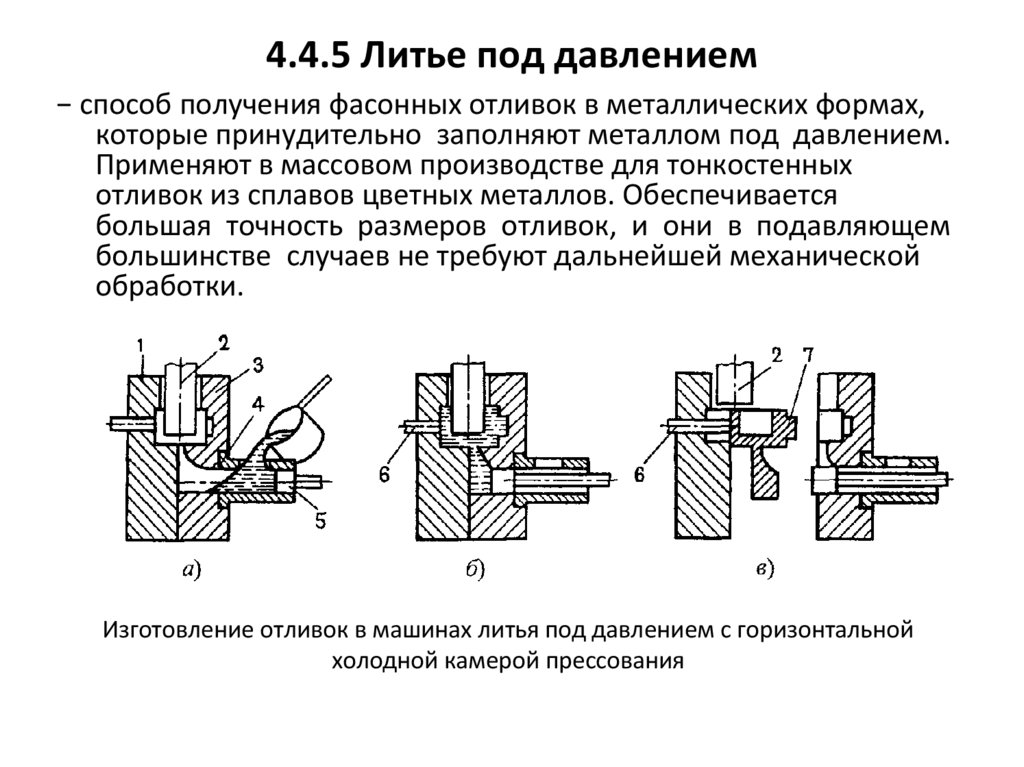
4.4.5 Литье под давлением− способ получения фасонных отливок в металлических формах,
которые принудительно заполняют металлом под давлением.
Применяют в массовом производстве для тонкостенных
отливок из сплавов цветных металлов. Обеспечивается
большая точность размеров отливок, и они в подавляющем
большинстве случаев не требуют дальнейшей механической
обработки.
Изготовление отливок в машинах литья под давлением с горизонтальной
холодной камерой прессования
19.
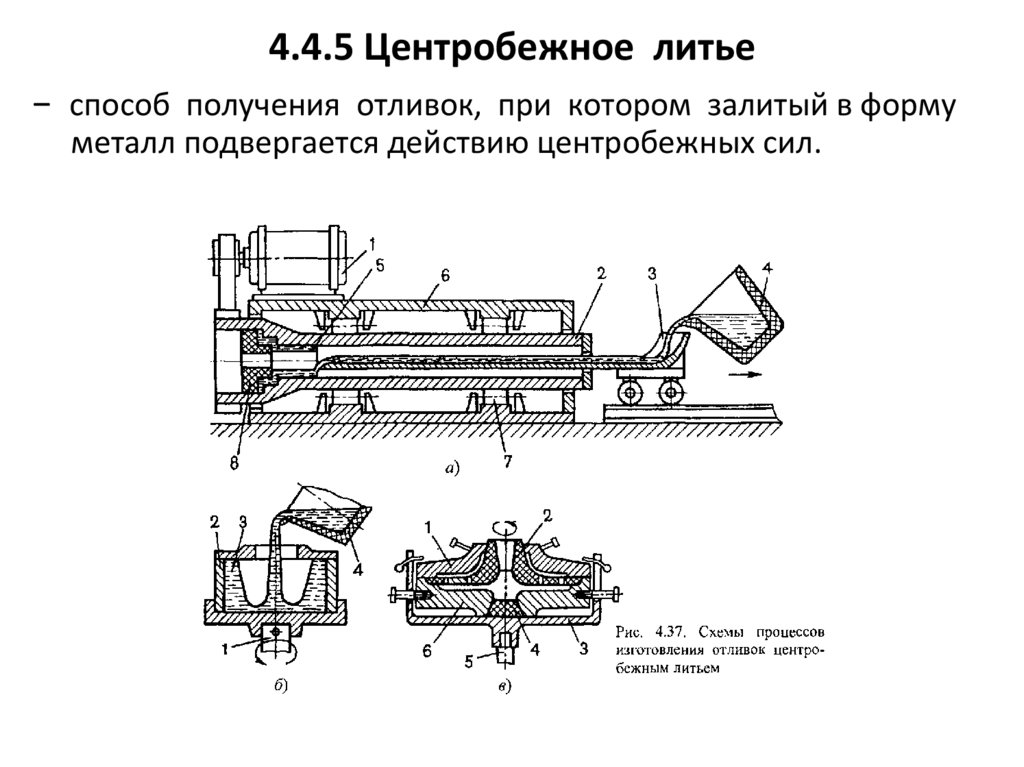
4.4.5 Центробежное литье− способ получения отливок, при котором залитый в форму
металл подвергается действию центробежных сил.
20.
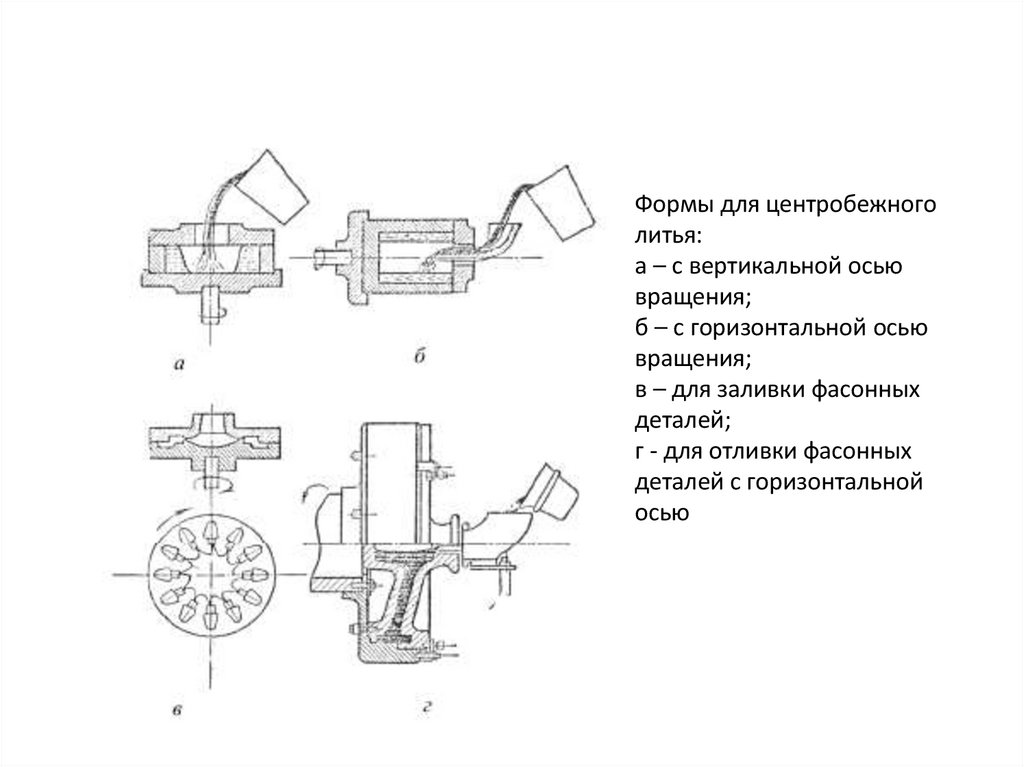
Формы для центробежноголитья:
а – с вертикальной осью
вращения;
б – с горизонтальной осью
вращения;
в – для заливки фасонных
деталей;
г - для отливки фасонных
деталей с горизонтальной
осью
21.
4.4.6 Изготовление отливок непрерывнымлитьем
• Процесс непрерывного литья осуществляется на горизонтальных,
либо на вертикальных литейных установках. Вертикальное
непрерывное литье используется для изготовления полых отливок
(например, труб). Горизонтальное непрерывное литье
используется для изготовления сплошных круглых, прямоугольных
и фасонных заготовок простой и сложной конфигураций.