

































 industry
industrySimilar presentations:










Литейное производство
1.
Литейное производствоЛитейное производство
цветных металлов и сплавов
Литейное производство
черных металлов и сплавов
Производство
сплавов
Фасоннолитейное
производство
Фасоннолитейное
производство
Производство
слитков
1
2. Основы технологии литейного производства
Фасонное литье2
3. Назначение фасонного литья
Получать отливки близкие по размерам иформе к детали
Получать отливки с минимальными
припусками и максимальной чистотой
поверхности
Получать отливки без дефектов
Получать отливки с минимумом трудовых и
материальных затрат и минимальной
себестоимостью
3
4. Фасонное литье
Литейные формыпостоянные
разовые
Чугун, сталь – 85-90% фасонных отливок получают литьем
в песчаные формы.
Al, Mg — > 60% отливок получают литьем в кокили, под
давлением, центробежным литьем; < 40% отливок – литьем
в землю.
Cu, Ni — < 15 – 20% литьем в кокиль, под давлением,
центробежное литье; > 80% – литье в землю.
Zn, Pb, Sn – 100 % литье в многократные формы.
4
5. Этапы технологического процесса литья
Подготовка литейногопроизводства
Изготовление отливок
Отделка и контроль
отливок
5
6. Подготовка литейного производства
Разработка технологическогопроцесса получения отливки
Изготовление модельноопочной и другой
технологической оснастки
Приобретение исходных
формовочных, шихтовых и
других материалов
6
7. Изготовление отливок
Подготовка формыПодготовка расплава
Подготовка формовочных
материалов
Подготовка шихтовых
материалов
Приготовление формовочных
и стержневых смесей
Шихтовка
Изготовление
форм
Изготовление
стержней
Подготовка форм
к заливке
Приготовление литейного
расплава
Заливка форм
Разливка литейного
расплава в ковши
Формирование отливок
в форме
Выбивка отливок
из формы
7
8. Отделка и контроль отливок
Термическая обработкаотливок
Очистка, обрубка и
зачистка отливок
Контроль отливок
Дефектные отливки
Годные отливки
Исправление дефектных
отливок
Контроль отливок
Грунтовка отливок
Окончательный брак
Склад отливок
8
9. Изготовление отливок в разовых песчано-глинистых формах
910. Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литьяМожно получать отливки любых размеров и
формы
Низкая размерная точность
(класс размерной точности 7 – 8)
Большая шероховатость поверхности (Rz=80)
(класс чистоты поверхности 1 – 3)
Большой расход формовочных материалов
(5-8 т на 1 т отливок)
10
11. Изготовление разовой литейной формы
1112.
Литейная форма- это система элементов,
образующих рабочую полость, при
заливке которой расплавленным
металлом формируется отливка.
Форма обычно состоит из нижней
и верхней полуформ, которые
изготовляют по литейным
моделям в литейных опоках
12
13.
Литейная разоваяпесчаная форма:
1 – литниковая система;
2 – полость формы;
3 – нижняя полуформа;
4 – верхняя полуформа;
5 – опока;
6 – прибыли;
7 – знаковая часть стержня;
8 – штырь;
9 – втулка;
10 - стержень
13
14.
Модельный комплект –это совокупность технологической
оснастки и приспособлений,
необходимых для образования в форме
полости, соответствующей контурам
отливки. В модельный комплект
включают модели, модельные плиты,
стержневые ящики, модели элементов
литниковой системы и другие
приспособления
14
15. Модельный комплект
1516.
Литейная модель –приспособление, при помощи
которого в литейной форме
получают полость с формой и
размерами, близкими к
конфигурации получаемой отливки.
Литейные модели бывают
неразъемными, разъемными, с
отъемными частями и др.
16
17. Изготовление деревянной модели отливки
1718.
Стержневой ящик –приспособление, служащее
для изготовления стержней.
Стержневые ящики бывают
цельными, разъемными,
вытряхными и др.
18
19.
1920.
Модельная плита –металлическая плита с
закрепленными на ней
моделями и элементами
литниковой системы. Ее
применяют, как правило , при
машинной формовке
20
21. Модельные плиты
2122.
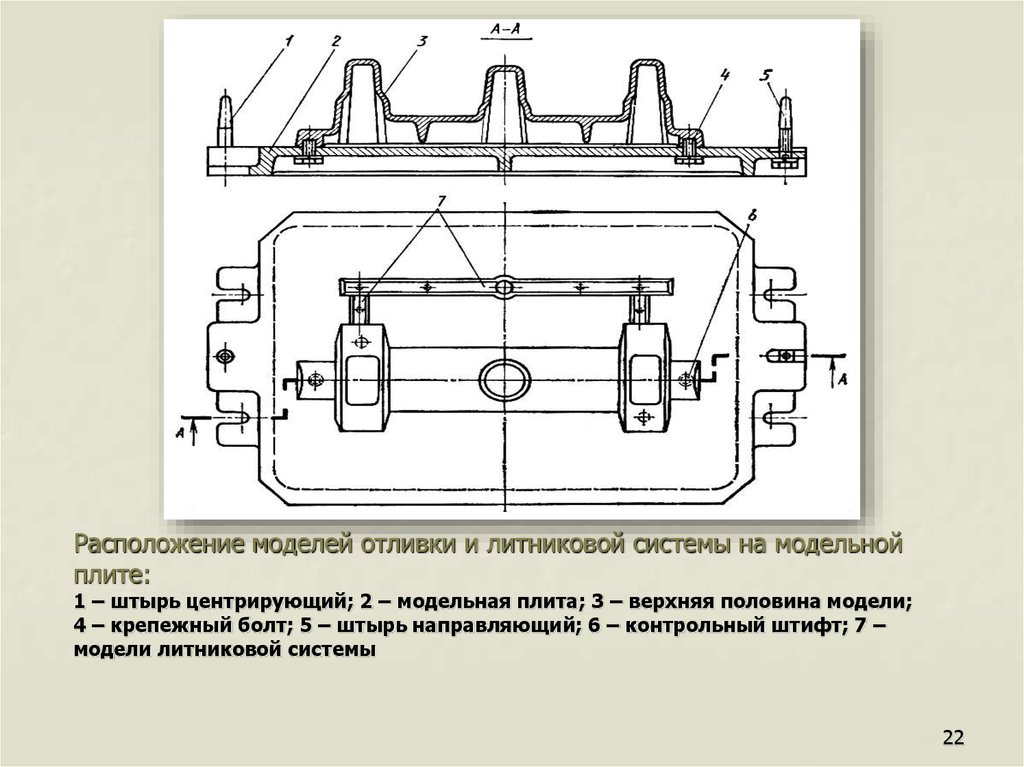
Расположение моделей отливки и литниковой системы на модельнойплите:
1 – штырь центрирующий; 2 – модельная плита; 3 – верхняя половина модели;
4 – крепежный болт; 5 – штырь направляющий; 6 – контрольный штифт; 7 –
модели литниковой системы
22
23. Проектирование технологии изготовления отливки
24. Последовательность проектирования
Определение технологичности отливкиВыбор способа изготовления отливки
Выбор положения отливки в форме
Определение поверхности разъема модели и
формы
Назначение припусков на механическую
обработку
Определение точности отливки
Назначение усадки отливки
Назначение формовочных уклонов и галтелей
Установление границ стержней и знаков
Выбор и расчет прибылей, холодильников и
литниковой системы
Конструирование элементов отливки и литейной
формы
Определение классов точности и допусков
размеров модельных комплектов
25. Обозначения элементов литейных форм и отливок
(ГОСТ 3.1125-88 Правила выполнения чертежей литейнойформы и отливки)
№ п/п Наименование
элемента
1
Положение
№№ позиций
на рисунках
Обозначение
В
а, б) – 1
отливки в форме
2
Разъем модели и
Н
Х
формы
3
Припуски на
МФ
а, б) – 2
а, б) – 3
Х
Тонкой сплошной
механическую
линией с указанием
обработку
величины припуска
25
26. Припуски на механическую обработку
ГОСТ Р 53464-2009Отливки из металлов и сплавов
Допуски размеров, массы
и припуски на механическую обработку
26
27.
Припуск на механическую обработку –слой металла, удаляемый в процессе
механической обработки с ее обрабатываемых
поверхностей для обеспечения заданной
геометрической точности и качества
поверхности детали. Припуск на механическую
обработку зависит от материала отливки,
способа ее изготовления, расположения
отливки в форме и наибольшего габаритного
размера литой детали.
27
28. Алгоритм определения общего припуска на механическую обработку
Определение степени точности поверхностей (Приложение В)Определение ряда припусков отливки (Приложение Е)
Определение класса размерной точности отливки
(Приложение А)
Определение степени коробления элементов отливки
(Приложение Б)
Выбор допуска размеров отливки (Таблица 1)
Выбор допуска формы и расположения элементов отливки
(Таблица 2)
Определение общего допуска элементов отливки
(Приложение И)
Назначение общего припуска на сторону на механическую
обработку (Таблица 6)
28
29. Точность отливки
Точность отливки указывается в полечертежа в следующей последовательности:
- Класс размерной точности
- Степень коробления
- Степень точности поверхности
- Класс точности массы
- Допуск смещения
Точность отливки 8 – 4 – 11 – 5 См 1,2 ГОСТ Р 53464-2009
29
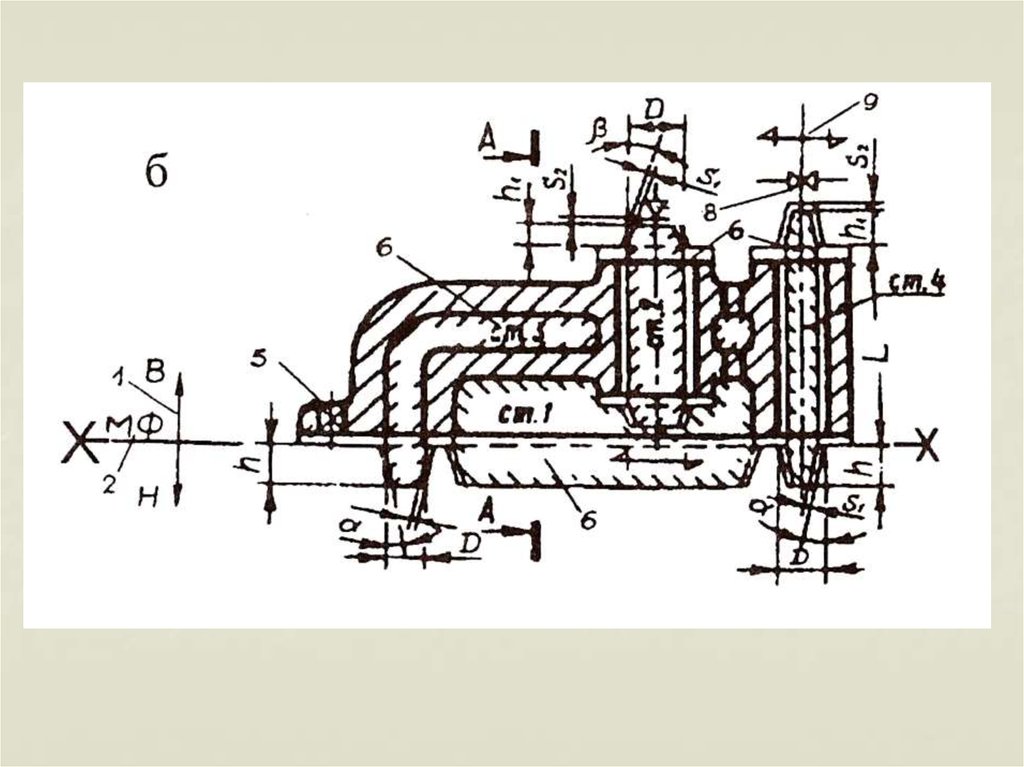
30.
Формовочные уклоныслужат для удобства извлечения модели
из формы без ее разрушения и для
свободного удаления стержня из
стержневого ящика. Уклоны выполняют в
направлении извлечения модели из
формы. Величина уклона зависит от
материала модели, способа изготовления
отливки и высоты боковой поверхности и
составляет 0,5 – 3 град.
30
31.
Галтели – скругления внутреннихуглов поверхностей модели.
Галтели облегчают извлечение
модели из формы, предотвращают
появление трещин и усадочных
раковин в отливке. Радиус галтели
принимают от 1/5 до 1/3 средней
арифметической толщины стенок,
образующих угол модели
31