












")




 industry
industrySimilar presentations:




")





Материаловедение. Литейное производство
1. Литейное производство
материаловедение2. Литейное производство – одна из отраслей машиностроения, позволяет изготовить детали из материалов, обладающих жидкотекучестью.
Виды литья:Литье в песчаные формы
Литье в оболочковые формы
Литье по выплавляемым моделям
Литье в кокиль
Центробежное литье
Основные операции:
Формовка
Плавка и заливка
Выбивка и очистка
3. Литье в песчаные формы
Способ заключается в заливкерасплава в песчаную форму,
полость которой имеет
конфигурацию отливки,
затвердевший металл сохраняет
форму этой полости.
1 – ковш
2 – литник
3 – песчаная форма
Недостаток – большой расход
формовочной смеси.
4. Изготовление формы для чугунной втулки
А) формовка нижней опокиБ) формовка верхней опоки
В) установка стержня
Г) готовая форма
1 – стержень
2 – полость
3 – опока
4 – разъемная модель
5 – нижняя полуформа
6 – подопочная плита
7 – центрирующие штыри
8 – верхняя опока
9 – верхняя полуформа
10 – верхняя половина
модели
11, 12 – литниковые системы
13 - скобы
5. Порядок операций:
На плиту кладут половинумодели и устанавливают опоку,
посыпают разделительным
песком.
Насыпают формовочную смесь
и переворачивают.
Верхняя половина
устанавливается на нижнюю,
вставляют литники и засыпают
формовочной смесью.
Разъединяю опоки, достают
модели.
Соединяют опоки и заливают
металл.
После затвердевания металла
литейную форму разрушают.
6. Литье в оболочковые формы
Способ заключается в заливке расплава в тонкуюоболочковую форму, состоящую из двух
полуформ. Затвердевший металл сохраняет
конфигурацию модели.
Применение: для получения стальных отливок,
также отливок из алюминиевых сплавов,
имеющих простую конфигурацию без полостей
(рычаги,кронштейны) для сельскохозяйственных и
текстильных машин.
Недостаток – большая стоимость песчаносмоляных смесей.
7. Изготовление формы
А) формирование оболочкиБ) удаление смеси
В) съем оболочки
Г) сборка формы
Д) укрепление формы
Е) готовая отливка
1 – литниковая система
2 – модель отливки
3 – песчано-смолиная смесь
4 – оболочка
5 – выступы
6 – толкатель
7 – стержень
8 – собранная форма
9 – опока
10 – песок или металлическая дробь
8. Порядок операций:
Плиту с моделью и литниками нагревают до 200-250град,покрывают разделительной смесью.
Насыпают песчано-смоляную смесь, выдерживают 15-25сек.
Образуется полутвердая оболочка, лишнюю смесь убирают.
Плиту с оболочкой помещают в печь на 2-3 мин при 280-320
град.
Извлекают оболочку с помощью толкателей. Снимают её с
плиты.
Собирают форму, помещают её в опоку и засыпают снаружи
песком.
Заливают расплав внутрь формы.
9. Литье по выплавляемым моделям
Процесс заключается в заполнении расплавом неразъемнойкерамической оболочки, полученной по разовой модели из
пластичного материала.
Применение: в приборостроении для изготовления отливок
сложной конфигурации массой от нескольких грамм до
нескольких килограмм с толщиной стенок 0.3-20 мм. и
более.
Этим способом можно получать отливки почти из любых
сплавов.
Недостаток – трудоемкость, сложность в получении крупных
отливок.
10.
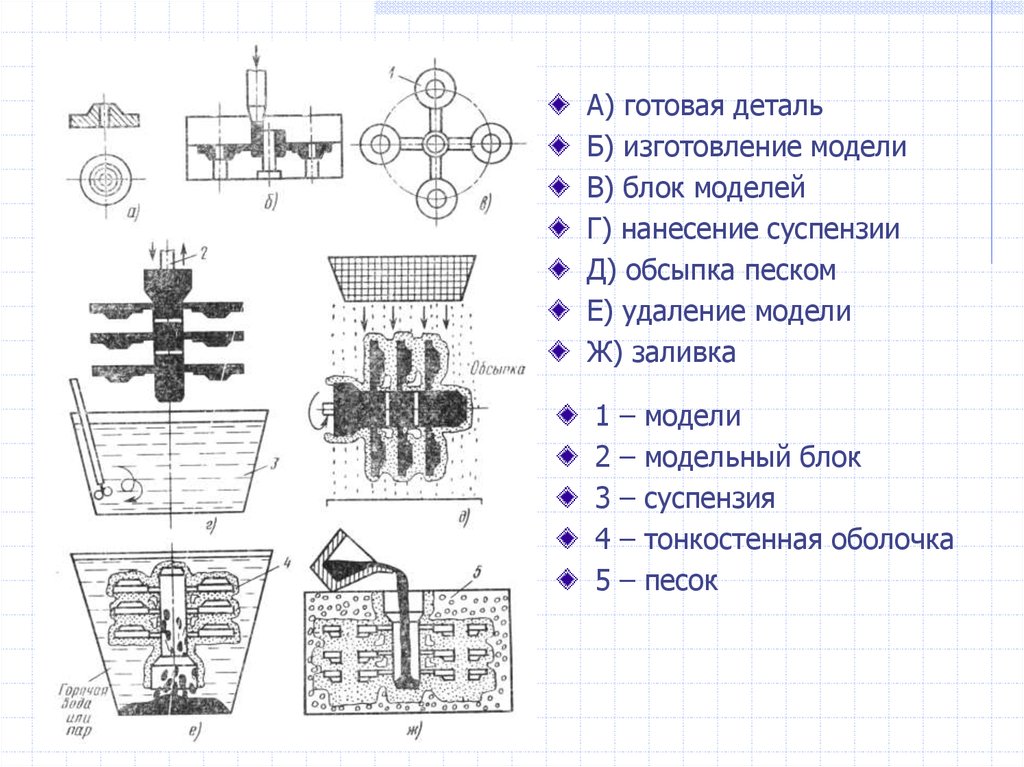
А) готовая детальБ) изготовление модели
В) блок моделей
Г) нанесение суспензии
Д) обсыпка песком
Е) удаление модели
Ж) заливка
1
2
3
4
5
–
–
–
–
–
модели
модельный блок
суспензия
тонкостенная оболочка
песок
11. Порядок операций:
В пресс-форме отливают литники и крепят к ниммодели отливок из воска.
Окунают в суспензию (жидкое стекло) 3-10раз,
каждый слой обсыпая песком.
После сушки модель удаляют горячей водой.
Полученную оболочку помещают в контейнер и
засыпают его кварцевым песком. Прокаливают до
800 град.
Заливают в оболочку расплав.
12. Литье под давлением
Процесс заполнения металлической формырасплавом под действием внешних сил.
Самый производительный способ изготовления
тонкостенных деталей сложной конфигурации , не
требующих механической обработки, дает
возможность получать отливки с точными
размерами и хорошей чистотой поверхности.
Недостатки – высокая стоимость пресс-формы,
ограниченные масса и размеры отливок.
13.
А) заливка расплаваБ) запрессовка расплава
В) извлечение отливки
Г) машина для прессования
1 – плунжер
2 – камера
3 – выталкиватель
4 – стержень
5 – неподвижная
полуформа
6 – подвижная
полуформа
14. Порядок операций:
Пресс-форму нагревают до 150-240 град.Расплав заливают в камеру пресс-формы
под давлением.
Удаляют отливку из пресс-формы
выталкивателем после затвердевания.
15. Литье в кокиль (металлическую форму)
Способ заключается в литье в многократноиспользуемую металлическую форму под
действием гравитационных сил.
Применение в массовом производстве из чугуна,
стали и цветных сплавов от десятков грамм до
сотен килограмм.
Недостатки: высокая стоимость кокиля, трудность
получения тонкостенных отливок.
16.
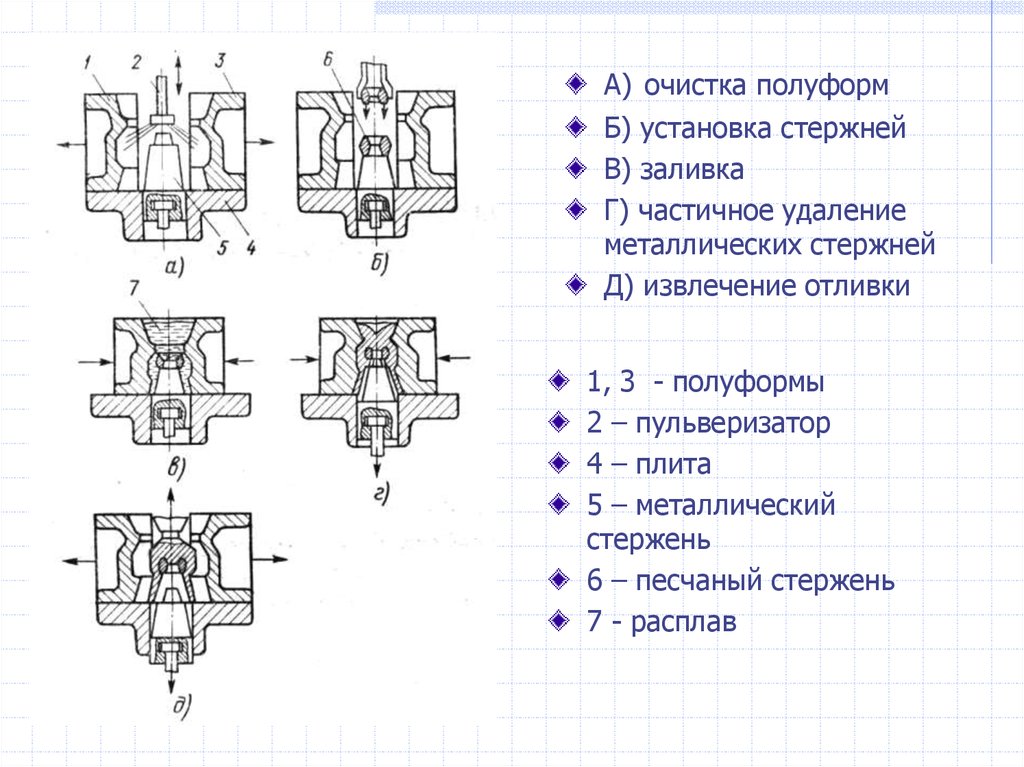
А) очистка полуформБ) установка стержней
В) заливка
Г) частичное удаление
металлических стержней
Д) извлечение отливки
1, 3 - полуформы
2 – пульверизатор
4 – плита
5 – металлический
стержень
6 – песчаный стержень
7 - расплав
17. Порядок операций:
Очистка кокиля перед работой.Предварительный нагрев до 150-200град
газовыми горелками.
Нанесение огнеупорного покрытия
пульверизатором.
Нагрев до рабочей температуры 150-350град.
Сборка кокиля.
Заливка.
Открывают кокили и извлекают деталь.
18. Центробежное литье
Под действием центробежных сил заливаютрасплав во вращающуюся форму.
Применение – втулки, кольца и трубы, детали от
нескольких грамм до нескольких тонн.
Достоинство – хорошее заполнение формы
Недостатки – загрязнение неметаллическими
включениями, получение неровной внутренней
структуры.
19.
А) горизонтальное литьеБ) вертикальное литье
1 – заливка вращающейся
формы
11 – затвердевание
111 - извлечение
1
2
3
4
– изложница
– крышка
– ковш
- желоб
20. Порядок операций:
Нагрев изложницы до 200 градНанесение огнеупорного покрытия
Закрывают крышку и заливают расплав, вращая
изложницу.
После затвердевания извлекают деталь с
помощью толкателей.