


























 по сравнению с мелкой (15кг) имеет ряд преимуществ: 1) меньше потерь за счёт")



































 industry
industrySimilar presentations:



")
")





Разливка и обработка сплавов. Способы разливки алюминиевых сплавов
1. 4. Разливка и обработка сплавов Способы разливки алюминиевых сплавов
1.2.
3.
4.
Литьё в гранулы
Разливка сплавов в чушки (наполнительное)
Полунепрерывное
чушек и слитков
Разливка илитьё
обработка сплавов
Непрерывное литьё (прокатка)
2. Тема 4.1 Разливка сплавов в гранулы и в мелкую чушку Литьё в гранулы
Осуществляетсяпри
подаче
струи
жидкого
металла
в
воду,
в
грануляционный бассейн.
Эти
гранулы
применяются
для
раскисления стали.
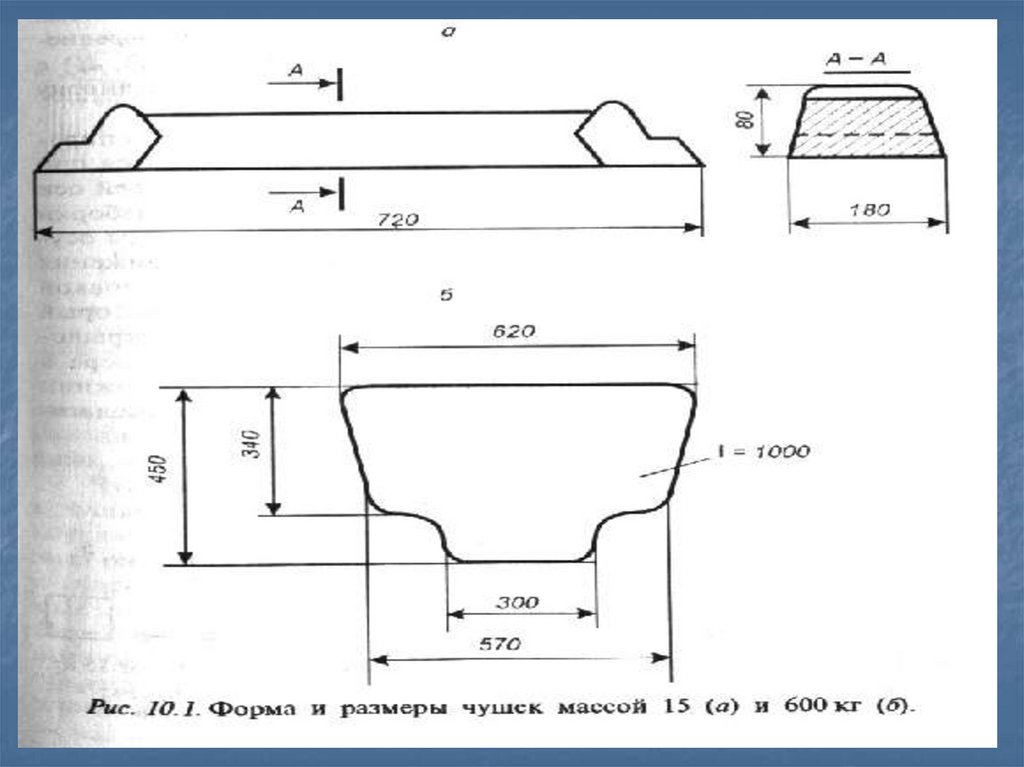
3. Разливка сплавов в мелкую чушку
На большинстве отечественных предприятий разливкуметалла производят в изложницы разливочной машины
конвейерного типа для получения чушек массой 15 кг.
Алюминиевые сплавы разливают не только в чушки, но
и в слитки, листы, катанку и гранулы.
4. Для подготовки сплава используется печь-миксер
5. Разливка в мелкую чушку Проводится на технологических линиях, состоящих из миксера, литейного конвейера, установки для
охлаждениячушек, чушкоукладчика и участка обвязки пакетов
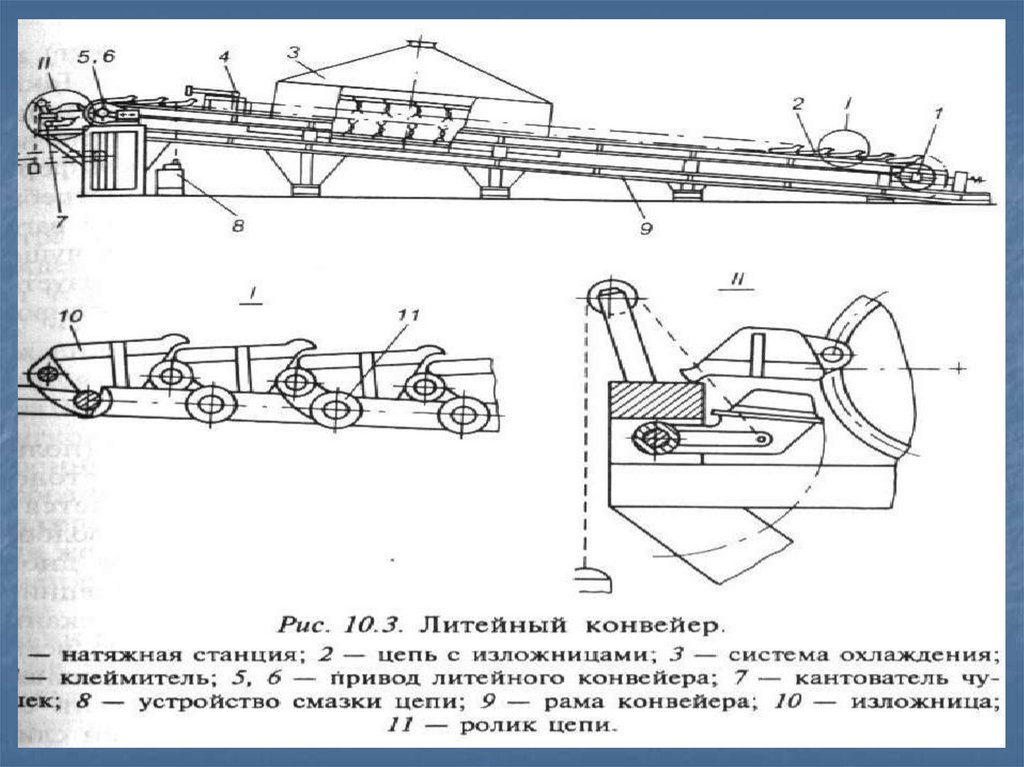
6. Устройство литейного конвейера
Литейный конвейер представляет собойсварную раму, на которой установлены
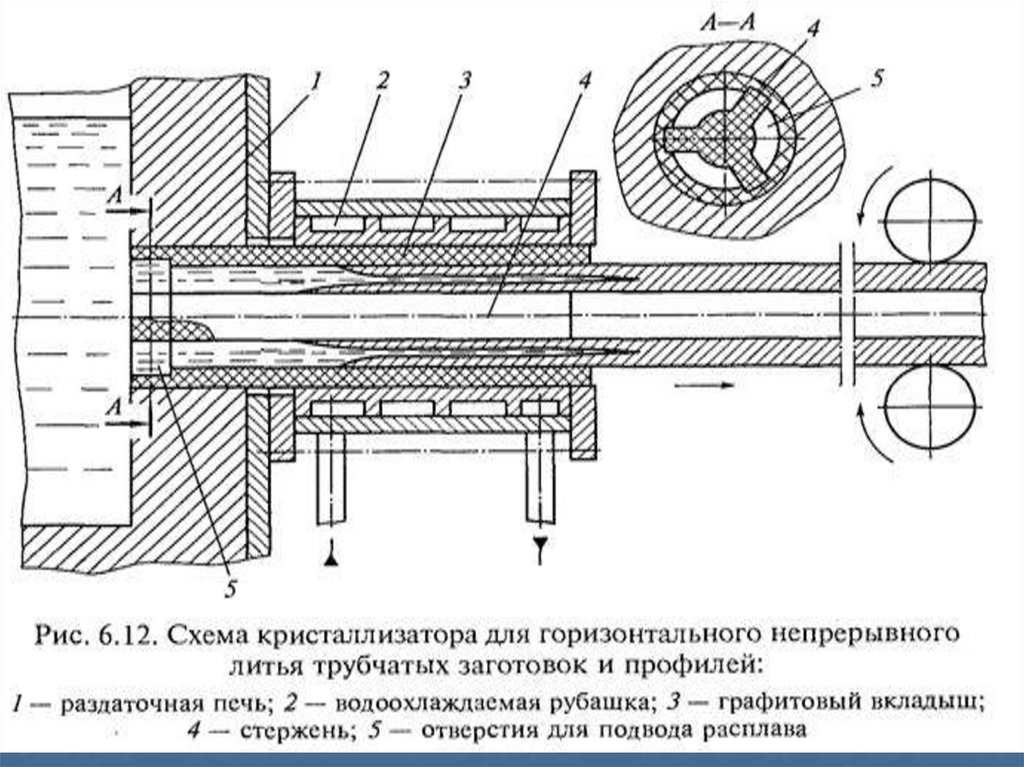
приводной вал с ведущими звездочками,
натяжная станция, цепь с изложницами,
маркировочное устройство.
Система охлаждения может располагаться над
или под изложницами.
7.
8. Принцип действия литейного конвейера
Цепь с изложницами перемещается порельсам, заливка чушек осуществляется в
конце конвейера и, по мере его движения
металл в изложницах застывает.
Механический клеймитель наносит на
каждую чушку условное обозначение (марка,
№ партии, дата). Чушки из кантователя
подаются по цепному транспортеру к
чушкоукладчику для укладки в штабеля.
Перед погрузкой в вагоны с помощью
электропогрузчика пакеты чушек поступают
на обвязку стальной плоской лентой или
катанкой.
9. Печь САКМ и литейный конвейер на САЗе
10.
11.
12. Литейный конвейер на ХАЗе
13. Чушкоукладчик на ХАЗе
14.
15.
16.
Полунепрерывное литьёСлитки различных сечений и чушку
повышенной массы получают методом
полунепрерывного литья, сущность которого
заключается в непрерывной подаче жидкого
металла в специальную водоохлаждаемую
изложницу (кристаллизатор) с подвижным
дном, роль которой выполняет подвижный
поддон, перемещающийся в вертикальном
направлении.
17.
Схема полунепрерывного литья.1 – жёлоб; 2 – распределительный поплавок; 3 – кристаллизатор; 4 – слиток; 5 –
поддон
18.
Скорость опускания поддона подбираетсятак, чтобы слиток не застывал по всему
сечению, а образовывалась бы поверхностная
корочка.
Дальнейшая
кристаллизация
слитка
происходит при охлаждении его поверхности
водой. Литьё прекращается при достижении
слитка заданной длины ( до 6-8 м).
19.
При полунепрерывном способе литьяслитков основными параметрами
процесса являются: скорость литья,
высота кристаллизатора, а также
температура разливаемого расплава.
20.
Увеличение скорости литья слитков сверхоптимальной улучшает качество их
поверхности за счет сокращения числа
неслитин и уменьшает возможность
образования
поверхностных
трещин.
Однако чрезмерное повышение скорости
литья ведет к образованию внутренних
трещин
и
пористости
в
слитках.
Заниженные скорости литья способствуют
образованию поверхностных трещин и
неслитин.
21.
Скорость литья тем больше, чем меньшесечение слитков.
Например при d = 125 мм V= 180 - 200 мм/мин.
d = 360 мм V= 60 - 70 мм/мин.
При достижении слитком заданной длины
прекращается подача металла и воды,
убирается литейная чаша с поплавками и
отодвигается стол с кристаллизаторами в
сторону.
Отлитые слитки извлекаются из колодца
краном, затем подаются на линию отрезки
концов (литника и донника).
22.
Повышение температуры литья сверхоптимальной приводит к увеличению
склонности к образованию внутренних
трещин, увеличению пористости слитков и
образованию ликвационных наплывов.
Заниженная температура литья влечет за
собой увеличение глубины неслитин, а
также способствует объемной
кристаллизации и возникновению
неоднородного строения слитков.
Температуру расплава в миксере при литье
цилиндрических слитков поддерживают на
50-100 0С выше температуры ликвидуса.
23.
Высота кристаллизатора оказываеттакое же влияние на качество слитков,
как и температура литья.
С увеличением высоты кристаллизатора
уменьшается интенсивность
охлаждения, ухудшается структура и
качество поверхности слитков.
24.
Оптимальные параметры литьяустанавливают исходя из литейных
свойств сплава.
Основными узлами литейной формы
является: кристаллизатор, затравка и
литейный стол.
Ниже на рисунке показана схема
машины полунепрерывного литья МПЛ
25.
4 56
7
3
2
1
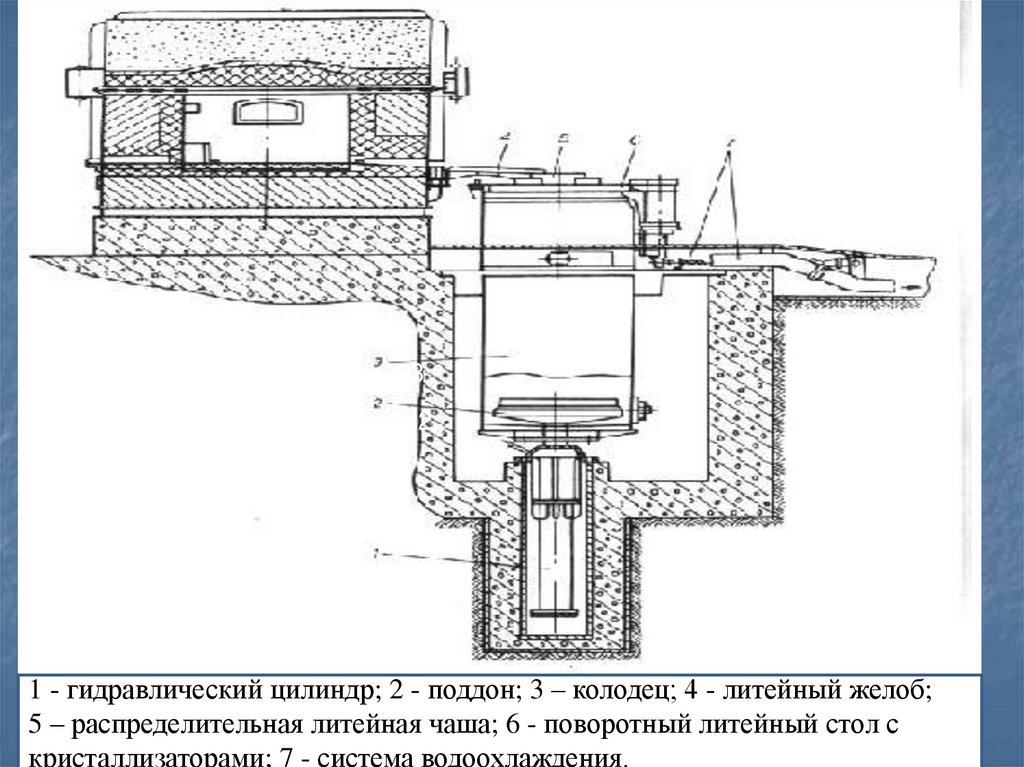
1 - гидравлический цилиндр; 2 - поддон; 3 – колодец; 4 - литейный желоб;
5 – распределительная литейная чаша; 6 - поворотный литейный стол с
кристаллизаторами; 7 - система водоохлаждения.
26. Схема кристаллизатора
27. Обработка ультразвуком
28.
Кристаллизатор - это главный элементлитейной оснастки, определяющий форму и
размеры, а также состояние поверхности,
склонность к трещинообразованию и
качество слитков. Его изготавливают из
сплавов Д1 АМг2 прошедших
гомогенизацию. У кристаллизаторов
годных к применению, внутренние
поверхности должны быть полированными.
Перед началом литья кристаллизатор
смазывают универсальной легкоплавкой
синтетической смазкой.
29.
При литье слитков мелкого сечения можетбыть установлено сразу 40 кристаллизаторов и
более, которые размещаются в прямоугольном
поворотном
столе,
куда
подаётся
охлаждающая
вода,
а
на
поддоне
устанавливаются затравки, которые при его
подъеме входят в кристаллизатор.
Для литья слитка над кристаллизаторами
устанавливается распределительная литейная
чаша с поплавками, которая регулирует
уровень жидкой ванны в кристаллизаторе.
30.
31.
32.
33.
34.
35.
На САЗе36.
37.
38.
39.
На САЗе полунепрерывным литьёмполучают чушки повышенной массы,
цилиндрические и плоские слитки
40. Т – образные чушки повышенной массы
41. Применение чушек с повышенной массой (1000кг) по сравнению с мелкой (15кг) имеет ряд преимуществ: 1) меньше потерь за счёт
окисления;2) применение крупных чушек позволяет
потребителю использовать средство
механизации на загрузку из вагонов и
погрузку их в плавильные печи;
3) так как у крупных чушек меньше удельная
поверхность, при её расплавлении
образовывается меньше шлаковых
включений, т.е повышается качество.
42.
Вертикальные МПЛ имеют большуювысоту - до 15 м, поэтому приходится
сооружать
глубокие
бетонированные
колодцы. Производительность таких машин
снижается из-за прерывности литья.
Поэтому большой интерес представляют
горизонтальные машины непрерывного
литья МПЛ.
43. Непрерывное литье слитков
Метод получения полуфабрикатовнепосредственно из жидкого алюминия
широко распространен как в зарубежной, так
и в отечественной практике для
производства катанки, ленты, листов.
Установки бесслитковой прокатки по
конструкции устройства для кристаллизации
металла делятся на 3 типа:
1) ротационные;
2) валковые;
3) ленточные.
44.
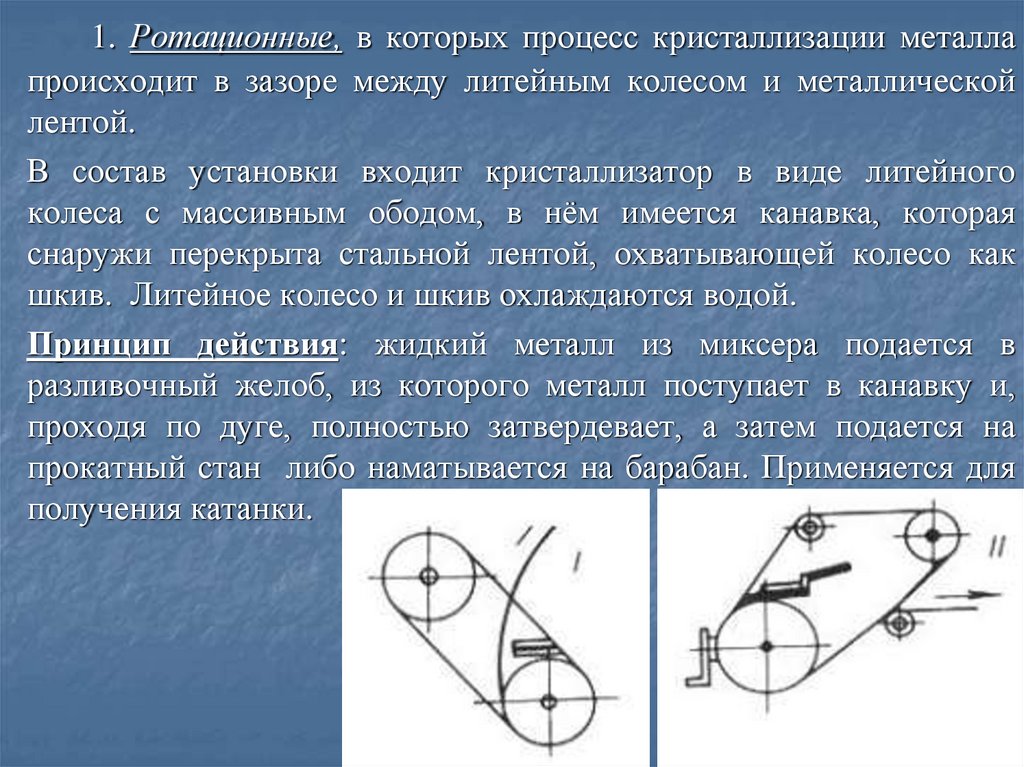
1. Ротационные, в которых процесс кристаллизации металлапроисходит в зазоре между литейным колесом и металлической
лентой.
В состав установки входит кристаллизатор в виде литейного
колеса с массивным ободом, в нём имеется канавка, которая
снаружи перекрыта стальной лентой, охватывающей колесо как
шкив. Литейное колесо и шкив охлаждаются водой.
Принцип действия: жидкий металл из миксера подается в
разливочный желоб, из которого металл поступает в канавку и,
проходя по дуге, полностью затвердевает, а затем подается на
прокатный стан либо наматывается на барабан. Применяется для
получения катанки.
45.
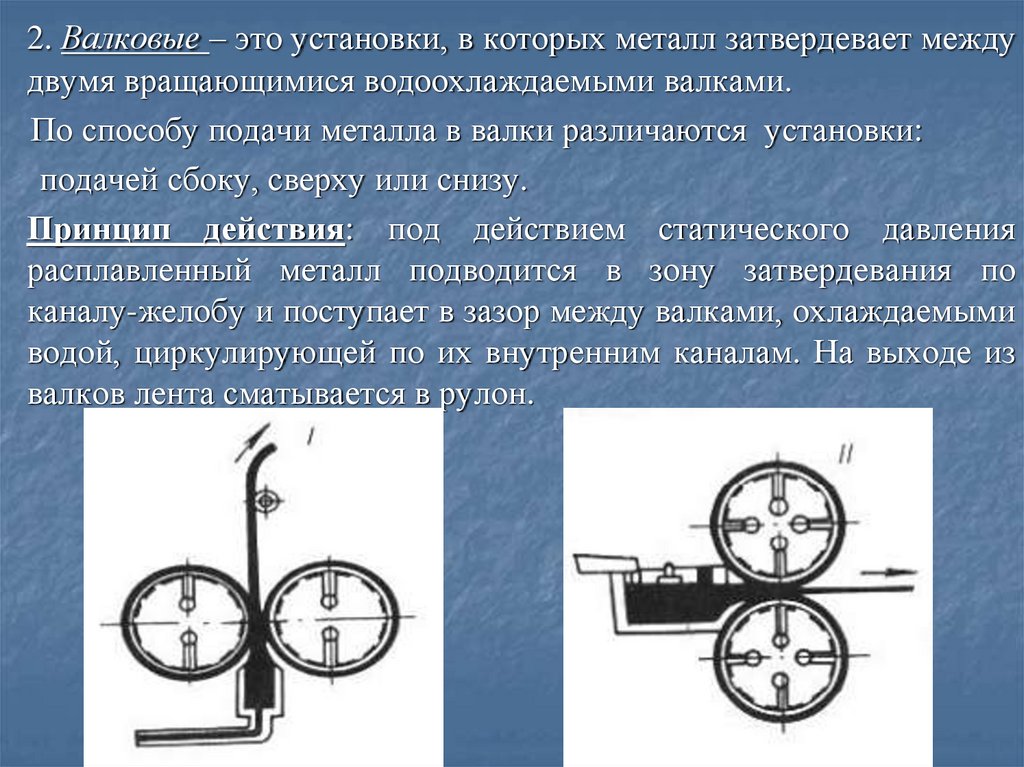
2. Валковые – это установки, в которых металл затвердевает междудвумя вращающимися водоохлаждаемыми валками.
По способу подачи металла в валки различаются установки:
подачей сбоку, сверху или снизу.
Принцип действия: под действием статического давления
расплавленный металл подводится в зону затвердевания по
каналу-желобу и поступает в зазор между валками, охлаждаемыми
водой, циркулирующей по их внутренним каналам. На выходе из
валков лента сматывается в рулон.
46.
3. Ленточные – установки, в которых кристаллизатором служатдве бесконечные движущиеся ленты с водяным охлаждением.
Принцип действия: Металл через распределительную коробку
поступает в машину. Края отливаемой полосы формируются
небольшими алюминиевыми блоками, нанизанными на
верхнюю ленту и передвигающимися вдоль поверхности
нижней ленты. Высота алюминиевых блоков определяет
толщину отливаемой ленты, которая по выходе из машины
сматывается в рулон.
47. Ленточная установка
Рис. 2. Общий вид машины непрерывного литья широких полос с ленточнымкристаллизатором: 1 — входные шкивы; 2 — гидравлические цилиндры натяжения
рабочих лент; 3 — пневматические цилиндры центрирующих устройств рабочих лент; 4
— выходные шкивы; 5 — подвижные боковые ограничители; 6 — нижний натяжной
ролик; 7 — шланги, подающие воду в машину; 8 — водяной коллектор; 9 — верхний
натяжной ролик.
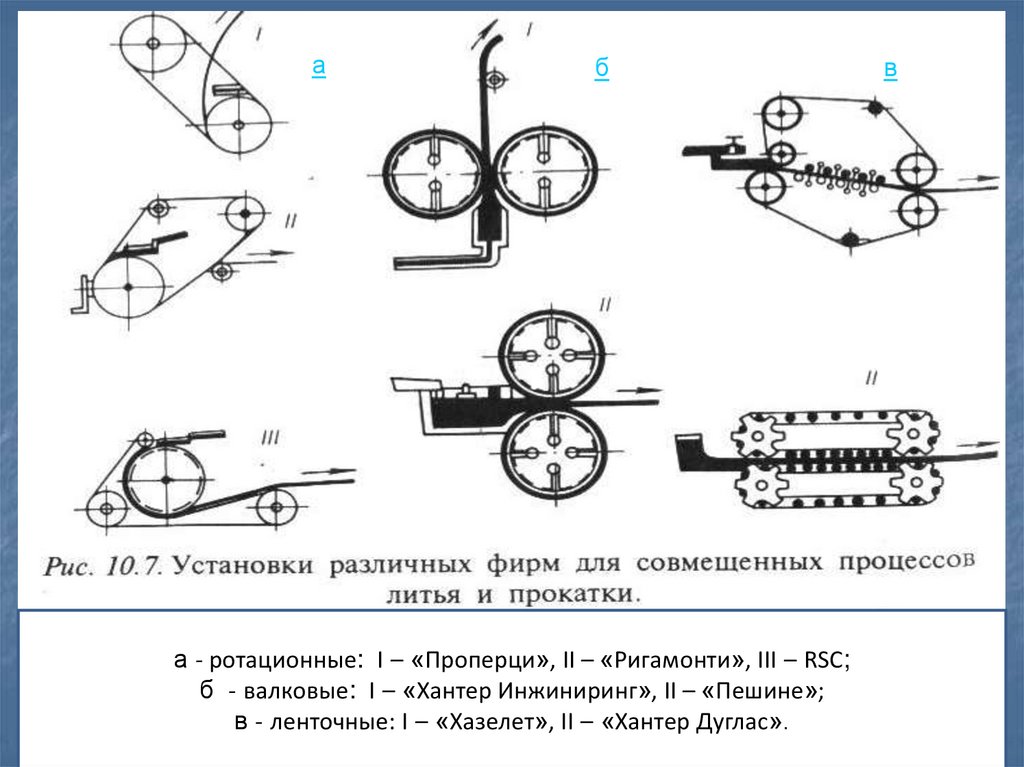
48.
аб
а - ротационные: I – «Проперци», II – «Ригамонти», III – RSC;
б - валковые: I – «Хантер Инжиниринг», II – «Пешине»;
в - ленточные: I – «Хазелет», II – «Хантер Дуглас».
в
49.
На ХАЗе непрерывным литьём получают Тобразные слитки массой 600 кг.Расплав из миксера по жёлобу поступает
непрерывной струёй в медный водоохлаждаемый
кристаллизатор, по внутренней поверхности
которого формируется литое изделие большой
протяжённостью.
По мере продвижения из кристаллизатора металл
охлаждается и разрезается на мерные длины.
На САЗе полунепрерывным литьём получают
чушки повышенной массы, цилиндрические и
плоские слитки
50.
51.
НаХакасском
алюминиевом
заводе
(ХАЗ)
установлены две линии Brocnot для разливки мелкой
чушки
и
комплекс
фирмы
Hertwich
для
горизонтального литья.
Линия горизонтального литья «Hertwich». выпускает
горизонтальные слитки Т-образной формы.
Процесс работы установки построен так, что выходящие
с линии огромные многотонные слитки сразу
распиливаются на удобные для транспортировки части.
Машина горизонтального литья может работать в
автоматическом режиме без остановки, что позволяет
значительно снизить затраты на производство.
52.
53.
54.
55.
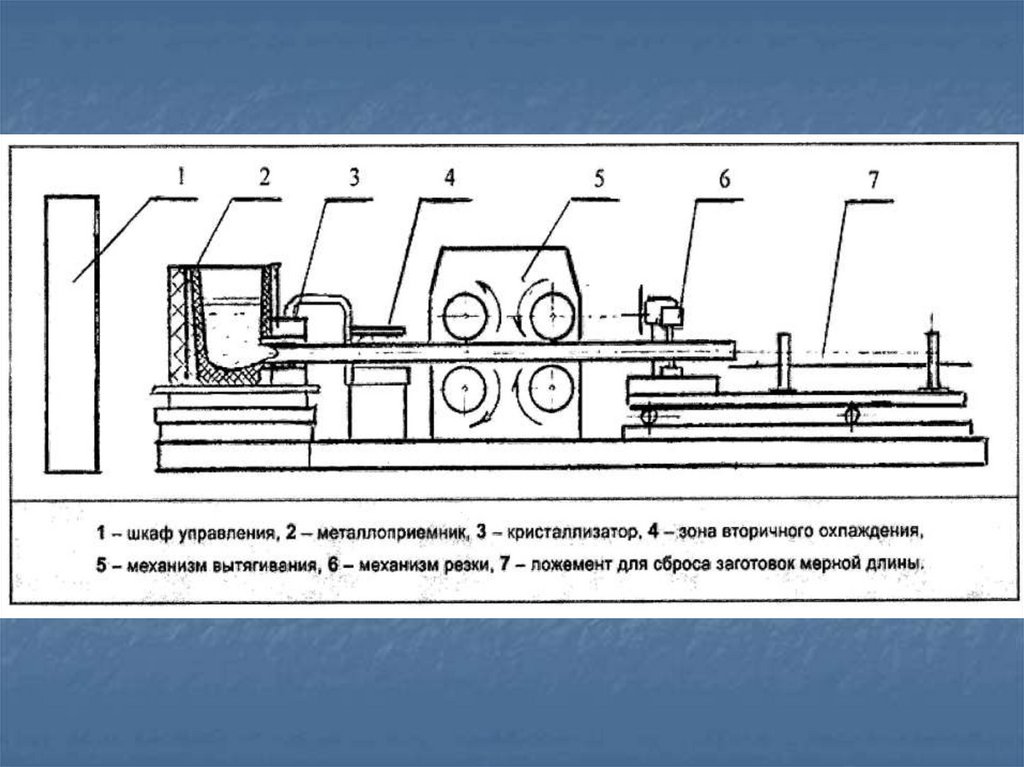
56. Схема непрерывного литья
57.
58.
59.
60.
61.
62.
Разливка тавровых заготовок на установке фирмы Hertwich63.
64.
65.
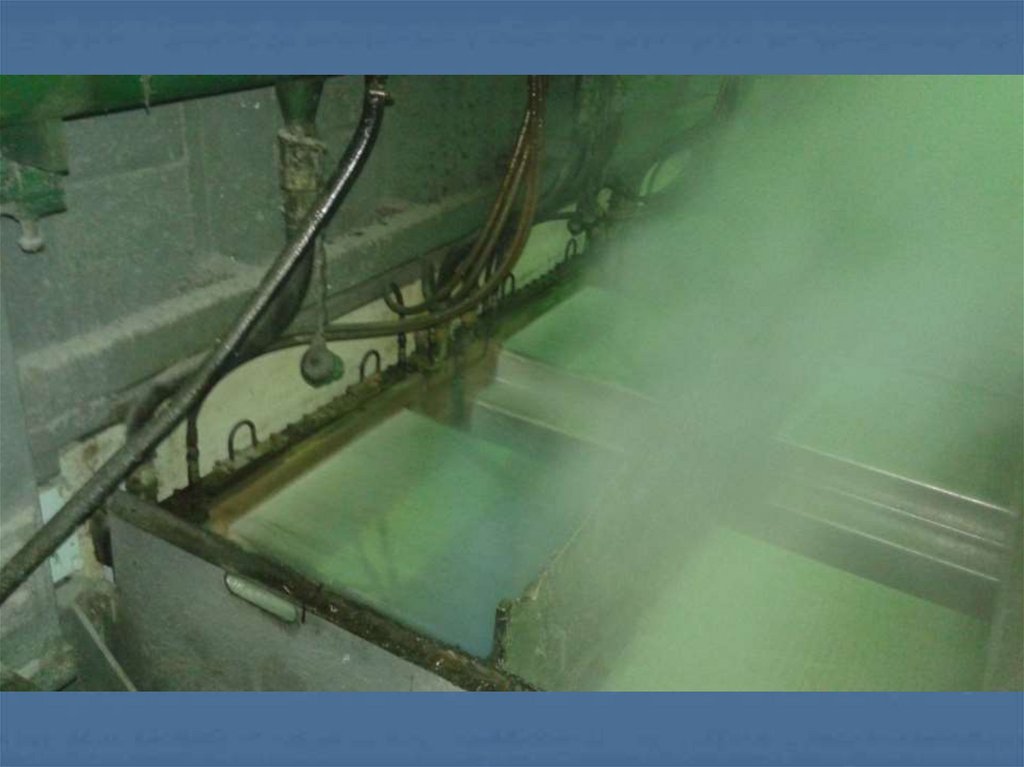
Подача расплава в кристаллизаторФото: HERTWICH ENGINEERING, Браунау - АВСТРИЯ
66.
Основные составляющие системы: две печи-миксера по38 тонн, две вакуумные литейные печи по 16 тонн, одна
горизонтальная установка непрерывной разливки с
периферийным оборудованием.
На рисунке показано устройство подачи в установку
разливки. Из литейной печи расплав попадает без
перемешивания в промежуточный ковш, а затем по
переходным трубкам без контакта с атмосферой в
кристаллизатор. Образование оксидов не происходит.
67.
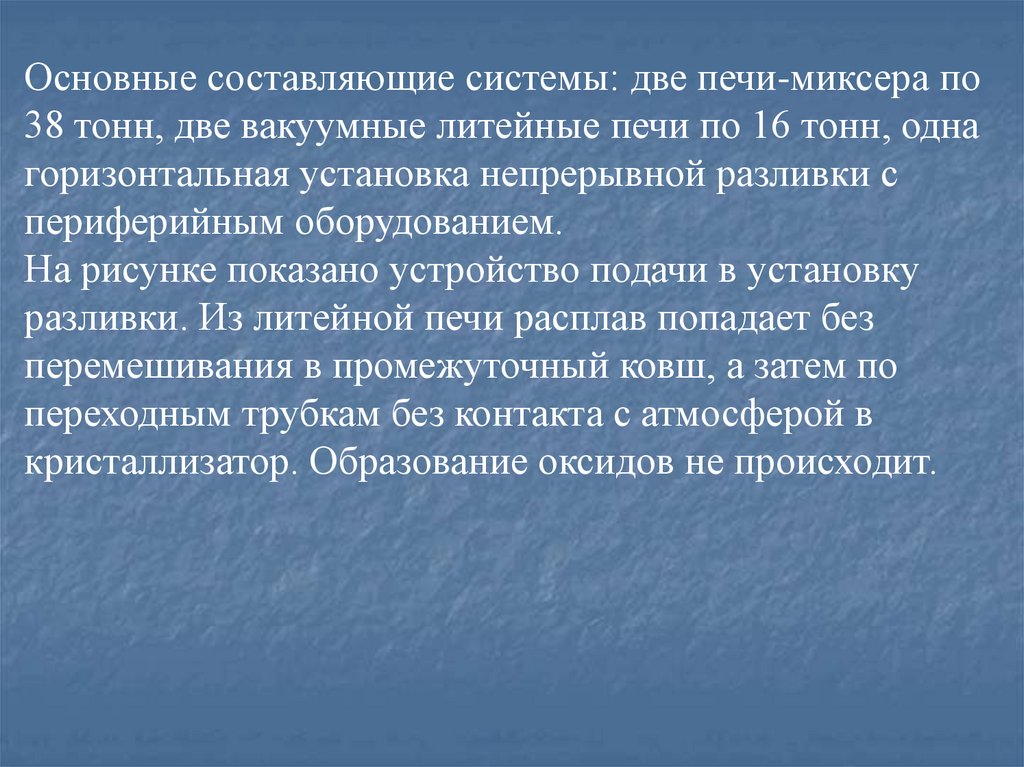
Заготовки на выходе из кристаллизатора. Двадцать ручьев из двухкристаллизаторов.
Фото: HERTWICH ENGINEERING, Браунау - АВСТРИЯ
68.
Из двух кристаллизаторов разливается 20 заготовоксечением 75х54 мм. Скорость разливки в зависимости от
сплава составляет 400...600 мм/мин.
Летучая пила режет заготовки на мерные длины 650-750
мм.
Один целый цикл работы пилы включает в себя захват,
резку всех 20 заготовок, их уборку, возврат в исходное
положение. Весь цикл составляет только 60 с.
Несмотря на значительную твердость сплавов, пила
может работать со скоростью 80 мм/с. Заготовки
автоматически маркируются (марка сплава, номер
плавки) и укладываются в пачки.
69.
Для эксплуатации всей системы требуется три оператора всмену.
Один оператор работает на печах, второй - на разливке,
третий - отвечает за укладку, обвязку и взвешивание.
Подготовка и запуск горизонтальной установки разливки,
включая желоба, затравку и кристаллизаторы требует
соответствующих знаний и навыков. Поэтому также
необходим квалифицированный оператор по
кристаллизаторам.
70. Гомогенизация слитков
Микроструктура большинства сплавов влитом
состоянии
очень
неоднородна
(гетерогенна).
Для повышения пластичности слитков из
деформируемых
сплавов
применяется
предварительная термообработка слитка гомогенизация, цель которой:
растворение частиц второй фазы и сведение к
минимуму внутридендритной ликвации, а
также повышение способности материала к
горячему и холодному деформированию.
71.
Гомогенизацию слитков применяют впромышленности
при
температурах,
приближающихся к температуре солидуса
сплава, т.е. лежащих выше границы
растворимости основных легирующих
элементов в алюминии.
72.
При гомогенизации создаются условия длявыравнивающей диффузии, под действием
которой
растворяются
неравновесные
эвтектики и интерметаллические соединения,
выравнивается химический состав по всему
объему зерна.
Гомогенизация, заключающаяся в нагреве,
выдержке при определенной температуре и
охлаждении
слитка,
проводится
в
специальных печах.
73.
Режим гомогенизации (скорость подъема иснижения температуры, выдержка времени
при определенной температуре) задается
для каждого сплава индивидуально в
зависимости от его химического состава и
методов отливки слитка.
74.
Печи для гомогенизации слитков должныудовлетворять следующим требованиям:
— обеспечивать равномерность и скорость
нагрева в заданном режиме;
— быть высокопроизводительными с
целью экономии площадей и капитальных
затрат на их сооружение;
— быть удобными для загрузки и выгрузки
тяжелых садок.
75.
При термической обработке алюминиевыхсплавов
вследствие
низких
температур
обработки (до 650°С) наиболее целесообразны и
широко применяются печи с принудительной
циркуляцией атмосферы.
Теплоносителем служит воздух, подогреваемый
в электрокалориферах или продукты сгорания
газа при термообработке слитков.
76. Виды печей для гомогенизации
1) Шахтные вертикальные;2) Шахтные горизонтальные;
3) Печи с выкатными подинами
77. Шахтные вертикальные печи
Шахтные вертикальные печизанимают мало места, из них
удобно выгружать пакеты
слитков без значительной
потери тепла, но их
сооружение требует глубоких
котлованов со сложными
строительными
конструкциями и их почти
нельзя применять для
гомогенизации нарезанных
слитков из-за трудностей
загрузки и выгрузки
стеллажей.
Шахтная вертикальная печь.
1 — рабочая камера;
2 — электрокалорифер;
3 — вентилятор; 4 — распределитель
подачи горячего воздуха.
78.
79.
80. Шахтные горизонтальные печи
Шахтные горизонтальные печи не имеютнедостатков, присущих вертикальным печам,
в них могут размещаться слитки больших
размеров и нарезанные слитки в стеллажах. К
их недостаткам следует отнести трудности
загрузки и выгрузки садки из рабочего
пространства и большие потери тепла при
этом.
Кроме того, такие печи имеют значительные
размеры в плане.
81. Печи с выкатными подинами
Эти печи широкораспространены, так как на
подину таких печей удобно
укладывать слитки и стеллажи
любых размеров и
конструкций. Загрузка и
выгрузка удобны тем, что
выкатная подина находится на
уровне пола цеха.
С целью исключения времени
загрузки и выгрузки из общего
времени гомогенизации и
увеличения их
производительности эти печи
стали изготавливать
проходными с двумя
выкатными подинами.
82.
83.
84.
Конструкция печи предусматривает равномерныйнагрев слитков по всей садке, доступное
обслуживание и ремонт.
Производительность печей от 15 до 35 тонн за
одну загрузку. Вид топлива: природный газ или
дизельное топливо
85.
Весь комплекс оснащается системой автоматическогоуправления с помощью программируемого
логического контроллера Siemens Simatic, который
способен запоминать несколько режимов
гомогенизации. Газовая и электрическая системы
комплектуются элементами ведущих мировых
производителей.
86. Слитки плоские
87. Слитки цилиндрические
88.
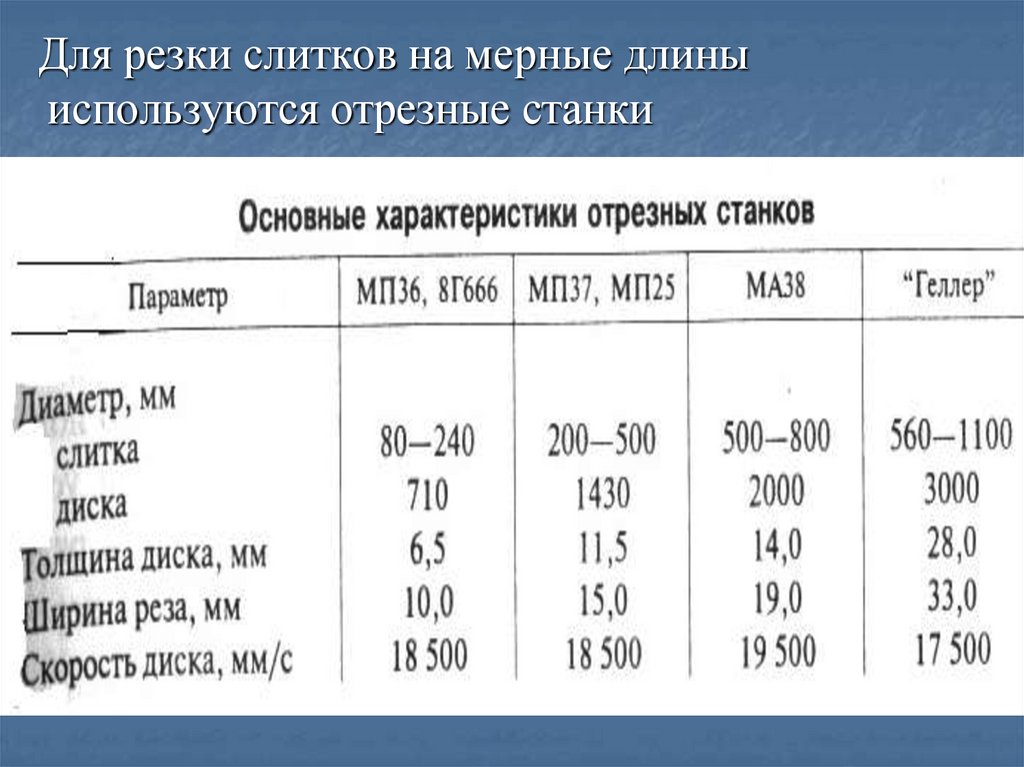
Для резки слитков на мерные длиныиспользуются отрезные станки
89.
Резку плоских слитков на мерные заготовкиосуществляют пилами салазкового типа с
диском диаметром 1800 – 2200 мм и толщиной
диска 12 – 15 мм, при этом образуется много
стружки.
В настоящее время широко применяются
тонкие ленточные пилы, режущие слитки
толщиной до 600 мм и шириной до 2500 мм.
90. На САЗе применяются дисковые пилы «Вагнер»
91.
92.
Изготовление гомогенизированных слитковэкономически выгодно для заводовпроизводителей, так как повышает качество и
стоимость выпускаемой продукции.
93.
94.
Теперь тыготов к
зачёту!