







 industry
industrySimilar presentations:










Изменение схемы прокатки в промежуточной группе клетей с использованием вертикальной клети модернизированной из трайб-аппарата
1.
Изменение схемы прокатки в промежуточной группе клетейс использованием вертикальной клети модернизированной
из трайб-аппарата для стана 320 ОАО «БМЗ»
1
2.
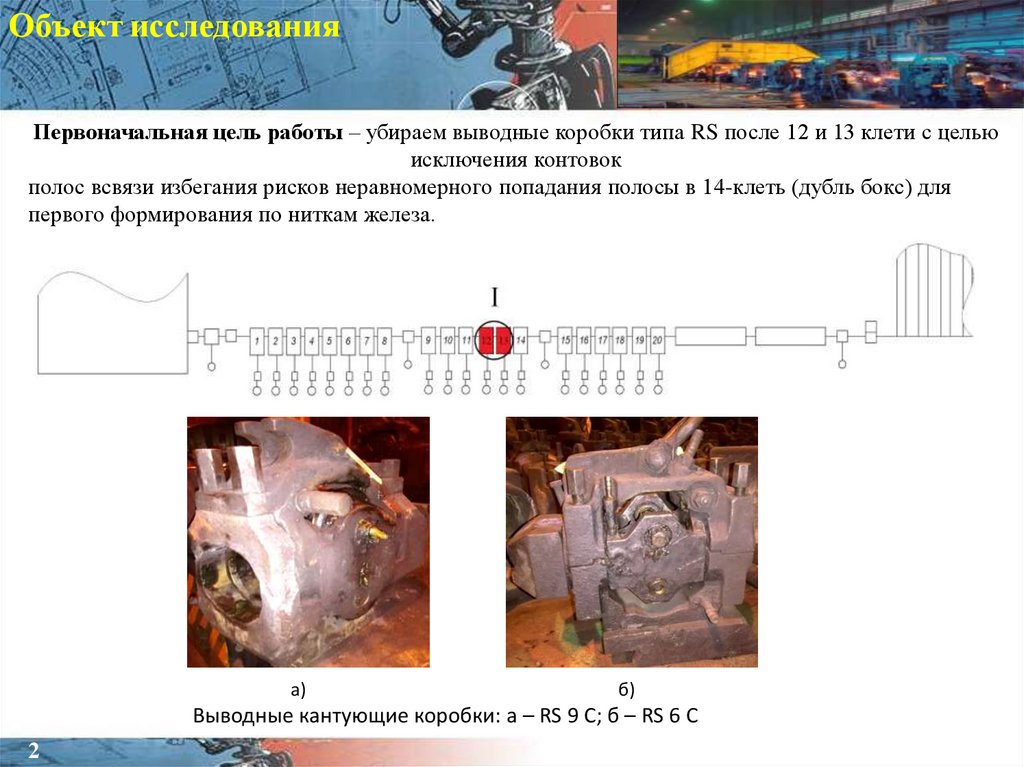
Объект исследованияПервоначальная цель работы – убираем выводные коробки типа RS после 12 и 13 клети с целью
исключения контовок
полос всвязи избегания рисков неравномерного попадания полосы в 14-клеть (дубль бокс) для
первого формирования по ниткам железа.
а)
б)
Выводные кантующие коробки: а – RS 9 С; б – RS 6 С
2
3.
Проблематика исследованияХарактерными
проблемами
прокатки
в
контрольном калибре с кантовкой полосы
являются:
– кантовка полосы определяет общую геометрию
для калибров валков и для роликов кантующей
коробки;
– кантовка приводит к неравномерному износу
калибра за счет кручения полосы и скольжения по дну
калибра;
– быстрый неравномерный износ калибра
приводит к изменению геометрической формы
прокатываемой полосы;
– увеличивается число переточек и глубина съёма
металла при переточке, что приводит к снижению
ресурса прокатных валков;
–
использование
неприводных
устройств,
необходимость их обслуживания;
– усложнение и уменьшение скорости процесса
прокатки.
3
4.
Анализ напряжённогосостояния полосы
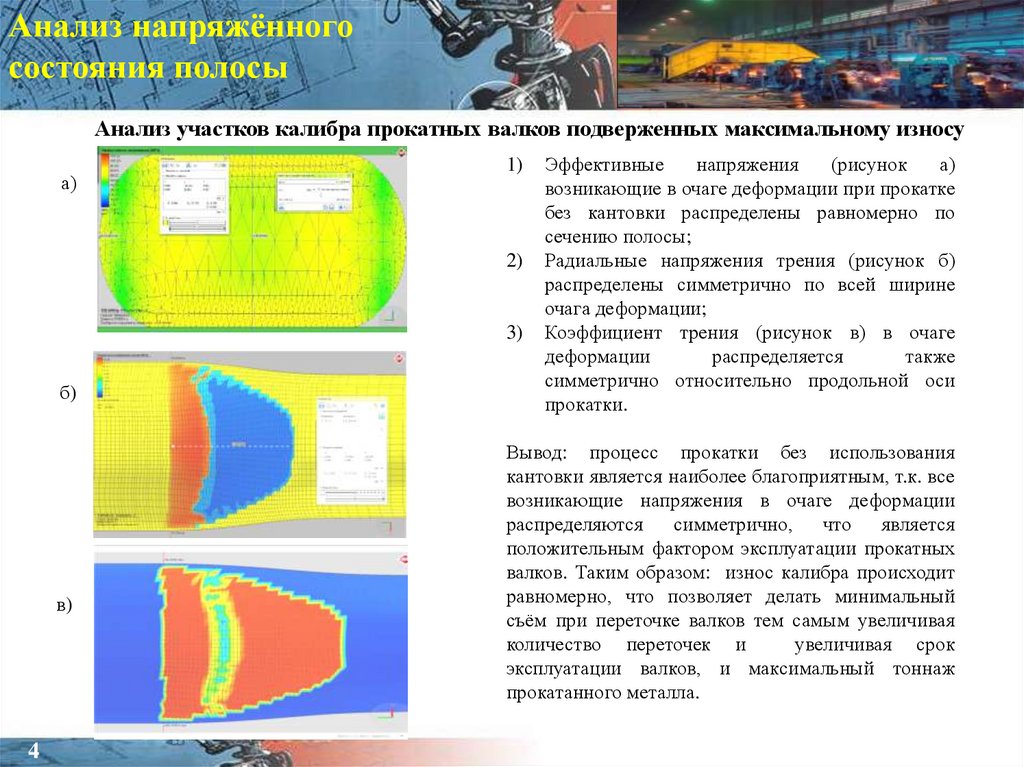
Анализ участков калибра прокатных валков подверженных максимальному износу
а)
1)
2)
3)
б)
в)
4
Эффективные
напряжения
(рисунок
а)
возникающие в очаге деформации при прокатке
без кантовки распределены равномерно по
сечению полосы;
Радиальные напряжения трения (рисунок б)
распределены симметрично по всей ширине
очага деформации;
Коэффициент трения (рисунок в) в очаге
деформации
распределяется
также
симметрично относительно продольной оси
прокатки.
Вывод: процесс прокатки без использования
кантовки является наиболее благоприятным, т.к. все
возникающие напряжения в очаге деформации
распределяются
симметрично, что является
положительным фактором эксплуатации прокатных
валков. Таким образом: износ калибра происходит
равномерно, что позволяет делать минимальный
съём при переточке валков тем самым увеличивая
количество переточек и
увеличивая срок
эксплуатации валков, и максимальный тоннаж
прокатанного металла.
5.
Трайб-аппарат: внешний видТрайб-аппарат осуществляет функцию поддерживания скорости прутка (стержня арматуры, полосы) на
скорости прокатки, для обеспечения одинаковых физико-механических показателей на всю длину
термоупрочненной арматуры.
а)
Трайб-аппарат:
а – габаритный чертёж; б – фотография оборудования.
5
б)
6.
Трайб-аппарат: прокатные шайбыПрокатные шайбы являются важным технологическим инструментом в прокатном производстве. Параметры
надежности, межремонтного срока службы, износостойкости рабочей поверхности прокатных шайб, во
многом, влияют на технические и экономические показатели работы прокатных цехов.
Для нужд трайб-аппарата есть возможность применения валковых шайб 2-й промежуточной группы клетей
стана 150 после конечного износа (Dэкспл= 340-294 мм).
а)
б)
Прокатные шайбы трайб-аппарата:
а – с нарезанным калибром; б – изношенные.
6
7.
Трайб-аппарат:установка в прокатную линию
Исходя из выше приложенного рисунка, можно отметить, что установка трайб-аппарата в линию стана 320
не должна вызывать особых сложностей, так как габаритные размеры прокатных клетей гораздо больше.
Так же в эту схему отлично вписывается установка электродвигателя в приямок под клетью, длина и ширина
которого позволяет производить установку.
7
8.
Трайб-аппарат:установка в прокатную линию
При установке трайб-аппарата в линию прокатки, линия прокатки промежуточной группы будет
меньше на 220 мм. Поэтому мы срезаем нижнюю часть станины что выравнивает линию
прокатки. Закрепление на помосте производиться с помощью гидравлических замков к
приваренной юбке трайб-аппарата на подобии зацепов в клети. Вслучае чего на место трайбаппарата может стать обычная прокатная клеть.
8
9.
Экономический эффект по экономиироликов и подшипников
РОЛИКИ
ПОДШИПНИКИ
Стоимость комплекта , руб.
254 руб
21,8 руб
Экономия за год , руб.
17 780 руб
6 104 руб
На выводные кантующие коробки типа RS на 12,13 клетях на год заказывается
порядка 70 роликов. Исходя из рассчитанных данных видим что мы за год
экономим 23 884 руб.
9
10.
Экономический эффект поэнергосбережению
Сравнение по
электропотребле
нию и
выражение в
денежных
единицах за год.
Прокатная клеть №13 в сборе
Трайб-аппарат со стана 150
Потребляемая
Мощность , кВТ
406 кВТ
37 кВТ
Затраты в
деньгах за год
688 905, 6 руб
62 782 руб
Стоимость электроэнергии взяли за последний месяц 193,7 руб за 1000 кВТ∙ч. Исходя
из полученных цифр мы видим колоссальное экономие денег в 10,97 раз. Экономия
денег за год составляет 626 123,6 руб за год.
10
10
11.
Спасибо за внимание!11