


 industry
industrySimilar presentations:










Реконструкция непрерывного заготовочного стана 850/730/530 АО «ЕВРАЗ ЗСМК» с целью улучшения условий работы прокатных валков
1.
Реконструкция непрерывного заготовочного стана850/730/530 АО «ЕВРАЗ ЗСМК» с целью улучшения условий
работы прокатных валков
Выполнил: обучающийся гр. ЗОМД-18
Лиханов В.К.
Руководитель: д.т.н.,профессор Фастыковский А.Р.
2.
Цель и задачи выпускной квалификационной работыЦель ВКР: – разработать проект реконструкции
непрерывного заготовочного стана 850/730/530 АО «ЕВРАЗ ЗСМК»
для улучшения условий работы прокатных валков.
Задачи ВКР:
– рассмотреть технологию производства и сортамент цеха;
– предложить мероприятие по реконструкции НЗС 850/730/530
обжимного цеха АО «ЕВРАЗ ЗСМК»;
– произвести расчёт ожидаемого экономического эффекта от
реконструкции;
– произвести расчёт калибровки валков, расчет энергосиловых
параметров прокатки, расчёт деталей прокатной клети на
прочность.
3.
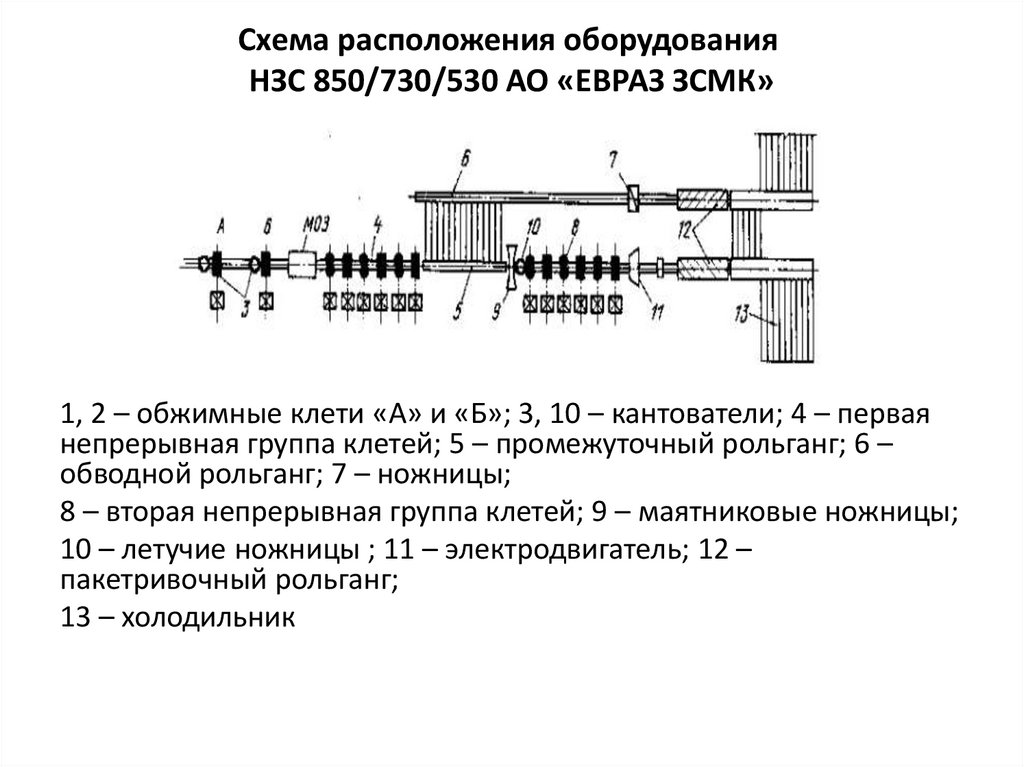
Схема расположения оборудованияНЗС 850/730/530 АО «ЕВРАЗ ЗСМК»
1, 2 – обжимные клети «А» и «Б»; 3, 10 – кантователи; 4 – первая
непрерывная группа клетей; 5 – промежуточный рольганг; 6 –
обводной рольганг; 7 – ножницы;
8 – вторая непрерывная группа клетей; 9 – маятниковые ножницы;
10 – летучие ножницы ; 11 – электродвигатель; 12 –
пакетривочный рольганг;
13 – холодильник
4.
Сортамент НЗС 850/730/530 АО “ЕВРАЗ ЗСМК”Основным сортаментом стана является заготовка
квадратного поперечного сечения 100×100 мм,
получаемая в чистовой группе клетей, и заготовки
квадратного (150×150 мм) и прямоугольного (150×200 мм)
поперечного сечений, получаемые в черновой группе
клетей. Также существует возможность прокатки квадратных
заготовок промежуточного сечения (125×125 мм).
Исходной заготовкой являются блюмы размером
350×350 мм, поступающие после прокатки в клети блюминга
«1250» без предварительного подогрева. Допуски на
размеры поперечного сечения блюмов составляют ±10 мм.
Длина блюмов должна быть не менее 4,0 м.
5.
Клеть НЗС6.
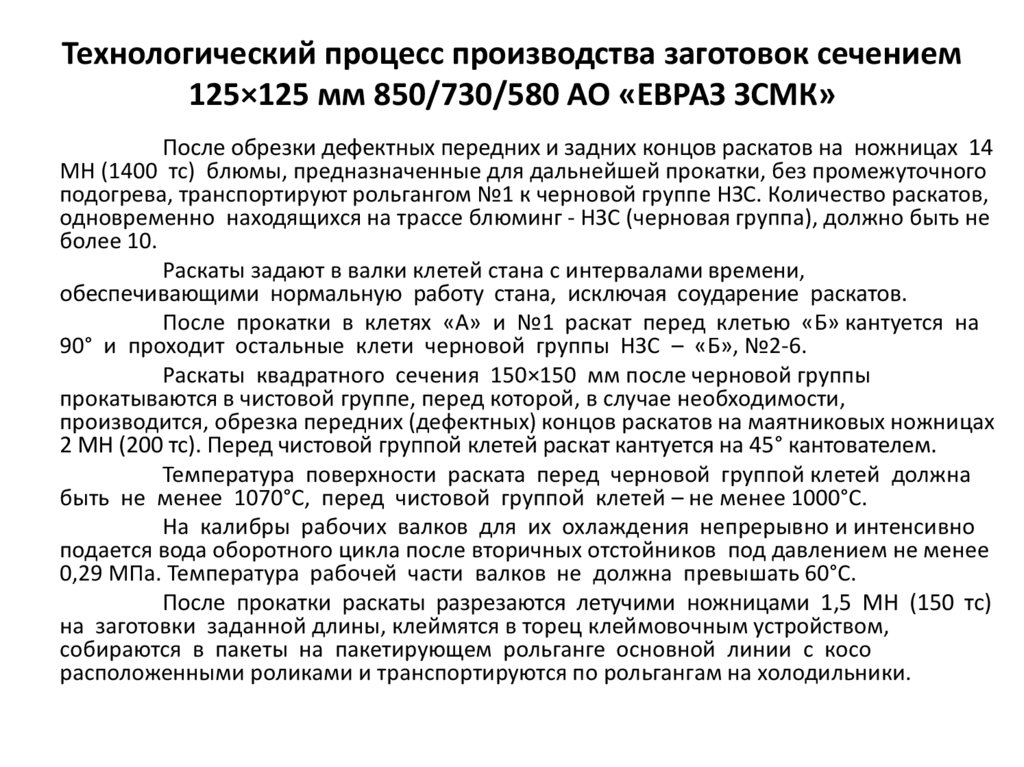
Технологический процесс производства заготовок сечением125×125 мм 850/730/580 АО «ЕВРАЗ ЗСМК»
После обрезки дефектных передних и задних концов раскатов на ножницах 14
МН (1400 тс) блюмы, предназначенные для дальнейшей прокатки, без промежуточного
подогрева, транспортируют рольгангом №1 к черновой группе НЗС. Количество раскатов,
одновременно находящихся на трассе блюминг - НЗС (черновая группа), должно быть не
более 10.
Раскаты задают в валки клетей стана с интервалами времени,
обеспечивающими нормальную работу стана, исключая соударение раскатов.
После прокатки в клетях «А» и №1 раскат перед клетью «Б» кантуется на
90° и проходит остальные клети черновой группы НЗС – «Б», №2-6.
Раскаты квадратного сечения 150×150 мм после черновой группы
прокатываются в чистовой группе, перед которой, в случае необходимости,
производится, обрезка передних (дефектных) концов раскатов на маятниковых ножницах
2 МН (200 тс). Перед чистовой группой клетей раскат кантуется на 45° кантователем.
Температура поверхности раската перед черновой группой клетей должна
быть не менее 1070°С, перед чистовой группой клетей – не менее 1000°С.
На калибры рабочих валков для их охлаждения непрерывно и интенсивно
подается вода оборотного цикла после вторичных отстойников под давлением не менее
0,29 МПа. Температура рабочей части валков не должна превышать 60°С.
После прокатки раскаты разрезаются летучими ножницами 1,5 МН (150 тс)
на заготовки заданной длины, клеймятся в торец клеймовочным устройством,
собираются в пакеты на пакетирующем рольганге основной линии с косо
расположенными роликами и транспортируются по рольгангам на холодильники.
7.
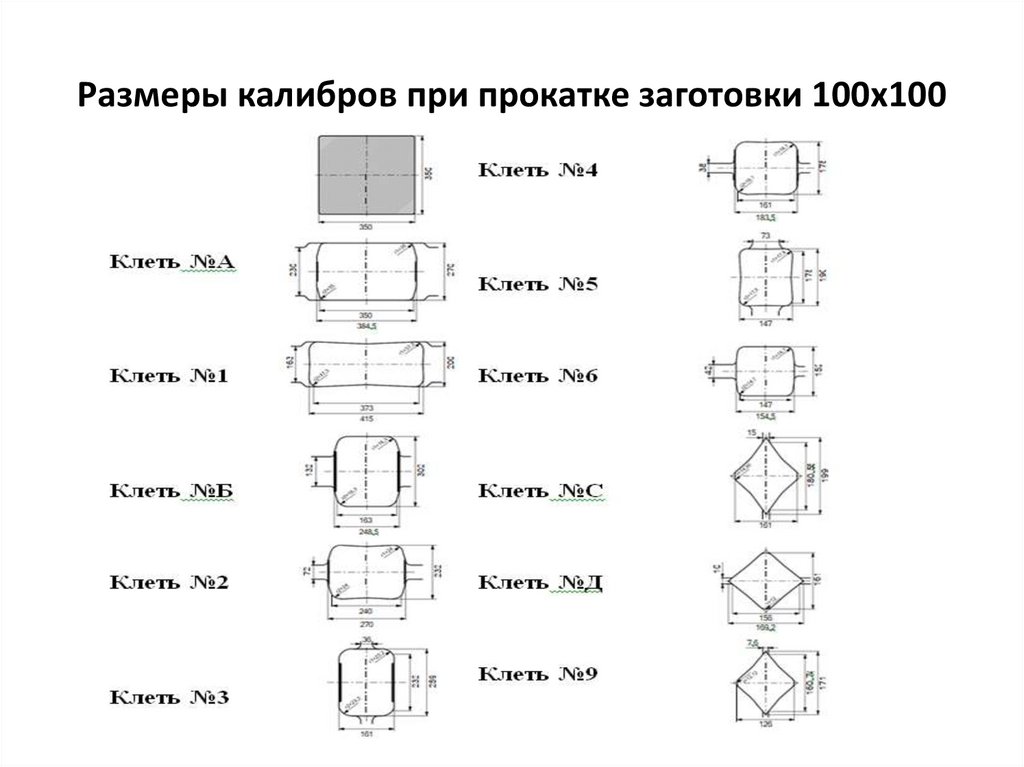
Размеры калибров при прокатке заготовки 100х1008.
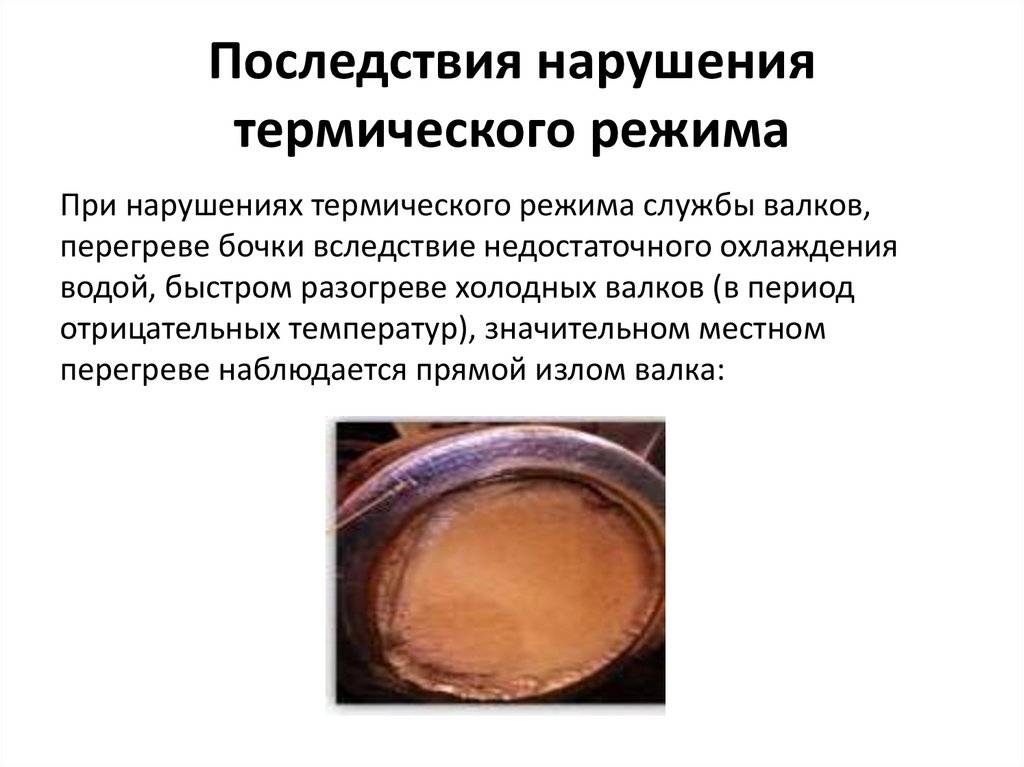
Последствия нарушениятермического режима
При нарушениях термического режима службы валков,
перегреве бочки вследствие недостаточного охлаждения
водой, быстром разогреве холодных валков (в период
отрицательных температур), значительном местном
перегреве наблюдается прямой излом валка:
9.
Предлагаемая форсункаЭжектор состоит: из соплового корпуса 1, конфузора 2, образующих
кольцевую полость 3, щель 4 в виде сопла Лаваля. Штуцеры 5 для подачи
воздуха под давлением расположены по касательной к кольцевой
полости 3. Сжатый воздух через штуцеры поступает в кольцевую полость,
где раскручивается и разгоняется. Вращаясь вокруг оси эжектора, сжатый
воздух истекает из кольцевой щели, создает область пониженного
давления внутри вращающегося конуса, что обеспечивает эффективное
распыление воды, подаваемой через воронку 6 конфузора 2.
10.
Обоснование реконструкцииНа калибры рабочих валков для их охлаждения непрерывно и
интенсивно подается вода оборотного цикла и низкого качества с посторонними
материалами, что приводит к засорению брызгал. Температура рабочей части
валков повышается более 60°С. В результате попеременного нагрева и
охлаждения на поверхности валка появляется сетка трещин. В трещинах
происходит интенсивное окисление металла, что способствует дальнейшему их
развитию. Могут иметь место и процессы расклинивания оснований крупных
трещин и микрощелей на поверхности адсорбированными из окружающей
среды поверхностно активными веществами. При нарушениях термического
режима службы валков, перегреве бочки вследствие недостаточного охлаждения
водой, быстром разогреве холодных валков (в период отрицательных
температур), значительном местном перегреве наблюдается прямой излом
валка.
Разработка рациональных систем охлаждения является перспективным
направлением повышения стойкости валков и соответственно увеличения
производительности прокатных станов.
В связи с этим был разработан тип форсунки, который не восприимчив к
низкому качеству охладителя используемого на ЕВРАЗ ЗСМК.
11.
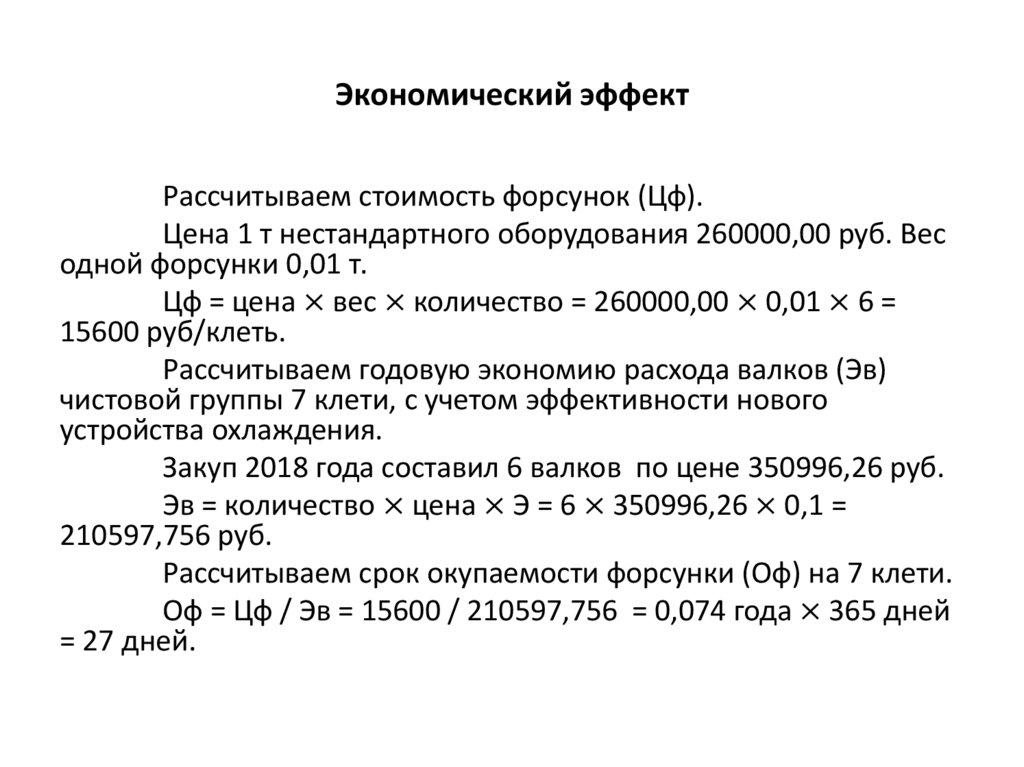
Экономический эффектРассчитываем стоимость форсунок (Цф).
Цена 1 т нестандартного оборудования 260000,00 руб. Вес
одной форсунки 0,01 т.
Цф = цена × вес × количество = 260000,00 × 0,01 × 6 =
15600 руб/клеть.
Рассчитываем годовую экономию расхода валков (Эв)
чистовой группы 7 клети, с учетом эффективности нового
устройства охлаждения.
Закуп 2018 года составил 6 валков по цене 350996,26 руб.
Эв = количество × цена × Э = 6 × 350996,26 × 0,1 =
210597,756 руб.
Рассчитываем срок окупаемости форсунки (Оф) на 7 клети.
Оф = Цф / Эв = 15600 / 210597,756 = 0,074 года × 365 дней
= 27 дней.
12.
ВыводыВ данной работе представлена реконструкция
непрерывного заготовочного стана 850/730/530 АО ЕВРАЗ ЗСМК,
направленная на улучшение условий работы прокатных валков.
Была рассмотрена краткая характеристика обжимного
цеха, сортамент производимой продукции стана «850/730/530»,
общая характеристика основного оборудования, используемого
для производства продукции в обжимном цехе, технология
производства заготовки 100х100 мм из стали 08КП. Представлены
обоснования мероприятий по реконструкции НЗС. Рассмотрено
возможное решение для охлаждения валков.
Ожидаемый годовой экономический эффект составит
210597,756 руб. Срок окупаемости составит 27 дней.