
 industry
industrySimilar presentations:










Технология прокатки арматурного проката №16 из стали 35ГС на стане «250-2» (ЕВРАЗ ЗСМК)
1.
Государственное профессиональное образовательное учреждение«Кузнецкий индустриальный техникум»
КУРСОВОЙ ПРОЕКТ
тема: «Технология прокатки арматурного проката № 16 из стали марки 35ГС на
мелкосортном стане «250-2» АО «ЕВРАЗ ЗСМК»
РУКОВОДИТЕЛЬ: БЕРЕЗОВА Е.А.
ВЫПОЛНИЛ: ГЛАДКОВ М.В.
ГРУППА:ОМД-23-1
НОВОКУЗНЕЦК 2025
2.
ВведениеЦель:
разработка технологических процессов прокатки производства горячекатаного арматурного проката
№16 на мелкосортном стане «250-2».
Задачи:
1. Провести анализ технологических процессов производства стана «250-2».
2. Спроектировать и разработать технологические процессы прокатки горячекатаной арматуры
диаметром 16 мм.
3. Рассчитать калибровку валков, обеспечивающую получение точных геометрических параметров
прокатки профиля.
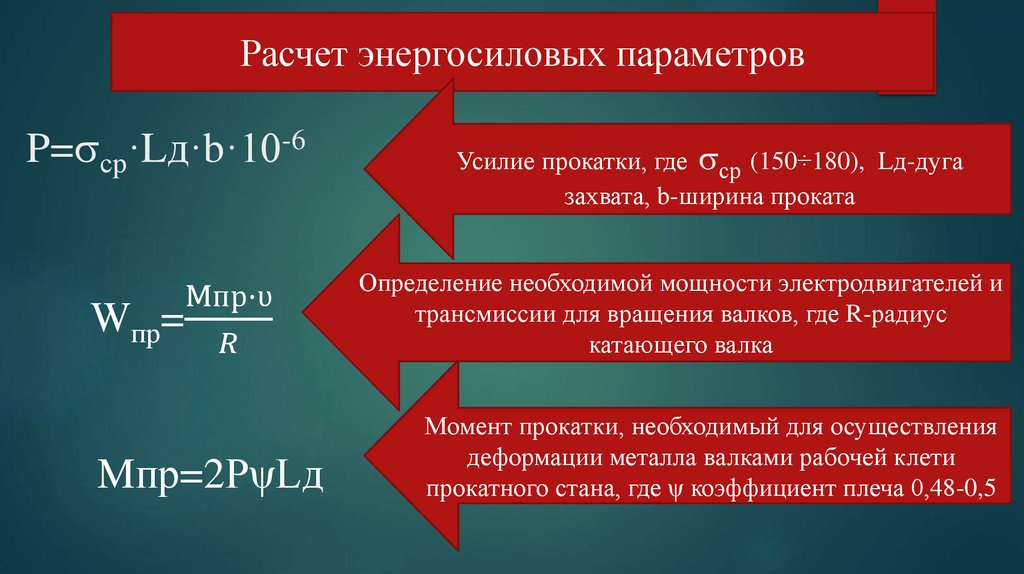
4. Выполнить расчет основных энергосиловых параметров процессов: прокатки.
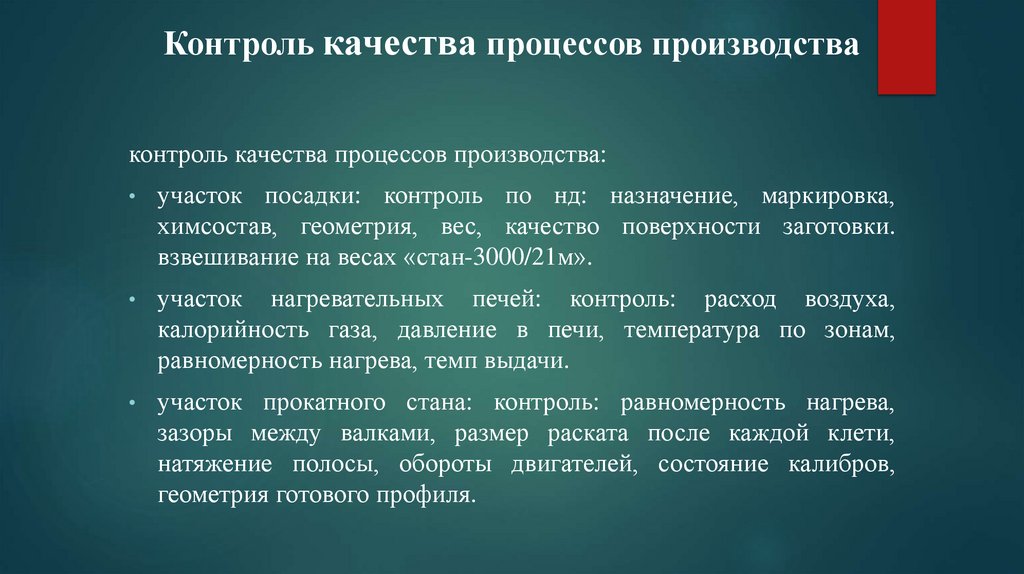
5. Систематизировать операционный контроль качества технологических процессов прокатки и
готовой продукции.
3.
Назначение, устройство и работа мелкосортногопрокатного стана «250-2»
1 – загрузочные решетки; 2 – ПУ 11, 12; 3 – карманы механизма отбраковки; 4 – тензометрические весы; 5– нагревательная печь 2; 6 –
нагревательная печь 1а; 7 – механизм выдачи заготовок печи №2; 8 – карман возвратов печи 1а; 9 – рольганг возвратов печи 1а; 10 – машина
безударной выдачи печи 1а; 11 – трайб-аппарат №3; 12 – трайб-аппараты №39 (лев), №40 (пр); 13 – распределительное устройство; 14 – черновая
группа клетей; 15 – аварийные ножницы №№53, 54; 16 – промежу точная группа клетей; 17 – летучие ножницы №№55, 56; 18, 19 – левая и правая
чистовые группы клетей; 20 – ножницы «старт - стоп» №№57, 58; 21 – установки термоупрочнения; 22 – реечный холодильник; 23 – ножницы
холодной резки; 24 – приёмочные карманы-весы; 25 – передвижной упор.
4.
Участки прокатного стана и их назначениеУчастки прокатного стана и их назначение
Участок посадки заготовки предназначен для подготовки металла к прокатке.
Участок нагревательных печей предназначен для нагрева металла перед
прокаткой, чтобы повысить его пластичность.
Участок прокатного стана предназначен для изменения формы и размеров
металлической заготовки путем прокатки между вращающимися валками.
Участок термоупрочнения (ТТУ) предназначен для термического упрочнения
металла непосредственно после выхода из чистовой клети
5.
Участки прокатного стана и их назначениеУчасток раскроя и холодной резки предназначен для резки раската на
мерные штанги.
Участок упаковки – для взвешивания, увязки и маркировки пачек.
Участок складирования и отгрузки – готовую продукцию отгружают
потребителю.
6.
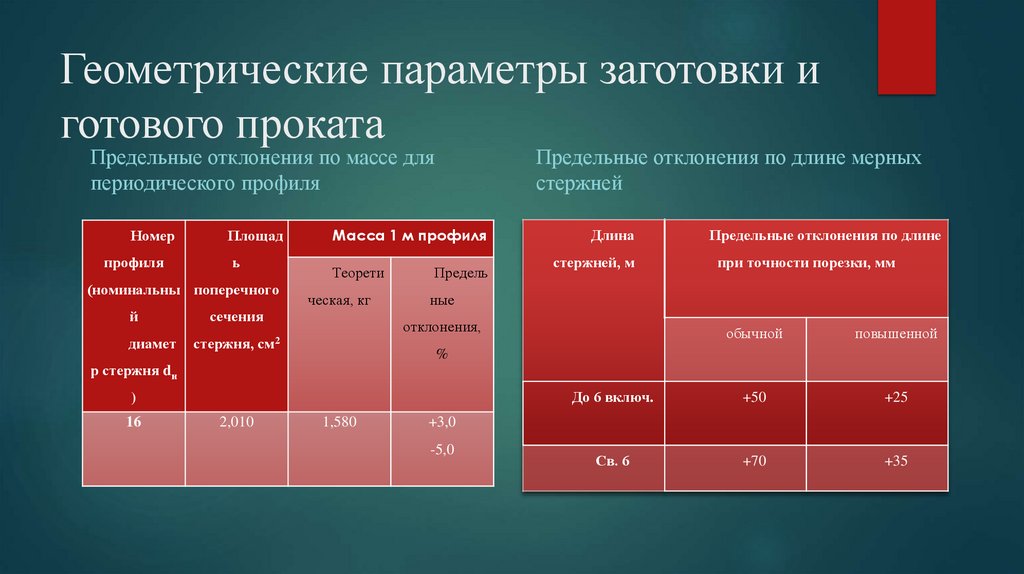
Геометрические параметры заготовки иготового проката
Предельные отклонения по массе для
периодического профиля
Номер
профиля
Площад
ь
(номинальны поперечного
й
диамет
Предельные отклонения по длине мерных
стержней
Масса 1 м профиля
Теорети
ческая, кг
сечения
Предель
Длина
стержней, м
при точности порезки, мм
ные
отклонения,
стержня, см2
Предельные отклонения по длине
обычной
повышенной
До 6 включ.
+50
+25
Св. 6
+70
+35
%
р стержня dн
)
16
2,010
1,580
+3,0
-5,0
7.
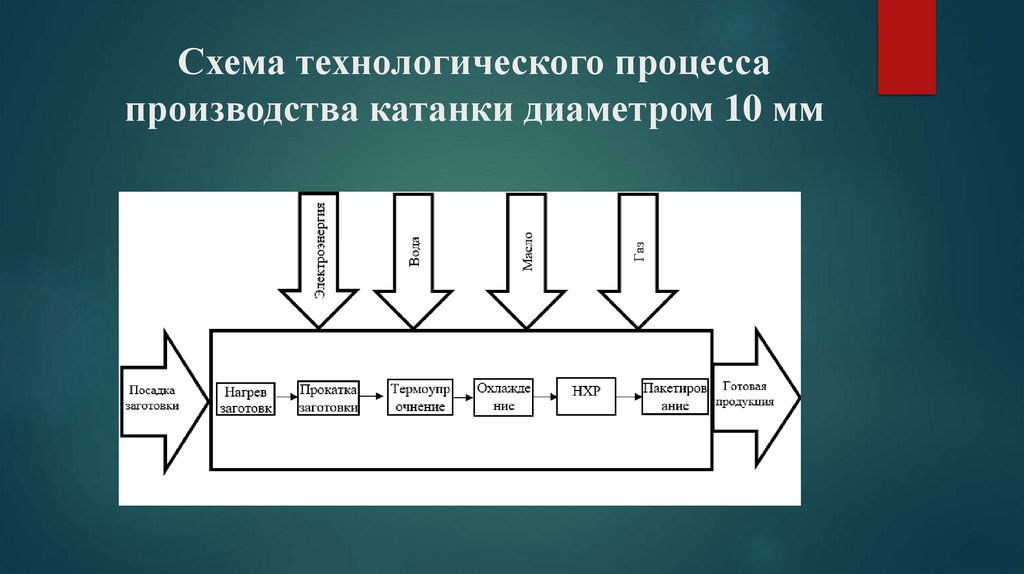
Схема технологического процессапроизводства катанки диаметром 10 мм
8.
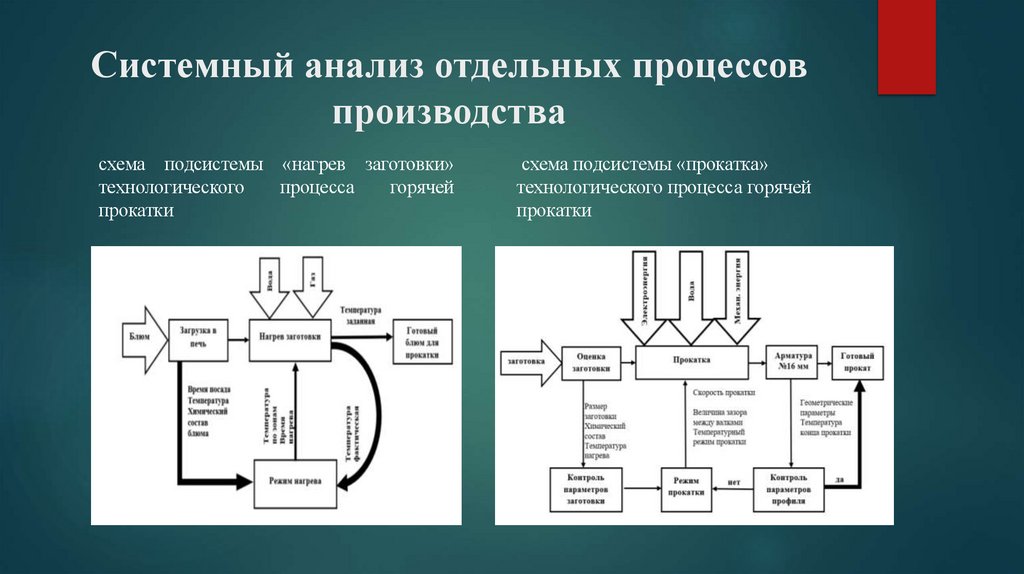
Системный анализ отдельных процессовпроизводства
схема подсистемы «нагрев заготовки»
технологического
процесса
горячей
прокатки
схема подсистемы «прокатка»
технологического процесса горячей
прокатки
9.
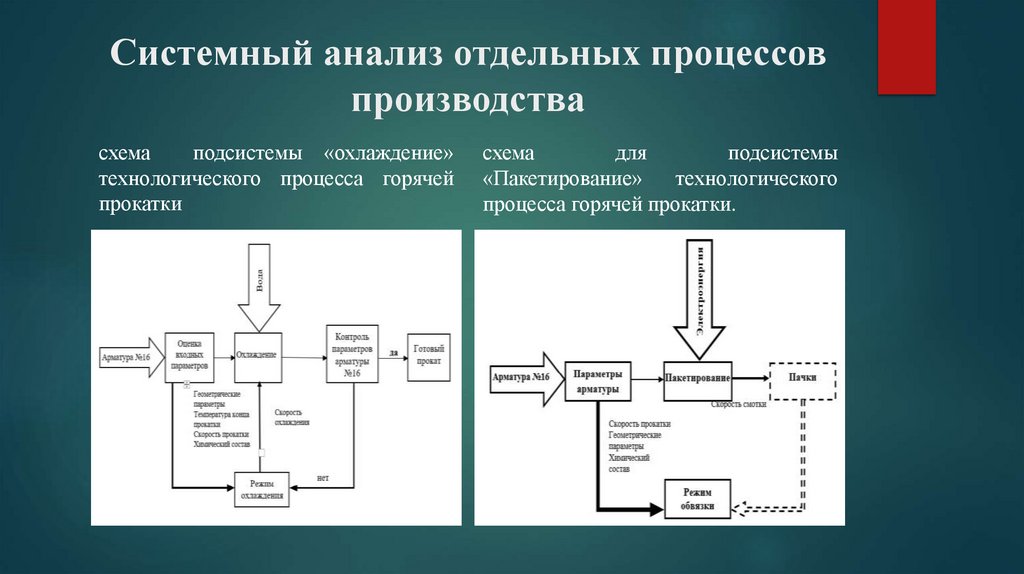
Системный анализ отдельных процессовпроизводства
схема
подсистемы «охлаждение»
технологического процесса горячей
прокатки
схема
для
подсистемы
«Пакетирование»
технологического
процесса горячей прокатки.
10.
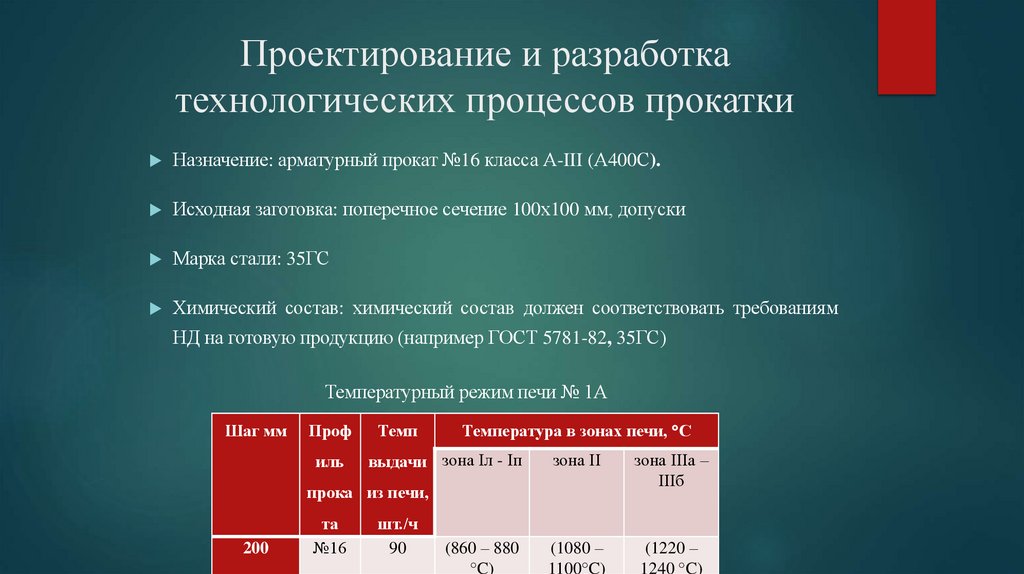
Проектирование и разработкатехнологических процессов прокатки
Назначение: арматурный прокат №16 класса А-III (А400С).
Исходная заготовка: поперечное сечение 100х100 мм, допуски
Марка стали: 35ГС
Химический состав: химический состав должен соответствовать требованиям
НД на готовую продукцию (например ГОСТ 5781-82, 35ГС)
Температурный режим печи № 1А
Шаг мм
Температура в зонах печи, С
Проф
Темп
иль
выдачи зона Iл - Iп
зона II
зона IIIа –
IIIб
(1080 –
1100°C)
(1220 –
1240 °C)
прока из печи,
200
та
№16
шт./ч
90
(860 – 880
°C)
11.
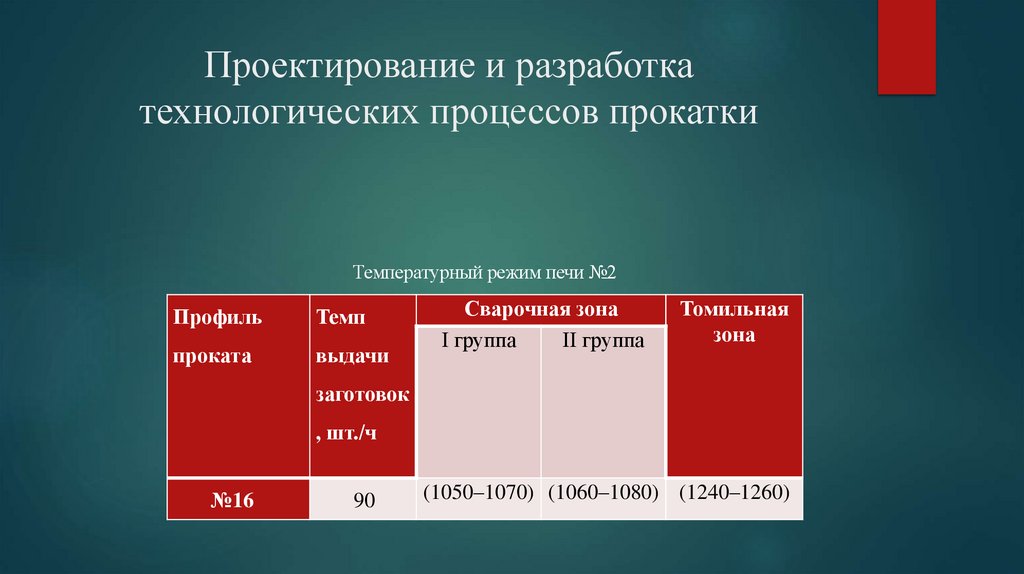
Проектирование и разработкатехнологических процессов прокатки
Температурный режим печи №2
Профиль
Темп
проката
выдачи
Сварочная зона
I группа
II группа
Томильная
зона
заготовок
, шт./ч
№16
90
(1050–1070) (1060–1080) (1240–1260)
12.
Проектирование и разработкатехнологических процессов прокатки
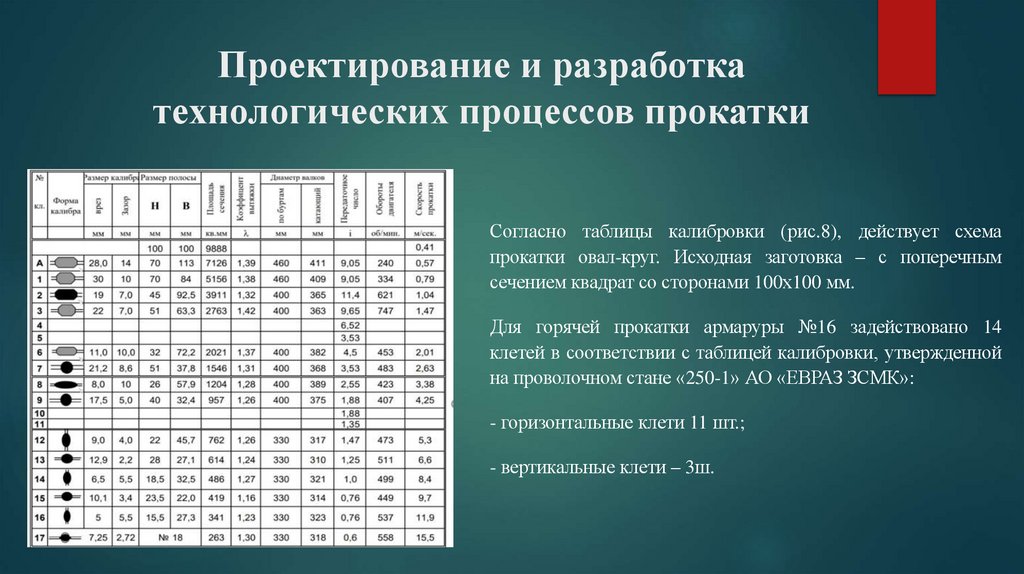
Согласно таблицы калибровки (рис.8), действует схема
прокатки овал-круг. Исходная заготовка – с поперечным
сечением квадрат со сторонами 100х100 мм.
Для горячей прокатки армаруры №16 задействовано 14
клетей в соответствии с таблицей калибровки, утвержденной
на проволочном стане «250-1» АО «ЕВРАЗ ЗСМК»:
- горизонтальные клети 11 шт.;
- вертикальные клети – 3ш.
13.
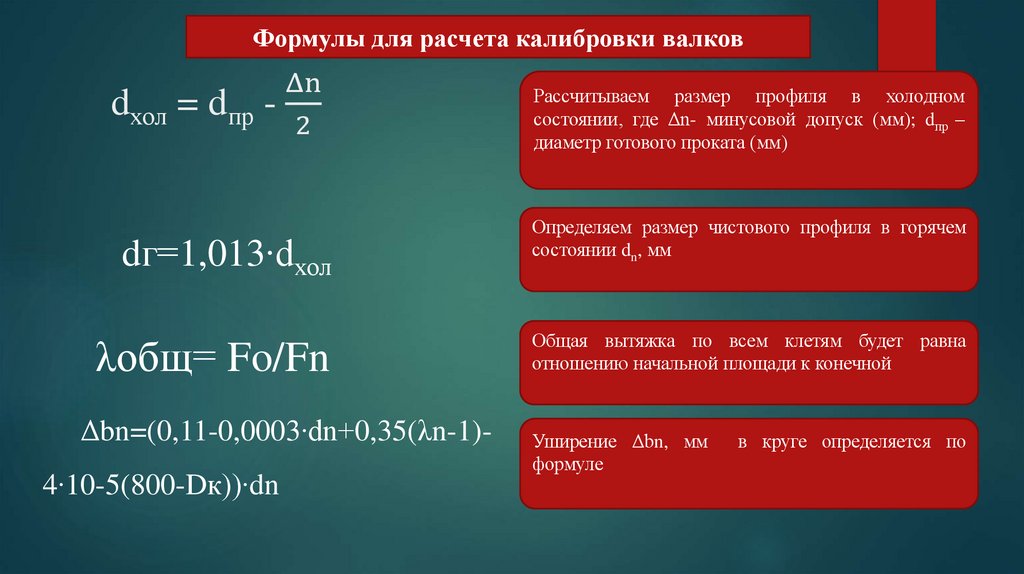
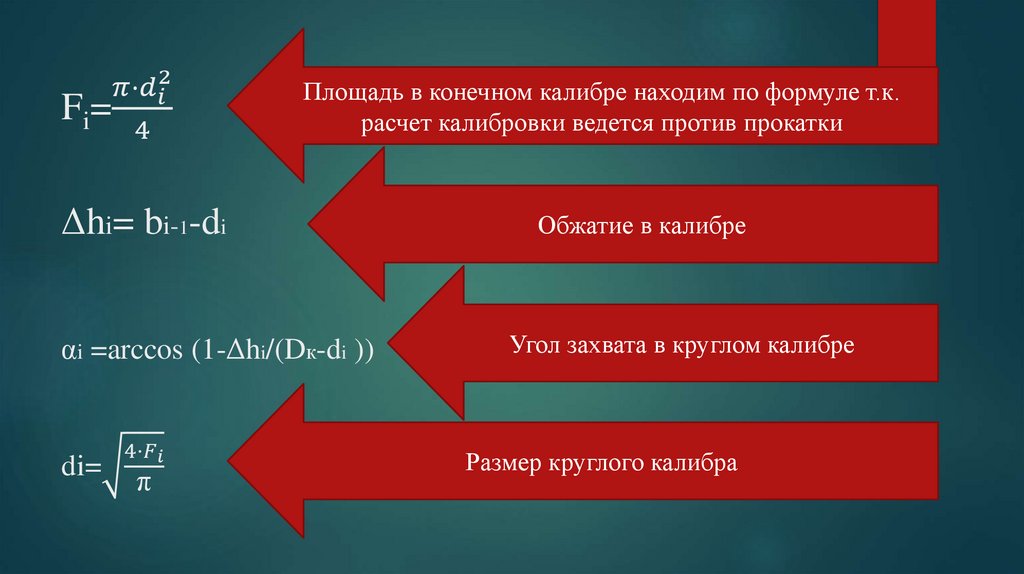
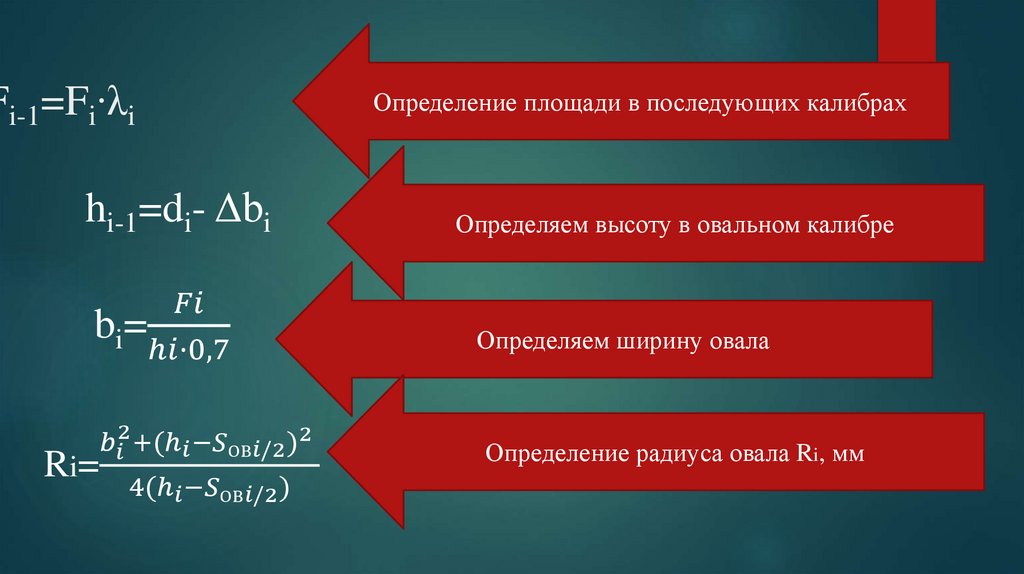
Формулы для расчета калибровки валковΔn
dхол = dпр 2
dг=1,013∙dхол
λобщ= Fo/Fn
Δbn=(0,11-0,0003∙dn+0,35(λn-1)4∙10-5(800-Dк))∙dn
Рассчитываем размер профиля в холодном
состоянии, где Δn- минусовой допуск (мм); dпр –
диаметр готового проката (мм)
Определяем размер чистового профиля в горячем
состоянии dn, мм
Общая вытяжка по всем клетям будет равна
отношению начальной площади к конечной
Уширение Δbn, мм
формуле
в круге определяется по