































 industry
industrySimilar presentations:










Металлургические технологии 05
1.
Металлургические технологии1
2.
Прокатка2
3.
Прокатка – это вид обработки металлов давлением, при которомзаготовка силами трения втягивается в зазор между вращающими
валками прокатного стана и пластически деформируется ими с
уменьшением площади поперечного сечения.
Прокатка - наиболее распространенный вид обработки металлов
давлением (ОМД).
Прокатке подвергают до 90 % всей выплавляемой стали и
большую часть цветных металлов
Наиболее раннее описание устройства прокатного стана оставлено
Леонардо да Винчи (1495). В 18 в. ручной привод заменён водяным,
в кон. 18 в. для привода стали применять паровые машины. В 19 в.
построены первые непрерывные станы для изготовления проволоки,
бесшовных труб, холодной прокатки листов. В 1897 в Германии для
привода прокатного стана применён электродвигатель
3
4.
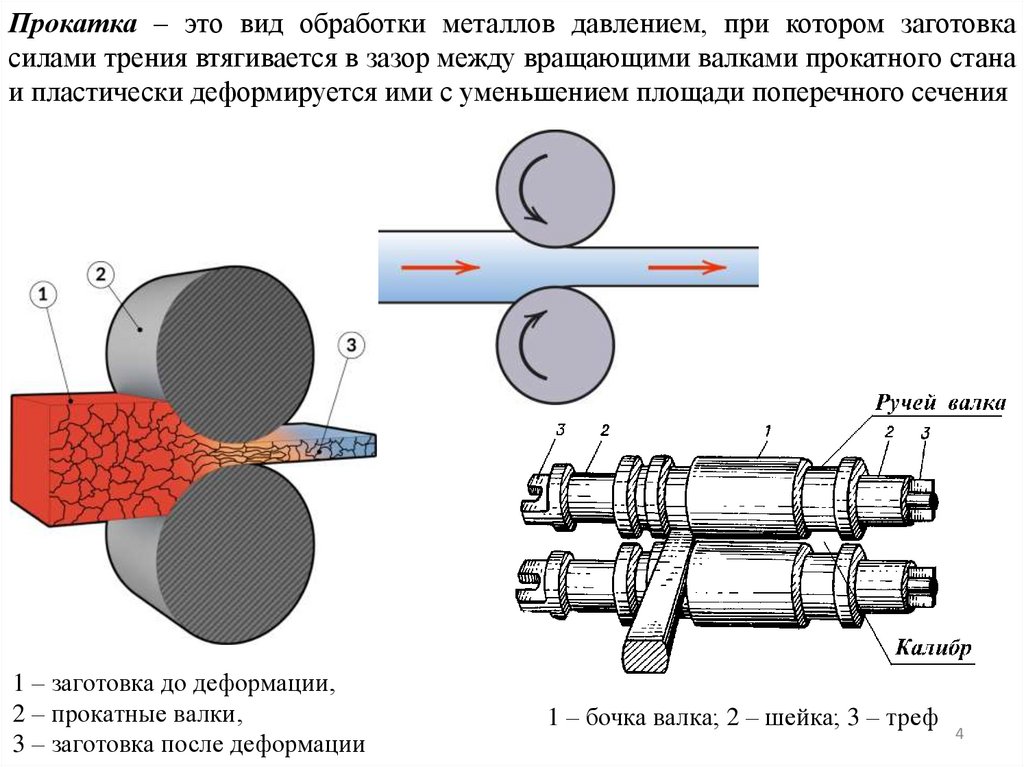
Прокатка – это вид обработки металлов давлением, при котором заготовкасилами трения втягивается в зазор между вращающими валками прокатного стана
и пластически деформируется ими с уменьшением площади поперечного сечения
1 – заготовка до деформации,
2 – прокатные валки,
3 – заготовка после деформации
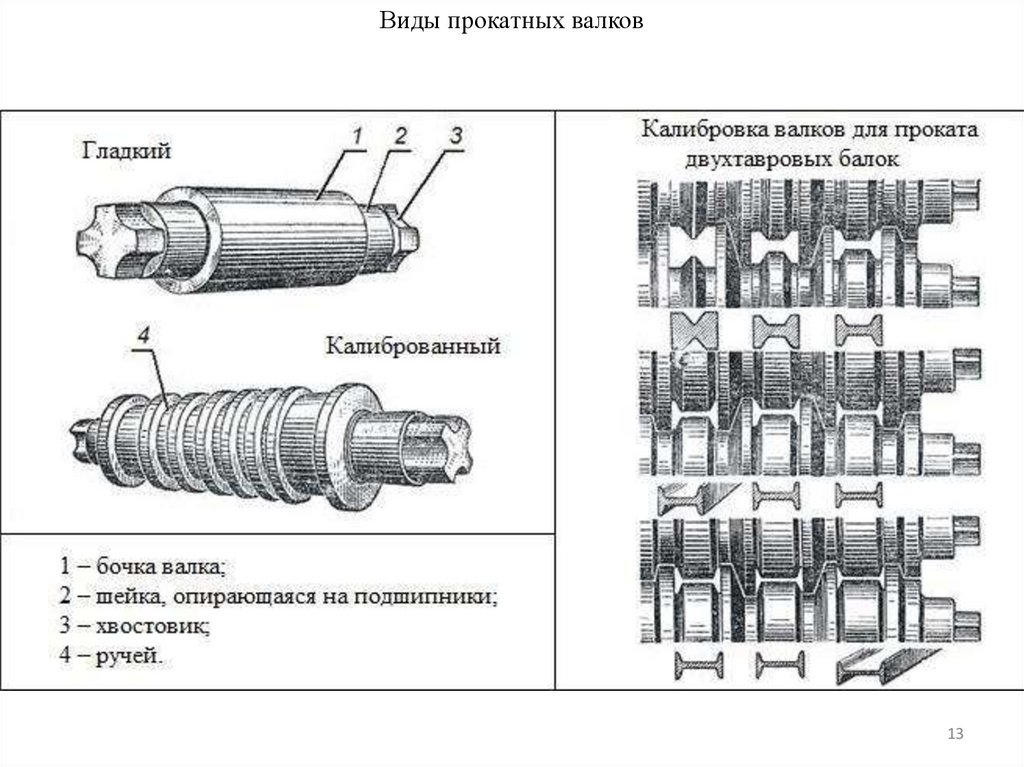
1 – бочка валка; 2 – шейка; 3 – треф
4
5.
56.
Прокатный стан − технологический комплекс машин и агрегатов,предназначенный для пластической деформации металла в валках (собственно
прокатки) и дальнейшей его обработки (правки, резки и пр.) и транспортировки
Наиболее раннее описание устройства прокатного стана оставлено Леонардо да Винчи
(1495). В 18 в. ручной привод заменён водяным, в кон. 18 в. для привода стали применять
паровые машины. В 19 в. построены первые непрерывные станы для изготовления проволоки, бесшовных труб, холодной прокатки листов. В 1897 в Германии для привода
6
прокатного стана применён электродвигатель
7.
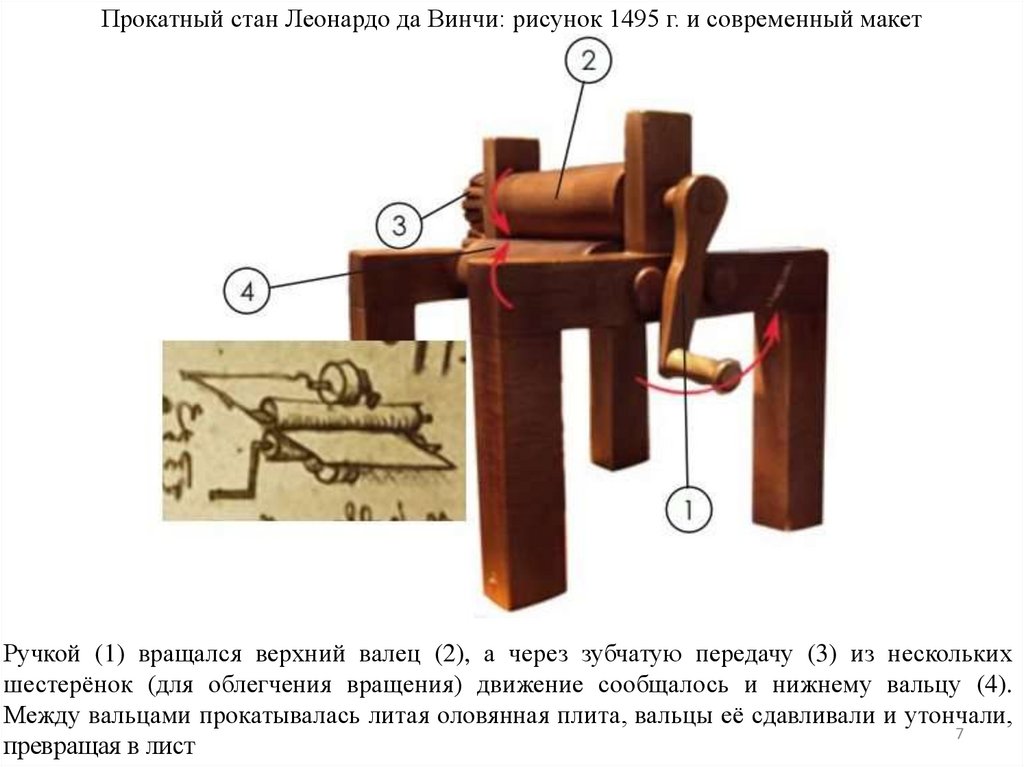
Прокатный стан Леонардо да Винчи: рисунок 1495 г. и современный макетРучкой (1) вращался верхний валец (2), а через зубчатую передачу (3) из нескольких
шестерёнок (для облегчения вращения) движение сообщалось и нижнему вальцу (4).
Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали,
7
превращая в лист
8.
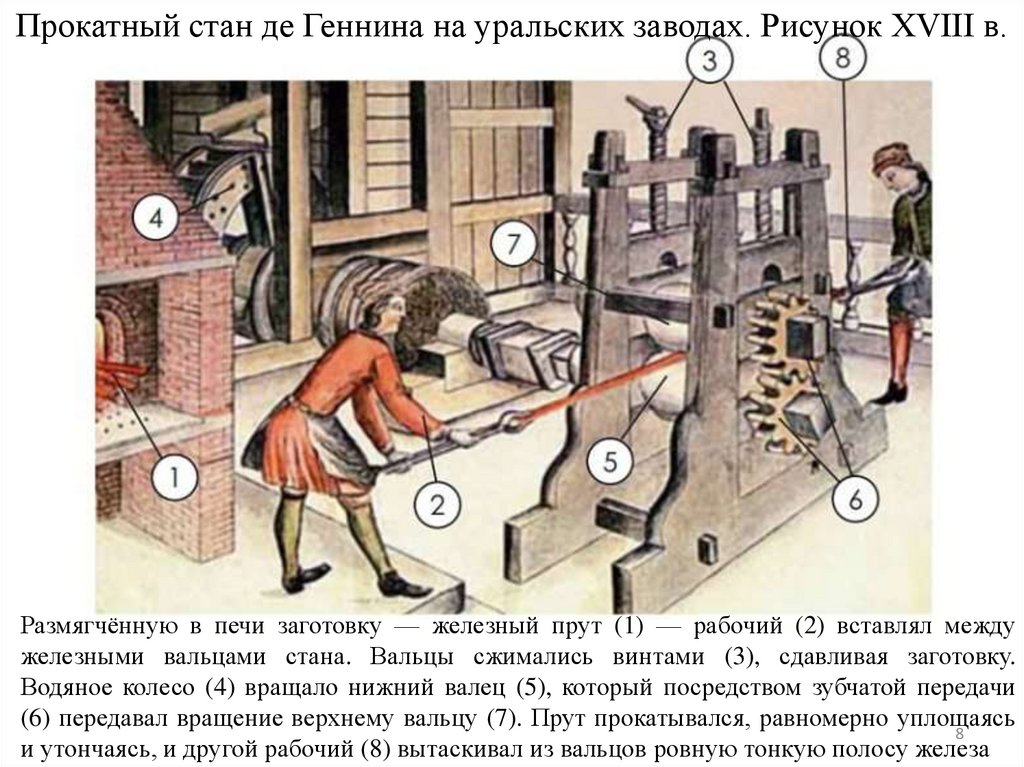
Прокатный стан де Геннина на уральских заводах. Рисунок XVIII в.Размягчённую в печи заготовку — железный прут (1) — рабочий (2) вставлял между
железными вальцами стана. Вальцы сжимались винтами (3), сдавливая заготовку.
Водяное колесо (4) вращало нижний валец (5), который посредством зубчатой передачи
(6) передавал вращение верхнему вальцу (7). Прут прокатывался, равномерно уплощаясь
8
и утончаясь, и другой рабочий (8) вытаскивал из вальцов ровную тонкую полосу железа
9.
Железопрокатный завод, Адольф фон Менцель, 1875г.9
10.
Прокатный стан 1891г., Екатеринбург, музей Северская домна10
11.
Стан 2000, Новолипецкий металлургический комбинат, 1969г.11
12.
Прокатный стан 5000, Магнитогорск металлургический комбинат,2009г.
12
13.
Виды прокатных валков13
14.
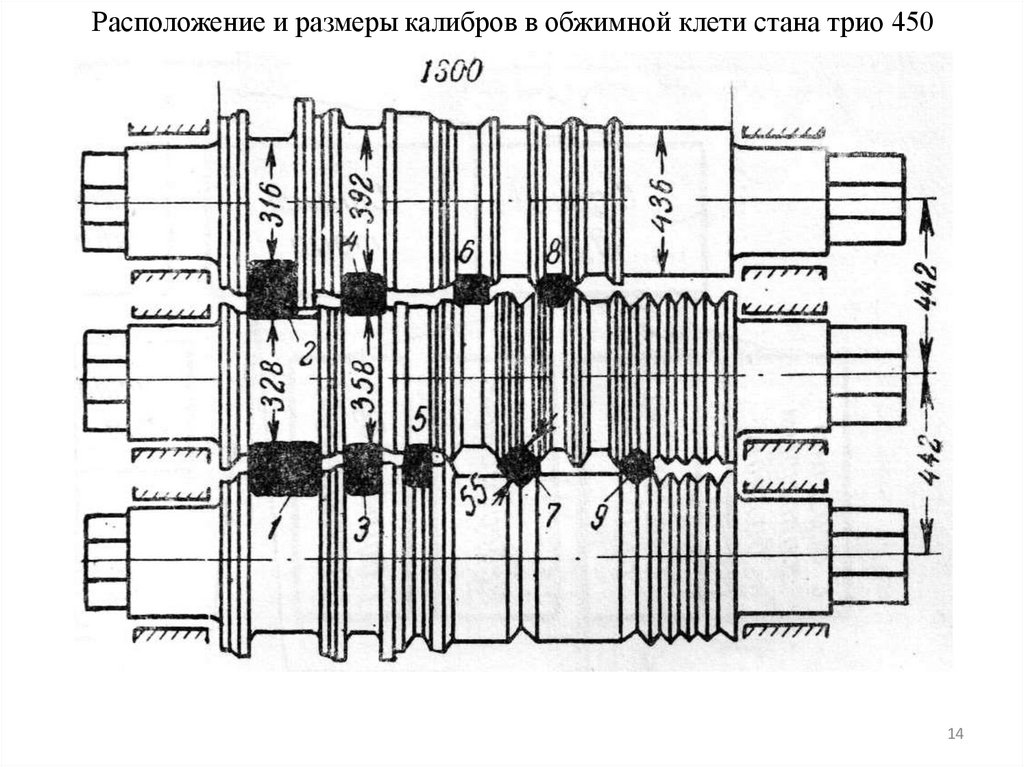
Расположение и размеры калибров в обжимной клети стана трио 45014
15.
Форма прокатных профилей:1 – круглый; 2 – квадратный;
3 – шестигранный; 4 – полосовой;
5 – листы тонкие и кровельные;
6 – рессора желобчатая;
7 – сегментная сталь;
8 – овальная сталь; 9 – трёхгранная
сталь; 10 – уголки равнобокие;
11 – тавровые балки; 12 – швеллеры;
13 – двутавровые балки; 14 – рельсы;
15 – накладки для рельсов;
16 – подкладки для рельсов;
17 – автообод; 18 – бортовое кольцо;
19 – оконно-рамный; 20 – зетовый;
21 – шпунтовые сваи; 22 – лемех;
23 – шпора трактора; 24 – башмак
трактора; 25 – бандажи; 26 – трубы;
27 – колёса
15
16.
В зависимости от направления движения заготовки на стане различают:- продольная прокатка - заготовка перемещается перпендикулярно осям валков;
- поперечная прокатка - вдоль оси валков
В свою очередь прокатные станы имеют свои разновидности согласно изделиям,
которые на них производятся. Различают следующие виды:
- листопрокатные (предназначены для производства листов);
- сортопрокатные (производство балок, прутков, полос);
- трубопрокатные (производство труб);
- рельсобалочные;
- специальные.
Металл при его прокатке может иметь как горячее, так и холодное состояние.
Поэтому изделия изготовленные при разным состоянии металла могут быть:
- горячекатаными;
- холоднокатаными.
16
17.
III
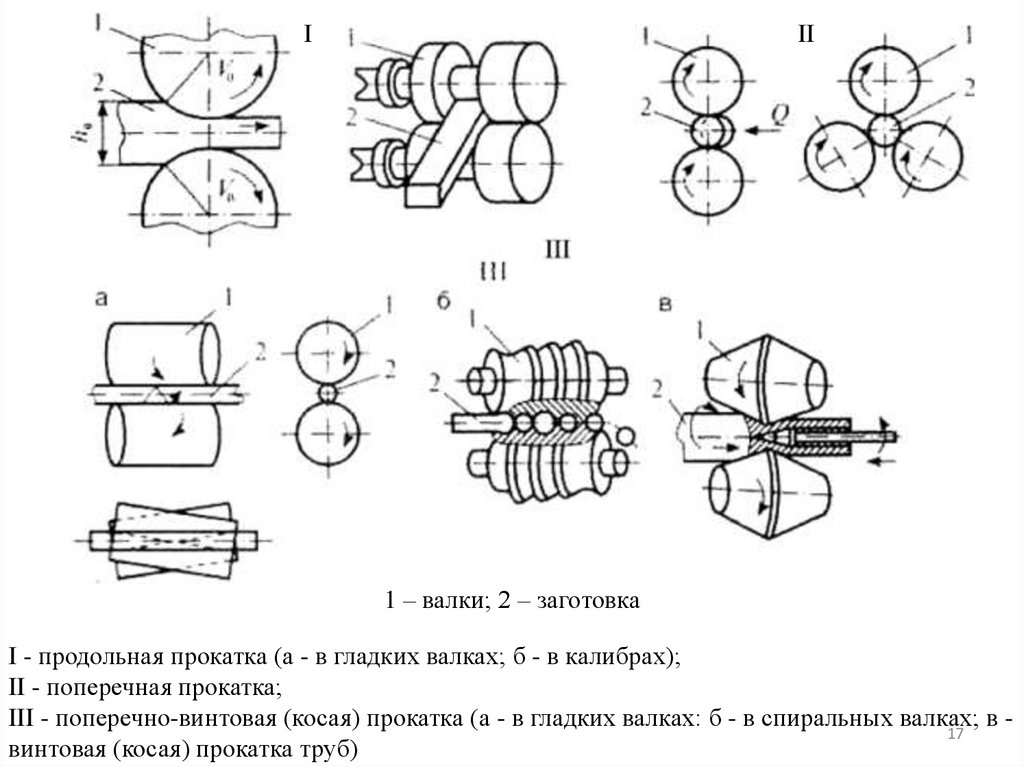
1 – валки; 2 – заготовка
I - продольная прокатка (а - в гладких валках; б - в калибрах);
II - поперечная прокатка;
III - поперечно-винтовая (косая) прокатка (а - в гладких валках: б - в спиральных валках; в 17
винтовая (косая) прокатка труб)
18.
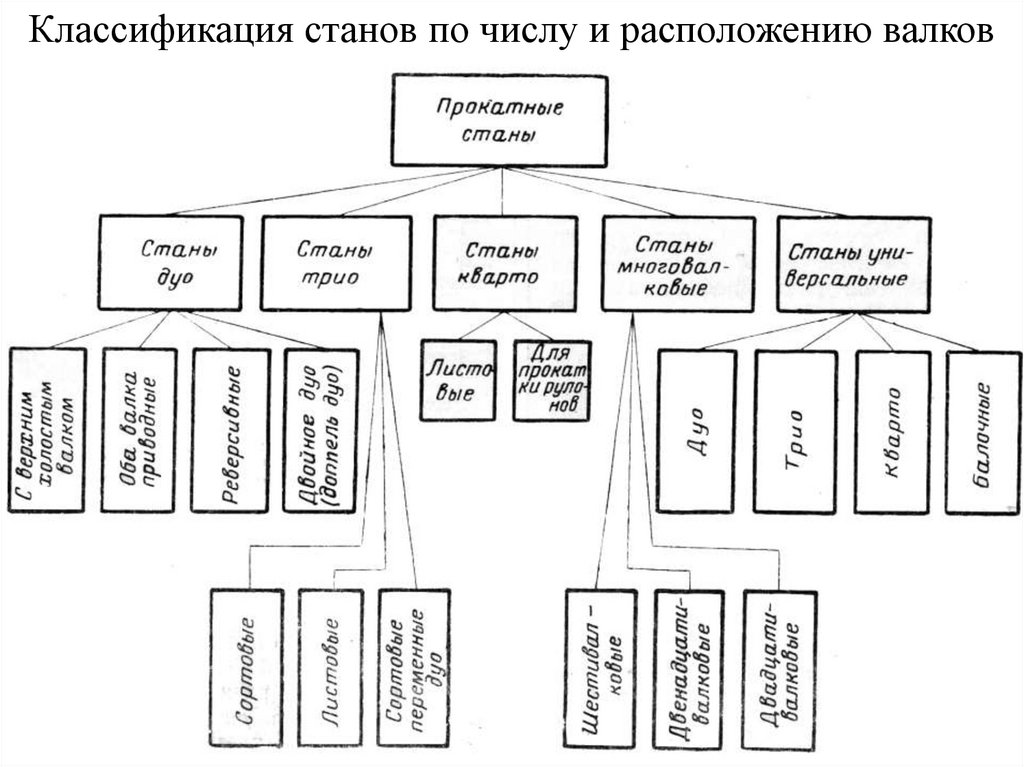
Классификация станов по числу и расположению валков18
19.
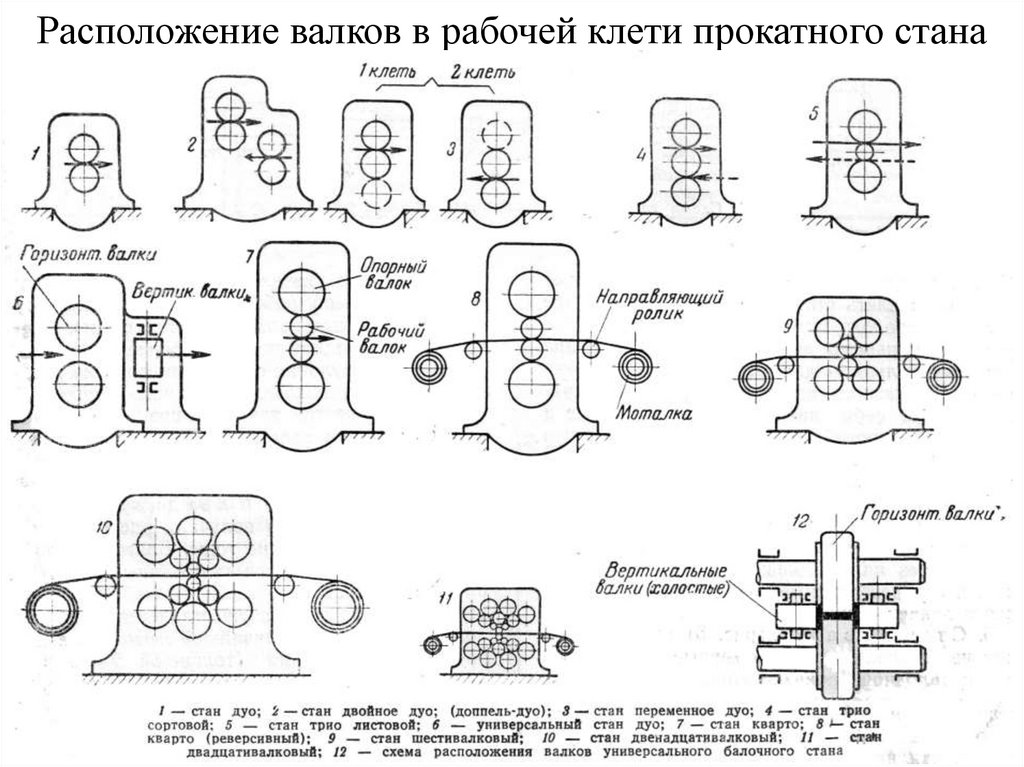
Расположение валков в рабочей клети прокатного стана19
20.
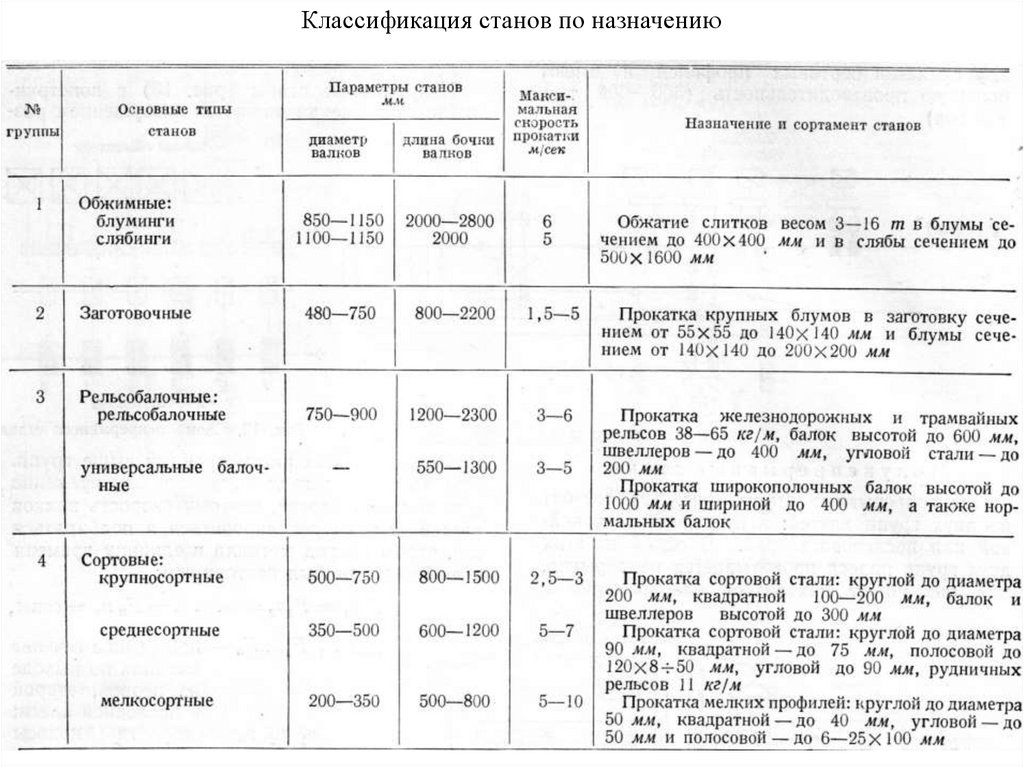
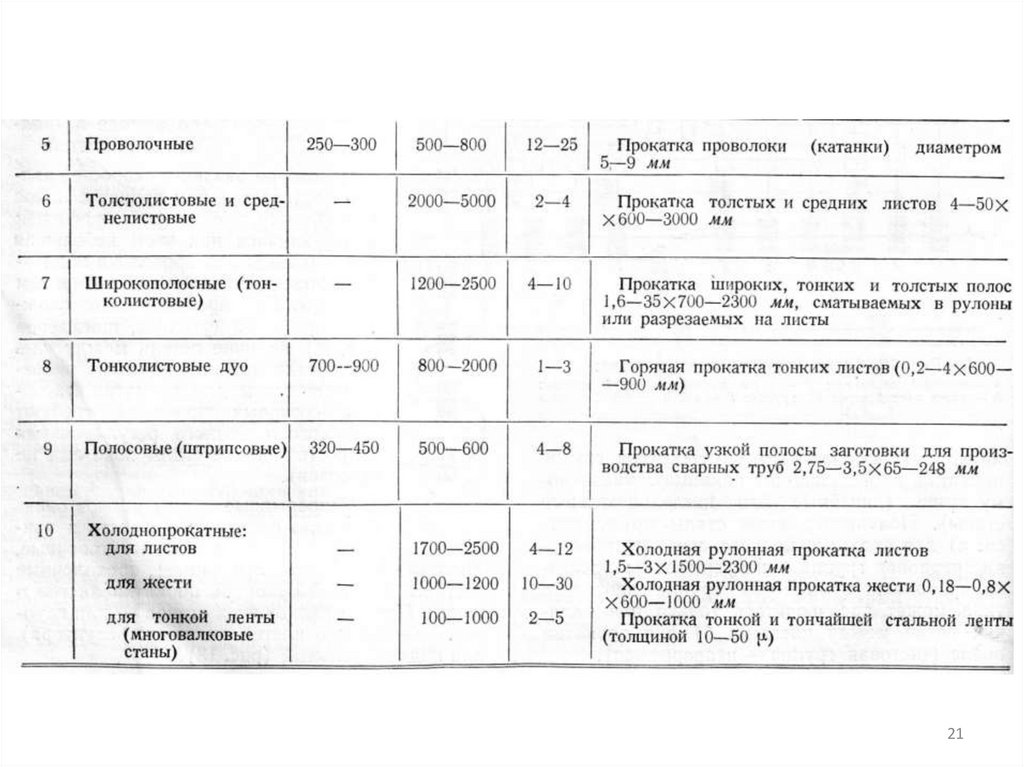
Классификация станов по назначению20
21.
2122.
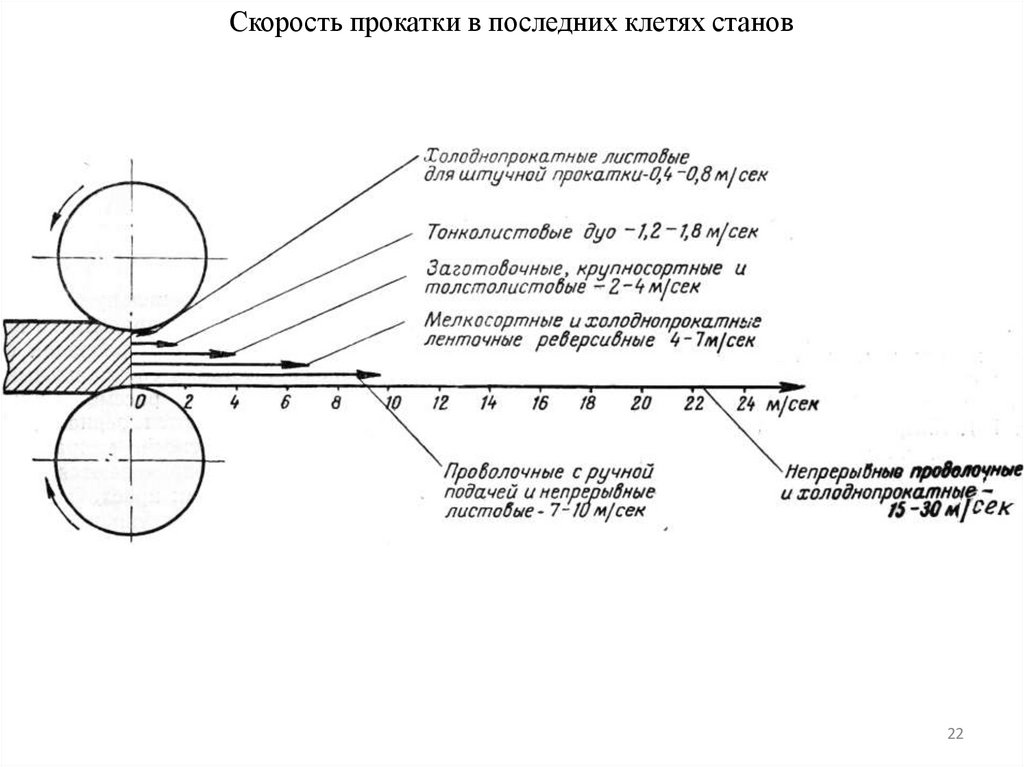
Скорость прокатки в последних клетях станов22
23.
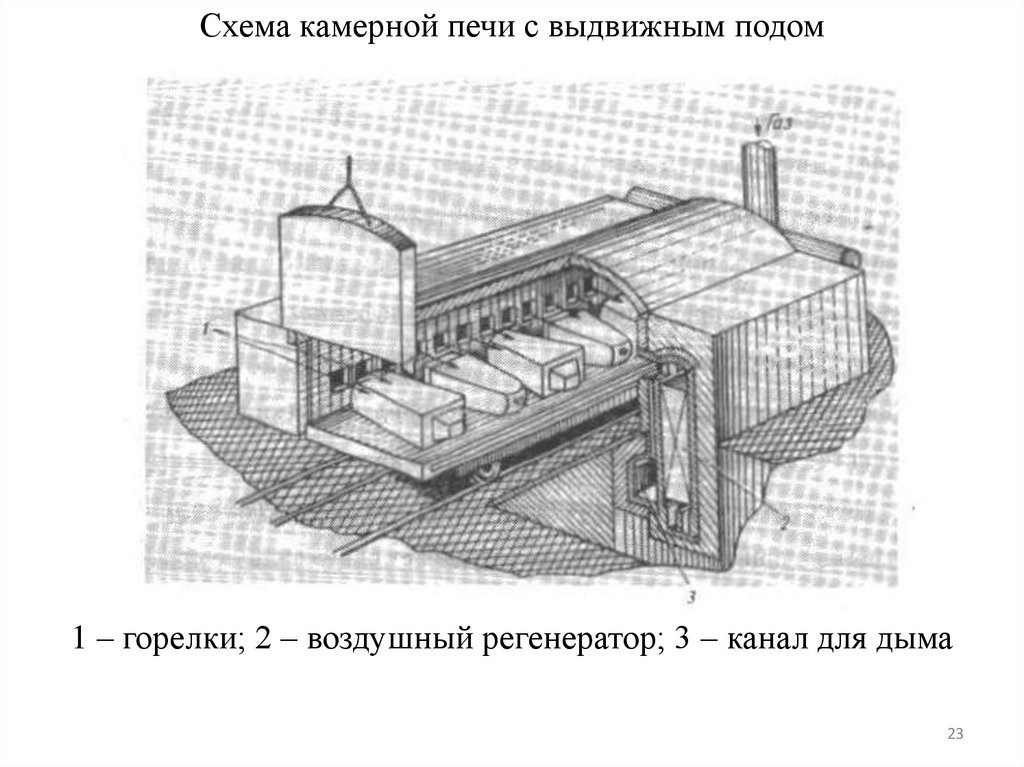
Схема камерной печи с выдвижным подом1 – горелки; 2 – воздушный регенератор; 3 – канал для дыма
23
24.
2425.
2526.
Выдача металла из печи26
27.
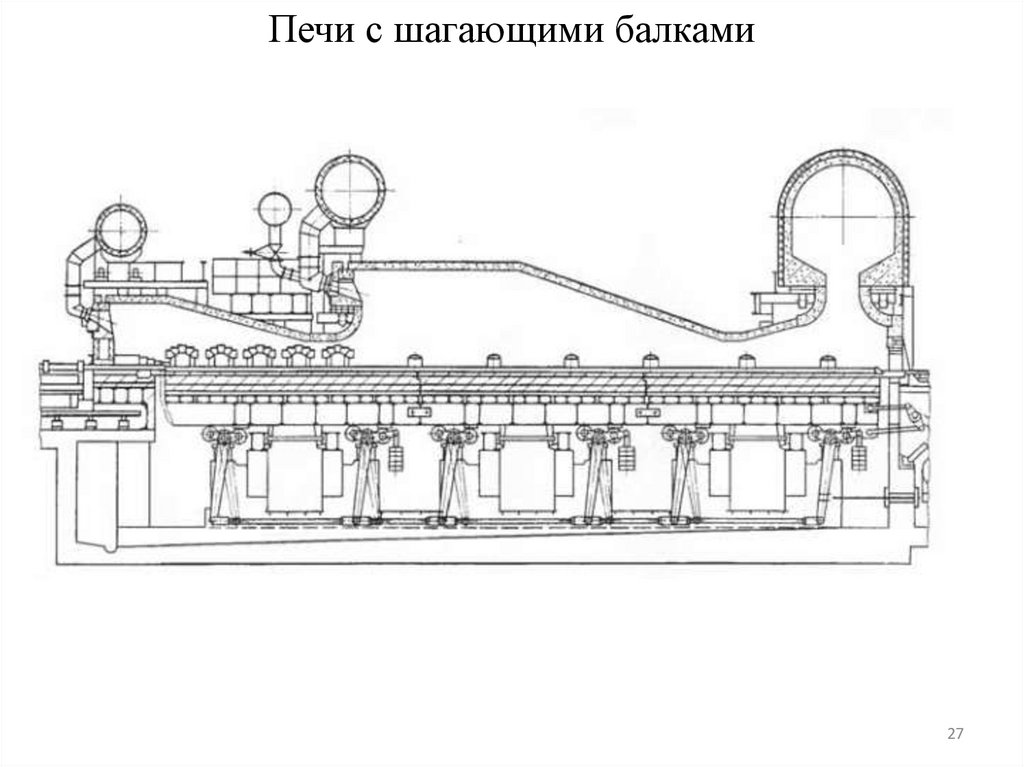
Печи с шагающими балками27
28.
2829.
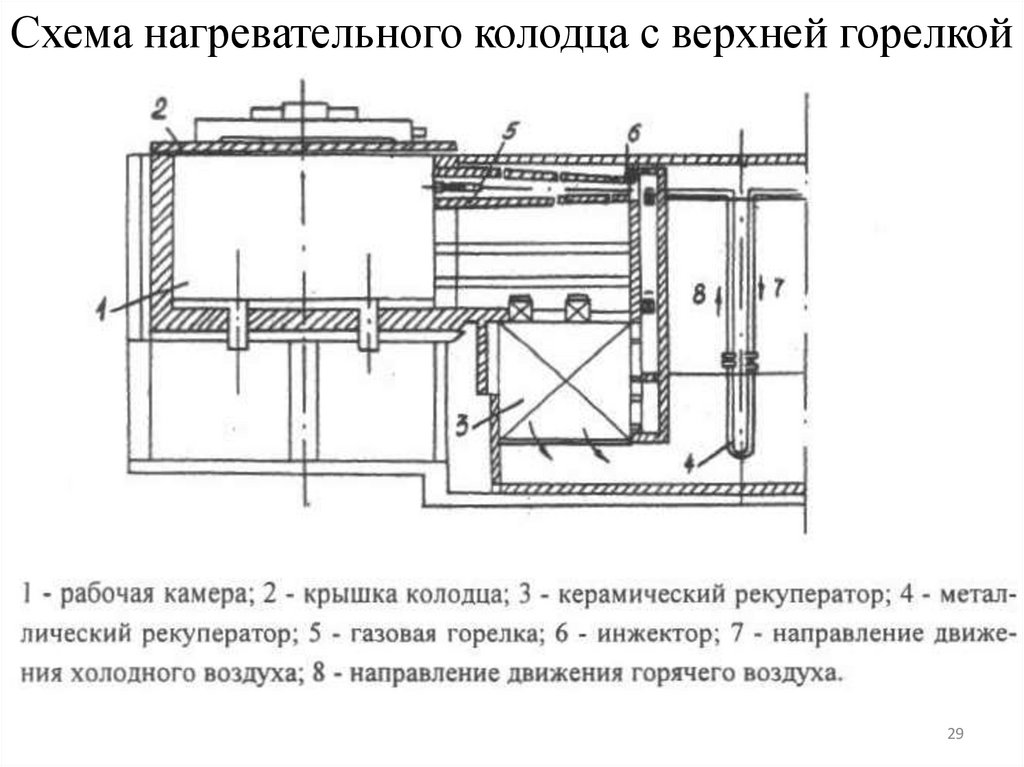
Схема нагревательного колодца с верхней горелкой29
30.
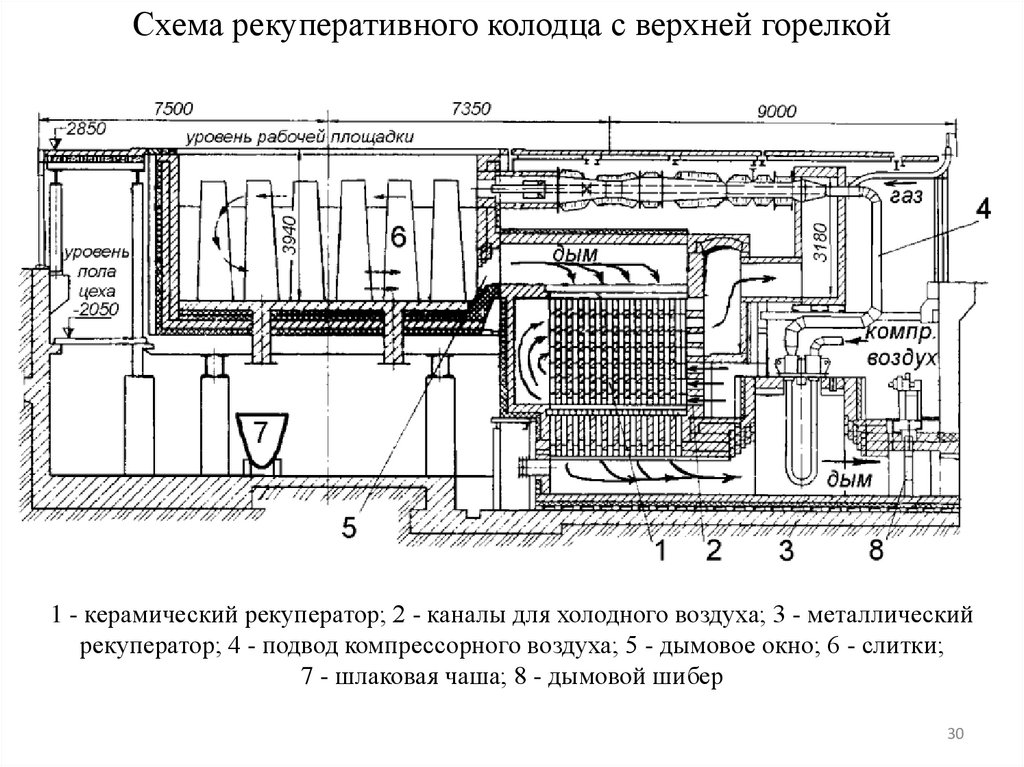
Схема рекуперативного колодца с верхней горелкой1 - керамический рекуператор; 2 - каналы для холодного воздуха; 3 - металлический
рекуператор; 4 - подвод компрессорного воздуха; 5 - дымовое окно; 6 - слитки;
7 - шлаковая чаша; 8 - дымовой шибер
30
31.
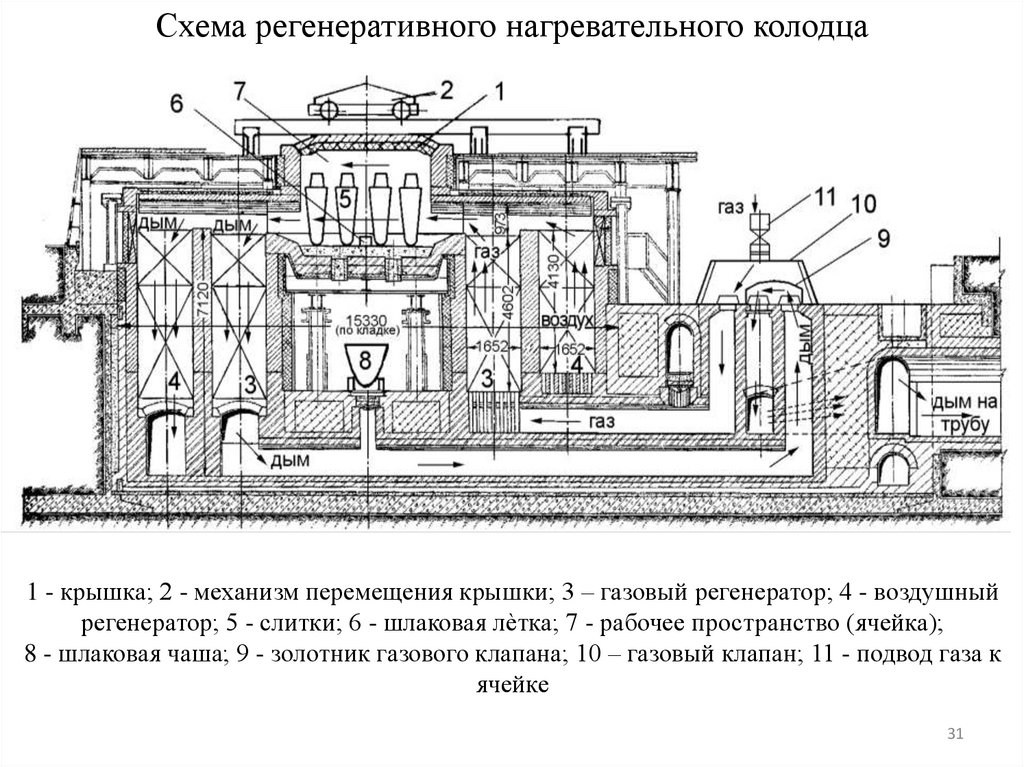
Схема регенеративного нагревательного колодца1 - крышка; 2 - механизм перемещения крышки; 3 – газовый регенератор; 4 - воздушный
регенератор; 5 - слитки; 6 - шлаковая лѐтка; 7 - рабочее пространство (ячейка);
8 - шлаковая чаша; 9 - золотник газового клапана; 10 – газовый клапан; 11 - подвод газа к
ячейке
31
32.
Схема главной линии прокатного стана32
33.
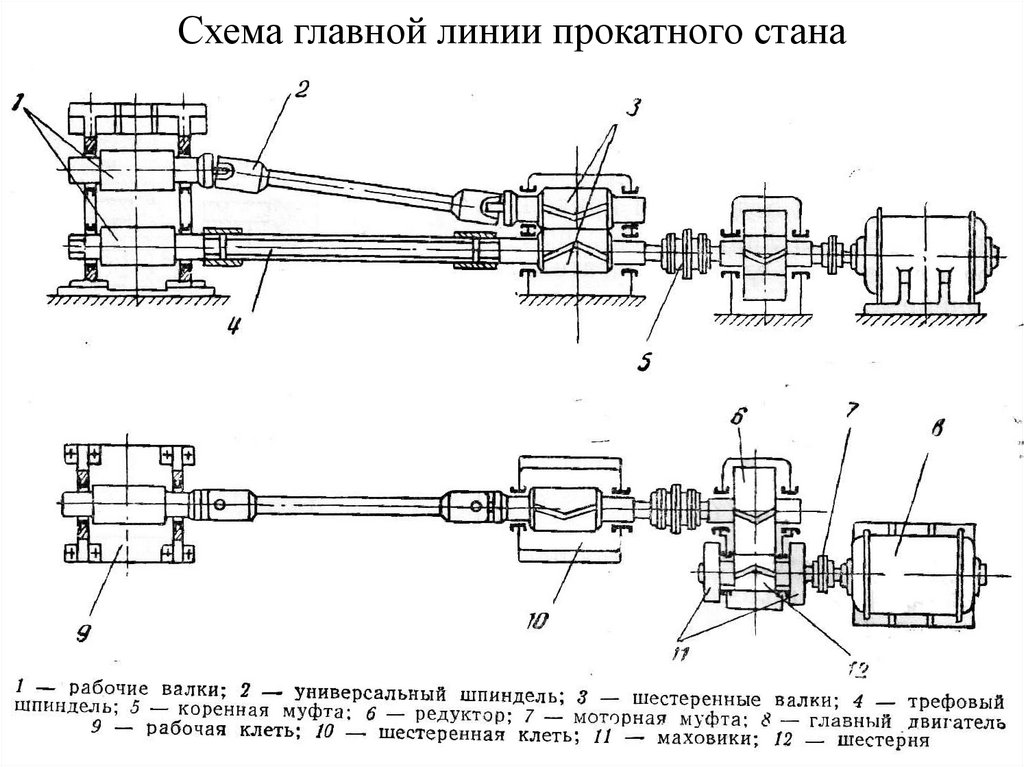
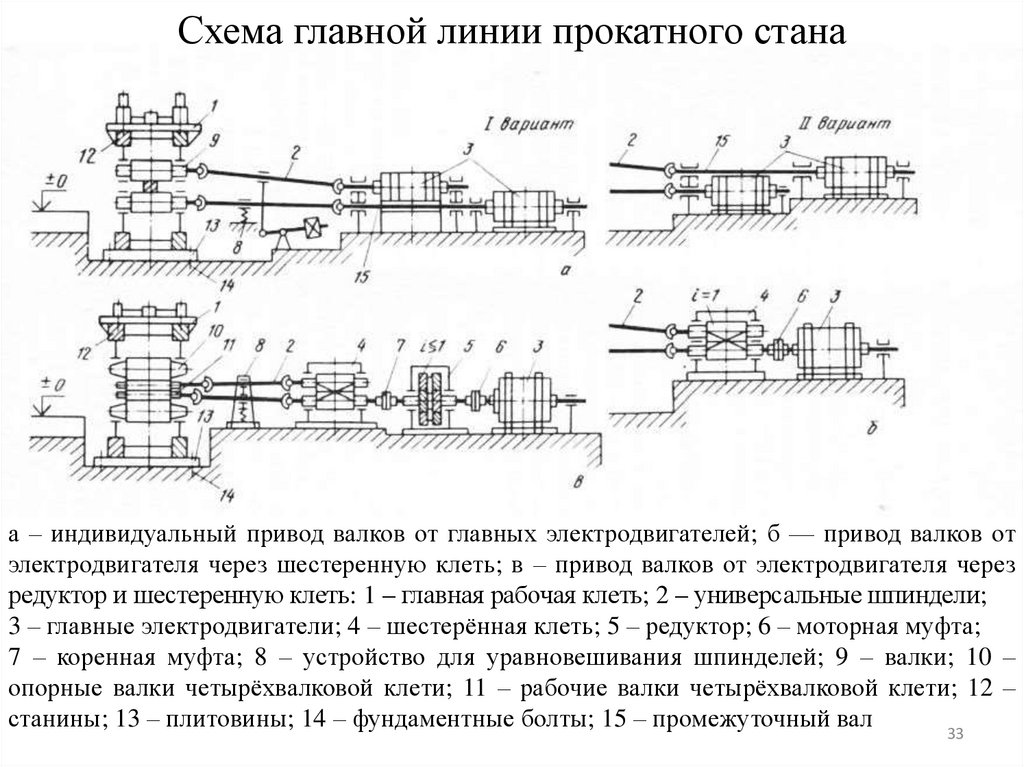
Схема главной линии прокатного станаа – индивидуальный привод валков от главных электродвигателей; б — привод валков от
электродвигателя через шестеренную клеть; в – привод валков от электродвигателя через
редуктор и шестеренную клеть: 1 – главная рабочая клеть; 2 – универсальные шпиндели;
3 – главные электродвигатели; 4 – шестерённая клеть; 5 – редуктор; 6 – моторная муфта;
7 – коренная муфта; 8 – устройство для уравновешивания шпинделей; 9 – валки; 10 –
опорные валки четырёхвалковой клети; 11 – рабочие валки четырёхвалковой клети; 12 –
станины; 13 – плитовины; 14 – фундаментные болты; 15 – промежуточный вал
33
34.
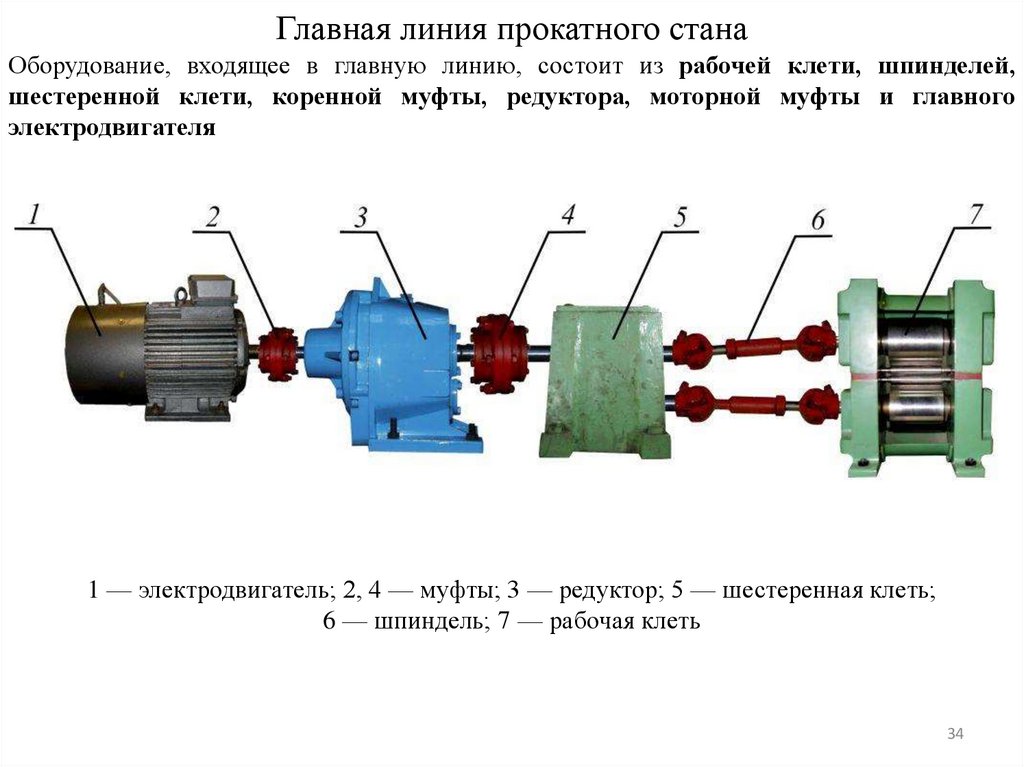
Главная линия прокатного станаОборудование, входящее в главную линию, состоит из рабочей клети, шпинделей,
шестеренной клети, коренной муфты, редуктора, моторной муфты и главного
электродвигателя
1 — электродвигатель; 2, 4 — муфты; 3 — редуктор; 5 — шестеренная клеть;
6 — шпиндель; 7 — рабочая клеть
34
35.
Рабочая клеть, в которой происходит собственно процесс прокатки, служит для установкивалков и восприятия давления, действующего на валки при деформации металла. К
оборудованию рабочей клети относятся: станина, валки, подушки с подшипниками,
устройства для установки валков, проводки, линейки и пр.
35
36.
Рабочая клеть блюминга 115036
37.
Листовой стан Кварто 100037
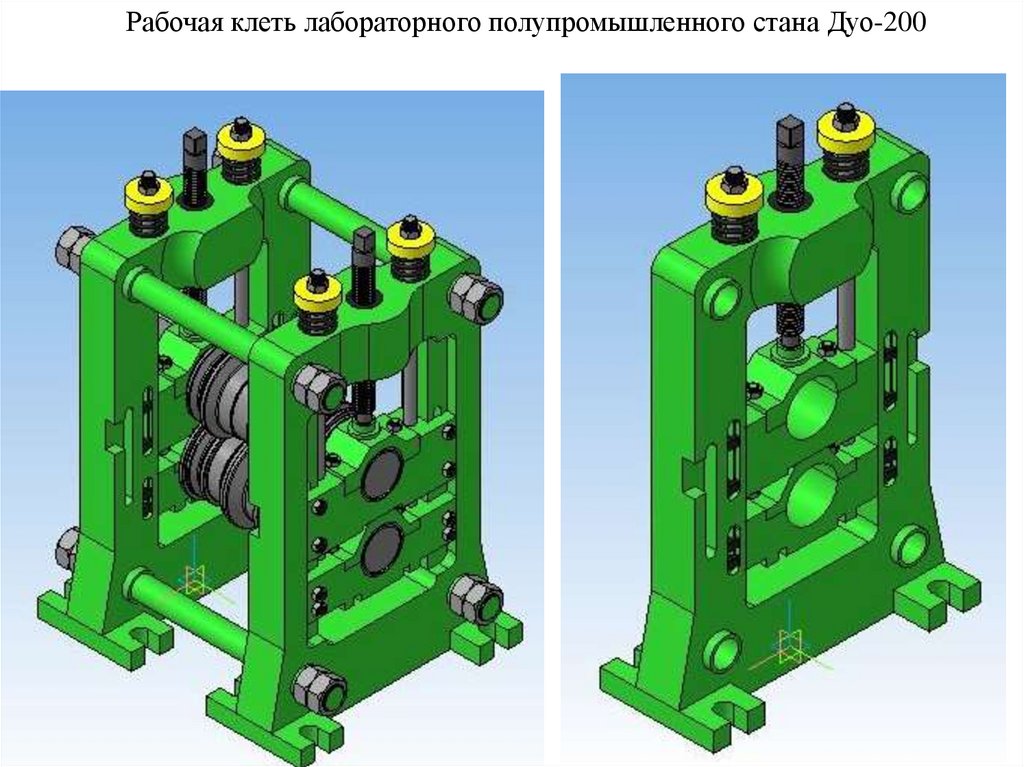
38.
Рабочая клеть лабораторного полупромышленного стана Дуо-20039.
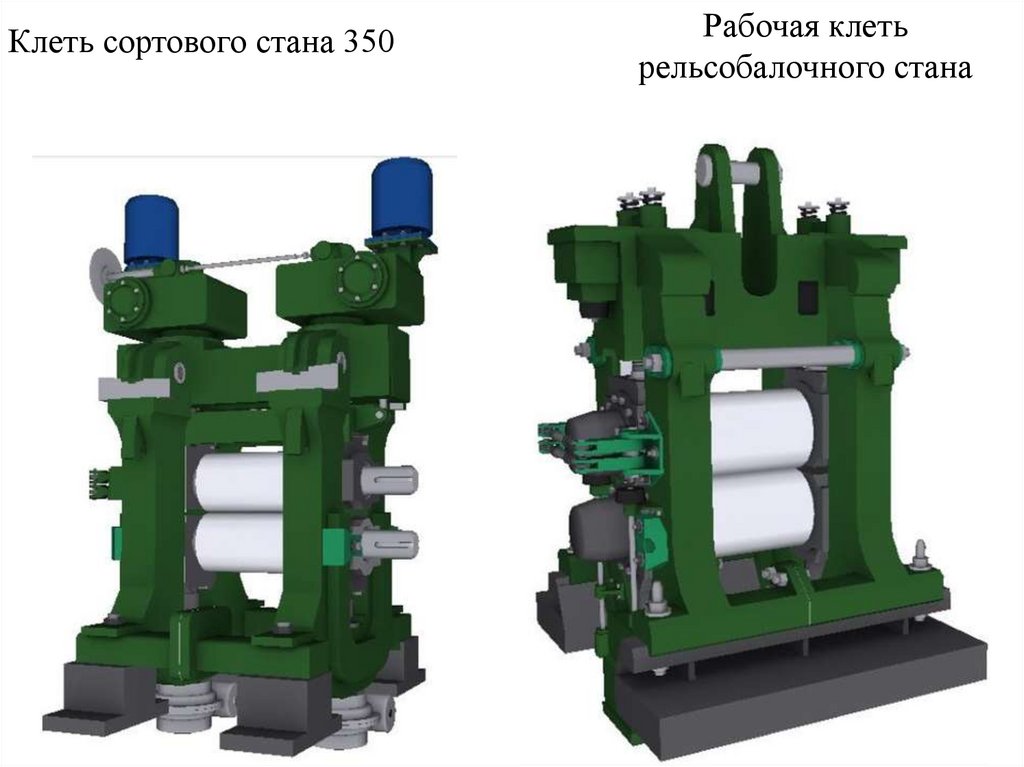
Клеть сортового стана 350Рабочая клеть
рельсобалочного стана
40.
Рабочая клеть трио стана 55041.
Рабочая клеть трио 30041
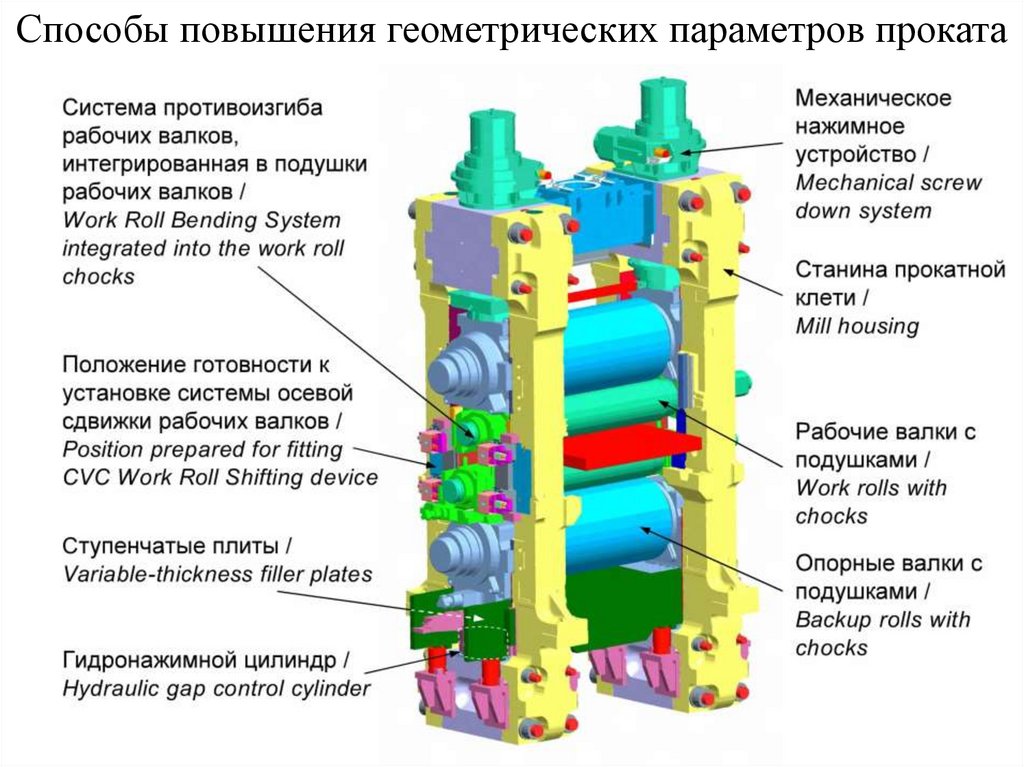
42.
Способы повышения геометрических параметров проката42
43.
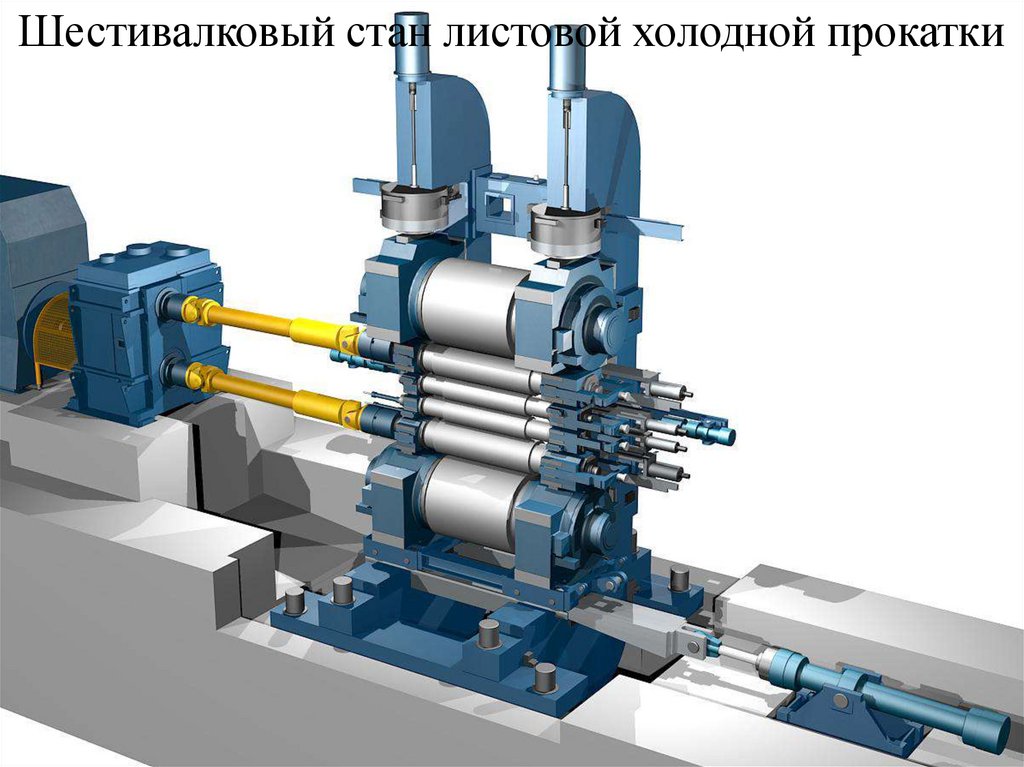
Шестивалковый стан листовой холодной прокатки43
44.
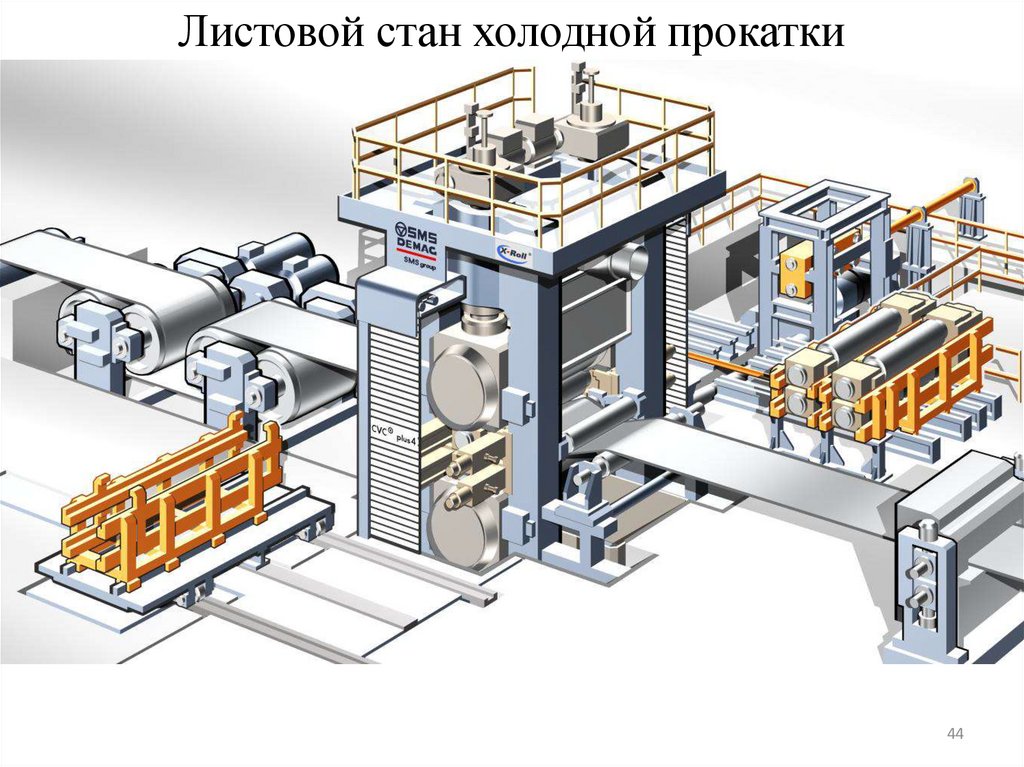
Листовой стан холодной прокатки44
45.
Двухклетьевой стан листовой холодной прокатки45
46.
4647.
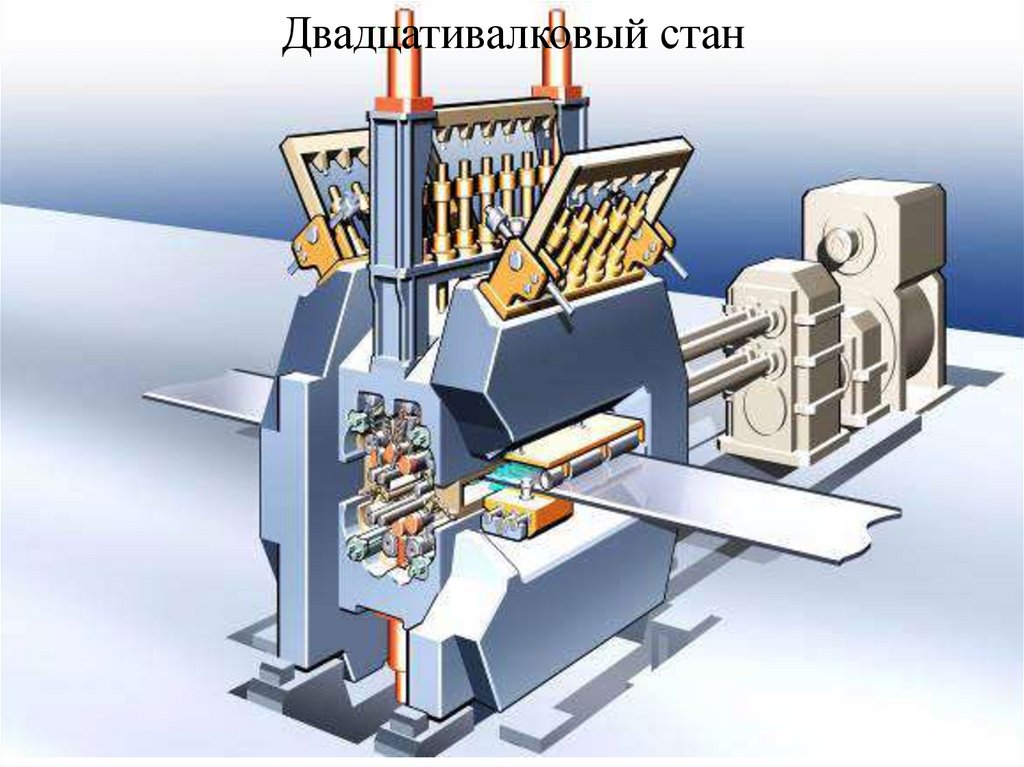
Двадцативалковый стан47
48.
4849.
4950.
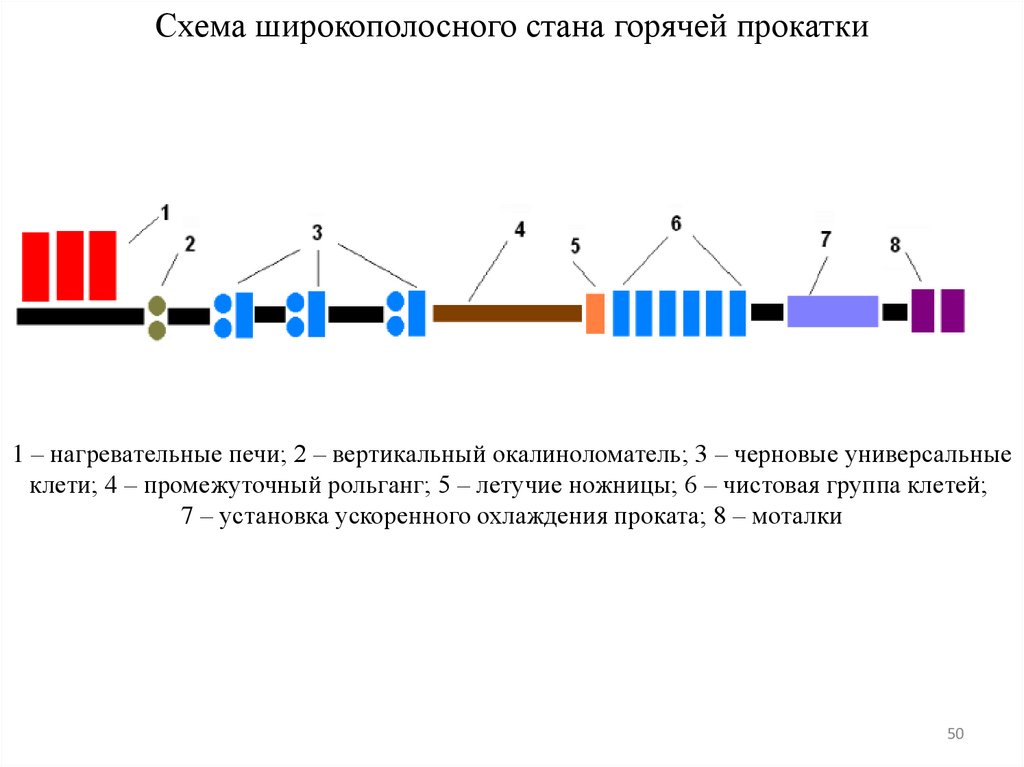
Схема широкополосного стана горячей прокатки1 – нагревательные печи; 2 – вертикальный окалиноломатель; 3 – черновые универсальные
клети; 4 – промежуточный рольганг; 5 – летучие ножницы; 6 – чистовая группа клетей;
7 – установка ускоренного охлаждения проката; 8 – моталки
50
51.
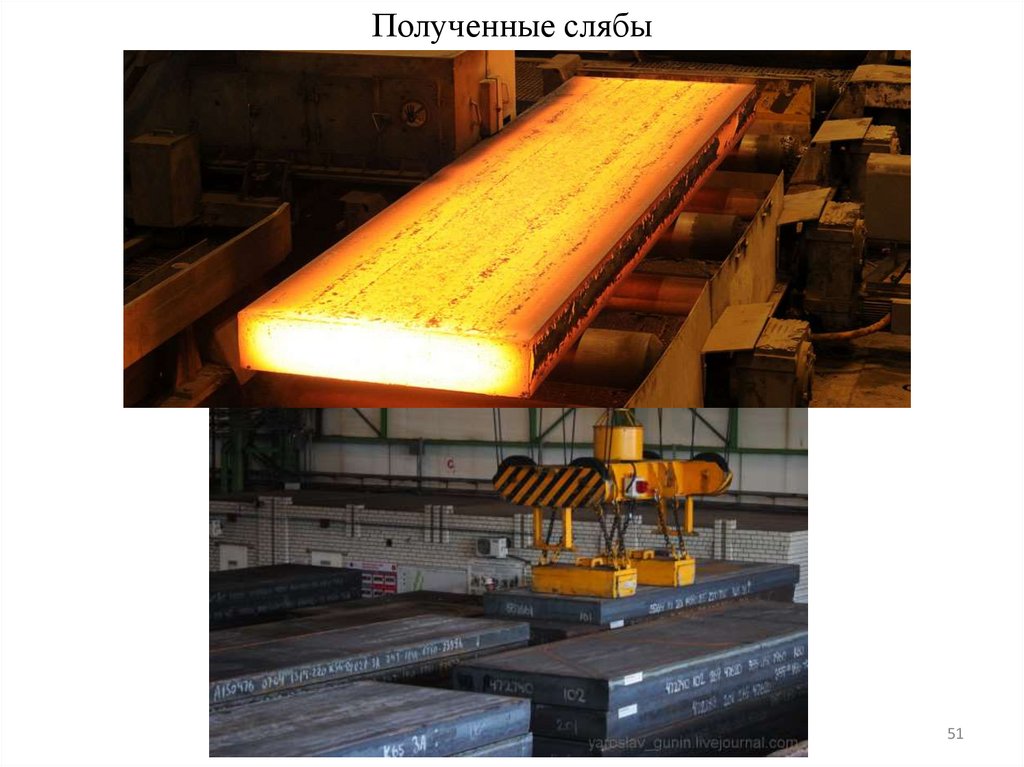
Полученные слябы51
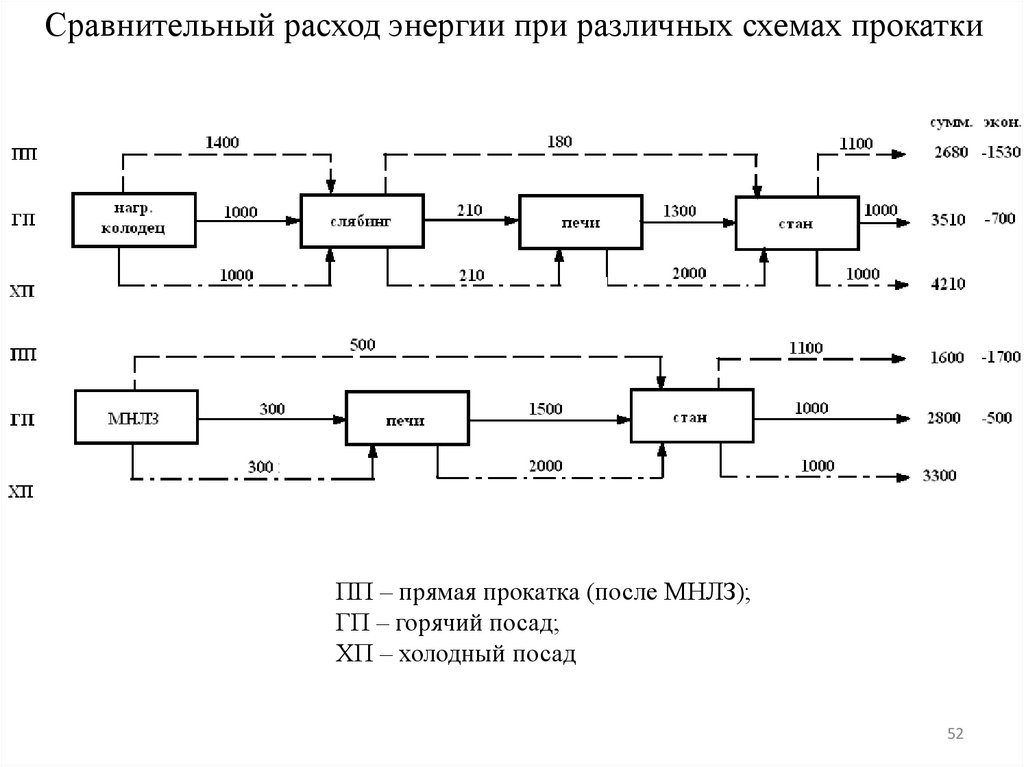
52.
Сравнительный расход энергии при различных схемах прокаткиПП – прямая прокатка (после МНЛЗ);
ГП – горячий посад;
ХП – холодный посад
52
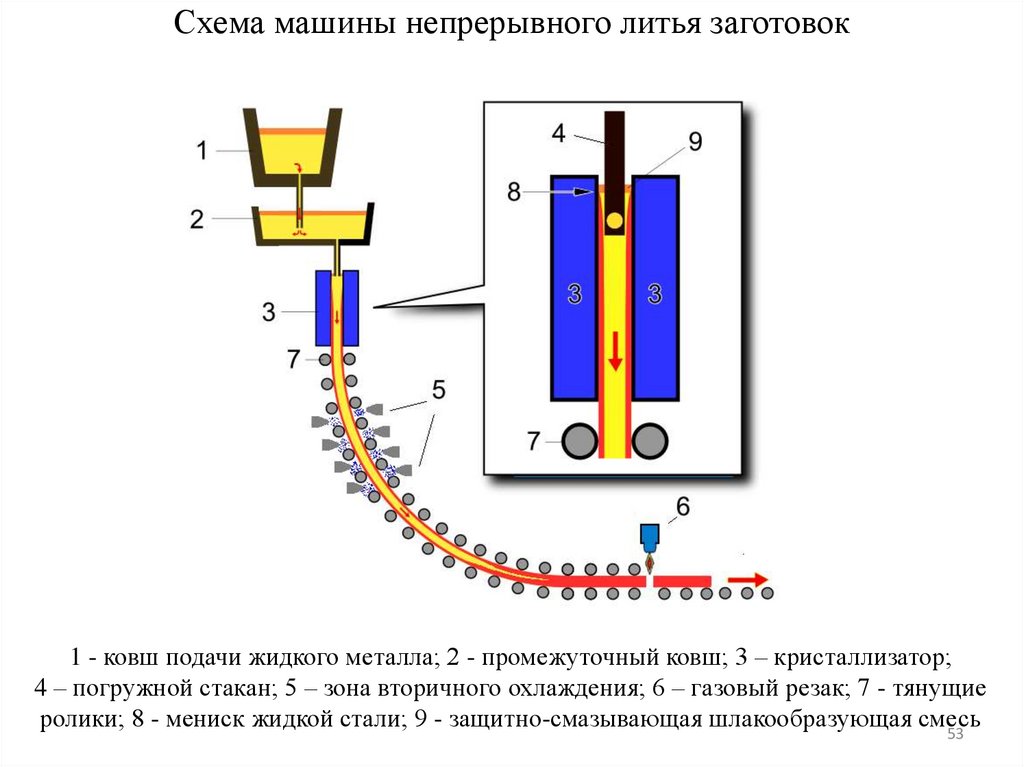
53.
Схема машины непрерывного литья заготовок1 - ковш подачи жидкого металла; 2 - промежуточный ковш; 3 – кристаллизатор;
4 – погружной стакан; 5 – зона вторичного охлаждения; 6 – газовый резак; 7 - тянущие
ролики; 8 - мениск жидкой стали; 9 - защитно-смазывающая шлакообразующая смесь
53
54.
Внешний вид машины непрерывного литья заготовок54
55.
5556.
Внешний вид машины непрерывного литья заготовок56
57.
Участок резки машины непрерывного литья заготовок57
58.
Схема литейно-прокатного комплекса для прокатки полосыМоталки
Непрерывный стан
Гидросбив окалины
Установка ускоренного
Летучие ножницы
водного охлаждения
МНЛЗ
Летучие ножницы
Проходная печь для выравнивая температуры
58
59.
Литейно-прокатный агрегат для комбинированной прокаткитолстых листов и полос
1 ⎯ разливочный стенд; 2 – МНЛЗ с сегментами обжатия сляба; 3 ⎯ черновая группа клетей
с высокой степенью обжатия; 4 ⎯ маятниковые ножницы; 5 ⎯ участок выдачи толстых
листов; 6 – ножницы; 7 ⎯ индукционный подогрев; 8 ⎯ гидросбив окалины; 9 ⎯ чистовая
группа; 10 – измерительный блок; 11 ⎯ линия ламинарного охлаждения; 12 ⎯ летучие
ножницы; 13 ⎯ подпольные моталки
59
60.
6061.
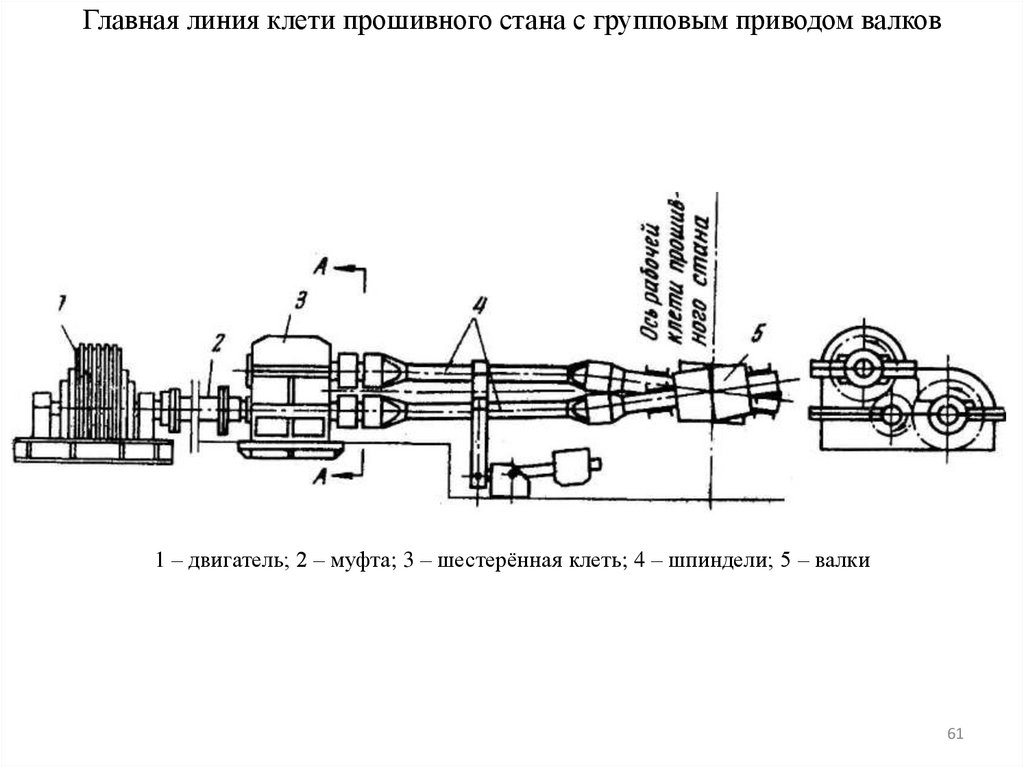
Главная линия клети прошивного стана с групповым приводом валков1 – двигатель; 2 – муфта; 3 – шестерённая клеть; 4 – шпиндели; 5 – валки
61
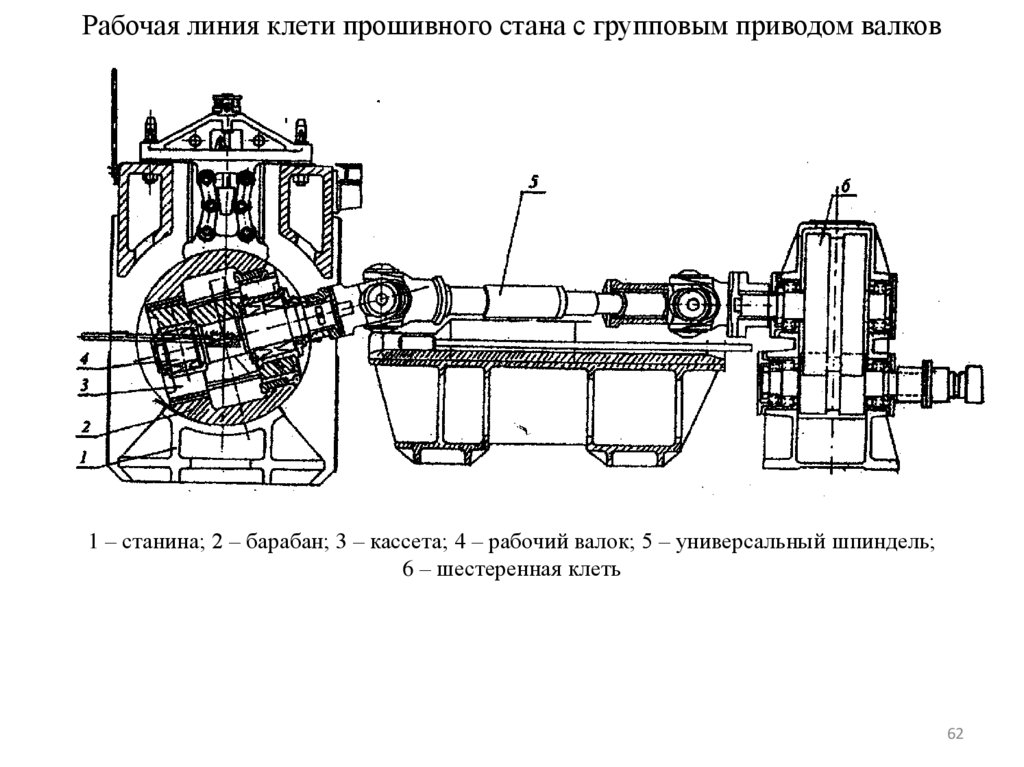
62.
Рабочая линия клети прошивного стана с групповым приводом валков1 – станина; 2 – барабан; 3 – кассета; 4 – рабочий валок; 5 – универсальный шпиндель;
6 – шестеренная клеть
62
63.
Прошивной стан63
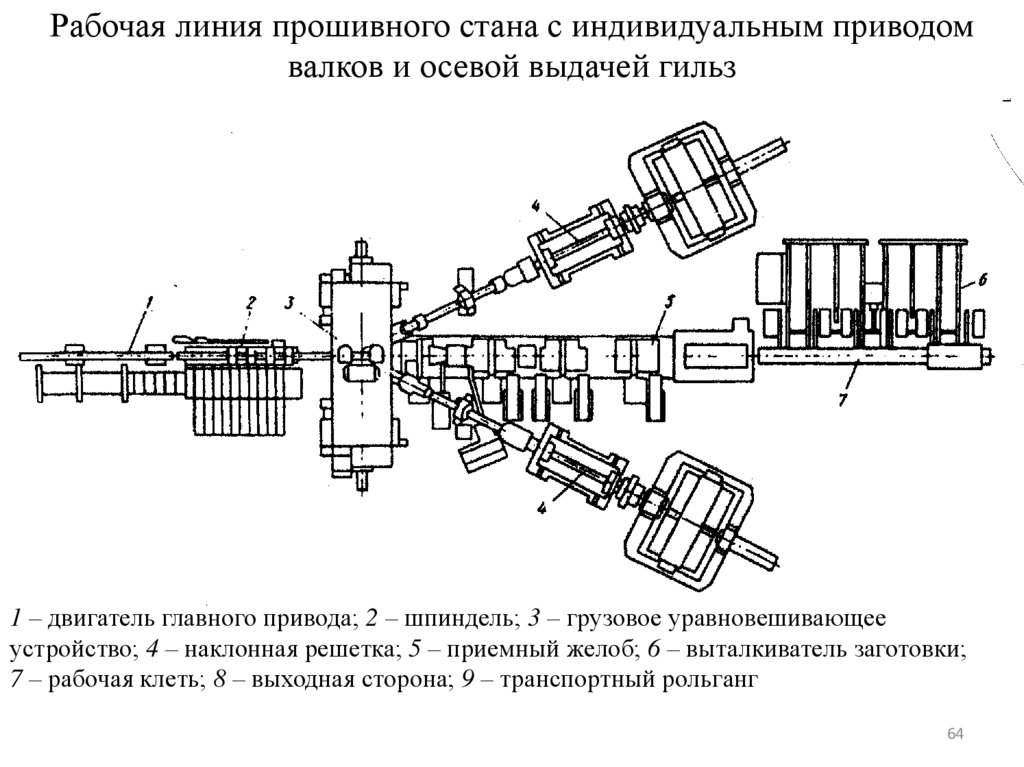
64.
Рабочая линия прошивного стана с индивидуальным приводомвалков и осевой выдачей гильз
1 – двигатель главного привода; 2 – шпиндель; 3 – грузовое уравновешивающее
устройство; 4 – наклонная решетка; 5 – приемный желоб; 6 – выталкиватель заготовки;
7 – рабочая клеть; 8 – выходная сторона; 9 – транспортный рольганг
64
65.
Рабочая клеть прошивного стана с индивидуальным приводом валков65
66.
Двухвалковый прошивной стан МИСиС-130Д с индивидуальным приводом66
67.
Прошивной стан из состава ТПА 70-27067
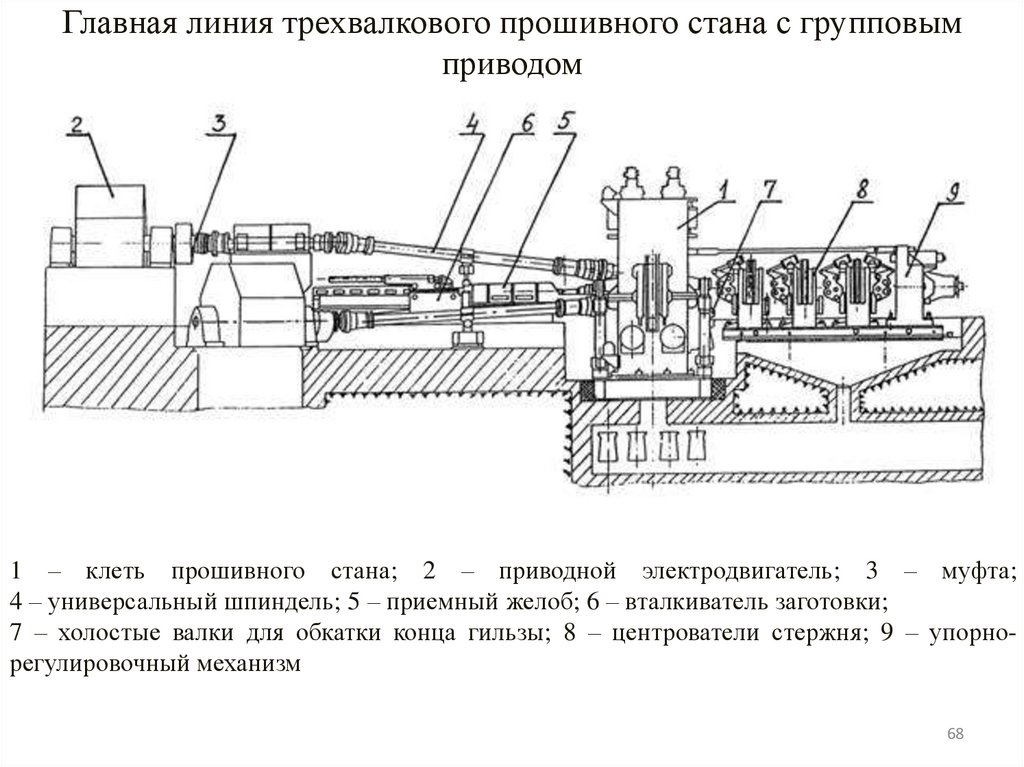
68.
Главная линия трехвалкового прошивного стана с групповымприводом
1 – клеть прошивного стана; 2 – приводной электродвигатель; 3 – муфта;
4 – универсальный шпиндель; 5 – приемный желоб; 6 – вталкиватель заготовки;
7 – холостые валки для обкатки конца гильзы; 8 – центрователи стержня; 9 – упорнорегулировочный механизм
68
69.
Министан винтовой прокатки РСП 14-4069
70.
Трёхвалковый стан винтовой прокатки МИСиС-130Т с индивидуальнымприводом
70
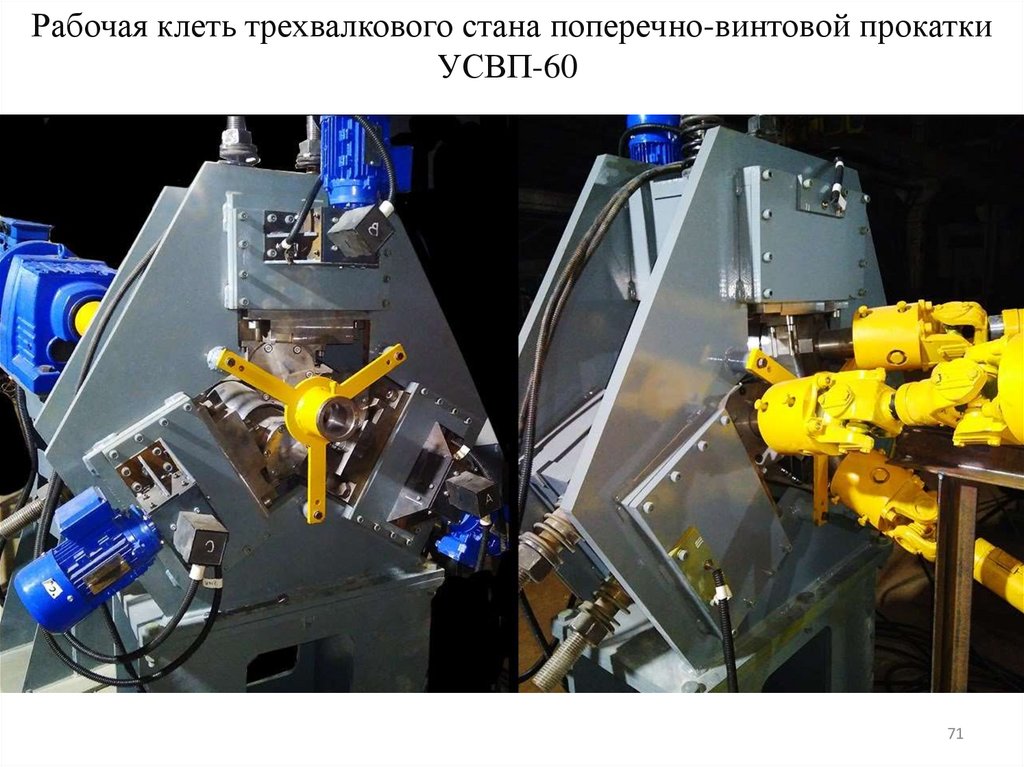
71.
Рабочая клеть трехвалкового стана поперечно-винтовой прокаткиУСВП-60
71
72.
Стан поперечно-винтовой прокатки СВП45-1872
73.
Стан винтовой прокатки МИСиС-1073
74.
Производство труб74
75.
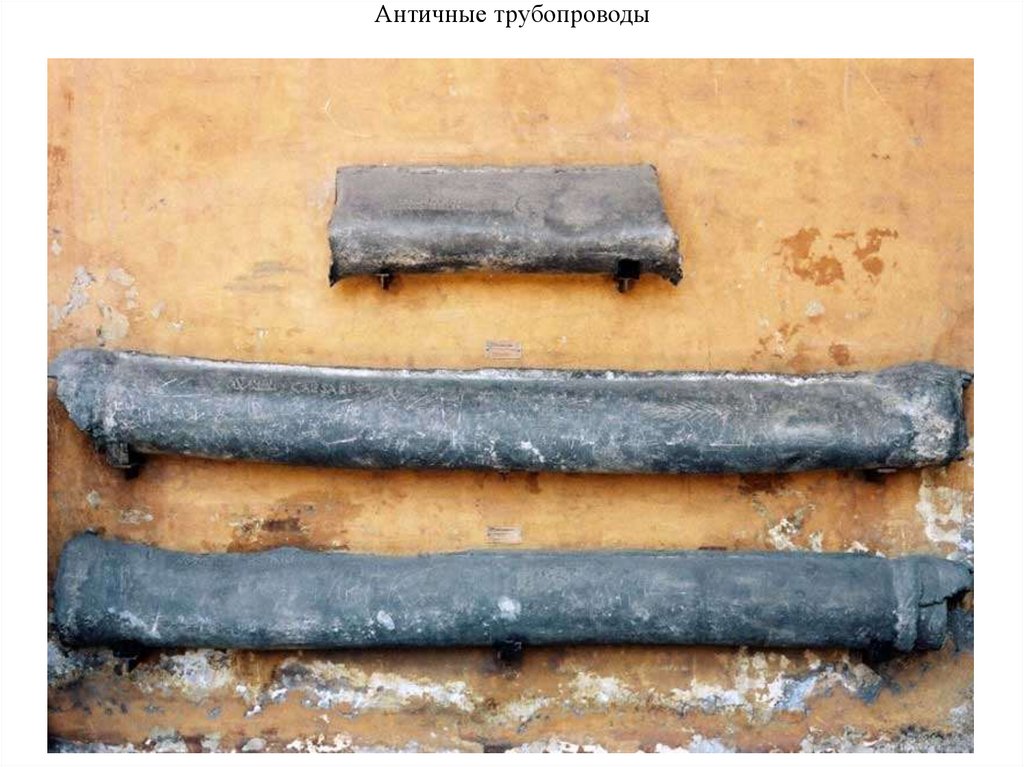
Античные трубопроводы75
76.
7677.
7778.
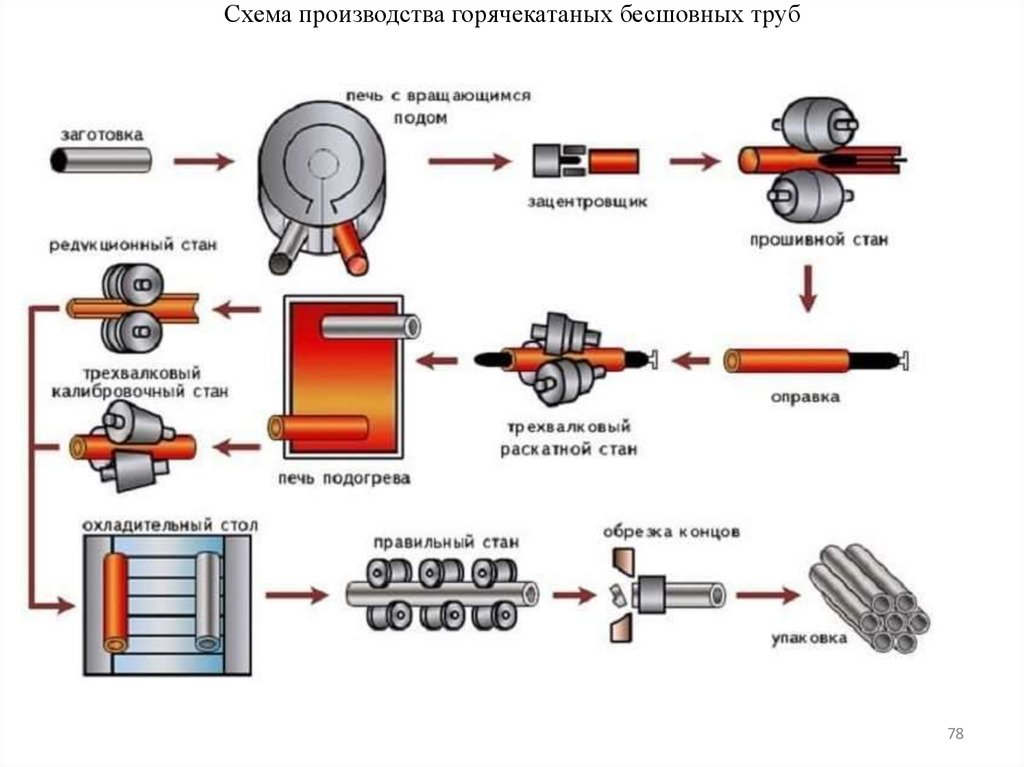
Схема производства горячекатаных бесшовных труб78
79.
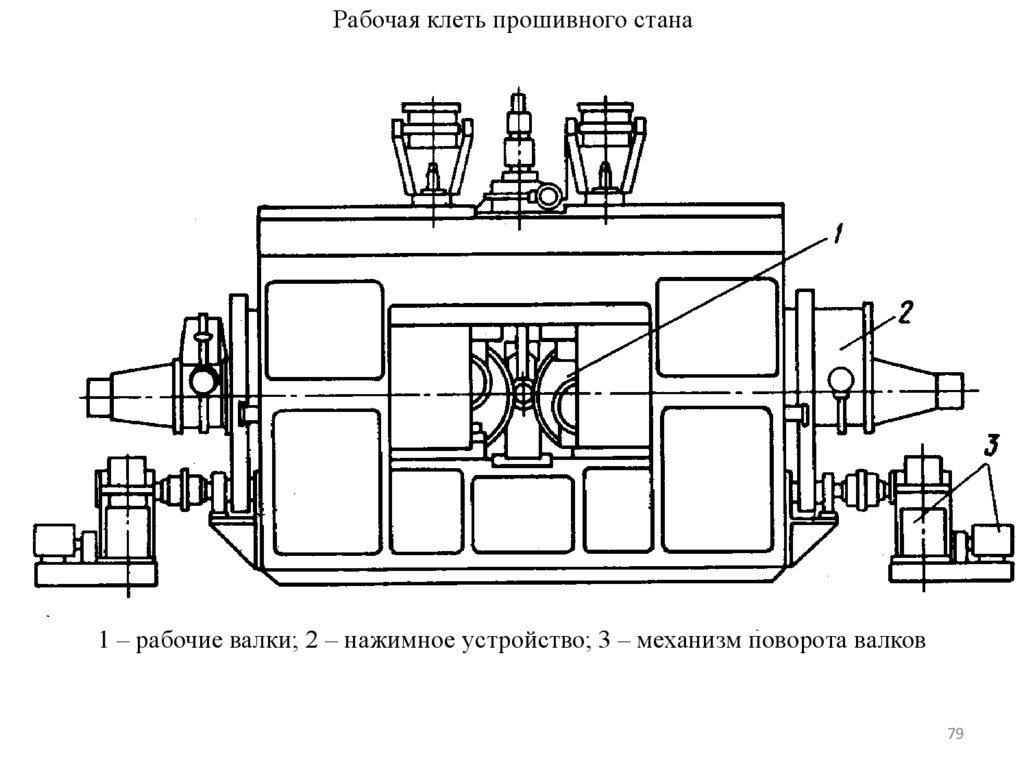
Рабочая клеть прошивного стана1 – рабочие валки; 2 – нажимное устройство; 3 – механизм поворота валков
79
80.
Прошивной стан80
81.
Схемы прошивки на станах поперечно-винтовой прокаткиПрименяют прошивные
станы с валками трех
видов:
- с бочковидными (а),
- дисковыми (б) и
- грибовидными (в)
81
82.
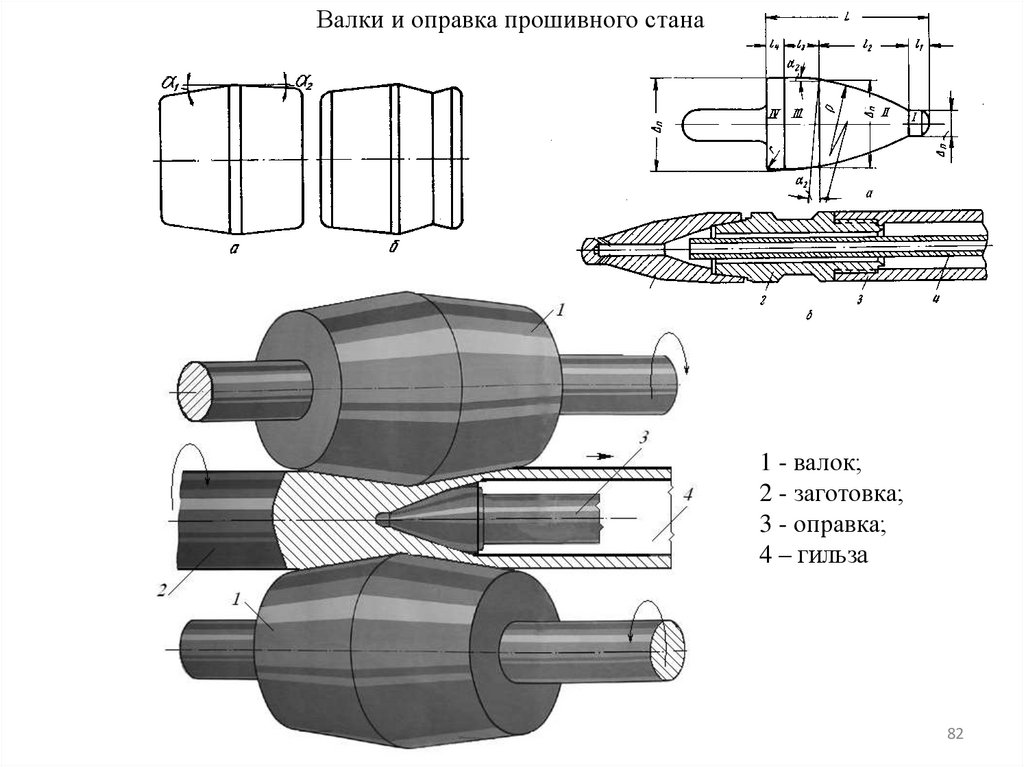
Валки и оправка прошивного стана1 - валок;
2 - заготовка;
3 - оправка;
4 – гильза
82
83.
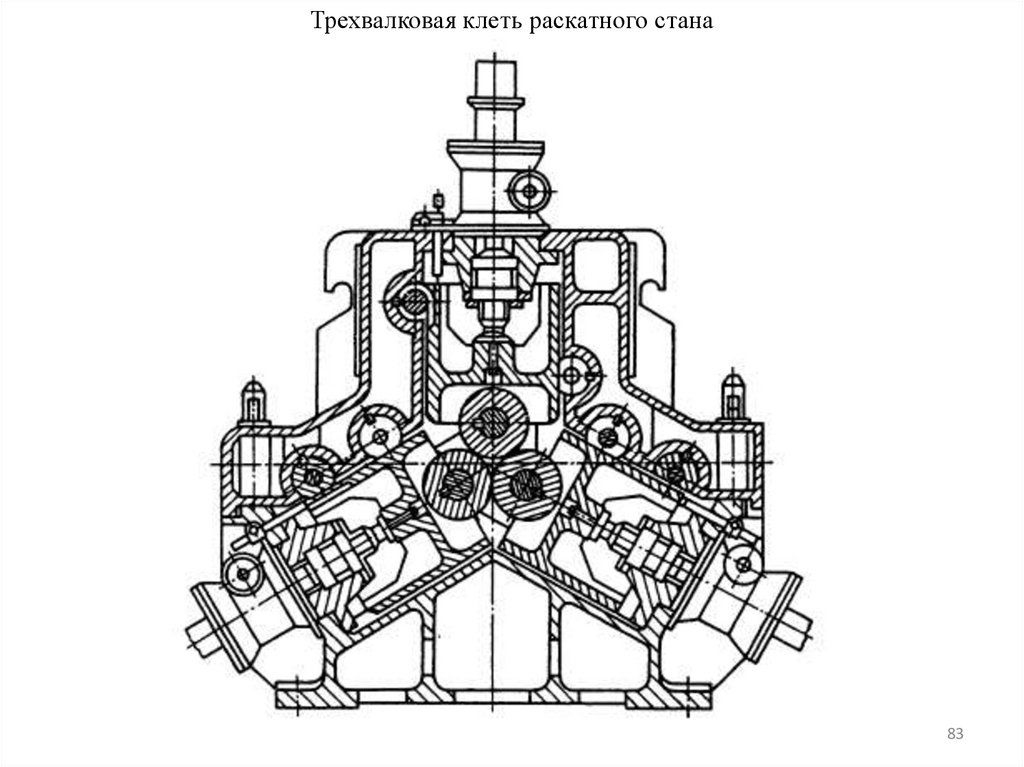
Трехвалковая клеть раскатного стана83
84.
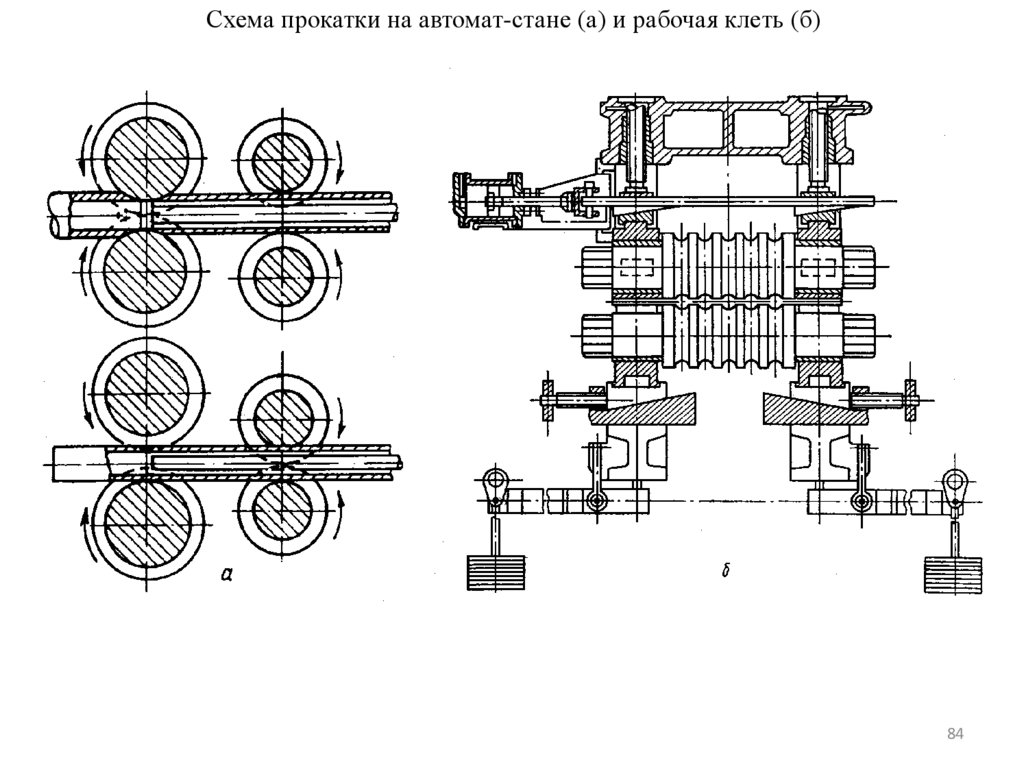
Схема прокатки на автомат-стане (а) и рабочая клеть (б)84
85.
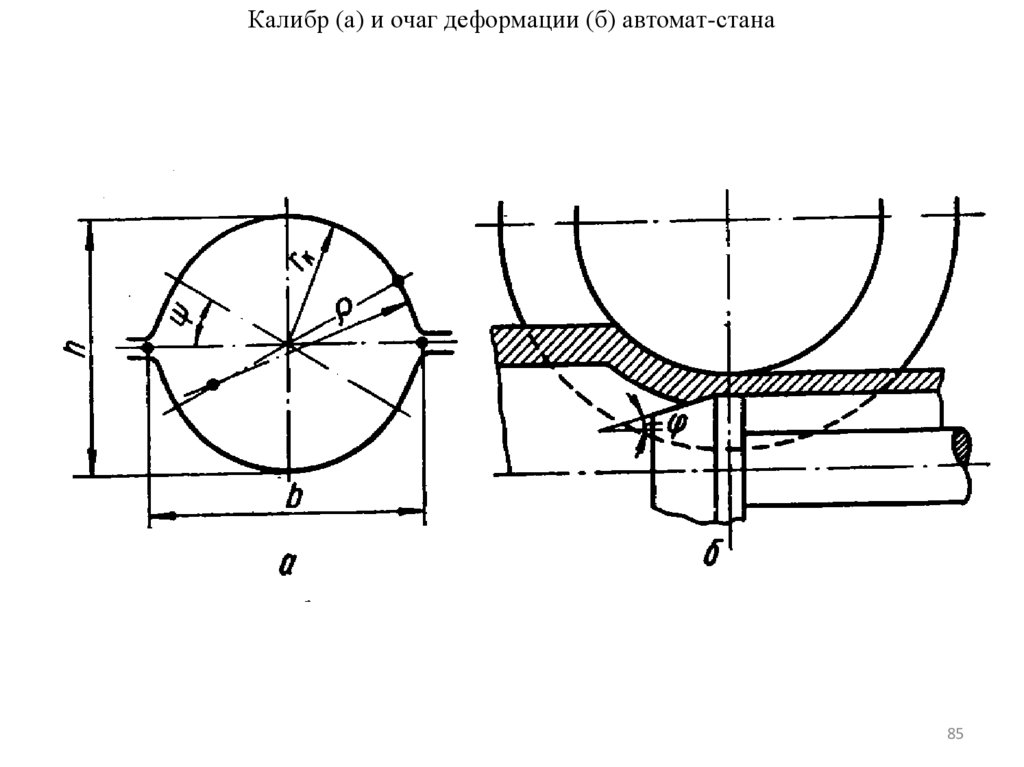
Калибр (а) и очаг деформации (б) автомат-стана85
86.
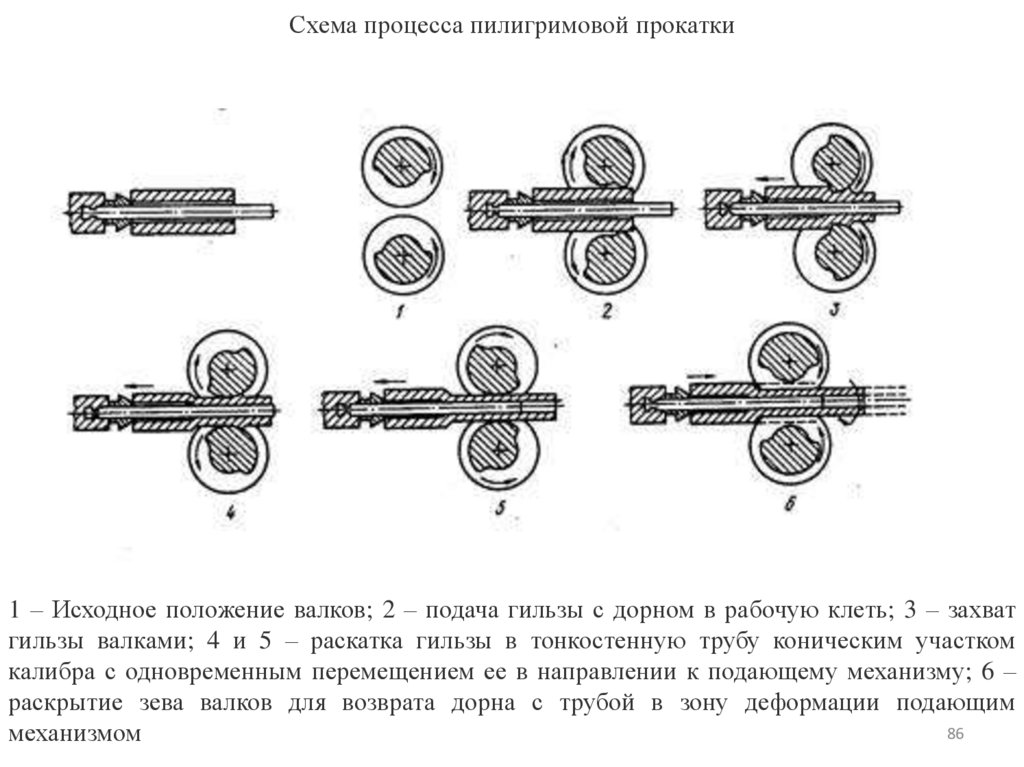
Схема процесса пилигримовой прокатки1 – Исходное положение валков; 2 – подача гильзы с дорном в рабочую клеть; 3 – захват
гильзы валками; 4 и 5 – раскатка гильзы в тонкостенную трубу коническим участком
калибра с одновременным перемещением ее в направлении к подающему механизму; 6 –
раскрытие зева валков для возврата дорна с трубой в зону деформации подающим
86
механизмом
87.
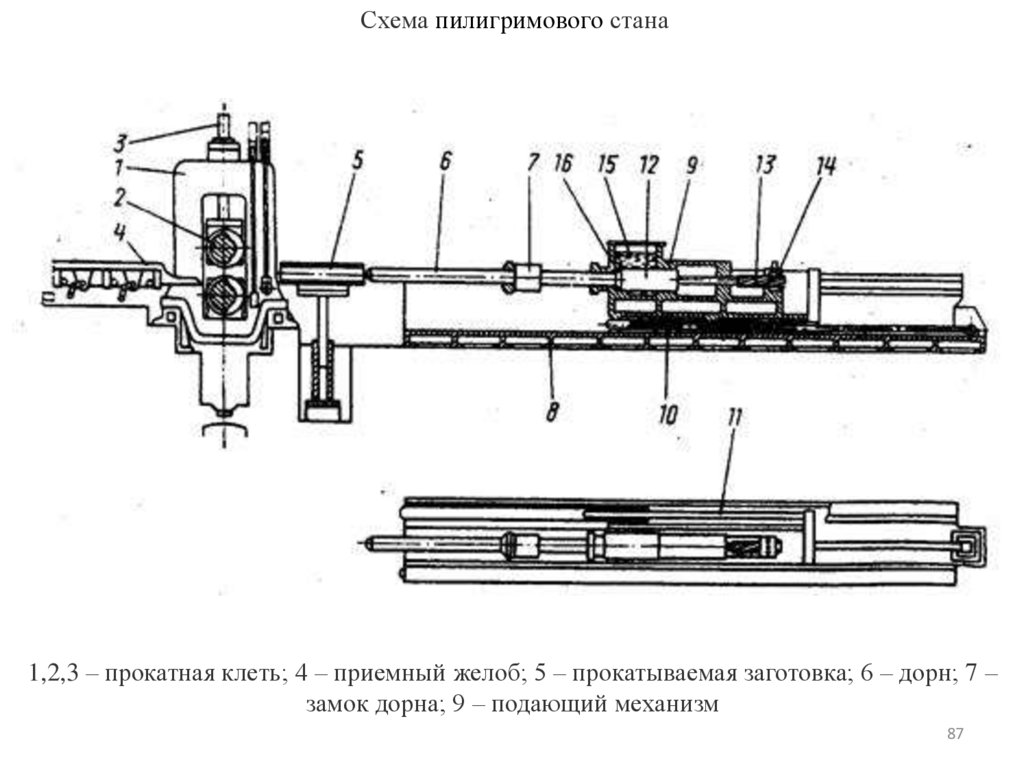
Схема пилигримового стана1,2,3 – прокатная клеть; 4 – приемный желоб; 5 – прокатываемая заготовка; 6 – дорн; 7 –
замок дорна; 9 – подающий механизм
87
88.
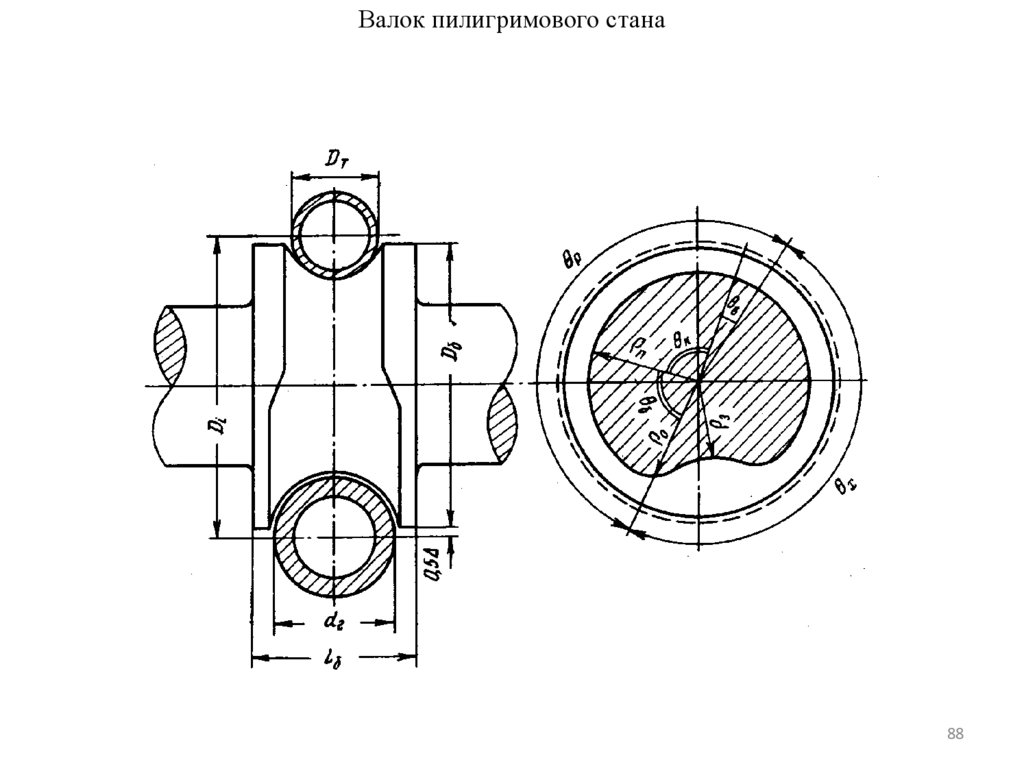
Валок пилигримового стана88
89.
8990.
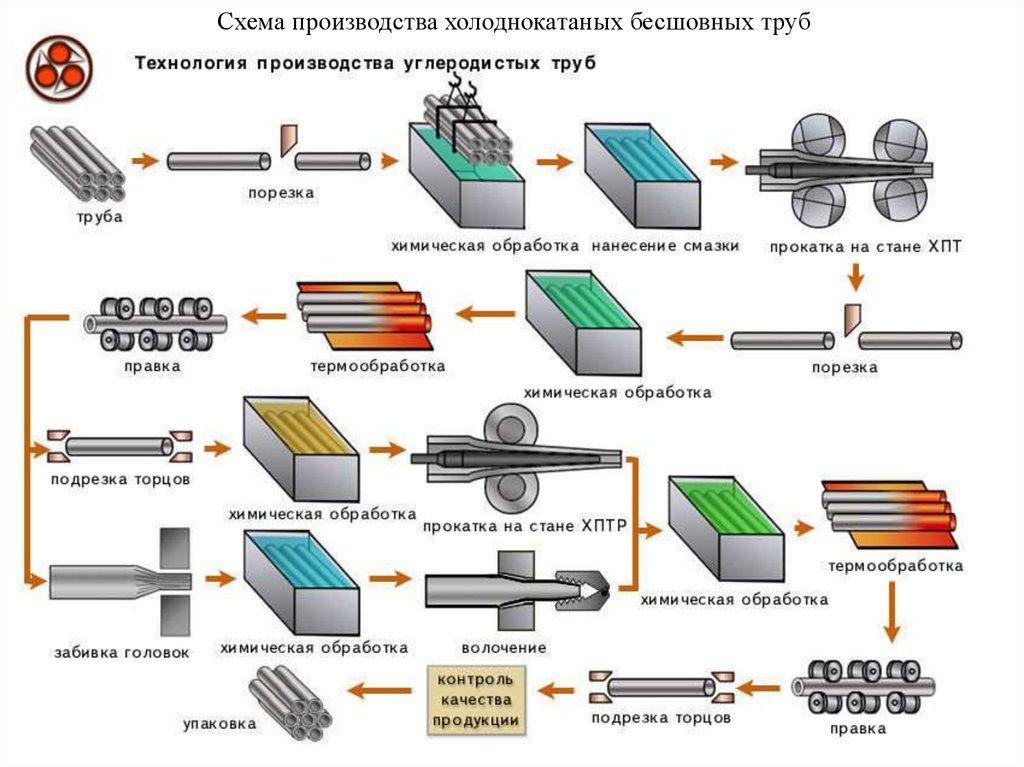
Схема производства холоднокатаных бесшовных труб90
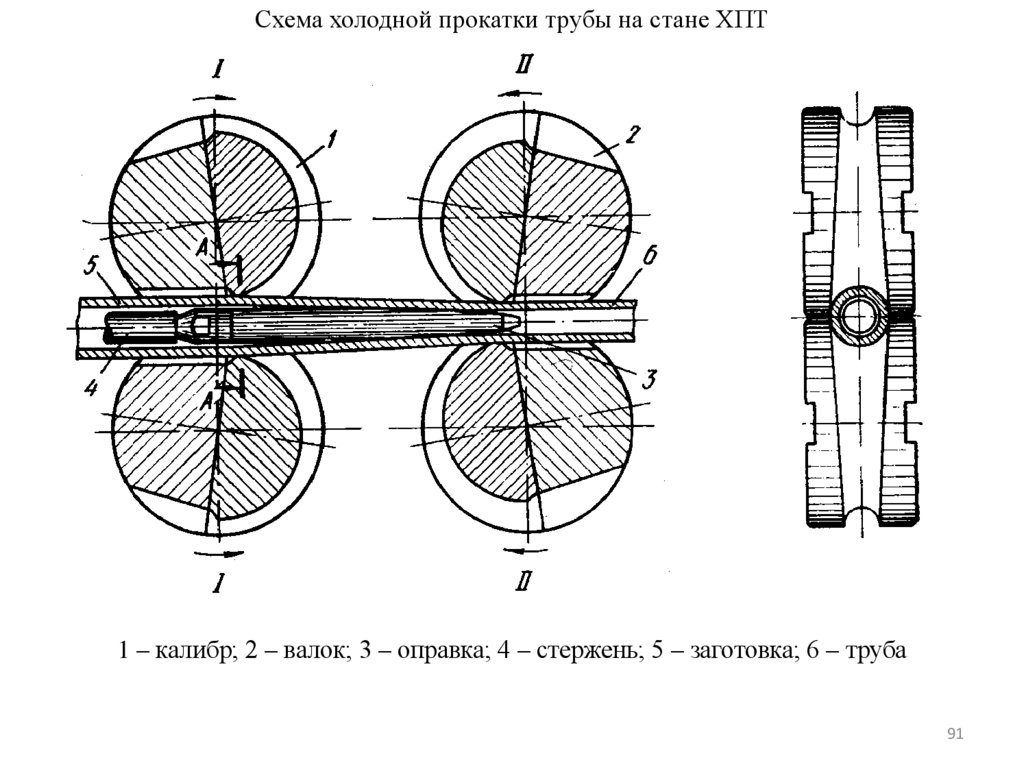
91.
Схема холодной прокатки трубы на стане ХПТ1 – калибр; 2 – валок; 3 – оправка; 4 – стержень; 5 – заготовка; 6 – труба
91
92.
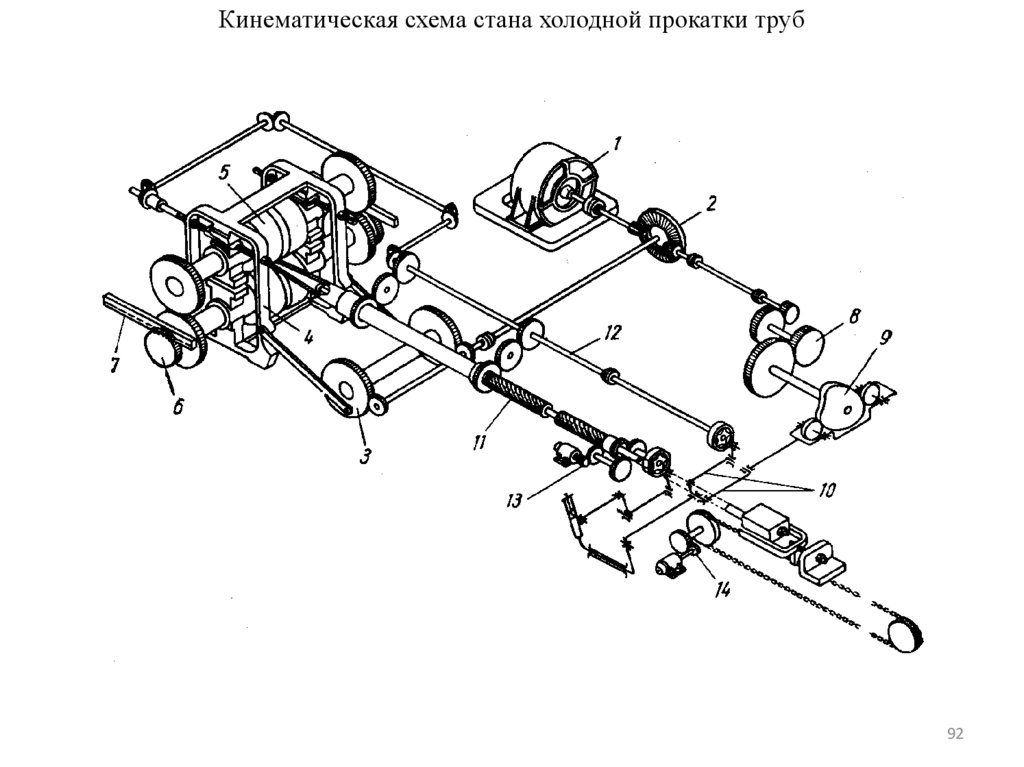
Кинематическая схема стана холодной прокатки труб92
93.
9394.
9495.
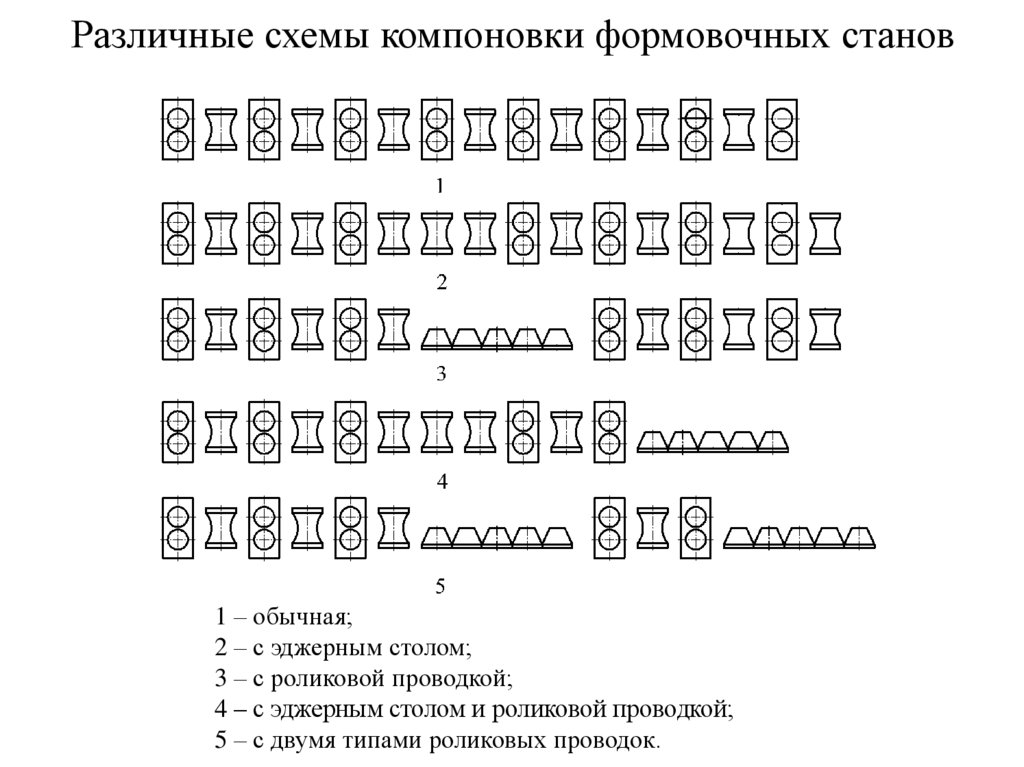
Различные схемы компоновки формовочных станов1 – обычная;
2 – с эджерным столом;
3 – с роликовой проводкой;
4 – с эджерным столом и роликовой проводкой;
5 – с двумя типами роликовых проводок.
96.
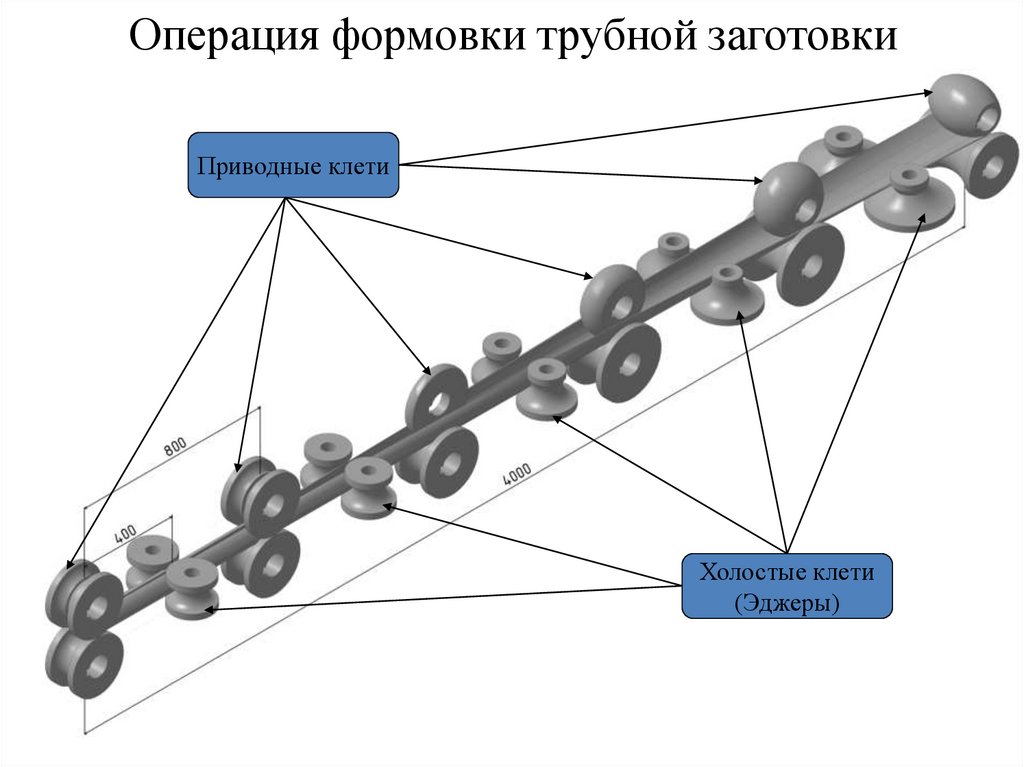
Операция формовки трубной заготовкиПриводные клети
Холостые клети
(Эджеры)
97.
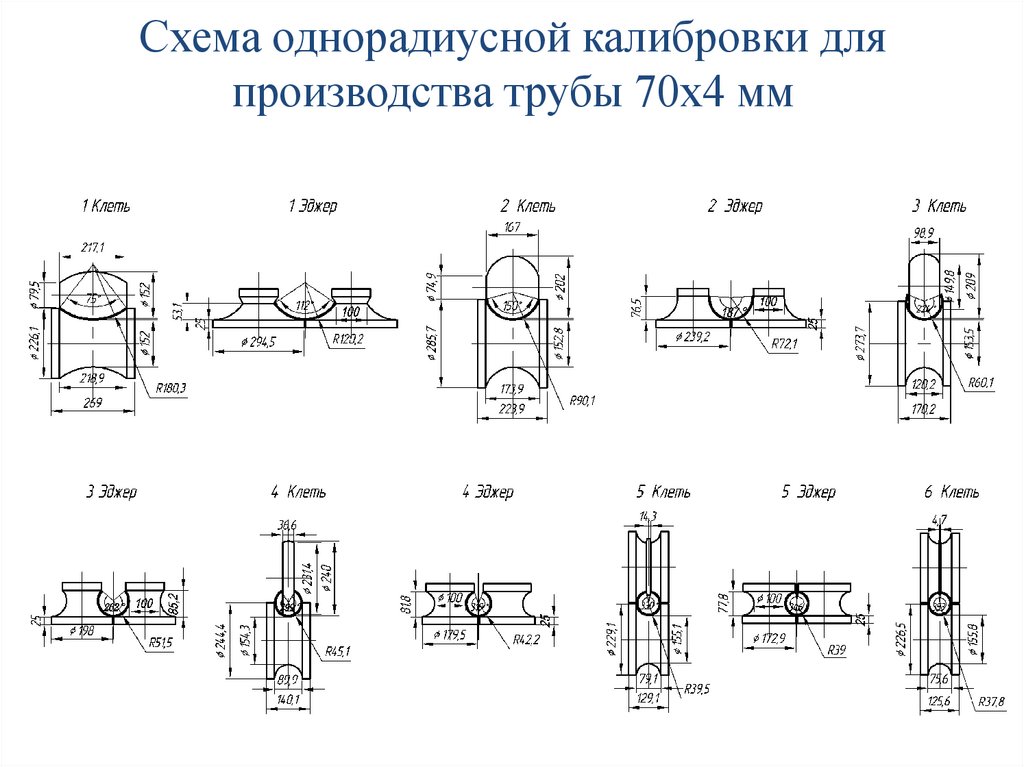
Схема однорадиусной калибровки дляпроизводства трубы 70х4 мм
98.
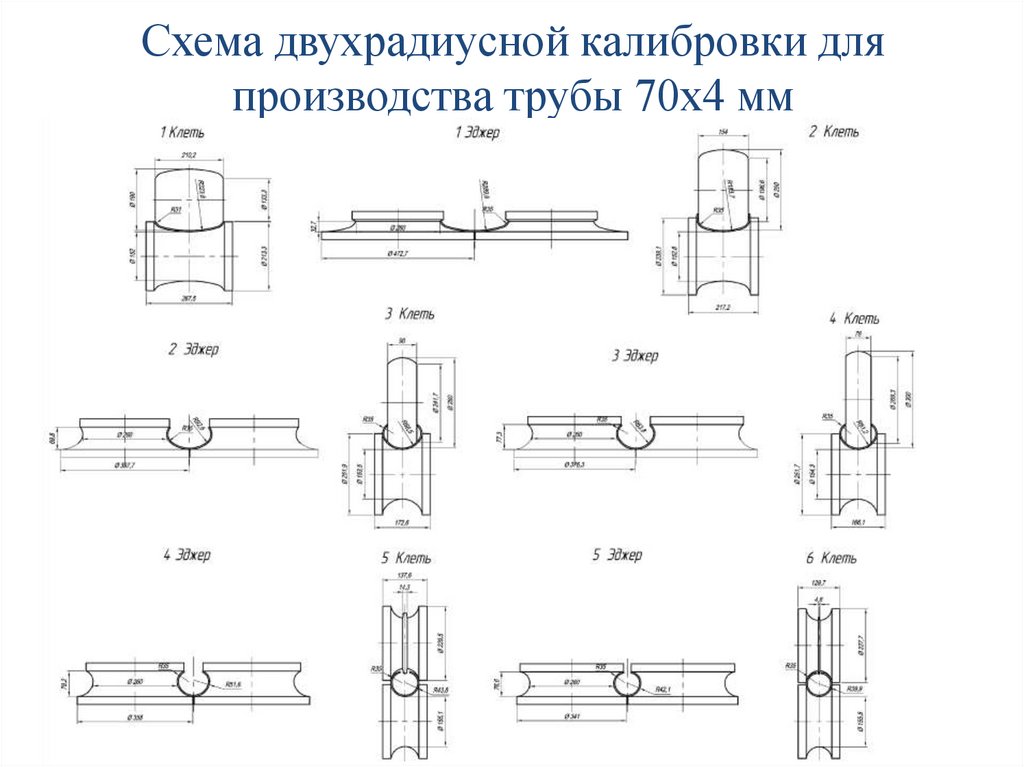
Схема двухрадиусной калибровки дляпроизводства трубы 70х4 мм
99.
Сравнение изменения кривизны штрипса в клетяхстана при различных калибровках
1
i
, мм -1
R Нi
0.03
0.025
0.02
0.015
0.01
0.005
0
1
2
3
4
однорадиусная
5
6
7
№ клети
двухрадиусная по
средневзвешенному значению
8
9
10
11
12
100.
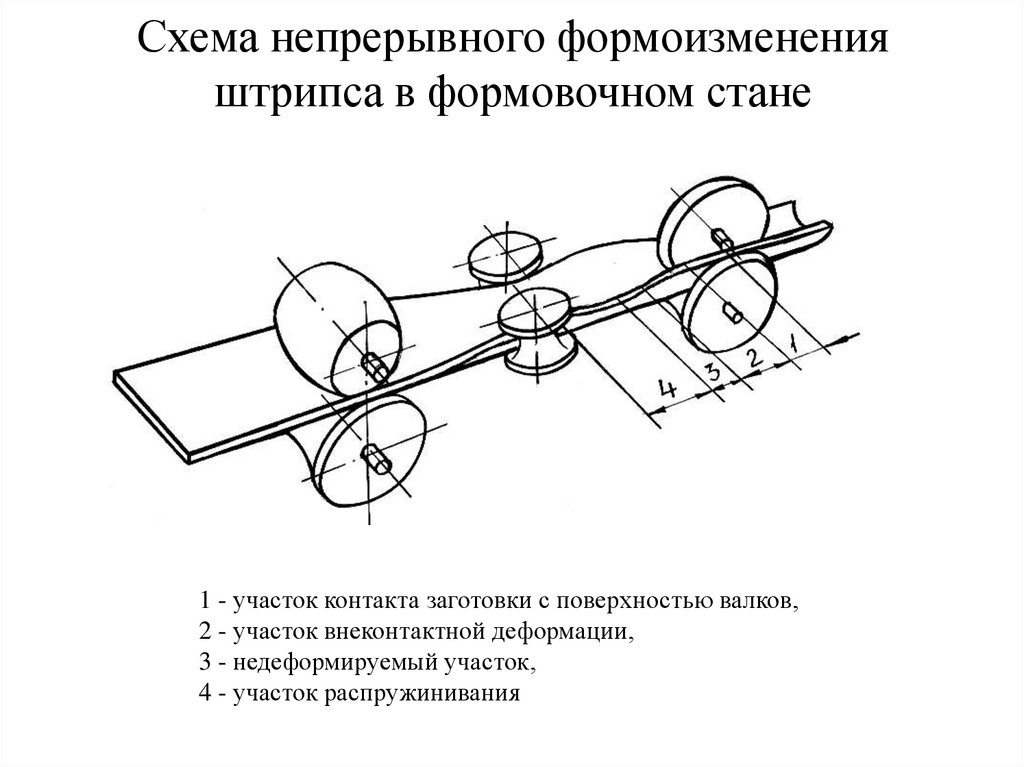
Схема непрерывного формоизмененияштрипса в формовочном стане
1 - участок контакта заготовки с поверхностью валков,
2 - участок внеконтактной деформации,
3 - недеформируемый участок,
4 - участок распружинивания
101.
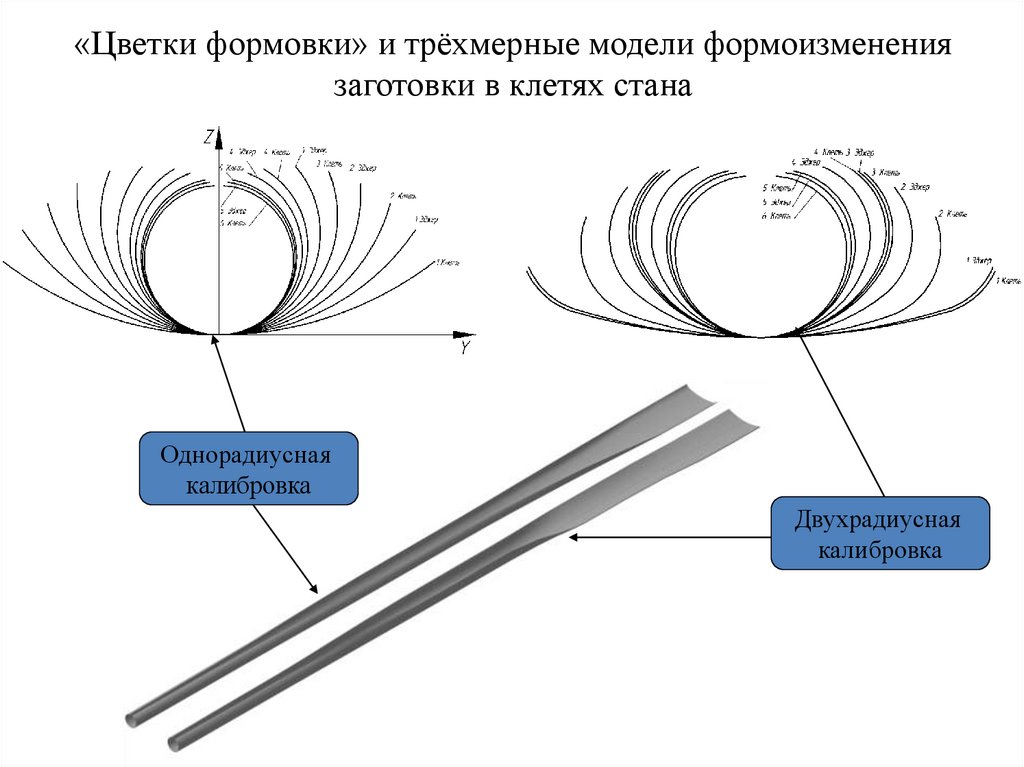
«Цветки формовки» и трёхмерные модели формоизменениязаготовки в клетях стана
Однорадиусная
калибровка
Двухрадиусная
калибровка
102.
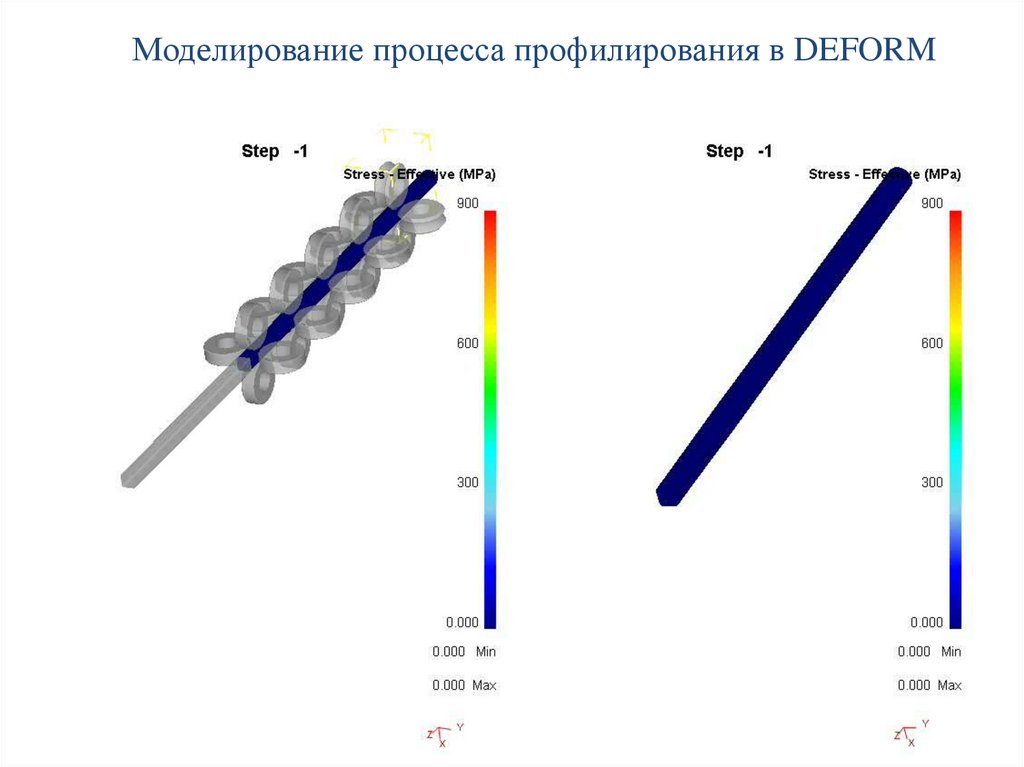
Моделирование процесса профилирования в DEFORM103.
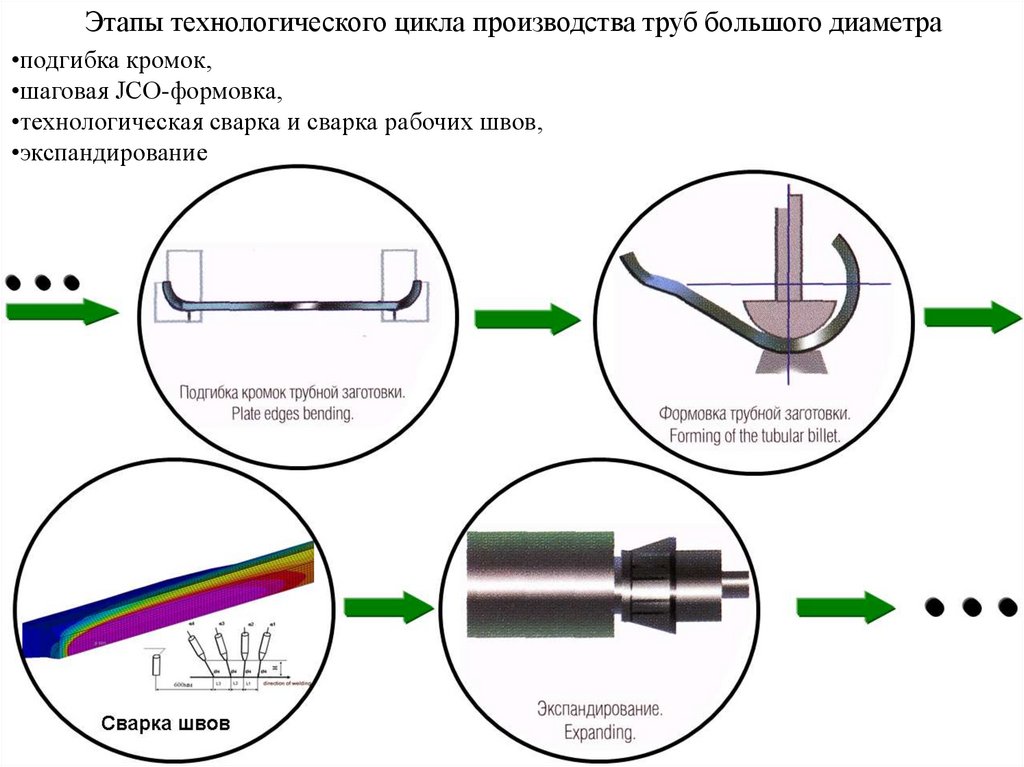
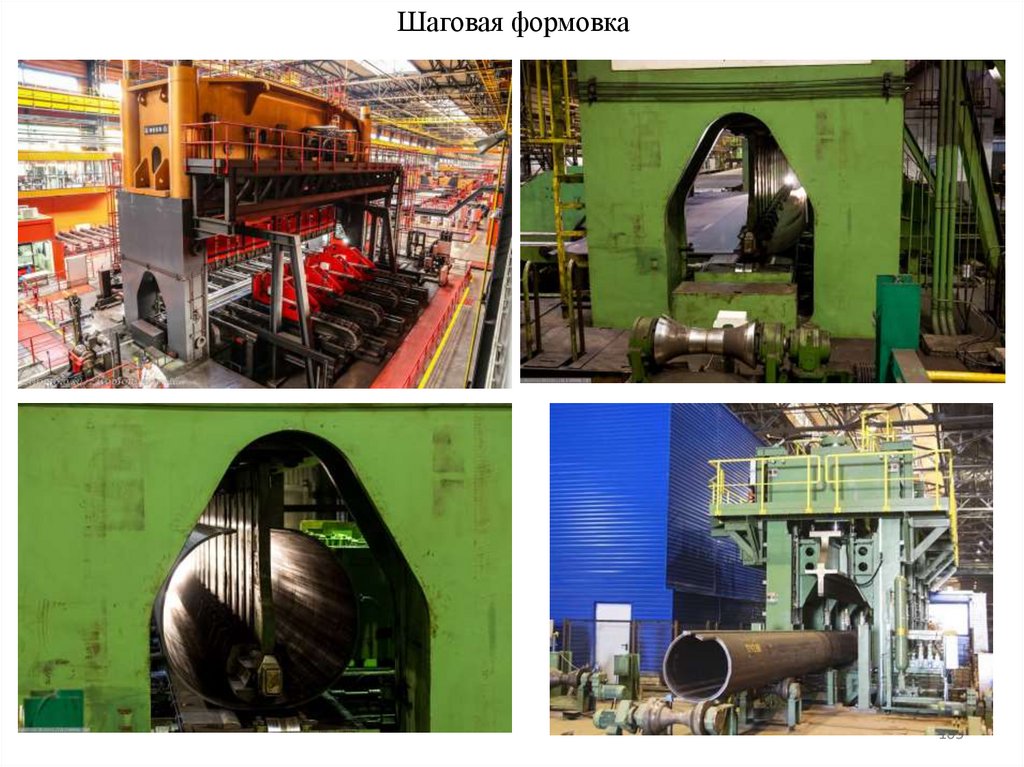
Этапы технологического цикла производства труб большого диаметра•подгибка кромок,
•шаговая JCO-формовка,
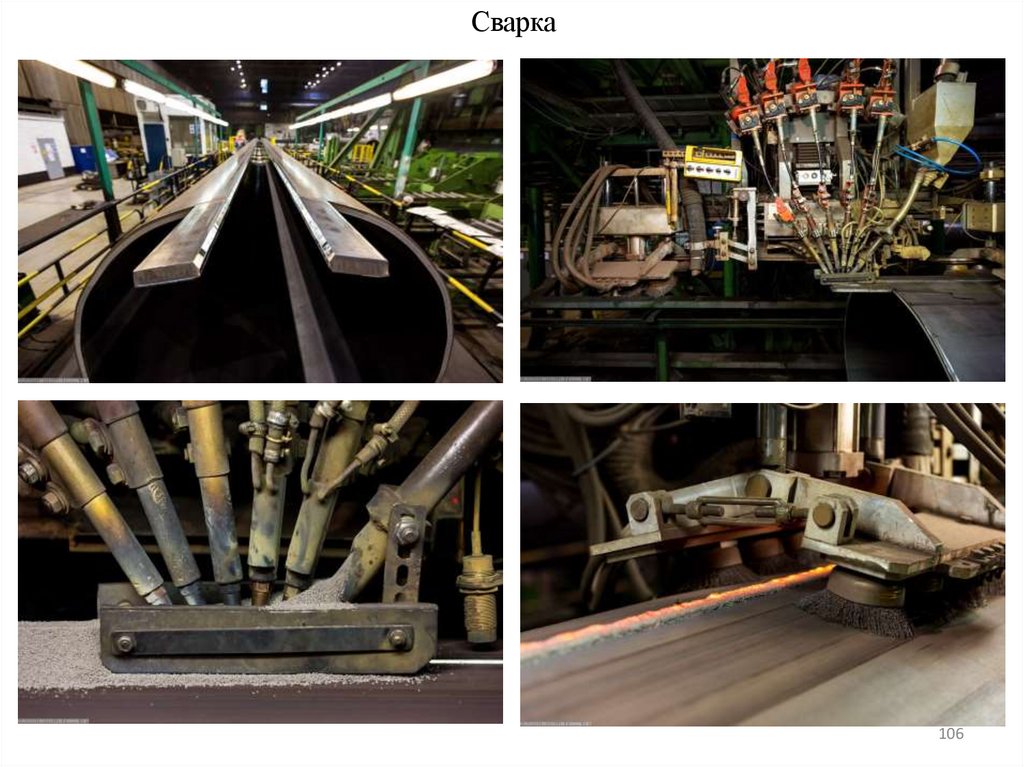
•технологическая сварка и сварка рабочих швов,
•экспандирование
103
104.
Приварка технологических планок и подгибка кромок104
105.
Шаговая формовка105
106.
Сварка106