





 software
softwareSimilar presentations:
")
")








Непрерывные материалы. Полиэтилентерефталат (ПЕТ) (вопрос 7)
1.
НЕПРЕРЫВНЫЕМАТЕРИАЛЫ
2.
ПОЛИЭТИЛЕНТЕРЕФТАЛАТ (ПЕТ)Линейный термопластичный полимер, класс полиэфиров
Получают поликонденсацией кристаллической
терефталевой кислоты с жидким этиленгликолем
Степень кристалличности зависит от состояния полимера:
• при быстром охлаждении расплава до комнатной температуры образуется
аморфный полимер (твёрдое, бесцветное, прозрачное вещество)
• при медленном охлаждении – кристаллизуется со степенью кристалличности
до 50% (белое, непрозрачное вещество)
Выпускается в виде гранул
• Форма прямоугольная
• Размеры 6,0 х 4,0 х 11 мм
• Широкая цветовая гамма
(прозрачная, голубая, зеленая, коричневая и т.п.)
Методом экструзии получают
окрашенные филаменты
Диаметр 1,75 / 2,85 мм
3.
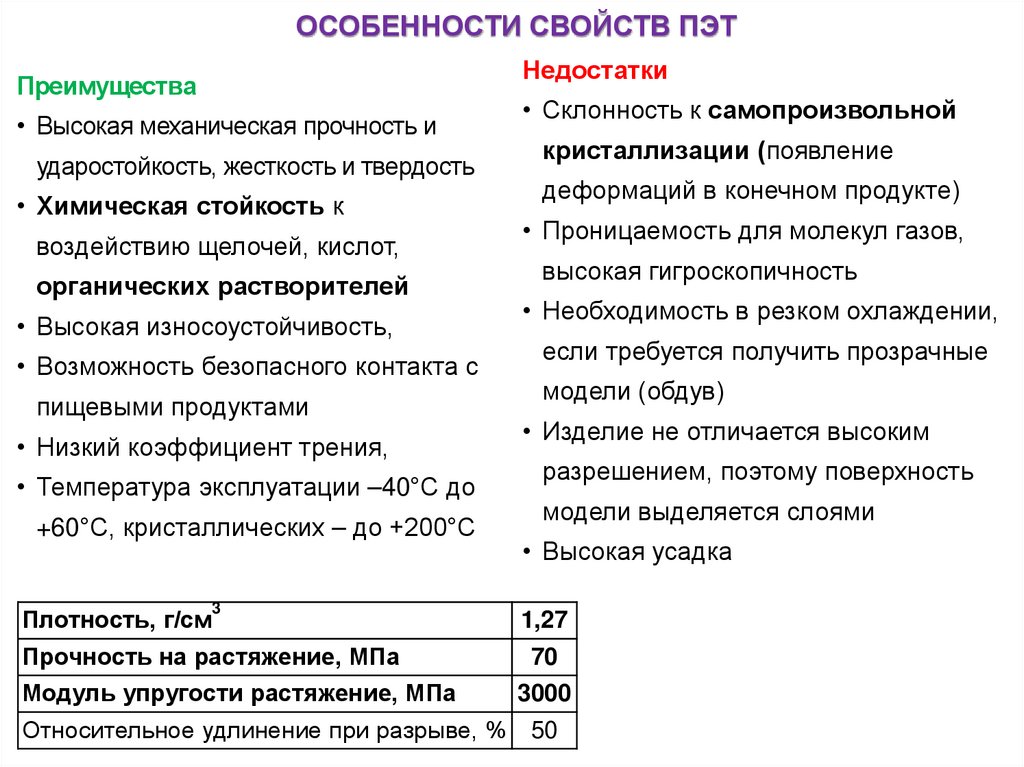
ОСОБЕННОСТИ СВОЙСТВ ПЭТНедостатки
Преимущества
• Высокая механическая прочность и
ударостойкость, жесткость и твердость
• Химическая стойкость к
воздействию щелочей, кислот,
органических растворителей
• Высокая износоустойчивость,
• Возможность безопасного контакта с
пищевыми продуктами
• Низкий коэффициент трения,
• Температура эксплуатации –40°С до
+60°С, кристаллических – до +200°С
3
• Склонность к самопроизвольной
кристаллизации (появление
деформаций в конечном продукте)
• Проницаемость для молекул газов,
высокая гигроскопичность
• Необходимость в резком охлаждении,
если требуется получить прозрачные
модели (обдув)
• Изделие не отличается высоким
разрешением, поэтому поверхность
модели выделяется слоями
• Высокая усадка
Плотность, г/см
1,27
Прочность на растяжение, МПа
70
Модуль упругости растяжение, МПа
3000
Относительное удлинение при разрыве, % 50
4.
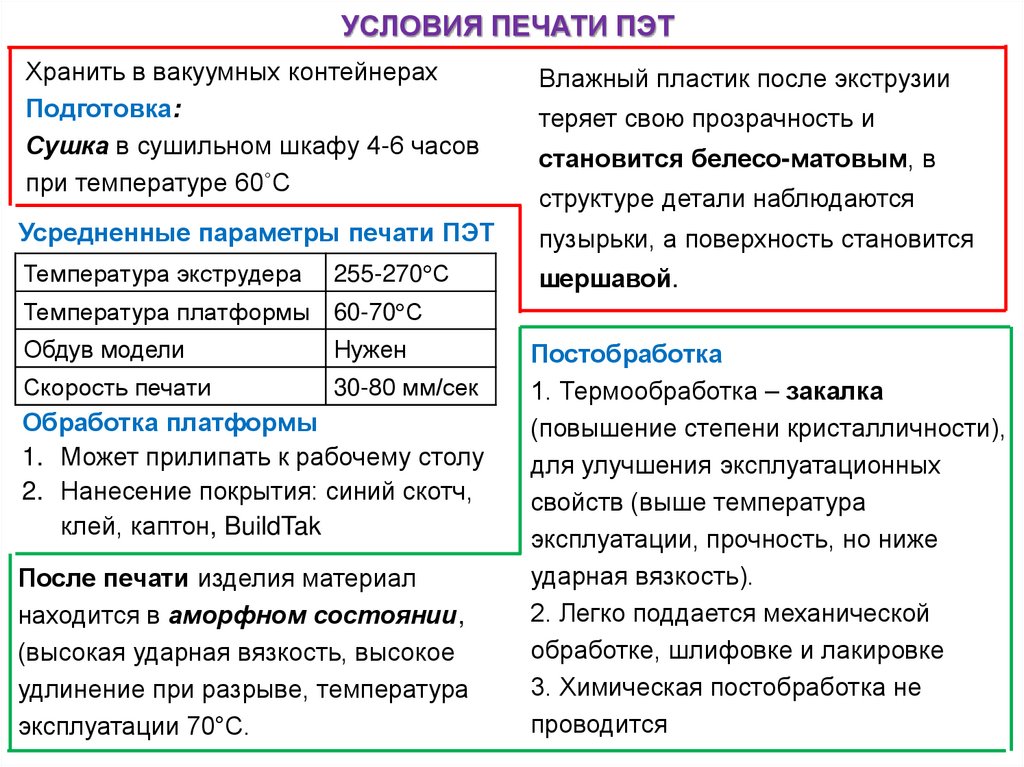
УСЛОВИЯ ПЕЧАТИ ПЭТХранить в вакуумных контейнерах
Подготовка:
Сушка в сушильном шкафу 4-6 часов
при температуре 60˚С
Влажный пластик после экструзии
Усредненные параметры печати ПЭТ
пузырьки, а поверхность становится
Температура экструдера
шершавой.
255-270 С
теряет свою прозрачность и
становится белесо-матовым, в
структуре детали наблюдаются
Температура платформы 60-70 С
Обдув модели
Нужен
Скорость печати
30-80 мм/сек
Обработка платформы
1. Может прилипать к рабочему столу
2. Нанесение покрытия: синий скотч,
клей, каптон, BuildTak
После печати изделия материал
находится в аморфном состоянии,
(высокая ударная вязкость, высокое
удлинение при разрыве, температура
эксплуатации 70°С.
Постобработка
1. Термообработка – закалка
(повышение степени кристалличности),
для улучшения эксплуатационных
свойств (выше температура
эксплуатации, прочность, но ниже
ударная вязкость).
2. Легко поддается механической
обработке, шлифовке и лакировке
3. Химическая постобработка не
проводится
5.
ПРИМЕНЕНИЕ В 3D-ПЕЧАТИ«ЧИСТЫЙ» PET РЕДКО ИСПОЛЬЗУЕТСЯ ДЛЯ 3D ПЕЧАТИ
Сувенирная продукция
Нагруженные детали
Неответственные детали
Предметы для
пищевой
промышленности
Слева стеклянная,
Средняя - ПЭТ
Правая - белый PLA
6.
ПОЛИЭТИЛЕНТЕРЕФТАЛАТ-ГЛИКОЛЬ (PETG, RELAX )PETG (сополиэфир PET) – модификация ПЭТ («g» означает «glycolmodified»), добавление при полимеризации гликоля
Филаменты диаметром 1,75 и 2,85 мм
Особенности свойств
• Прозрачный или полупрозрачный, даже при добавлении
красящего пигмента
• При нагреве не кристаллизуется (аморфный)
• Более пластичный чем PLA и легче печатать чем ABS
• Высокая эластичность и ударопрочность
• При нагреве феном, свободно деформируется и остывает
сохраняя заданную форму, слои не рвутся
• Высокая глянцевость поверхности
• Хорошая стойкость к воздействию жиров и минеральных кислот
• Не впитывает влагу (0,12%)
• Низкая усадка
• Температура эксплуатации
–40°С до +60°С
3
Плотность, г/см
1,3
Прочность на растяжение, МПа
36,5
Модуль упругости растяжение, МПа
2600
Относительное удлинение при разрыве, %
50
7.
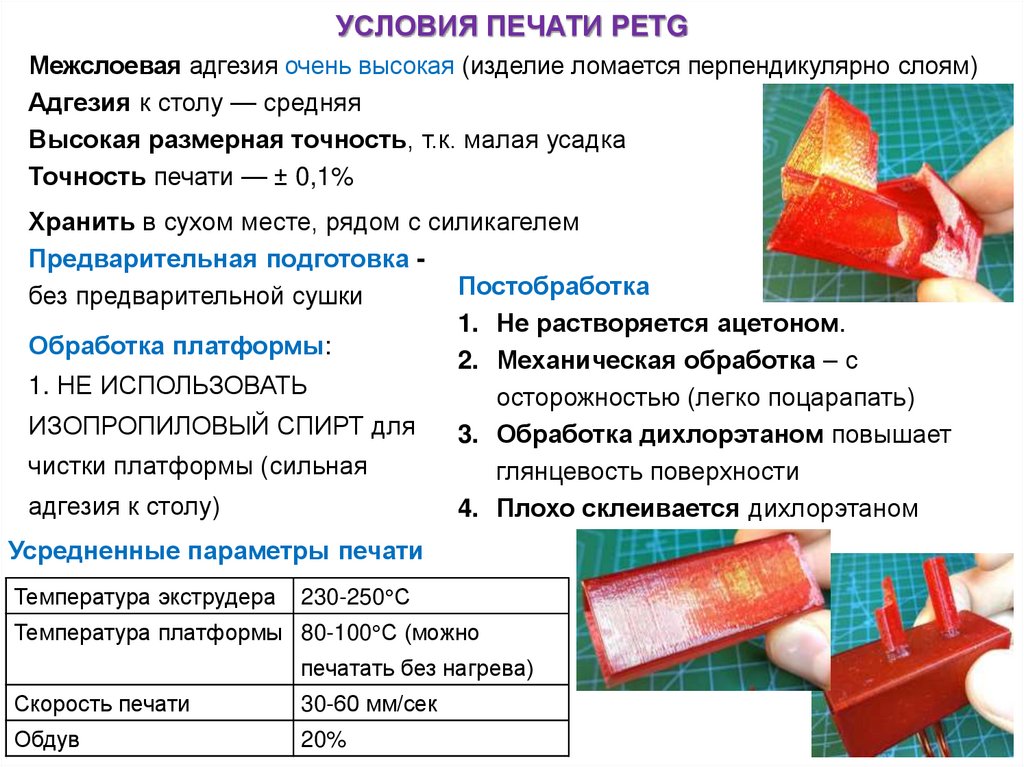
УСЛОВИЯ ПЕЧАТИ PETGМежслоевая адгезия очень высокая (изделие ломается перпендикулярно слоям)
Адгезия к столу — средняя
Высокая размерная точность, т.к. малая усадка
Точность печати — ± 0,1%
Хранить в сухом месте, рядом с силикагелем
Предварительная подготовка Постобработка
без предварительной сушки
1. Не растворяется ацетоном.
Обработка платформы:
2. Механическая обработка – с
1. НЕ ИСПОЛЬЗОВАТЬ
осторожностью (легко поцарапать)
ИЗОПРОПИЛОВЫЙ СПИРТ для
3. Обработка дихлорэтаном повышает
чистки платформы (сильная
глянцевость поверхности
адгезия к столу)
4. Плохо склеивается дихлорэтаном
Усредненные параметры печати
Температура экструдера
230-250 С
Температура платформы 80-100 С (можно
печатать без нагрева)
Скорость печати
30-60 мм/сек
Обдув
20%
8.
ОБЩАЯ ХАРАКТЕРИСТИКА PETGПлюсы
Минусы
1.
Прост в использовании при печати
2.
Отсутствие запаха при печати
оставлять излишние нити
3.
Высокая адгезия слоев
материала на распечатке
4.
Подходит для печати больших
2. Легко царапается
объектов
3. Не растворяется ацетоном
5.
Низкий уровень деформации
напечатанного изделия
6.
Прочность и долговечность
7.
Эластичность
8.
Высокая термостойкость
9.
Отсутствие усадки
10. Не токсичен (контакт с пищей)
11. Стойкость к ультрафиолету
12. Можно подвергать стерилизации
1. Высокая текучесть - может
9.
ПРИМЕНЕНИЕ PETGСоотношение цена/качество делают PETG (ПЭТГ) пластик наиболее
привлекательным среди всех модифицированных пластиков
Элементы мебельного
и интерьерного декора
Контакт с пищевыми
продуктами
Сувениры
формы
для вырубки печенья
Защитные
изделий и корпуса
Отдельные детали для механизмов, машин
(шестерни, втулки и другие детали)
10.
T-GLASE (PETT) - TAULMAN 810T-GLASE (от «tough glass» или «крепкое стекло») прозрачный
пластик, модификация ПЭТ
Низкотемпературный, высокопрочный промышленный пластик
Диаметр филамента – 1,75 мм (редко 2,85 мм)
Выпускается бесцветным или
ОСОБЕННОСТИ СВОЙСТВ T-GLASE (PETT)
окрашенным: красный, синий,
1. Высокая прочность
зеленый и черный
2. Стойкость к низким температурам
3. Не токсичен
4. Низкая степень усадки
5. Прочность и гибкость схожи с ABS-пластиком
6. Светопрозрачность до 91%
7. Устойчивость к влаге и биоразложению
3
Плотность, г/см
1,27
Прочность на растяжение, МПа
50
Модуль упругости растяжение, МПа
553
Относительное удлинение при разрыве, %
78
11.
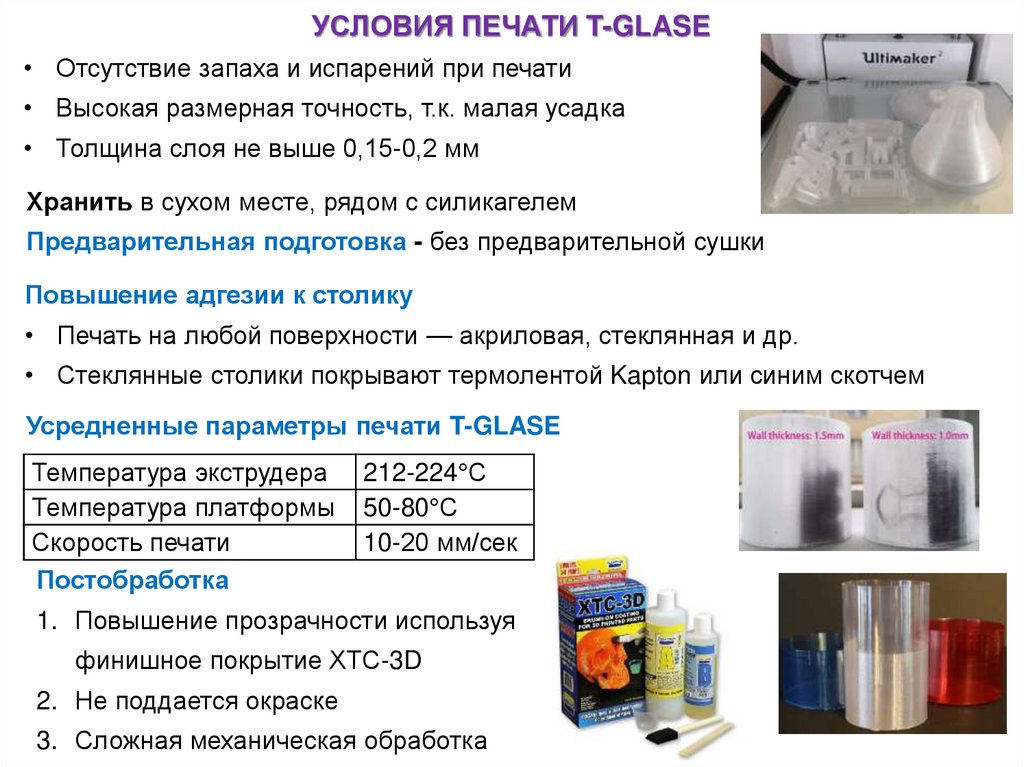
УСЛОВИЯ ПЕЧАТИ T-GLASE• Отсутствие запаха и испарений при печати
• Высокая размерная точность, т.к. малая усадка
• Толщина слоя не выше 0,15-0,2 мм
Хранить в сухом месте, рядом с силикагелем
Предварительная подготовка - без предварительной сушки
Повышение адгезии к столику
• Печать на любой поверхности — акриловая, стеклянная и др.
• Стеклянные столики покрывают термолентой Kapton или синим скотчем
Усредненные параметры печати T-GLASE
Температура экструдера
Температура платформы
Скорость печати
Постобработка
212-224 С
50-80 С
10-20 мм/сек
1. Повышение прозрачности используя
финишное покрытие XTC-3D
2. Не поддается окраске
3. Сложная механическая обработка
12.
ПРИМЕНЕНИЕ T-GLASEСоздание функциональных элементов
Вазы
Посуда
Светильники
Сувениры
Ювелирные изделия