
 software
softwareSimilar presentations:







")

")
Технологические процессы
1.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ2.
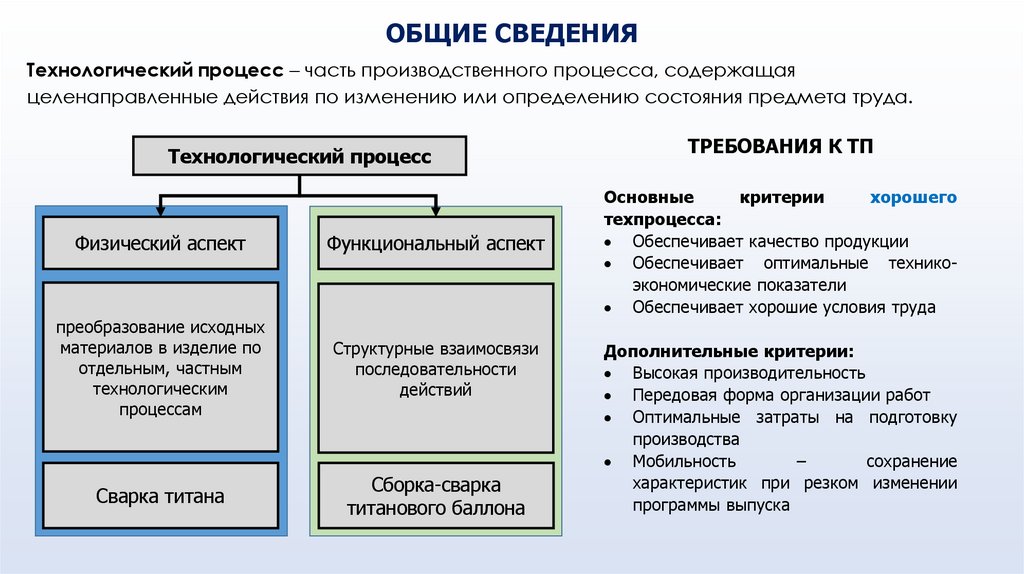
ОБЩИЕ СВЕДЕНИЯТехнологический процесс – часть производственного процесса, содержащая
целенаправленные действия по изменению или определению состояния предмета труда.
Технологический процесс
Физический аспект
Функциональный аспект
преобразование исходных
материалов в изделие по
отдельным, частным
технологическим
процессам
Структурные взаимосвязи
последовательности
действий
Сварка титана
Сборка-сварка
титанового баллона
ТРЕБОВАНИЯ К ТП
Основные
критерии
хорошего
техпроцесса:
Обеспечивает качество продукции
Обеспечивает оптимальные техникоэкономические показатели
Обеспечивает хорошие условия труда
Дополнительные критерии:
Высокая производительность
Передовая форма организации работ
Оптимальные затраты на подготовку
производства
Мобильность
–
сохранение
характеристик при резком изменении
программы выпуска
3.
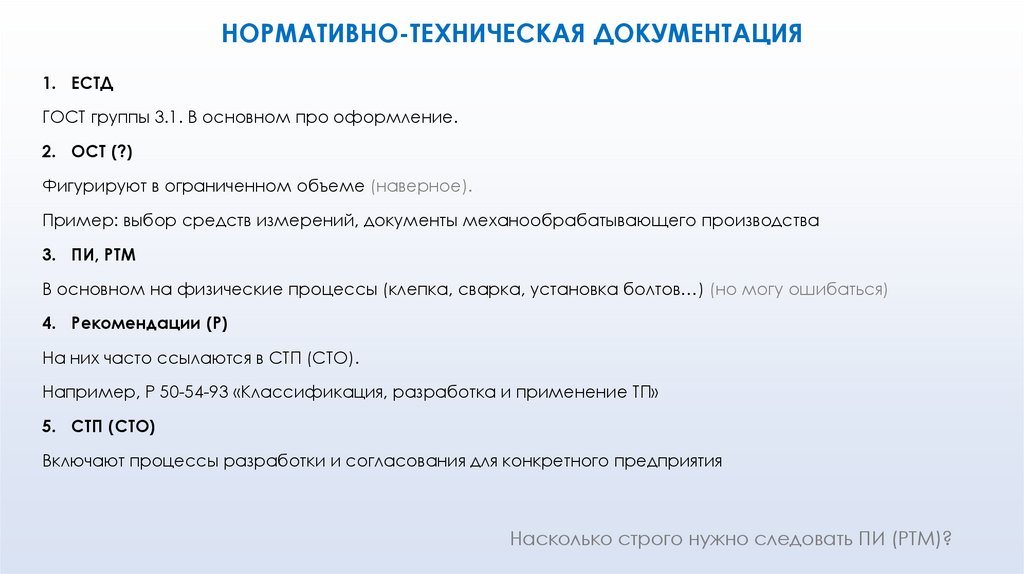
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ1. ЕСТД
ГОСТ группы 3.1. В основном про оформление.
2. ОСТ (?)
Фигурируют в ограниченном объеме (наверное).
Пример: выбор средств измерений, документы механообрабатывающего производства
3. ПИ, РТМ
В основном на физические процессы (клепка, сварка, установка болтов…) (но могу ошибаться)
4. Рекомендации (Р)
На них часто ссылаются в СТП (СТО).
Например, Р 50-54-93 «Классификация, разработка и применение ТП»
5. СТП (СТО)
Включают процессы разработки и согласования для конкретного предприятия
Насколько строго нужно следовать ПИ (РТМ)?
4.
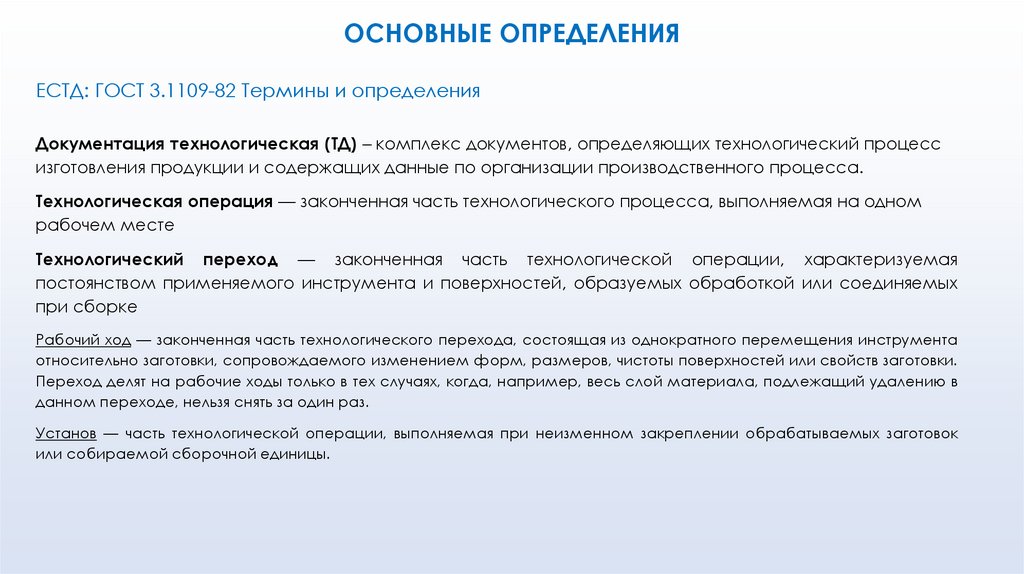
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯЕСТД: ГОСТ 3.1109-82 Термины и определения
Документация технологическая (ТД) – комплекс документов, определяющих технологический процесс
изготовления продукции и содержащих данные по организации производственного процесса.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном
рабочем месте
Технологический переход — законченная часть технологической операции, характеризуемая
постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых
при сборке
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента
относительно заготовки, сопровождаемого изменением форм, размеров, чистоты поверхностей или свойств заготовки.
Переход делят на рабочие ходы только в тех случаях, когда, например, весь слой материала, подлежащий удалению в
данном переходе, нельзя снять за один раз.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок
или собираемой сборочной единицы.
5.
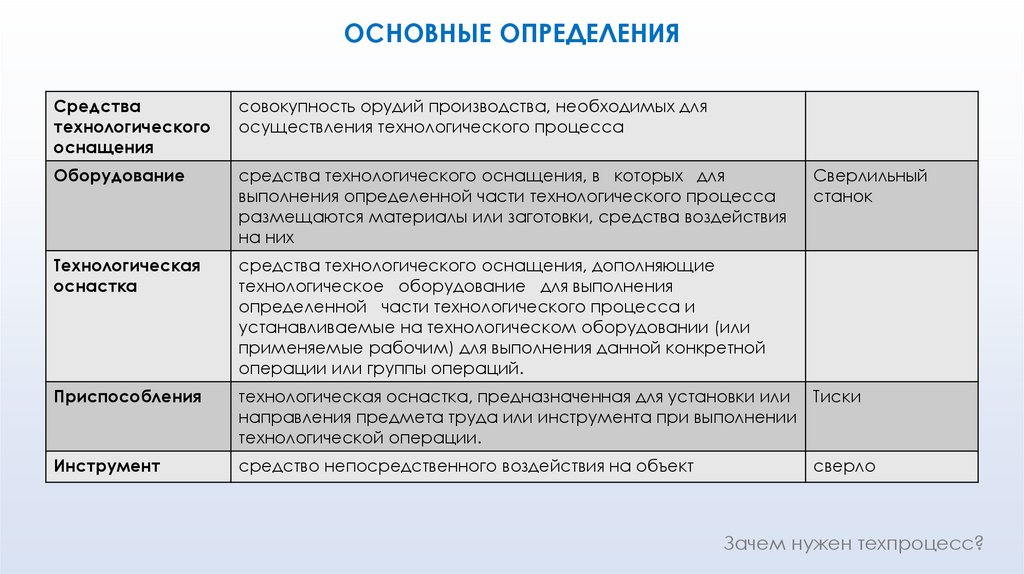
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯСредства
технологического
оснащения
совокупность орудий производства, необходимых для
осуществления технологического процесса
Оборудование
средства технологического оснащения, в которых для
выполнения определенной части технологического процесса
размещаются материалы или заготовки, средства воздействия
на них
Технологическая
оснастка
средства технологического оснащения, дополняющие
технологическое оборудование для выполнения
определенной части технологического процесса и
устанавливаемые на технологическом оборудовании (или
применяемые рабочим) для выполнения данной конкретной
операции или группы операций.
Приспособления
технологическая оснастка, предназначенная для установки или Тиски
направления предмета труда или инструмента при выполнении
технологической операции.
Инструмент
средство непосредственного воздействия на объект
Сверлильный
станок
сверло
Зачем нужен техпроцесс?
6.
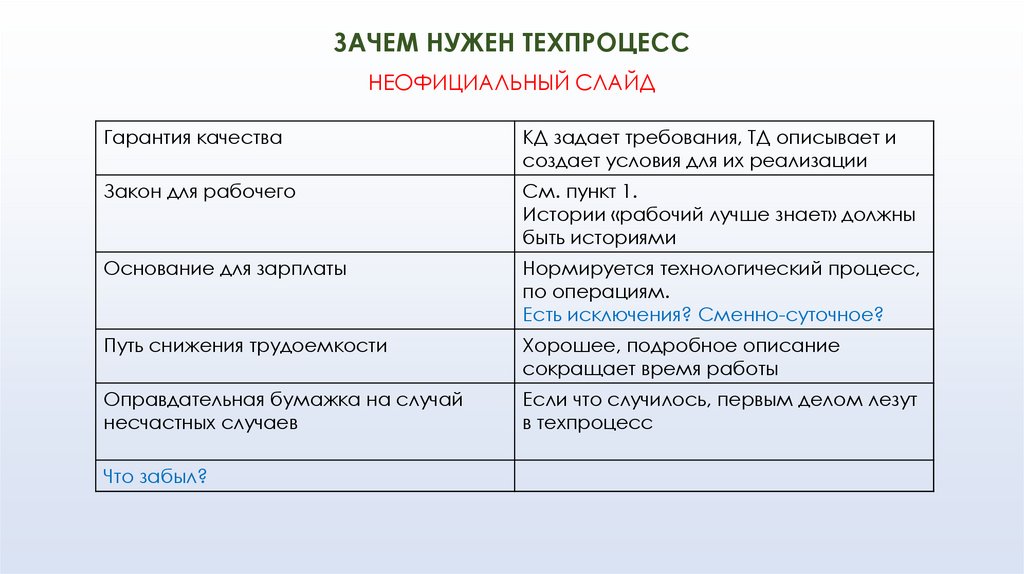
ЗАЧЕМ НУЖЕН ТЕХПРОЦЕССНЕОФИЦИАЛЬНЫЙ СЛАЙД
Гарантия качества
КД задает требования, ТД описывает и
создает условия для их реализации
Закон для рабочего
См. пункт 1.
Истории «рабочий лучше знает» должны
быть историями
Основание для зарплаты
Нормируется технологический процесс,
по операциям.
Есть исключения? Сменно-суточное?
Путь снижения трудоемкости
Хорошее, подробное описание
сокращает время работы
Оправдательная бумажка на случай
несчастных случаев
Если что случилось, первым делом лезут
в техпроцесс
Что забыл?
7.
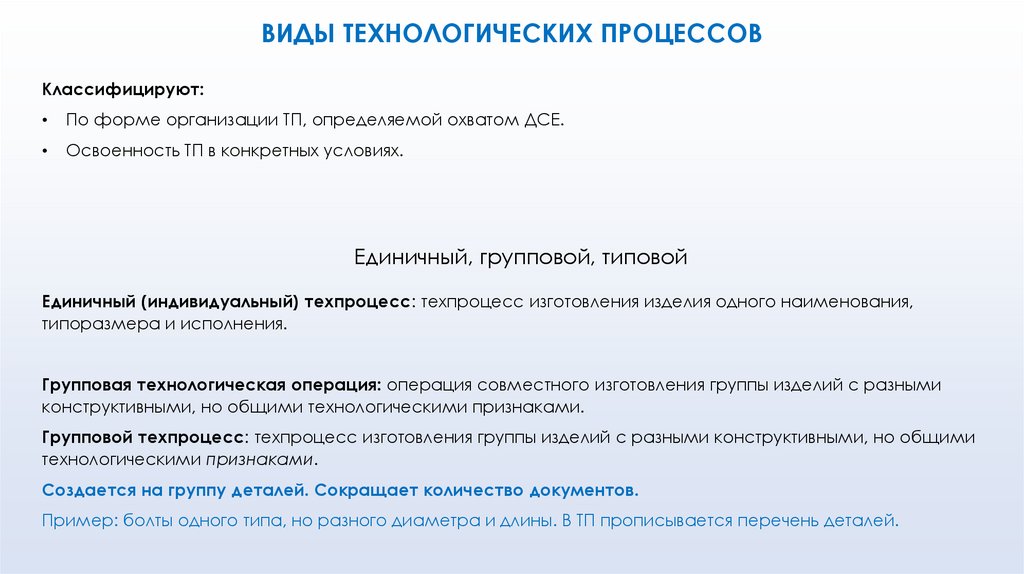
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВКлассифицируют:
По форме организации ТП, определяемой охватом ДСЕ.
Освоенность ТП в конкретных условиях.
Единичный, групповой, типовой
Единичный (индивидуальный) техпроцесс: техпроцесс изготовления изделия одного наименования,
типоразмера и исполнения.
Групповая технологическая операция: операция совместного изготовления группы изделий с разными
конструктивными, но общими технологическими признаками.
Групповой техпроцесс: техпроцесс изготовления группы изделий с разными конструктивными, но общими
технологическими признаками.
Создается на группу деталей. Сокращает количество документов.
Пример: болты одного типа, но разного диаметра и длины. В ТП прописывается перечень деталей.
8.
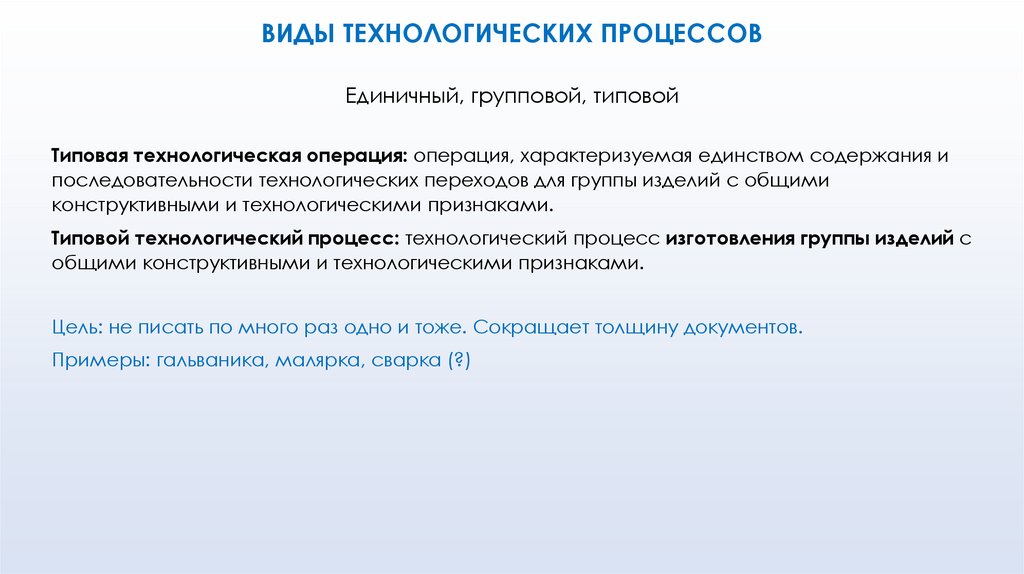
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВЕдиничный, групповой, типовой
Типовая технологическая операция: операция, характеризуемая единством содержания и
последовательности технологических переходов для группы изделий с общими
конструктивными и технологическими признаками.
Типовой технологический процесс: технологический процесс изготовления группы изделий с
общими конструктивными и технологическими признаками.
Цель: не писать по много раз одно и тоже. Сокращает толщину документов.
Примеры: гальваника, малярка, сварка (?)
9.
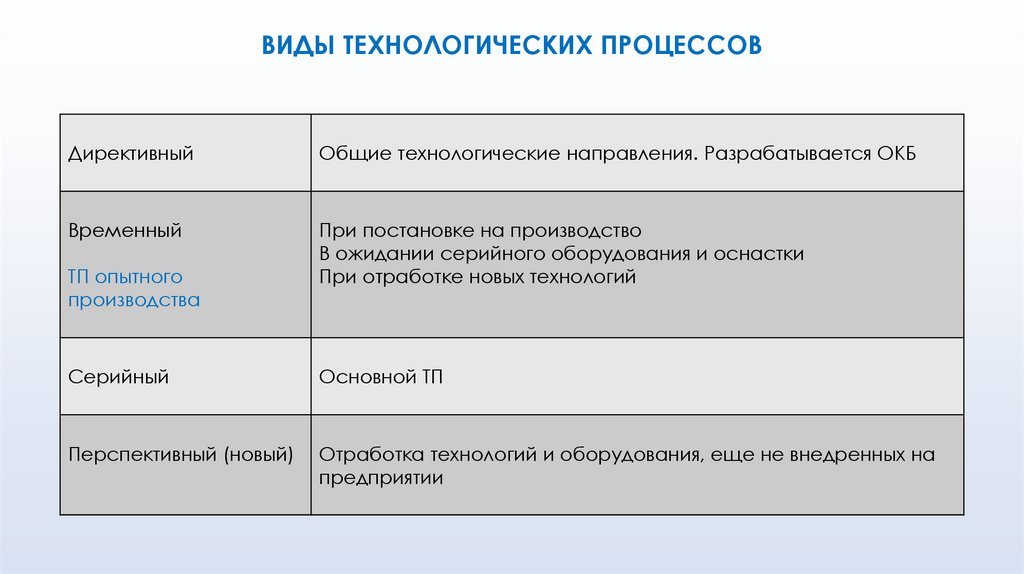
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВДирективный
Общие технологические направления. Разрабатывается ОКБ
Временный
При постановке на производство
В ожидании серийного оборудования и оснастки
При отработке новых технологий
ТП опытного
производства
Серийный
Основной ТП
Перспективный (новый)
Отработка технологий и оборудования, еще не внедренных на
предприятии
10.
ДИРЕКТИВНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССДирективный техпроцесс необходим для:
ОСТ 1 42390-95
• для выработки технической политики предприятия
• определения основных мероприятий, обеспечивающих освоение нового изделия
• разработки техпроцессов серийного производства
Разработка директивного техпроцесса производится ОКБ (в т.ч. с привлечением
сторонних организаций) параллельно с проектированием изделия и завершается до
передачи его КД изготовителю. Перечень разрабатываемых директивных технологий
также определяется ОКБ.
11.
ВРЕМЕННЫЙ ТПВременный ТП разрабатывается и применяется в следующих случаях:
• при временном отсутствии
отдельных
СТО, предусмотренных технологическим
процессом (установочная партия, изменения КД);
• при изготовлении изделий по разовым заказам в незначительном количестве;
• при выходе из строя оборудования или оснастки, предусмотренных технологическим
процессом;
• при
экспериментальной
отработке
новых
ТП,
требующих
отработки
(опытное
производство?);
Принципиальное отличие – срок действия
12.
ОСОБО-ОТВЕТСТВЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫООТП – ТП на особо ответственные ДСЕ
• Особо ответственные составные части – СЧ ЛА, единичные отказы которых в полете
приводят к аварийной или катастрофической ситуации и для обеспечения
необходимого уровня безотказности которых должны выполняться специальные
требования на стадиях разработки, производства и эксплуатации.
• Особо ответственный конструктивный параметр - параметр ООСЧ и/или ООЭК,
несоответствие которого установленным требованиям (значениям) вызывает вид
отказа, приводящий к аварийной или катастрофической ситуации.
• Особо ответственный технологический процесс (операция) - процесс (операция)
изготовления, сборки, монтажа, регулировки, контроля, испытаний и др.,
непосредственно или косвенно влияющий на значение особо ответственного
параметра ООСЧ и/или ООЭК.
• Особо ответственный технологический параметр - параметр, определяющий
особую ответственность технологического процесса (операции).
13.
СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫСпециальный ТП – Технологический процесс (операция), результат выполнения
которого может быть проконтролирован или косвенно, или методами разрушающего
контроля
Это процессы:
• связанные с фазовыми превращениями материала (сварка, пайка,
термообработка)
• связанные с молекулярными и структурными превращениями (покрытия,
изготовление деталей из ПКМ)
• выполнение соединений с гарантированным натягом
• и др.
14.
ОСОБЕННОСТИ РАЗРАБОТКИ ООТП И СпецТП1. По перечню ООДСЕ разрабатывается перечень ООТП (с указанием критических
параметров)
2. Утверждает большой начальник (главный инженер)
3. Особый контроль применяемого оборудования и оснастки, сопроводительная
документация (паспорта?)
Основное отличие – дополнительные контроль, согласования и утверждения
15.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫРАЗРАБОТКА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Исходники ТП
16.
ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ ТПОснование для разработки – расцеховка (маршрут)
Планирование разработки ТП увязано или включено в общий график ТПП
«Исходная» информация делится на:
• Базовую (КД, ДТМ, ТУ от разработчика)
• Руководящую (ГОСТ и ОСТ, СТП, ПИ, ИОТ и т.п., включая
заводские)
• Справочная (НТИ, каталоги, методики)
Что должно быть в техпроцессе?
17.
СОДЕРЖАНИЕ ТЕХПРОЦЕССОВУстанавливаются требования к:
полуфабрикатам и заготовкам (как внутри завода, так и внешних)
содержанию работ;
соответствию НТД;
технологическим режимам обработки;
определению необходимых средств технологического оснащения,
нормам основных и вспомогательных материалов;
уровню квалификации (разрядам работ) исполнителей и контролеров
трудоемкости выполнения работ (???)
параметрам производственной среды
методам и средствам контроля (испытаний) продукции
применению технологической тары, транспортированию, погрузочно- разгрузочным работам и другим
вспомогательным процессам
оформлению необходимой документации (технологических паспортов, журналов контроля технологических
процессов, протоколов термограмм и т.п
безопасности труда, экологии и т.п.
18.
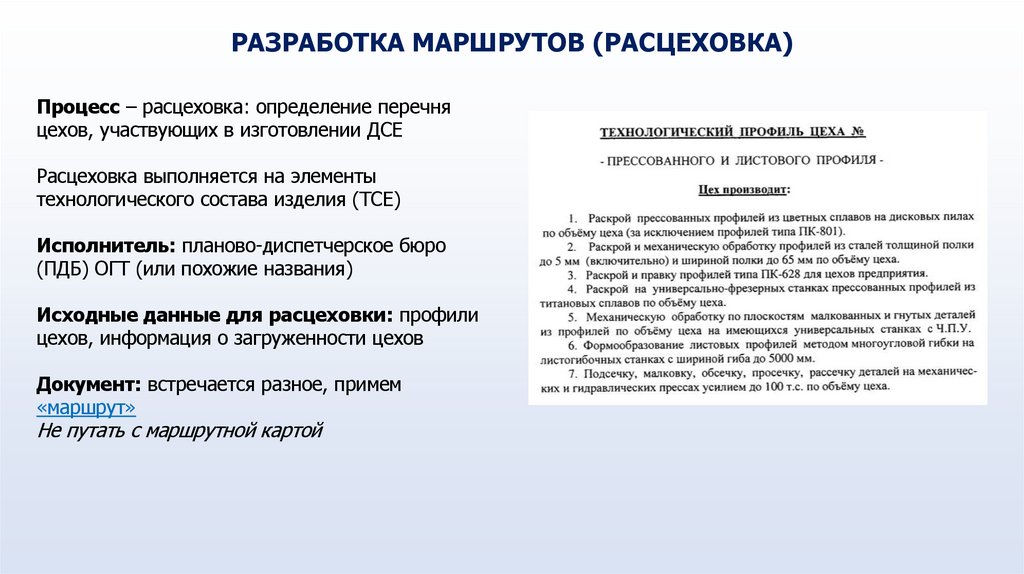
РАЗРАБОТКА МАРШРУТОВ (РАСЦЕХОВКА)Процесс – расцеховка: определение перечня
цехов, участвующих в изготовлении ДСЕ
Расцеховка выполняется на элементы
технологического состава изделия (ТСЕ)
Исполнитель: планово-диспетчерское бюро
(ПДБ) ОГТ (или похожие названия)
Исходные данные для расцеховки: профили
цехов, информация о загруженности цехов
Документ: встречается разное, примем
«маршрут»
Не путать с маршрутной картой
19.
НОРМИРОВАНИЕ МАТЕРИАЛАВиды материала:
• Основные – остаются на изделии (полуфабрикат, краска, наверное что-то еще)
• Вспомогательные – остаются в цехе (в отходах)
Процесс – нормирование, определение норм расхода материала на одно изделие
Нормирование вспомогательного материала – через удельные нормы (кг. краски на 1 кв. метр)
или экспертно (значительно реже)
Методика нормирования основного материала индивидуальна и зависит от:
• Типа полуфабриката (лист, пруток… )
• Способа раскроя (групповой или индивидцуальный)
• Оборудования
20.
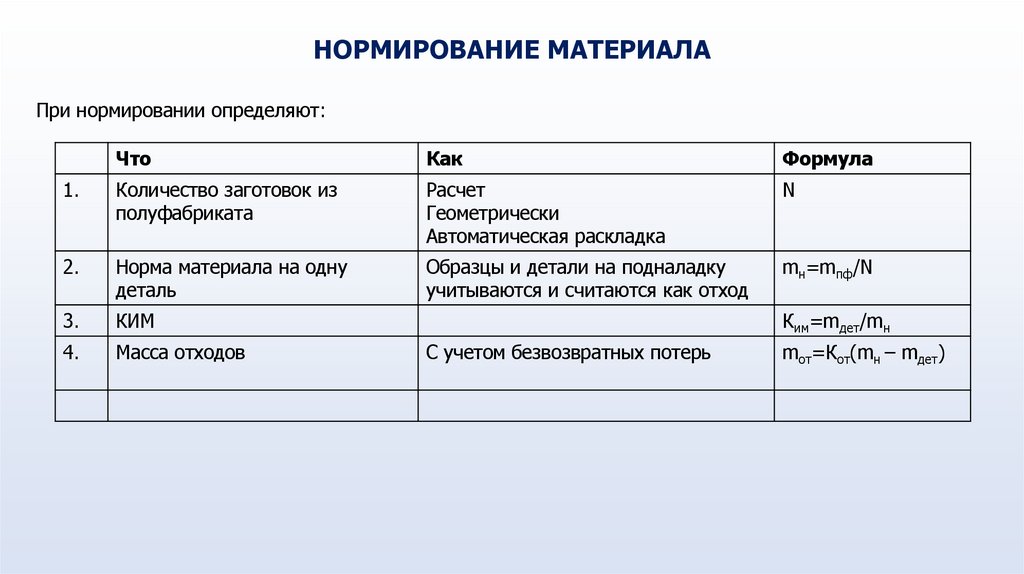
НОРМИРОВАНИЕ МАТЕРИАЛАПри нормировании определяют:
Что
Как
Формула
1.
Количество заготовок из
полуфабриката
Расчет
Геометрически
Автоматическая раскладка
N
2.
Норма материала на одну
деталь
Образцы и детали на подналадку
учитываются и считаются как отход
mн=mпф/N
3.
КИМ
4.
Масса отходов
Ким=mдет/mн
С учетом безвозвратных потерь
mот=Кот(mн – mдет)
21.
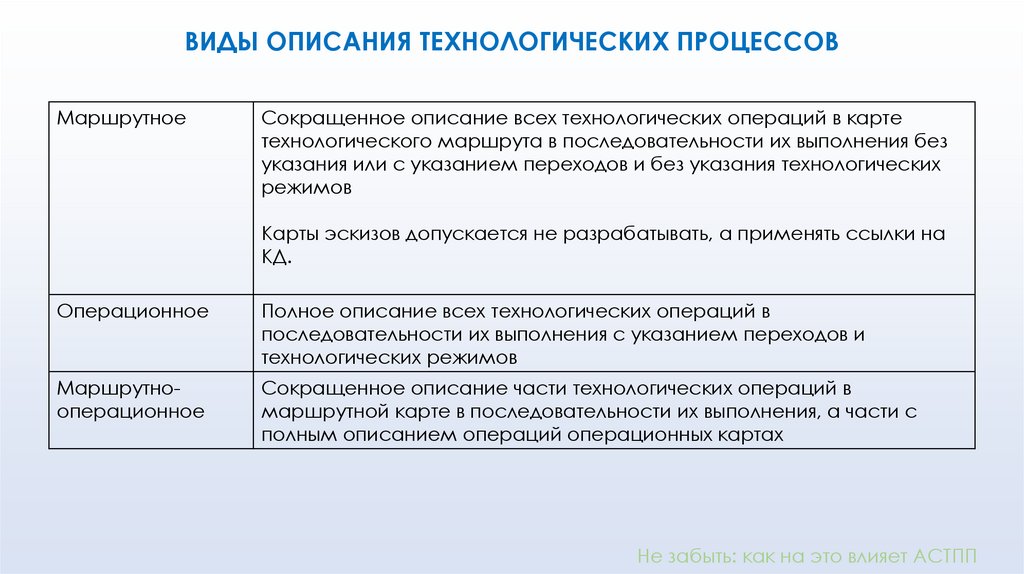
ВИДЫ ОПИСАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВМаршрутное
Сокращенное описание всех технологических операций в карте
технологического маршрута в последовательности их выполнения без
указания или с указанием переходов и без указания технологических
режимов
Карты эскизов допускается не разрабатывать, а применять ссылки на
КД.
Операционное
Полное описание всех технологических операций в
последовательности их выполнения с указанием переходов и
технологических режимов
Маршрутнооперационное
Сокращенное описание части технологических операций в
маршрутной карте в последовательности их выполнения, а части с
полным описанием операций операционных картах
Не забыть: как на это влияет АСТПП
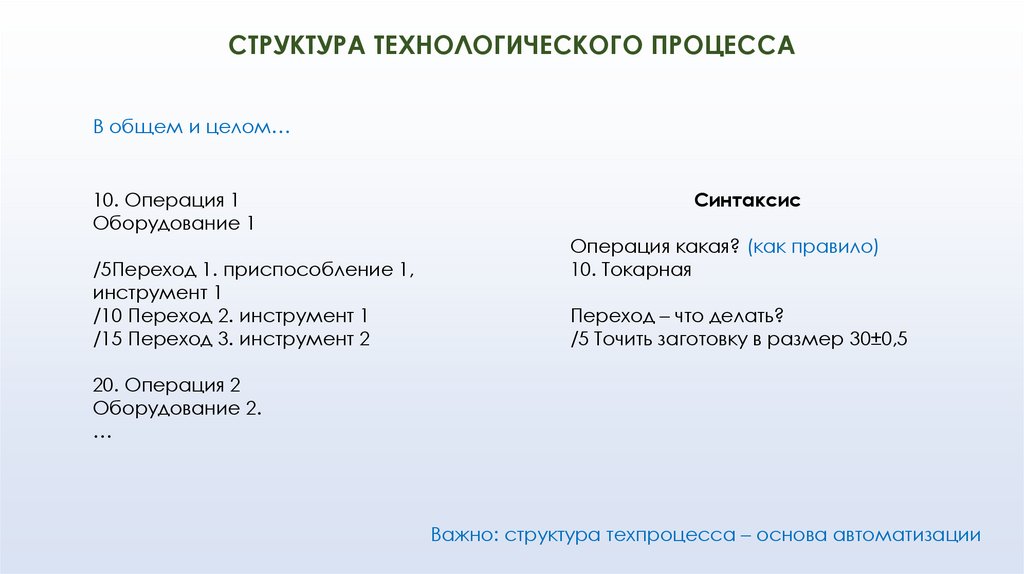
22.
СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССАВ общем и целом…
10. Операция 1
Оборудование 1
/5Переход 1. приспособление 1,
инструмент 1
/10 Переход 2. инструмент 1
/15 Переход 3. инструмент 2
Синтаксис
Операция какая? (как правило)
10. Токарная
Переход – что делать?
/5 Точить заготовку в размер 30±0,5
20. Операция 2
Оборудование 2.
…
Важно: структура техпроцесса – основа автоматизации
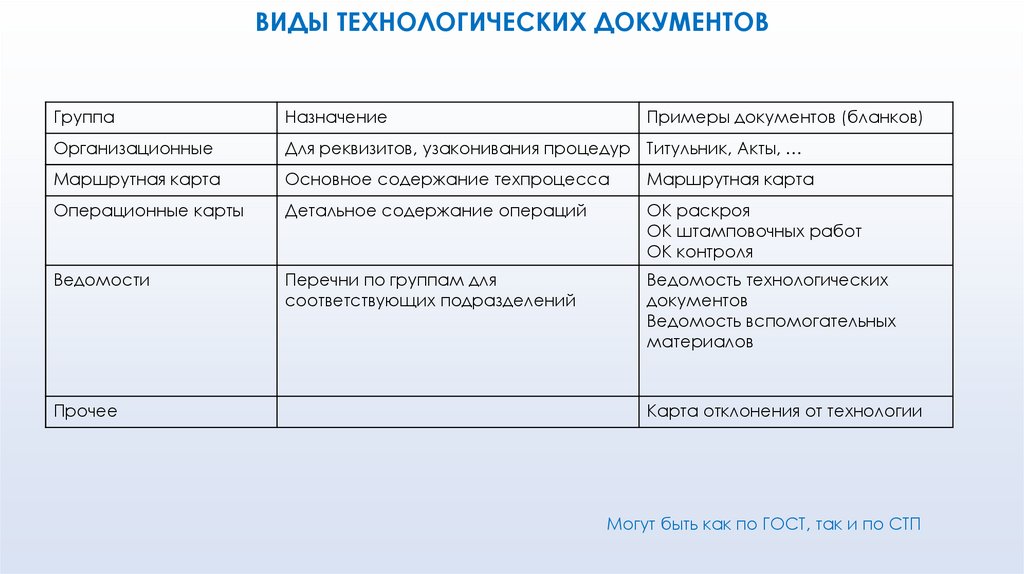
23.
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВГруппа
Назначение
Организационные
Для реквизитов, узаконивания процедур Титульник, Акты, …
Маршрутная карта
Основное содержание техпроцесса
Маршрутная карта
Операционные карты
Детальное содержание операций
ОК раскроя
ОК штамповочных работ
ОК контроля
Ведомости
Перечни по группам для
соответствующих подразделений
Ведомость технологических
документов
Ведомость вспомогательных
материалов
Прочее
Примеры документов (бланков)
Карта отклонения от технологии
Могут быть как по ГОСТ, так и по СТП
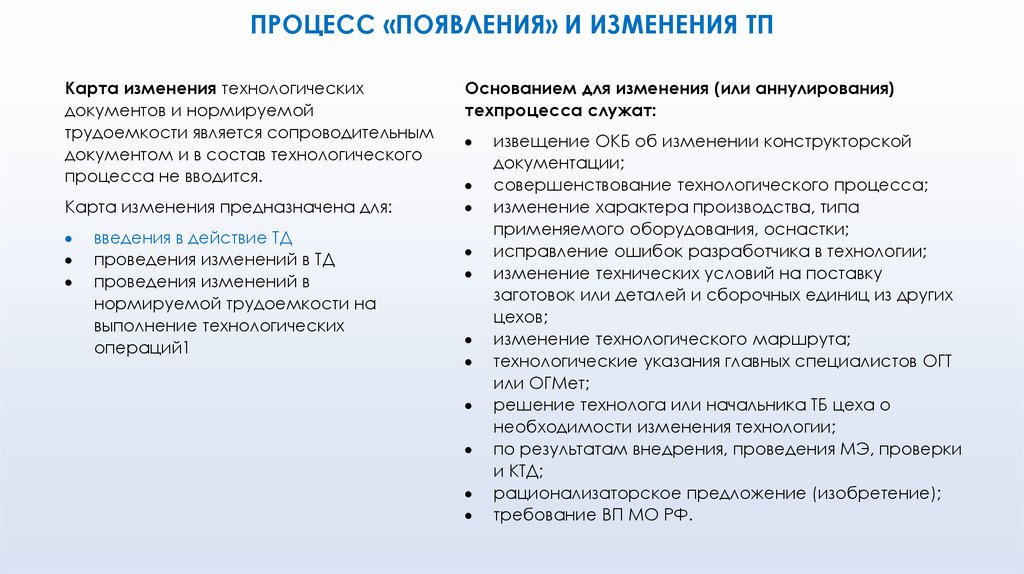
24.
ПРОЦЕСС «ПОЯВЛЕНИЯ» И ИЗМЕНЕНИЯ ТПКарта изменения технологических
документов и нормируемой
трудоемкости является сопроводительным
документом и в состав технологического
процесса не вводится.
Карта изменения предназначена для:
введения в действие ТД
проведения изменений в ТД
проведения изменений в
нормируемой трудоемкости на
выполнение технологических
операций1
Основанием для изменения (или аннулирования)
техпроцесса служат:
извещение ОКБ об изменении конструкторской
документации;
совершенствование технологического процесса;
изменение характера производства, типа
применяемого оборудования, оснастки;
исправление ошибок разработчика в технологии;
изменение технических условий на поставку
заготовок или деталей и сборочных единиц из других
цехов;
изменение технологического маршрута;
технологические указания главных специалистов ОГТ
или ОГМет;
решение технолога или начальника ТБ цеха о
необходимости изменения технологии;
по результатам внедрения, проведения МЭ, проверки
и КТД;
рационализаторское предложение (изобретение);
требование ВП МО РФ.
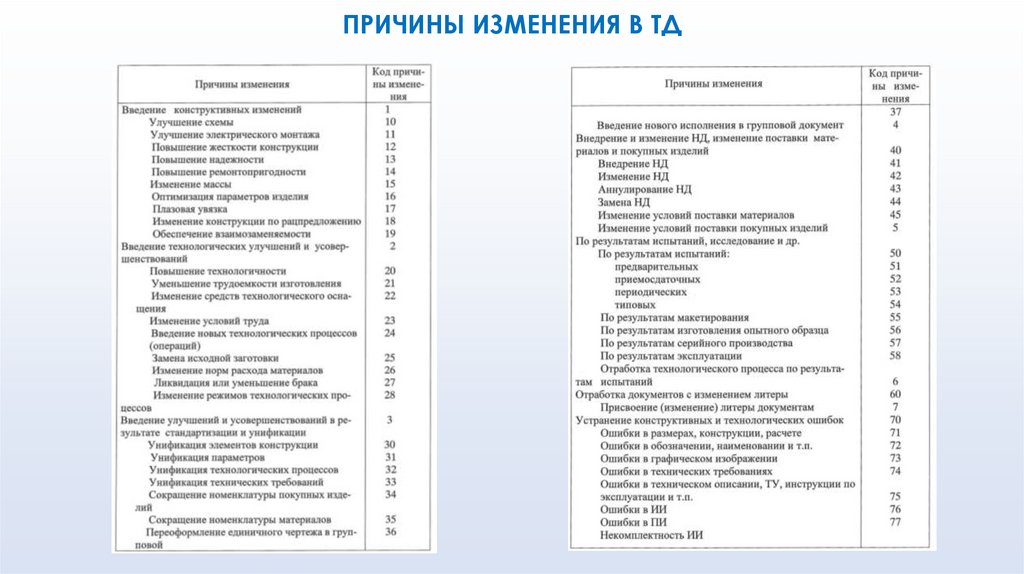
25.
ПРИЧИНЫ ИЗМЕНЕНИЯ В ТД26.
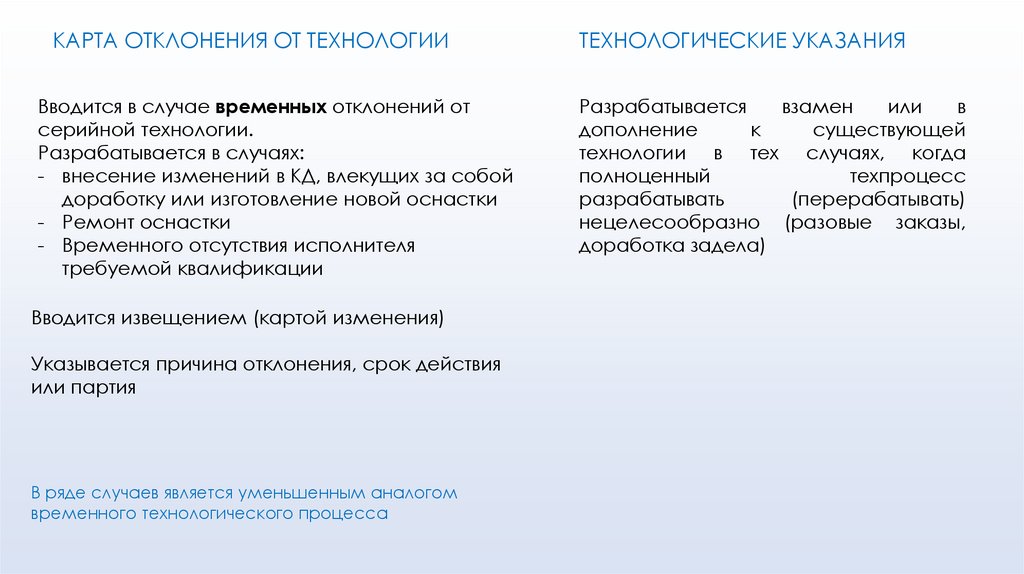
КАРТА ОТКЛОНЕНИЯ ОТ ТЕХНОЛОГИИВводится в случае временных отклонений от
серийной технологии.
Разрабатывается в случаях:
- внесение изменений в КД, влекущих за собой
доработку или изготовление новой оснастки
- Ремонт оснастки
- Временного отсутствия исполнителя
требуемой квалификации
Вводится извещением (картой изменения)
Указывается причина отклонения, срок действия
или партия
В ряде случаев является уменьшенным аналогом
временного технологического процесса
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ
Разрабатывается
взамен
или
в
дополнение
к
существующей
технологии в тех случаях, когда
полноценный
техпроцесс
разрабатывать
(перерабатывать)
нецелесообразно (разовые заказы,
доработка задела)
27.
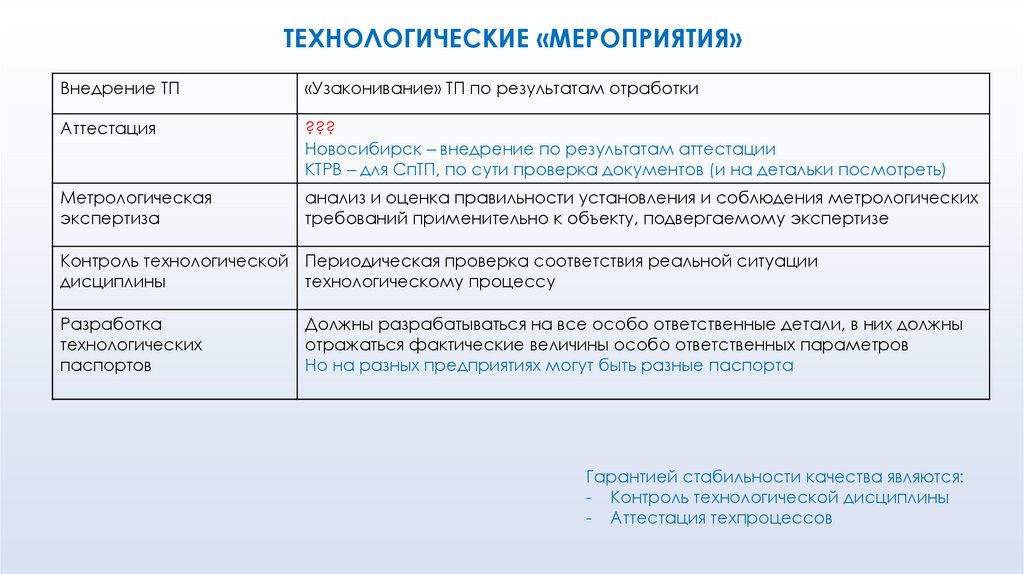
ТЕХНОЛОГИЧЕСКИЕ «МЕРОПРИЯТИЯ»Внедрение ТП
«Узаконивание» ТП по результатам отработки
Аттестация
???
Новосибирск – внедрение по результатам аттестации
КТРВ – для СпТП, по сути проверка документов (и на детальки посмотреть)
Метрологическая
экспертиза
анализ и оценка правильности установления и соблюдения метрологических
требований применительно к объекту, подвергаемому экспертизе
Контроль технологической Периодическая проверка соответствия реальной ситуации
дисциплины
технологическому процессу
Разработка
технологических
паспортов
Должны разрабатываться на все особо ответственные детали, в них должны
отражаться фактические величины особо ответственных параметров
Но на разных предприятиях могут быть разные паспорта
Гарантией стабильности качества являются:
- Контроль технологической дисциплины
- Аттестация техпроцессов
28.
ВНЕДРЕНИЕВсе разработанные техпроцессы (кроме временных) должны быть внедрены с оформлением акта
Акт внедрения подтверждает технологическое обеспечение бездефектного изготовления продукции
Изменения техпроцессов в период внедрения проводятся только в цеховых копиях технологами цеха
без оформления карты изменения
После уточнений техпроцесса (если такие имеются) по результатам об работки первой партии
деталей (сборочных единиц) выписывается карта изменения. В карте изменения вносятся все уточнения
и изменения, выявленные при изготовлении ДСЕ, и оформляется Акт внедрения.
Изготовление деталей и сборочных единиц второй и последующих партий без оформления Акта
внедрения серийных техпроцессов запрещается
29.
МЕТРОЛОГИЧЕСКАЯ ЭКСПЕРТИЗАМетрологическая экспертиза конструкторской и технологической документации –
анализ и оценка технических решений по установлению норм точности и обеспечению
методами, средствами, условиями и процедурами выполнения измерений при …
производстве … изделий АТ
Проводится
специалистами - экспертами технологических отделов или производственных
подразделений (по принадлежности и по видам производств), обученными и аттестованными в
соответствии с требованиями.
Подлежат следующие виды технологических документов:
• маршрутная карта, если в ней предусмотрен контроль параметров с указанием методов и
средств измерений;
• операционная карта, в том числе операционная карта технического контроля;
• технологическая инструкция, если в ней изложены требования по измерениям;
• извещение об изменении ТД, касающееся вопросов измерения и контроля параметров изделий
(составных частей изделий).
Прохождение метрологической экспертизы подтверждается штампом и подписями на первом (или
титульном - для особо
ответственных
или
специальных процессов) листе подлинника
технологического документа
30.
КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОЙ ДИСЦИПЛИНЫ. АТТЕСТАЦИЯОсновная цель КТД – обнаружение и предотвращение нарушений технологии
Обеспечивается созданием условий для выполнения технологии и контролем технологической
дисциплины
Одна из задач – разработка мероприятий по устранению
Аттестация ТП – проверка «работоспособности» техпроцесса
Гарантией стабильности качества являются:
• Контроль технологической дисциплины
• Аттестация техпроцессов