
























 software
software industry
industrySimilar presentations:










T-FLEX PDM: T-FLEX DOCs; T-FLEX технология
1.
ТРАДИЦИИ И ИННОВАЦИИ__________________________________________________________
Интегрированные CAD/CAM системы и управление станками с ЧПУ
направление подготовки: 15.04.05 «Конструкторско-технологическое обеспечени
машиностроительных производств»)
__________________________________________________________
T-FLEX PDM: T-FLEX DOCS; T-FLEX ТЕХНОЛОГИЯ
Лектор: Соболев Александр Николаевич., к.т.н., доцент.
Кафедра станков ФГБОУ ВО «МГТУ «Станкин»
04.06.2025
1
2.
СПИСОК ЛИТЕРАТУРЫ1. T-FLEX CAD. Краткий вводный курс – М.: ЗАО «Топ Системы», 2014 –
299с. (Электронный документ).
2. Основы T-FLEX CAD. Двумерное проектирование и черчение.
Руководство пользователя – М.: ЗАО «Топ Системы», 2014 – 895с.
(Электронный документ). http://www.tflexcad.ru/download/documentation/
3. Основы T-FLEX CAD. Трёхмерное моделирование. Руководство
пользователя – М.: ЗАО «Топ Системы», 2014 – 857с. (Электронный
документ). http://www.tflexcad.ru/download/documentation/
Стоимость обучения
4. T-FLEX CAD. Интерактивное учебное пособие
http://www.tflexcad.ru/training/tutorial/
1 специалиста:
28 тыс.руб.
5. Бунаков П.Ю. Сквозное проектирование в T-FLEX – М.: «ДМК Пресс»,
2009 – 400с.
04.06.2025
2
3.
Назначение T-FLEX DOCsT-FLEX DOCs является ядром программного комплекса T-FLEX PLM, позволяющего
организовывать информационную среду конструкторского и технологического проектирования,
подготовки и управления производством, сбытом и послепродажным сопровождением изделия.
PLM-система (англ. product lifecycle management) — прикладное программное обеспечение для
управления жизненным циклом продукции.
Жизненный цикл изделия (жизненный цикл продукции) — совокупность процессов, выполняемых
от момента выявления потребностей общества в определённой продукции до момента
удовлетворения этих потребностей и утилизации продукта.
Этапы жизненного цикла:
1. Маркетинговые исследования.
2. Проектирование продукта.
3. Планирование и разработка процесса изготовления.
4. Закупка материалов и комплектующих.
5. Производство или обслуживание.
6. Проверка.
7. Упаковка и хранение.
8. Продажа и распределение.
9. Монтаж и наладка.
10. Техническая поддержка и обслуживание.
11. Эксплуатация по назначению.
12. Послепродажная деятельность.
13. Утилизация и(или) переработка.
04.06.2025
3
4.
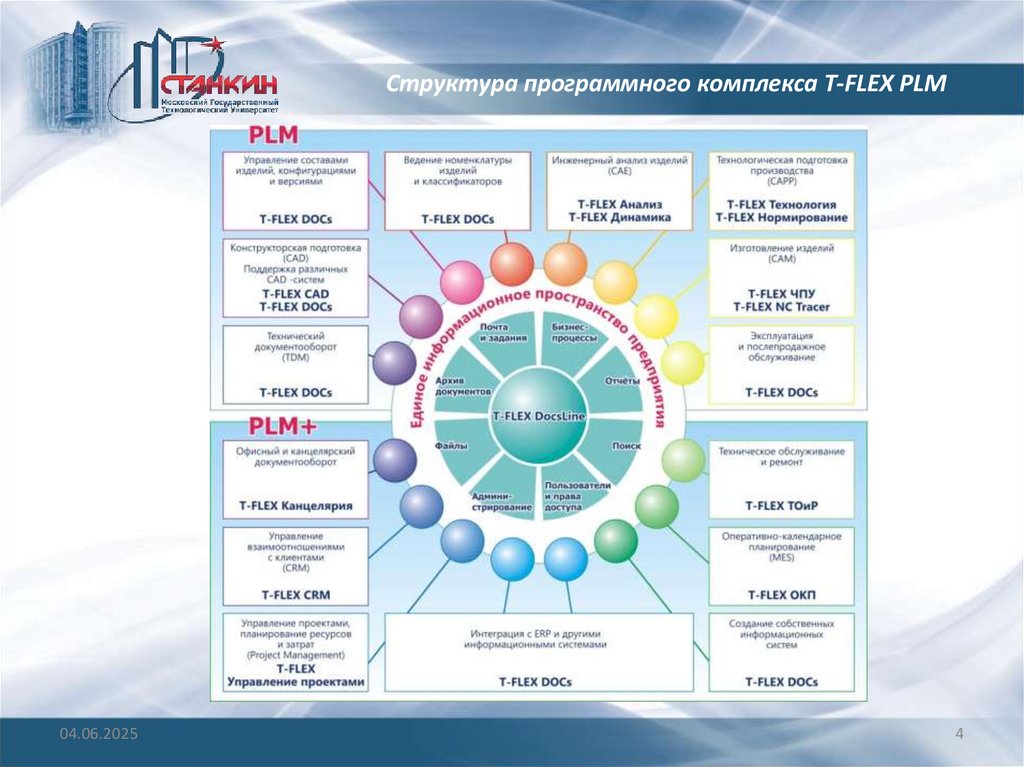
Структура программного комплекса T-FLEX PLM04.06.2025
4
5.
Автоматизация управления процессами жизненного циклаУправление процессами жизненного цикла изделия является сложной задачей и решается
с помощью автоматизированных систем управления. Автоматизация проектирования
осуществляется системами автоматизированного проектирования. В САПР
машиностроительных отраслей промышленности принято выделять системы
функционального, конструкторского и технологического проектирования. Первые из них
называют системами расчётов и инженерного анализа или системами CAE (англ.
computer-aided engineering). Системы конструкторского проектирования называют
системами CAD (англ. computer-aided design). Проектирование технологических процессов
составляет часть технологической подготовки производства и выполняется в системах
CAM (англ. computer-aided manufacturing). Для решения проблем совместного
функционирования компонентов САПР различного назначения, координации работы
систем САЕ/CAD/САМ, управления проектными данными и проектированием
разрабатываются системы, получившие название систем управления проектными
данными PDM (англ. product data management). Системы PDM либо входят в состав
модулей конкретной САПР, либо имеют самостоятельное значение и могут работать
совместно с разными САПР.
04.06.2025
5
6.
Автоматизация управления процессами жизненного циклаНа большинстве этапов жизненного цикла, начиная с определения предприятий-поставщиков
исходных материалов и компонентов и кончая реализацией продукции, требуются услуги
системы управления цепочками поставок — SCM (англ. Supply Chain Management). Цепь
поставок обычно определяют как совокупность стадий увеличения добавленной стоимости
продукции при её движении от компаний-поставщиков к компаниям-потребителям.
Управление цепью поставок подразумевает продвижение материального потока с
минимальными издержками.
Координация работы многих предприятий-партнёров с использованием интернет-технологий
возлагается на системы электронной коммерции, иногда выделяемые в класс системам
управления данными в интегрированном информационном пространстве — CPC
(collaborative product commerce).
Информационная поддержка этапа производства продукции осуществляется
автоматизированными системами управления предприятием (АСУП) и автоматизированными
системами управления технологическими процессами (АСУТП). К АСУП относятся
интегрированные системы планирования ресурсов предприятия (ERP - англ. Enterprise
Resource Planning), системы планирования производства (MRP, MRP II - англ. Material
Requirements Planning ), SCM-системы (англ. Supply Chain Management). Наиболее развитые
системы ERP выполняют различные бизнес-функции, связанные с планированием
производства, закупками, сбытом продукции, анализом перспектив маркетинга, управлением
финансами, персоналом, складским хозяйством, учётом основных фондов и т. п. Системы
MRP II ориентированы, главным образом, на бизнес-функции, непосредственно связанные с
производством. SCM и MRP II могут быть реализованы как подсистемы ERP.
04.06.2025
6
7.
Автоматизация управления процессами жизненного циклаПромежуточное положение между АСУП и АСУТП занимает производственная исполнительная
система — MES (от англ. manufacturing execution system), предназначенная для решения
оперативных задач управления проектированием, производством и маркетингом.
В состав АСУТП входит система SCADA (SCADA (от англ. Supervisory Control And Data
Acquisition — диспетчерское управление и сбор данных), выполняющая диспетчерские функции
(сбор и обработка данных о состоянии оборудования и технологических процессов) и
помогающая разрабатывать программное обеспечение для встроенного оборудования. Для
непосредственного программного управления технологическим оборудованием используют
системы CNC (англ. computer numerical control на базе контроллеров (специализированных
промышленных компьютеров), которые встроены в технологическое оборудование с числовым
программным управлением.
На этапе реализации продукции выполняются функции управления отношениями с заказчиками
и покупателями, проводится анализ рыночной ситуации, определяются перспективы спроса на
планируемые изделия. Эти функции возложены на систему CRM (от англ. Customer Relationship
Management).
Функции обучения обслуживающего персонала возложены на интерактивные электронные
технические руководства IETM (англ. interactive electronic technical manuals), с их помощью
выполняются диагностические операции, поиск отказавших компонентов, заказ
дополнительных запасных деталей и некоторые другие операции на этапе эксплуатации
систем.
04.06.2025
7
8.
Автоматизация управления процессами жизненного циклаУправление данными в информационном пространстве, едином для различных
автоматизированных систем, возлагается на систему управления жизненным циклом
продукции — PLM (product lifecycle management). Технологии PLM объединяют
методики и средства информационной поддержки изделий на протяжении всех этапов
жизненного цикла изделий. Характерная особенность PLM — обеспечение
взаимодействия как средств автоматизации разных производителей, так и различных
автоматизированных систем многих предприятий, то есть технологии PLM (включая
технологии CPC) являются основой, интегрирующей информационное пространство, в
котором функционируют САПР, ERP, PDM, SCM, CRM и другие автоматизированные
системы многих предприятий.
04.06.2025
8
9.
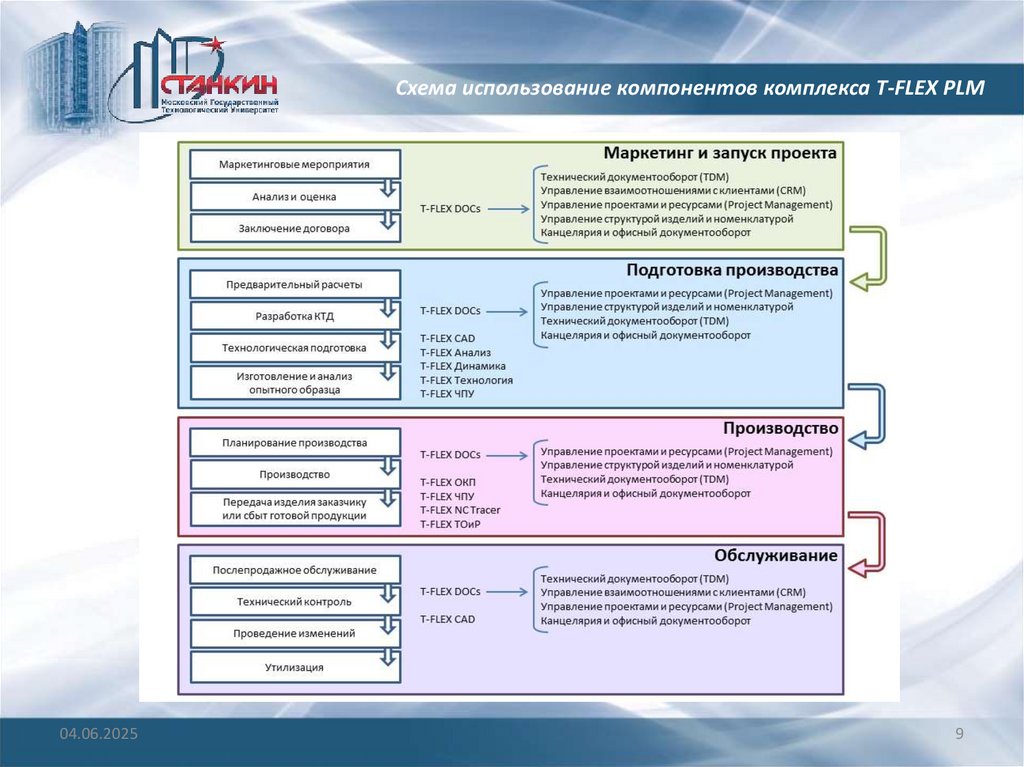
Схема использование компонентов комплекса T-FLEX PLM04.06.2025
9
10.
Задачи, решаемые системой T-FLEX DOCs04.06.2025
10
11.
Технический документооборотT-FLEX DOCs обеспечивает единство всех конструкторско-технологических
данных и сопроводительной информации. Хорошо структурированное
хранилище позволяет вести работу с любыми данными. Это могут быть
конструкторские чертежи, 3D модели, спецификации, ведомости, сведения о
материалах деталей, технологические процессы, программы ЧПУ и т.д.
Специализированный справочник номенклатуры предприятия хранит все
необходимые сведения о применяемости деталей и узлов. Инструментарий
по управлению и формированию составов изделий предоставляет все
необходимые средства поиска и подбора аналогов, а так же механизм
заимствования объектов. Средства автоматического формирования
обозначений и наименований объектов в соответствии с классификаторами,
стандартными видами конструкторско-технологических документов и
правилами наследования обозначений обеспечат максимальную
производительность труда проектировщика. Система T-FLEX DOCs
позволяет хранить и оперативно находить практически любые нормативносправочные сведения, а также различные документы рекламного или
маркетингового характера и многое другое.
04.06.2025
11
12.
Офисный и канцелярский документооборотT-FLEX DOCs имеет ряд функций, благодаря которым пользователи получают
все необходимые инструменты для регистрации электронных документов и
контроля над выполнением ний. Набор готовых и легко настраиваемых
шаблонов типовых офисных документов позволит экономить время при
создании и написании документов стандартного образца, а механизм рассылки
поручений с удобными средствами контроля исполнения и оповещения
позволит выполнять все основные деловые процедуры с максимальной
эффективностью. В T-FLEX DOCs содержатся функции ведения журналов
регистрации и номенклатуры дел полностью соответствующие стандартам
делопроизводства. Для канцелярских служб в системе предусмотрена
специализированная настройка пользовательского интерфейса, позволяющая
оперативно выполнять все необходимые в работе канцелярии действия из
одного окна, функциональность которого может быть расширена для
выполнения различных узкоспециализированных задач. Таким образом,
система позволяет организовать простейший документооборот, построенный
на принципах «Поручил-Выполнил-Проверил», в котором задействованы все
необходимые документы.
04.06.2025
12
13.
Организационно-распорядительный документооборотРегистрация документов в соответствии со стандартами. В T-FLEX DOCs включён справочник, в
котором происходит создание и заполнение регистрационно-контрольных карточек (РКК), журналы
регистрации, с которыми связан механизм по формированию регистрационных номеров, номенклатура
дел, рубрикатор, целый ряд различных вспомогательных справочников.
Ведение журналов регистрации и номенклатуры дел. Стандартизованный механизм ведения
журналов регистрации документов, реализованный в T-FLEX DOCs, позволяет сгруппировать
электронные документы в соответствии с принятыми в организации правилами работы. Средства
ведения номенклатуры дел полностью соответствуют стандартам и позволяют делопроизводителю не
только выполнять типовые функции списания обработанных документов в дела, но и вести
оперативный поиск регистрационно-контрольных карточек документов по номерам и параметрам дел.
Формирование регистрационных номеров. Максимально гибкий инструмент по настройке правил
генерации регистрационных номеров позволяет автоматически формировать номер практически любой
сложности и структуры.
Работа с электронными документами любых типов. T-FLEX DOCs позволяет делопроизводителям
вести работу с любыми необходимыми данными: документами различных типов, всевозможными
сведениями о контрактах, партнёрских и дилерских организациях, протокольные данные переговоров и
многое другое.
Охват всех подразделений предприятия. Функции системы T-FLEX DOCs позволяют сотрудникам
различных подразделений фиксировать исполнение резолюций и поручений, оперативно связывать их
со всевозможными данными, документами и чертежами, над которыми ведут непосредственную работу.
04.06.2025
13
14.
Ведение архива предприятия, корпоративное хранилищеданных
T-FLEX DOCs обладает целым рядом специализированных средств
по управлению структурами данных. Уникальные инструменты
позволяют организовать любые возможные способы связывания
объектов различных типов, а так же описать логику взаимодействия
таких объектов. Этот механизм и лежит в основе организации единого
хранилища данных, которое может оперировать любыми данными и
хранить объекты любой предметной направленности: от структур
изделий и номенклатуры предприятия до списков контактов
организаций-заказчиков и поставщиков.
04.06.2025
14
15.
Управление проектами, планирование ресурсов и затратПланирование и контроль проекта. Для решения задач планирования предназначен
модуль управления проектами, входящий в состав системы. Пользователю доступны
простые и наглядные средства построения дерева работ проекта. Каждую работу можно
разбить на отдельные подпункты до любого приемлемого уровня детализации.
Представленный в виде традиционной диаграммы Ганта проект может быть использован
для нескольких целей: управление сроками планируемых работ, задание
последовательности их выполнения и условий запуска.
Управление логикой бизнес-процессов. В T-FLEX DOCs имеется возможность описания
и стандартизации логики выполнения всех основных бизнес-процедур, в соответствии с
которыми строится работа подразделений и отдельных сотрудников. Любая работа
проекта может быть описана в виде одного или нескольких бизнес-процессов. Таким
образом, начав с планирования общего перечня работ, можно постепенно перейти к
организации работы конкретных исполнителей.
Гибкое управление ресурсами проекта и оценка затрат. T-FLEX DOCs позволяет
быстро задать набор ресурсов, которые будут задействованы при выполнении любой
задачи проекта. Все ресурсы могут быть запланированы и описаны с точки зрения
графика затрат, т.е. система позволяет указать, когда и по какой схеме будут тратиться
деньги на тот или иной ресурс. Система позволяет быстро увидеть график расходования
средств по всему проекту, оперативно посмотреть графики затрат по отдельным
ресурсам, сравнить между собой и оценить общую картину.
04.06.2025
15
16.
Управление проектами, планирование ресурсов и затратЗапуск и мониторинг процесса выполнения проекта. Система T-FLEX DOCs
позволяет разработать структуру нового проекта. Сразу же запустить его на
выполнение можно путём простой выдачи задания. Система сама решает, каких
ответственных пользователей следует уведомить. При этом руководитель и менеджеры
проекта всегда имеют возможность наглядно оценить весь процесс как в масштабах
всего проекта, так и по любой отдельной работе.
Взаимодействие всех участников проекта. Система даёт возможность указать
ответственного исполнителя, плановые сроки завершения работ, а так же контролёра и
контрольный срок. Любой исполнитель может принять задание и приступить к его
выполнению или отказаться от работы, аргументировав свой отказ. Поручатель
получает уведомления о любых действиях исполнителей, что дает возможность
управлять проектом.
Оперативная корректировка сроков на любом этапе проекта. Система T-FLEX DOCs
позволяет вести любые оперативные корректировки плана выполнения проекта как по
срокам, так и по составу работ. В любой момент проект может быть «заморожен», и на
его основе будет создана новая версия проекта.
04.06.2025
16
17.
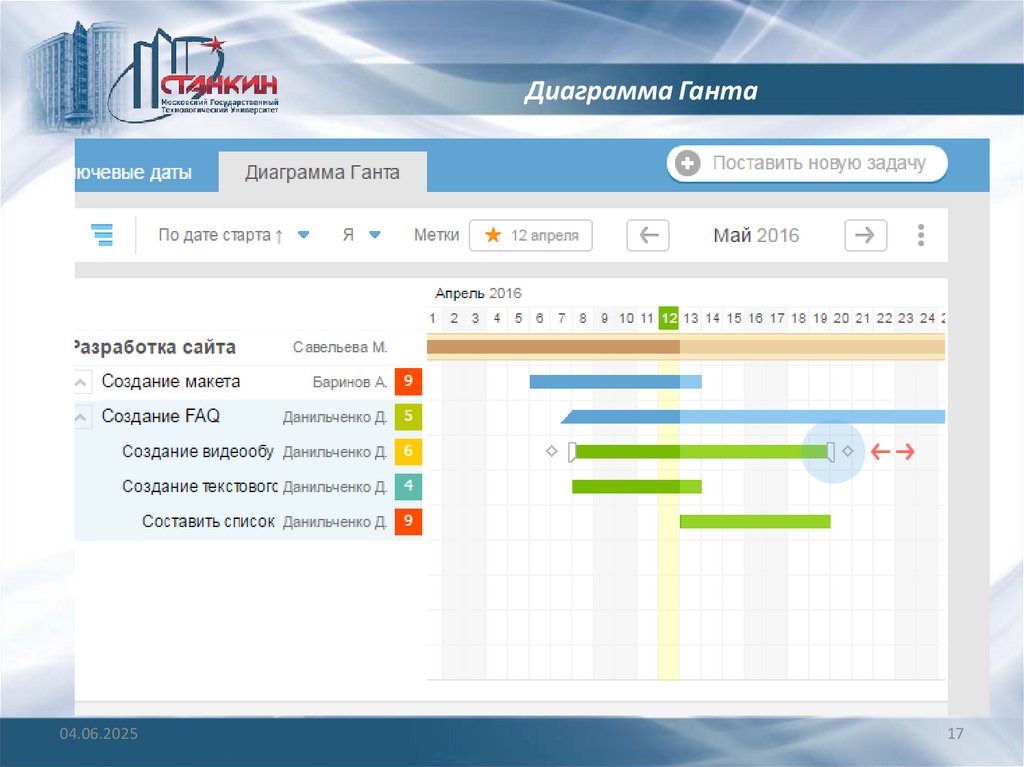
Диаграмма Ганта04.06.2025
17
18.
Взаимосвязь задач проекта с данными и документами1. Структура справочников позволяет установить любые связи между
объектами.
2. Гибкая система доступов решает вопросы безопасности и надёжного
хранения данных.
3. Уникальный механизм применения изменений и автоматического
создания версий с возможностью быстрого возврата к любой из них.
4. Полностью настраиваемый пользовательский интерфейс дает
возможность быстро отобрать и сгруппировать данные.
5. Удобная система поиска позволяет находить данные, отображать их в
нужном виде, раскрывать любую связанную с найденными данными
информацию, и, если требуется, выводить её в виде отчётов различных
форматов.
04.06.2025
18
19.
Управление составом изделий, конфигурациями и версиямиСредства организации работы с данными состава изделия. Система позволяет учесть все
возможные варианты и предпочтения пользователей в части организации работы с данными и
их хранения. Возможны варианты хранения деталей и сборочных единиц в разных
справочниках отдельно от стандартных и покупных изделий, а также объединённое хранение
всей конструкторско-технологической информации.
Функция автоматического подбора существующего объекта. В системе T-FLEX DOCs
имеется возможность организовать группировку типов объектов по общему для них правилу
идентификации. Иначе говоря, если вам нужен объект с известным наименованием или
обозначением, система сама найдёт все подходящие (похожие) объекты или, если таковых не
имеется, создаст новый.
Управление версиями состава изделия. В T-FLEX DOCs реализован универсальный
механизм версий, который позволяет отслеживать изменения составов изделий. Это даёт
возможность быстро отменить какие-либо изменения и вернуться к любой из ранее
сохранённых версий объекта.
04.06.2025
19
20.
Управление составом изделий, конфигурациями и версиямиМеханизм прототипов. В качестве прототипа может быть использован как отдельный объект,
так и целый узел. Использование прототипов не только существенно ускоряет процесс
формирования состава изделия, но и значительно снижает вероятность появления ошибок
при формировании структуры изделия.
Организация коллективной работы над проектом. Механизм позволяет вести удобное и
бесконфликтное проектирование изделий практически неограниченным коллективом
разработчиков.
Формирование стандартных конструкторско-технологических документов, отчётов и
ведомостей. При формировании состава любого изделия система автоматически формирует
главный конструкторский документ – спецификацию, которая представляет собой
стандартный отчёт, доступный для изменения или перенастройки.
Извещения об изменениях. Встроенный инструмент выпуска и проведения извещений об
изменениях не только обеспечивает пользователя всем необходимым для этого сервисом,
работающим в точном соответствии с правилами ЕСКД, но и позволяет автоматизировать
многие действия по непосредственному проведению изменений, что существенно ускоряет
процесс и снижает вероятность ошибок.
04.06.2025
20
21.
Другие возможности T-FLEX DOCsВзаимодействие с известными CAD системами
T-FLEX DOCs имеет готовые модули интеграции практически ко всем
наиболее популярным системам проектирования, среди них: T-FLEX CAD,
Solid Works, Autodesk Inventor, AutoCAD, Компас, Pro/E и Siemens NX.
Создание пользовательских информационных систем
Поддержка технологии .NET. T-FLEX DOCs API позволяет создавать
масштабируемые приложения на основе стандарта .NET, благодаря чему
разработка пользовательских приложений не требует много времени,
поддерживаются нескольких десятков языков программирования.
Пользовательские приложения не зависят от обновлений версий системы TFLEX DOCs.
Организация удалённой работы через Internet. Для организации такой
работы требуется лишь обычное Internet-соединение и наличие защищённого
канала связи (VPN).
04.06.2025
21
22.
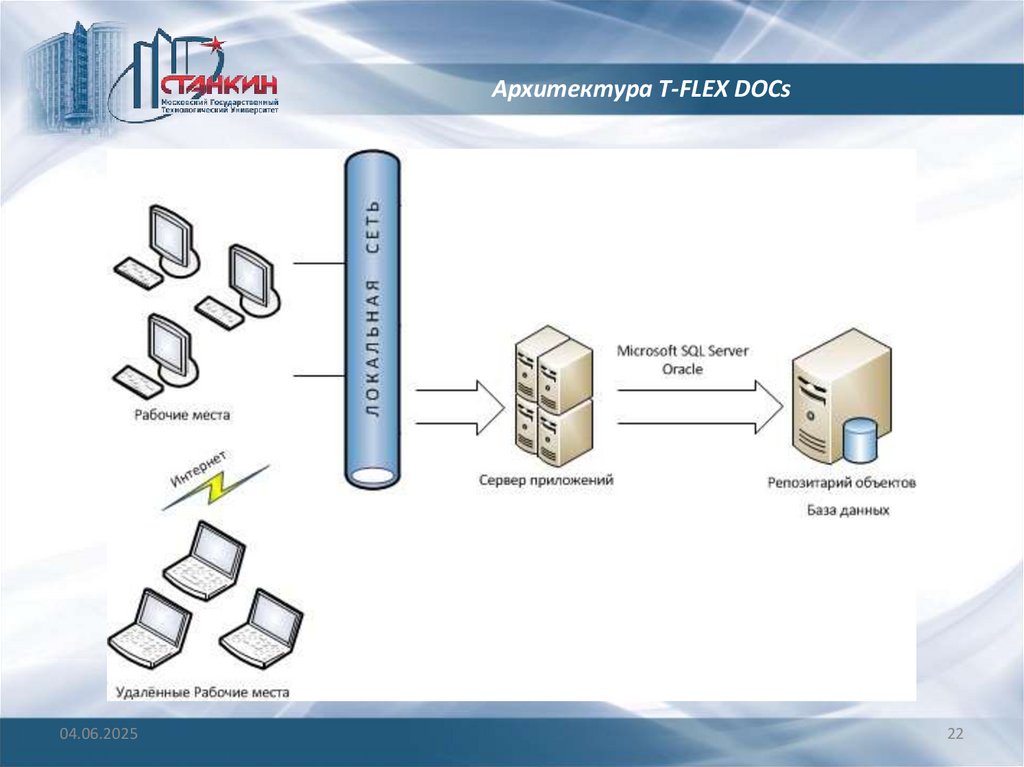
Архитектура T-FLEX DOCs04.06.2025
22
23.
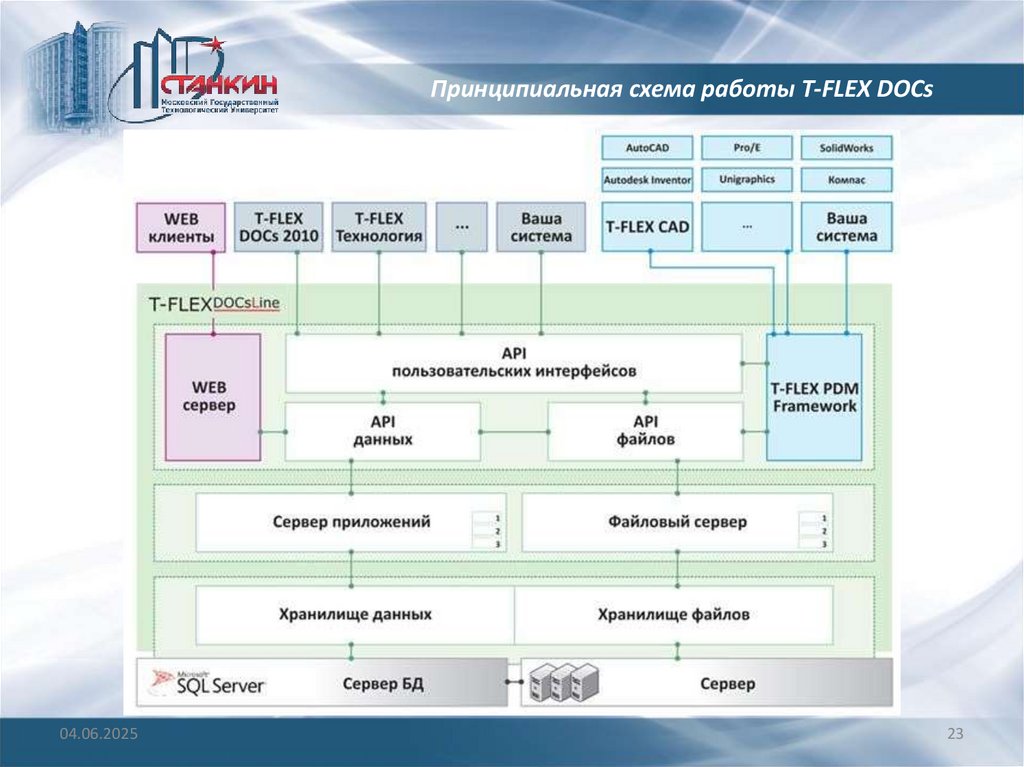
Принципиальная схема работы T-FLEX DOCs04.06.2025
23
24.
Понятия и определенияВерсия – копия объекта (объектов), разрабатываемая как альтернативная
версия объекта.
Доступ – это набор допустимых операций, которые может выполнять тот или
иной пользователь в системе, по отношению к справочнику или его
определённому объекту.
Задание – это текст, передаваемый пользователем (поручителем) одному или
нескольким пользователям системы (исполнителям), с возможностью
подключения к нему объектов любых справочников и других элементов
системы и требующий исполнения. Для задания определяются такие понятия,
как сроки и степень выполнения, а также список возможных исполнителей.
Задание по процессу следует понимать как почтовое сообщение, отправляемое
конкретному исполнителю для инициации работы на определённом этапе над
конкретным объектом или набором объектов.
04.06.2025
24
25.
Понятия и определенияИерархия – древовидная структура объектов справочника, используемая для
определения взаимного расположения объектов справочника. Взаимное
расположение объектов в древовидной структуре целиком определяется
желанием пользователя. В зависимости от специфики работы понятие
«иерархия» может заменяться словосочетаниями: иерархия хранилища,
иерархия изделия и т.п. Это понятие используется как общее, для
обозначения дерева структуры одного или нескольких объектов системы, вне
зависимости от их свойств и назначения. Например, иерархия архива,
иерархия проекта, иерархия структуры объекта и т.п.
Изделие – древовидная структура вхождения объектов номенклатуры друг в
друга с учётом параметров вхождения, различных исполнений изделий,
различных представлений одного и того же изделия и т.д.
Исполнение – объект или несколько объектов, относящихся к одному
изделию, по сути, являющихся исполнением какого-либо изделия, узла или
детали.
Каталог – это список папок, содержащий в себе некоторую информацию об
объектах, составленный с целью облегчения поиска этих объектов по какомуто признаку.
04.06.2025
25
26.
Понятия и определенияКорневой объект (папка) - это объект, который может быть вершиной иерархии,
то есть, не быть включённым ни в один другой объект (папку). Корневые объекты
обычно используются для «дробления» справочных данных и организации их
структуры. Корневой объект отличается обязательным наличием прямого доступа.
Кроме параметров типа, любой объект может быть связан с любым набором
внешних данных, представленных в виде одного или нескольких файлов
специального справочника файлов, составляющего основу хранилища файлов.
Номенклатура – линейный список всех объектов, когда-либо используемых в
процессе построения состава изделия или просто добавленных в номенклатуру с
целью формирования списка применяемости.
Напоминание – сообщение пользователя самому себе, назначенное на
определённую дату или время с возможностью прикрепления к нему различных
объектов системы.
Объект является базовым элементом системы и основной единицей хранения
информации в T-FLEX DOCs. Он содержит информацию о своих свойствах,
состоянии, процессах своей обработки, месте хранения, а также характеризует
себя как элемент общей структуры хранилища документов. Эта информация
представлена двумя частями: предопределённым и расширяемым набором
свойств (параметров), определяемых типом объекта.
04.06.2025
26
27.
Понятия и определенияПроект – представляет собой структуру параметров, описывающих его
свойства (задания, сроки, исполнителей и т.п.). Используется как структурная
единица для вложенных элементов, которыми могут являться подпроекты,
процессы и задачи. Временные характеристики проекта представляются
диаграммой Ганта.
Процедура представляет собой формальное описание последовательности
выполнения процесса. Процедуры – это, фактически, алгоритмы,
описывающие некоторую логику наиболее типичных процессов.
Процесс – реализация процедуры для конкретного объекта или набора
объектов, сроков и исполнителей.
Работа (действие) – элемент процесса, представляется как отчёт о состоянии
выполнения процесса на любом из его этапов.
Связь — отношение взаимной зависимости объектов различных типов двух
справочников.
04.06.2025
27
28.
Понятия и определенияСообщение – это текст, передаваемый посредством почтовой службы T-FLEX
DOCs или внешнего почтового сервера от имени пользователя или системы TFLEX DOCs. С письмом могут быть связаны объекты любого справочника, а
также другие элементы системы. Сообщения, посылаемые системой T-FLEX
DOCs, называются системными оповещениями.
Справочник T-FLEX DOCs представляет собой область хранилища с
объектами определённых типов. Следовательно, объект справочника
представляется как совокупность данных, определяемая набором параметров
и структурированная посредством типа.
Схема процесса — алгоритм выполнения процесса.
Тип объекта — совокупность параметров и связей, используемая для
типизации объектов справочников и упорядочивания их в виде иерархических
структур, позволяя группировать объекты с одинаковым набором параметров
и создавать иерархию таких групп.
Уведомление – сообщение системы о наличии непрочитанных почтовых
сообщений, поступлении новых заданий или наступлении указанного в
напоминании времени и даты.
04.06.2025
28
29.
Схема организации данных T-FLEX DOCs04.06.2025
29
30.
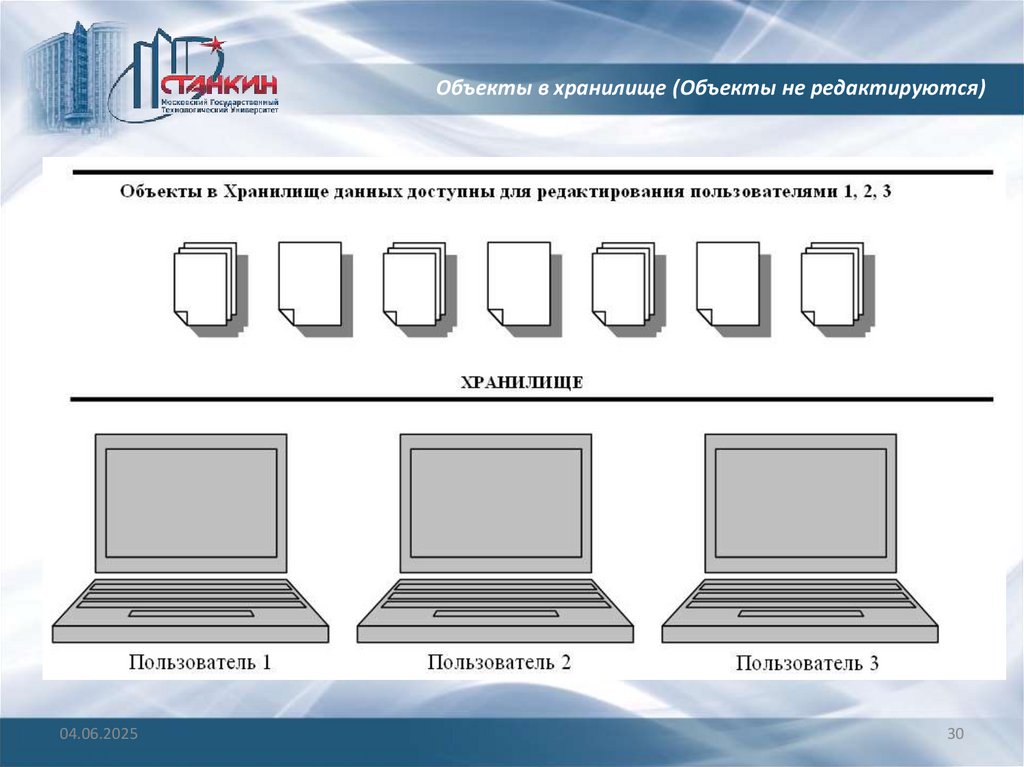
Объекты в хранилище (Объекты не редактируются)04.06.2025
30
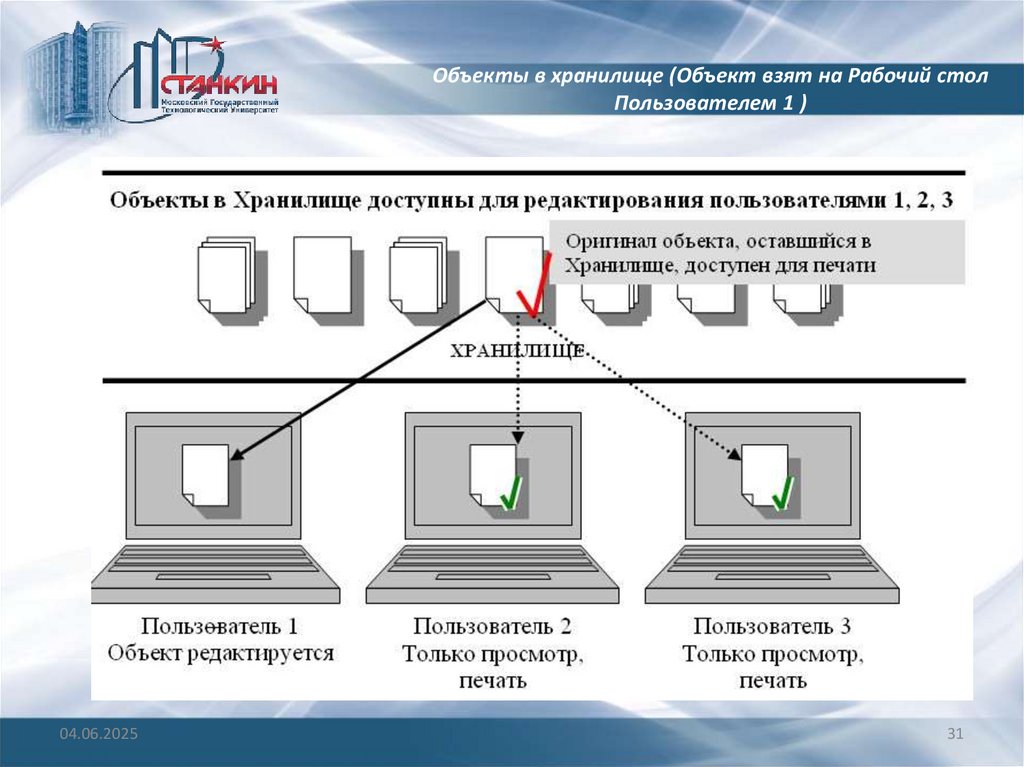
31.
Объекты в хранилище (Объект взят на Рабочий столПользователем 1 )
04.06.2025
31
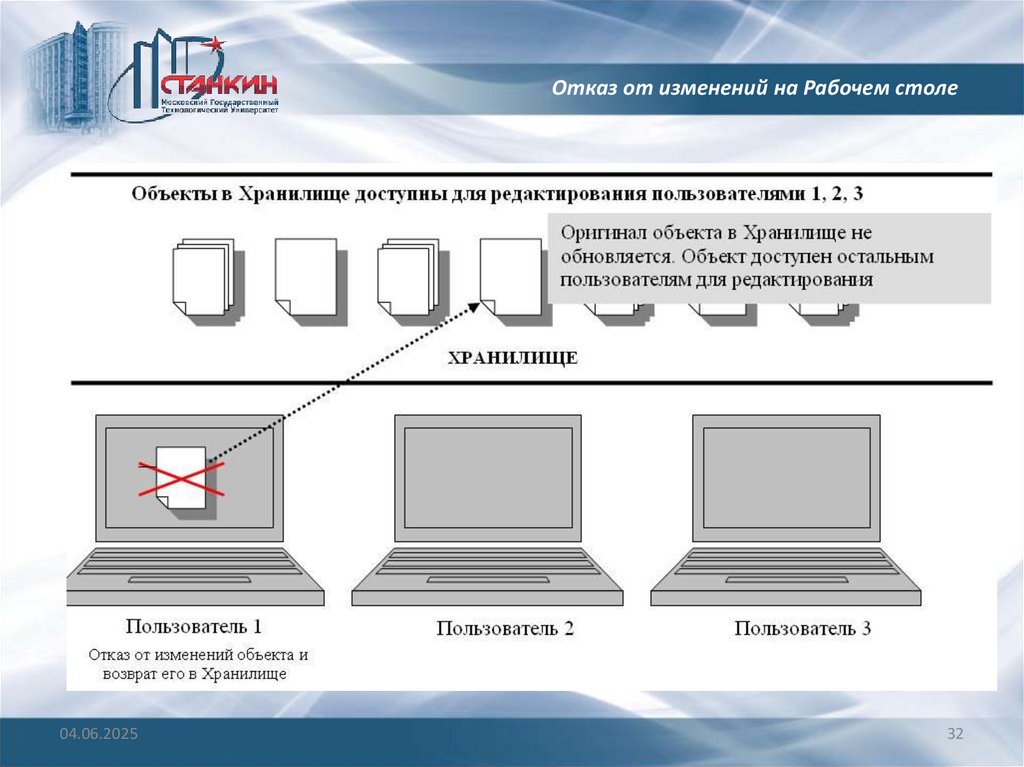
32.
Отказ от изменений на Рабочем столе04.06.2025
32
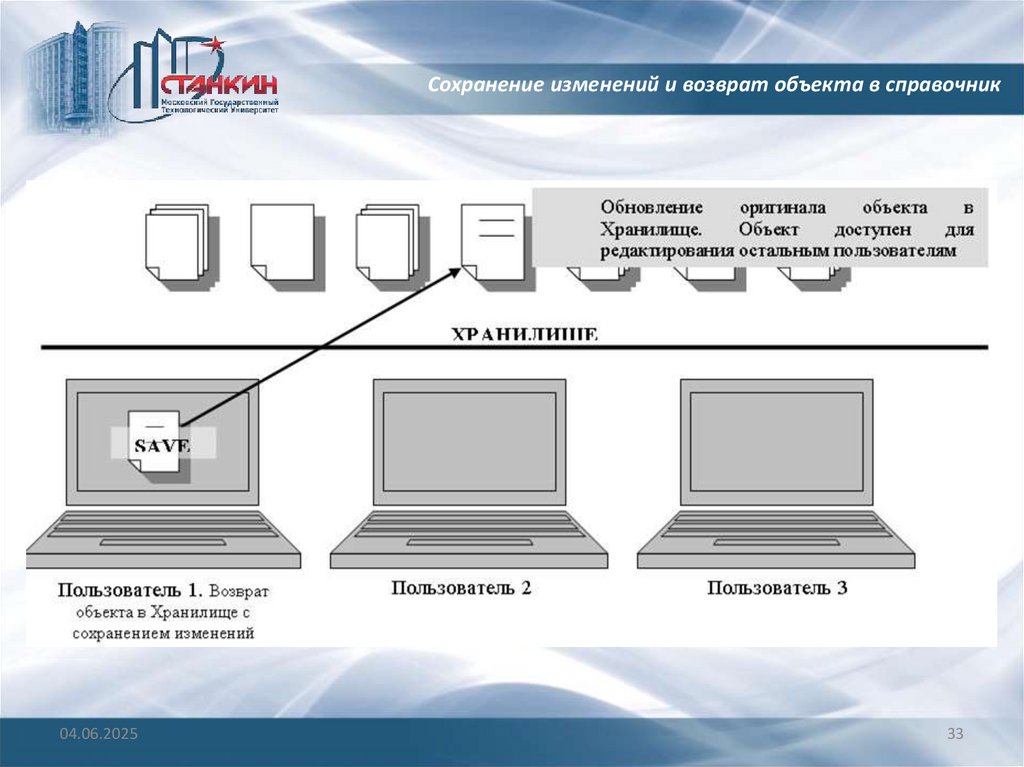
33.
Сохранение изменений и возврат объекта в справочник04.06.2025
33
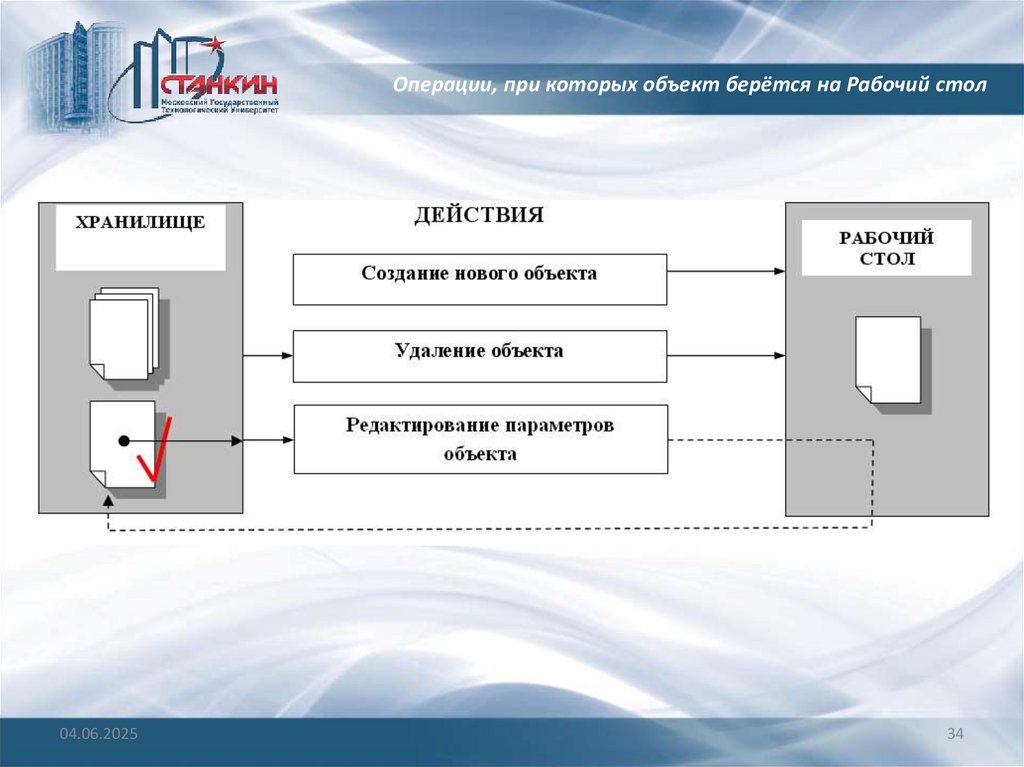
34.
Операции, при которых объект берётся на Рабочий стол04.06.2025
34
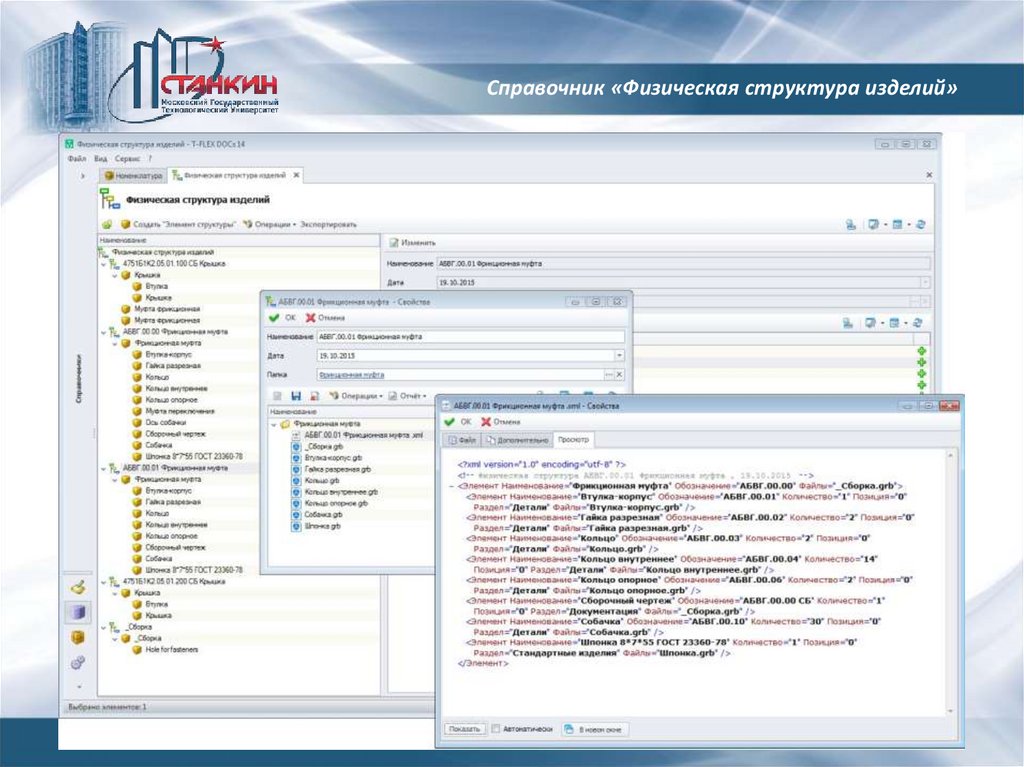
35.
Справочник «Физическая структура изделий»04.06.2025
35
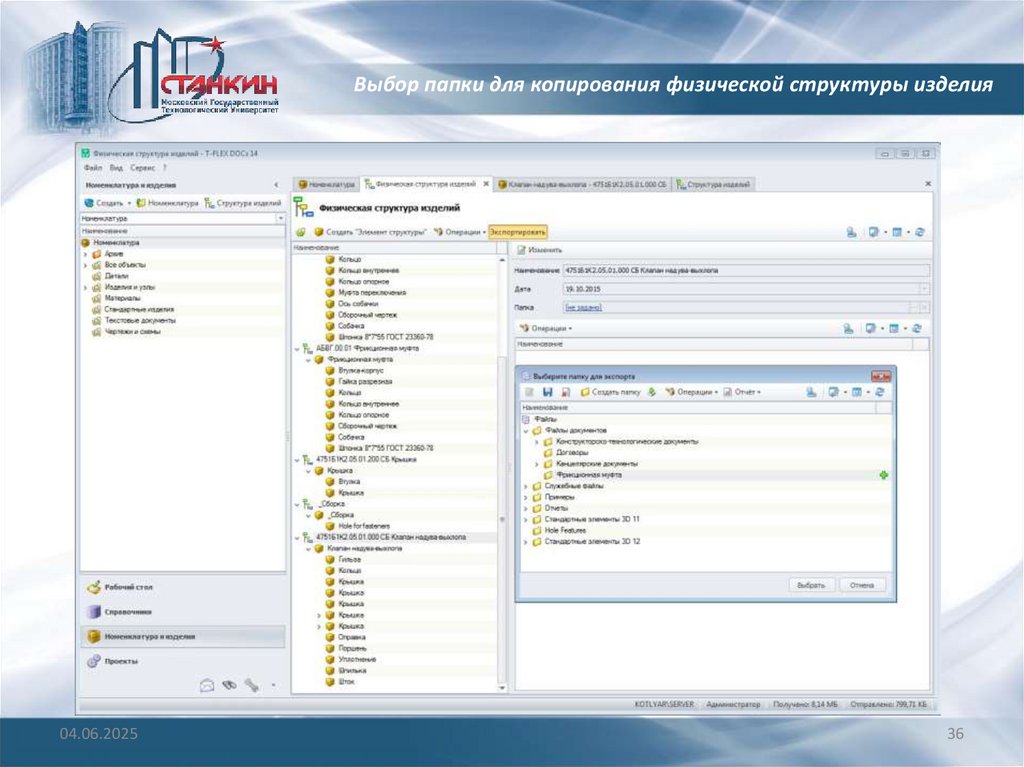
36.
Выбор папки для копирования физической структуры изделия04.06.2025
36
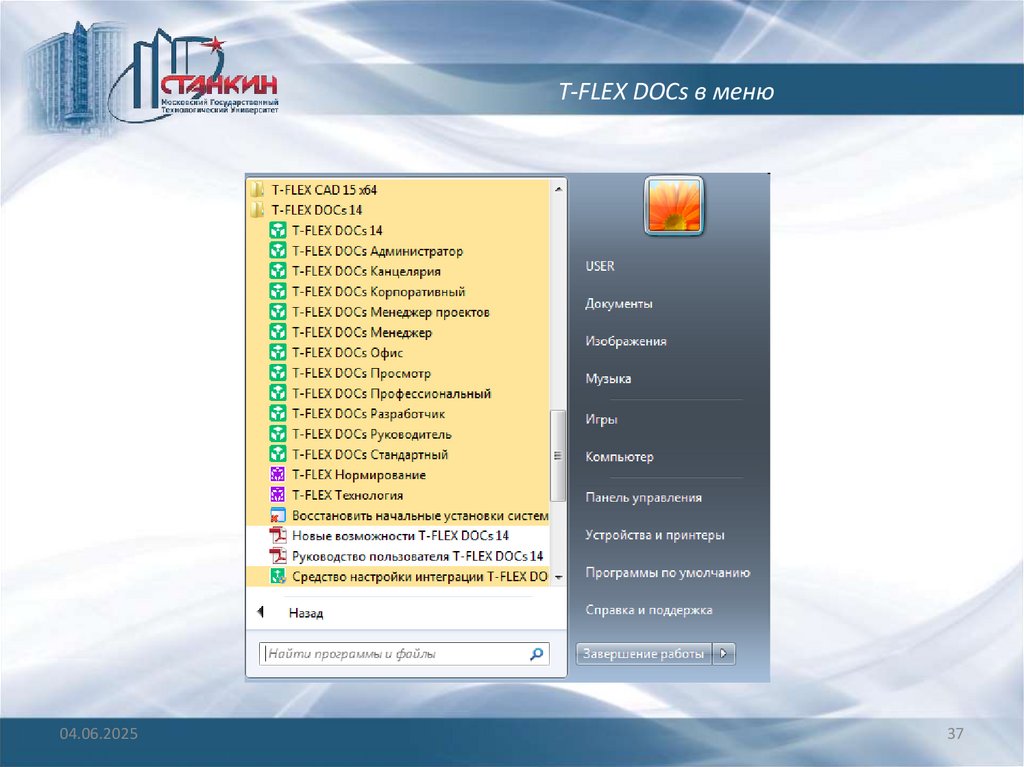
37.
T-FLEX DOCs в меню04.06.2025
37
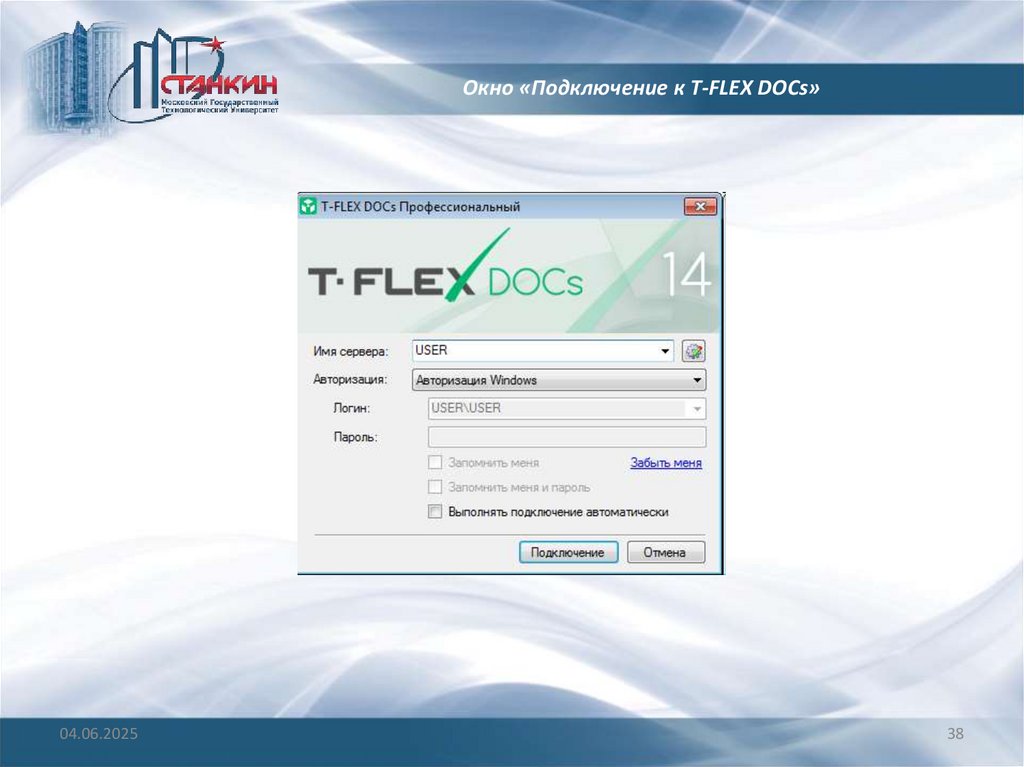
38.
Окно «Подключение к T-FLEX DOCs»04.06.2025
38
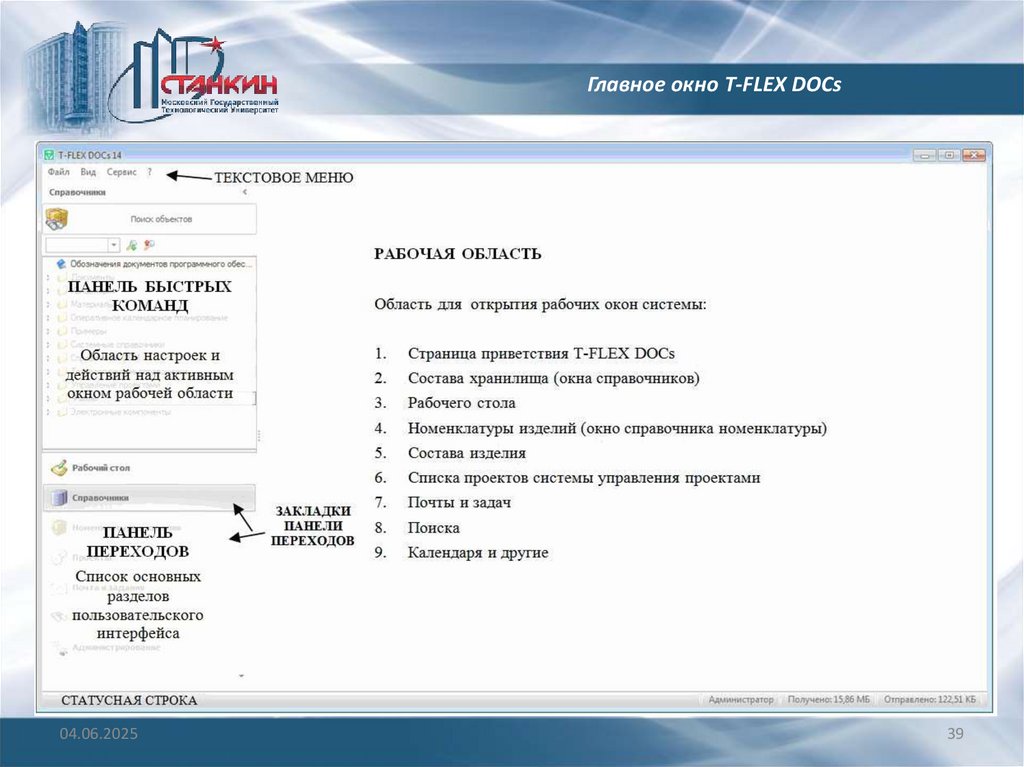
39.
Главное окно T-FLEX DOCs04.06.2025
39
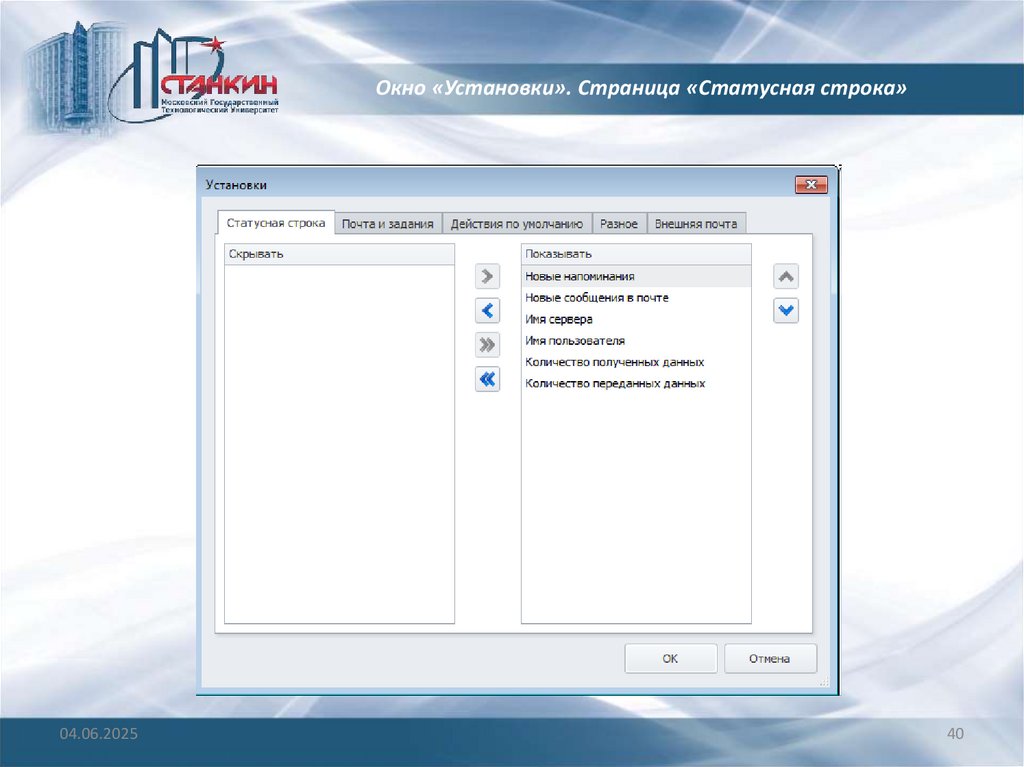
40.
Окно «Установки». Страница «Статусная строка»04.06.2025
40
41.
Окна в Рабочей области T-FLEX DOCs04.06.2025
41
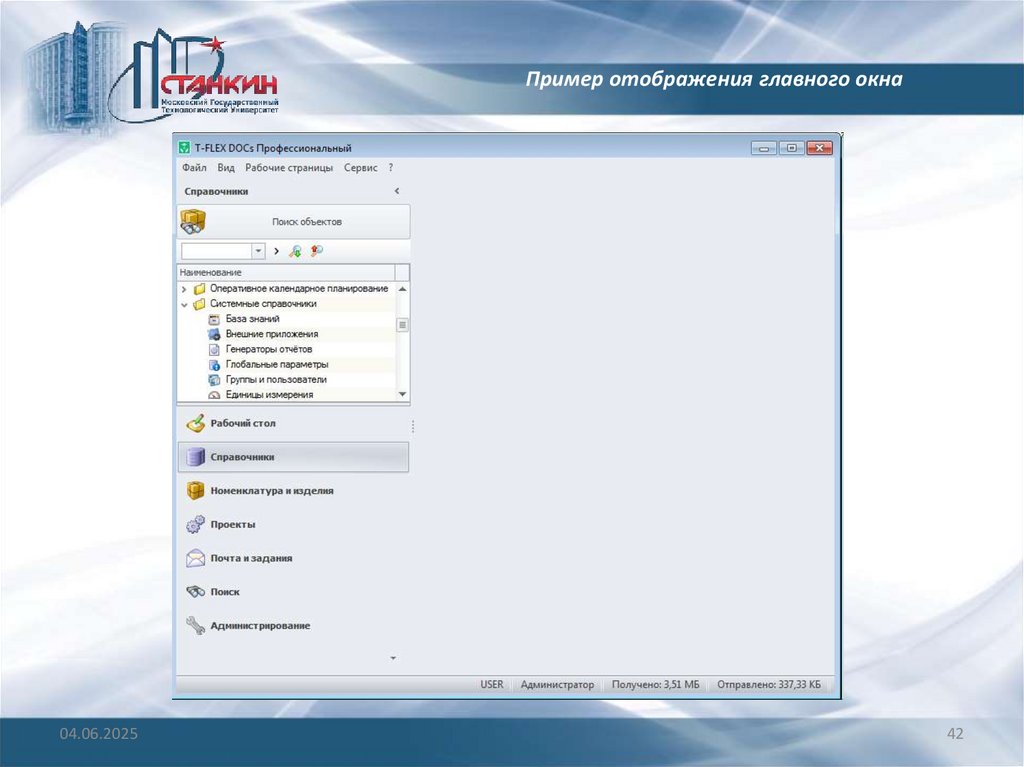
42.
Пример отображения главного окна04.06.2025
42
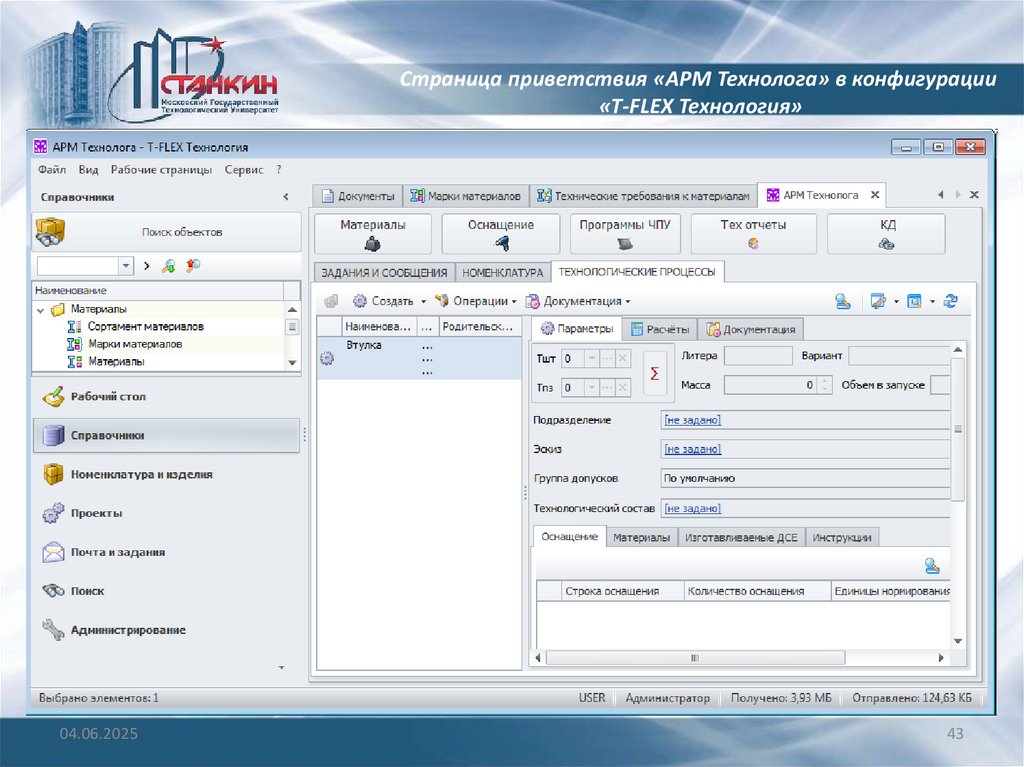
43.
Страница приветствия «АРМ Технолога» в конфигурации«T-FLEX Технология»
04.06.2025
43
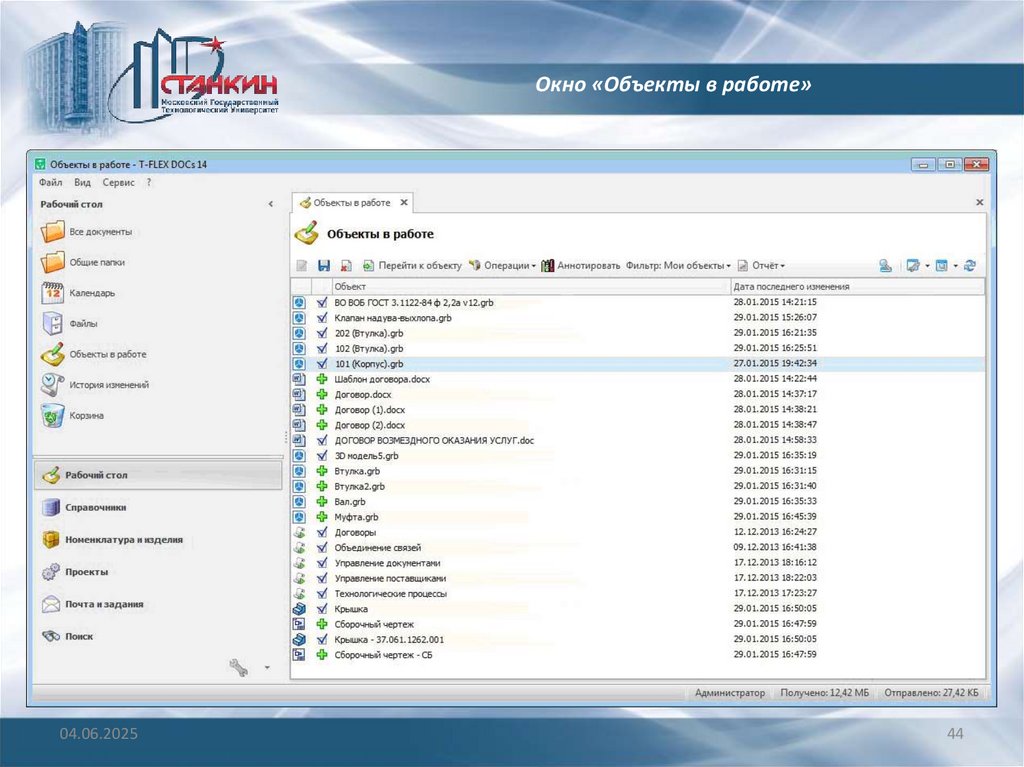
44.
Окно «Объекты в работе»04.06.2025
44
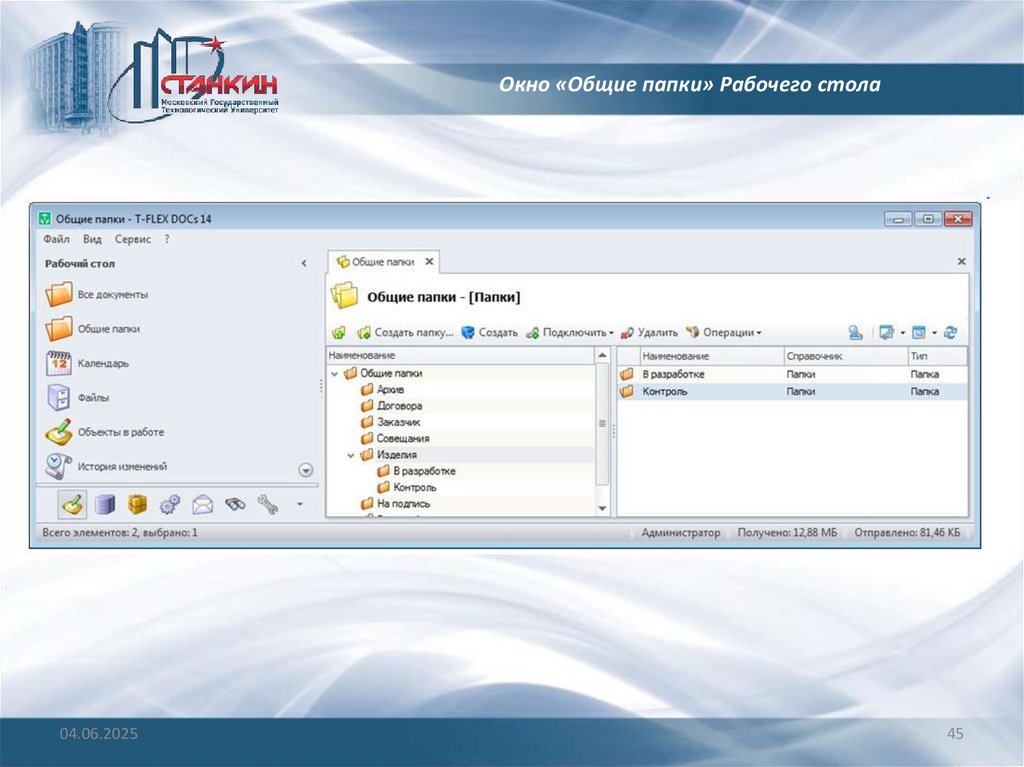
45.
Окно «Общие папки» Рабочего стола04.06.2025
45
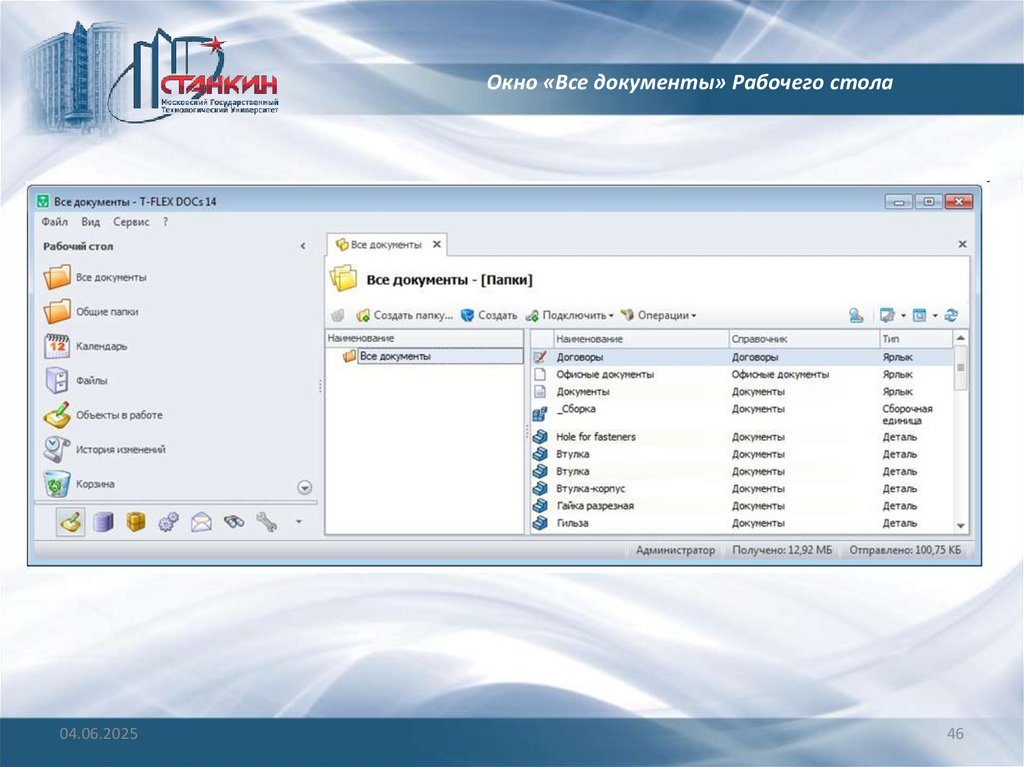
46.
Окно «Все документы» Рабочего стола04.06.2025
46
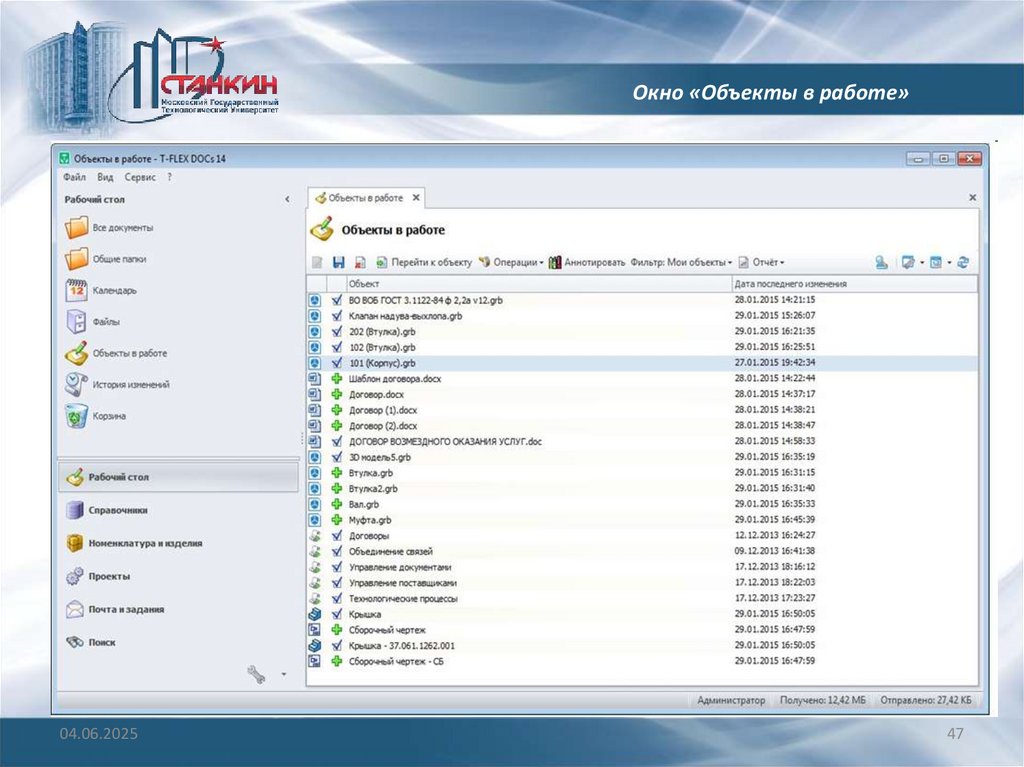
47.
Окно «Объекты в работе»04.06.2025
47
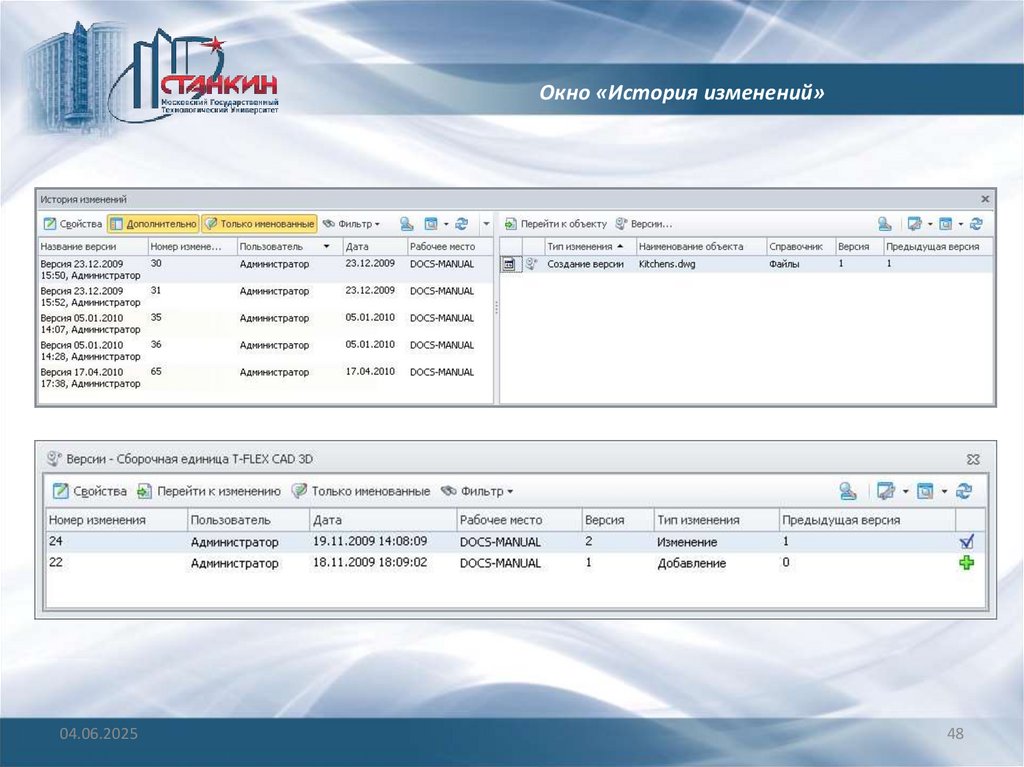
48.
Окно «История изменений»04.06.2025
48
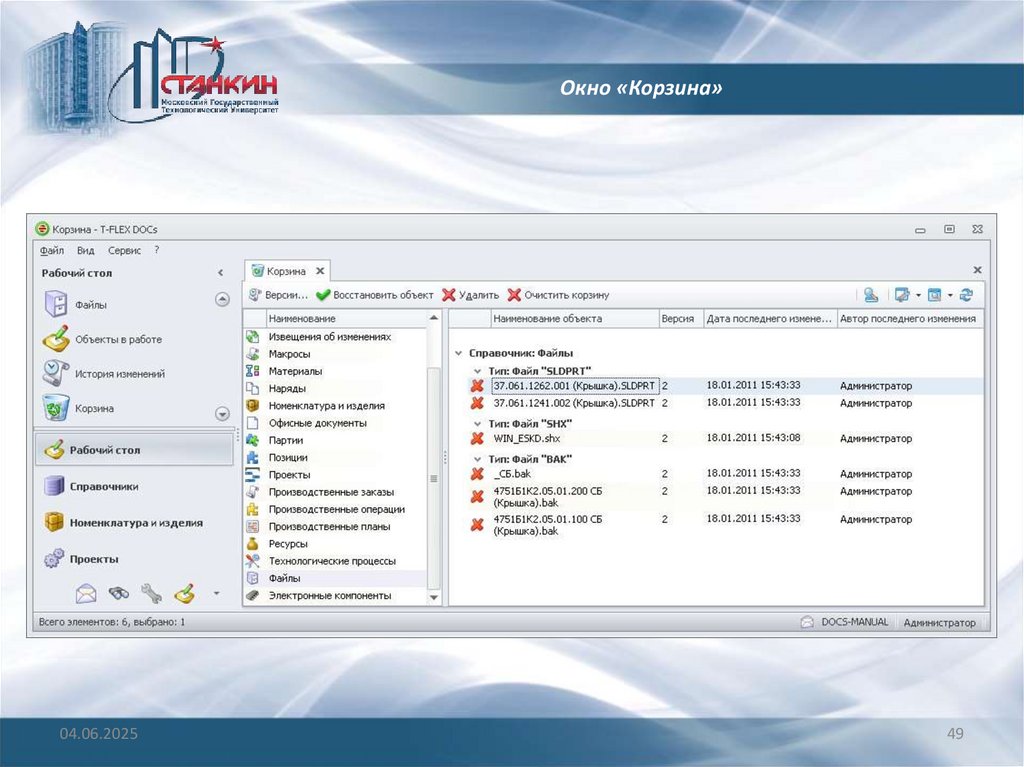
49.
Окно «Корзина»04.06.2025
49
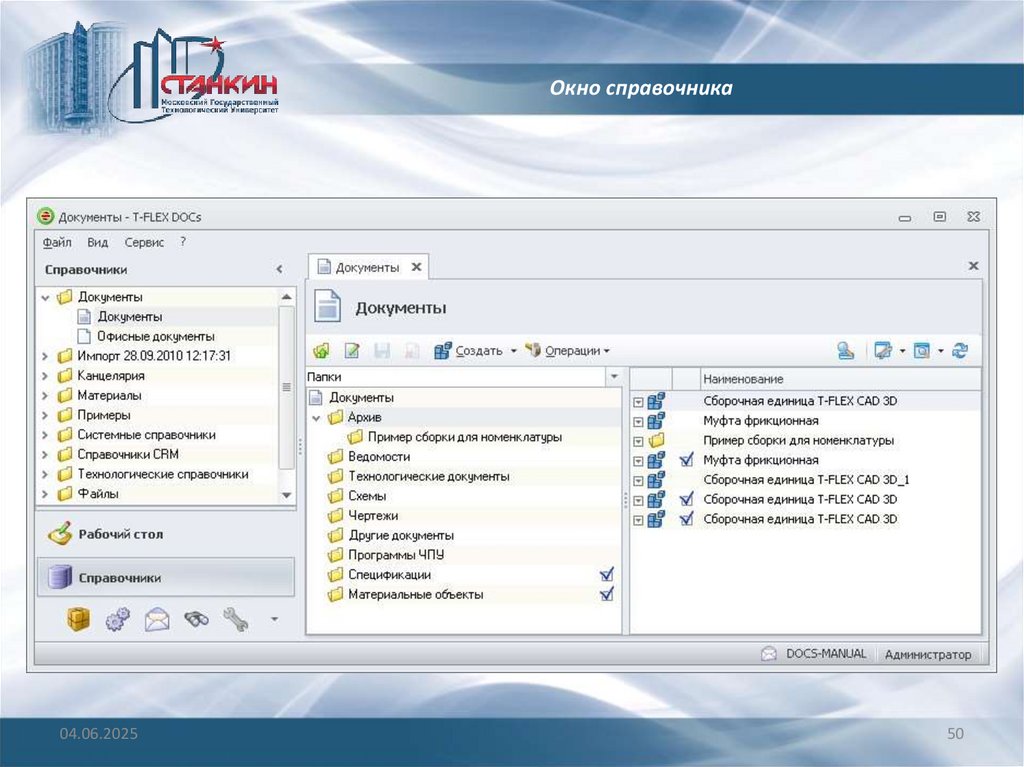
50.
Окно справочника04.06.2025
50
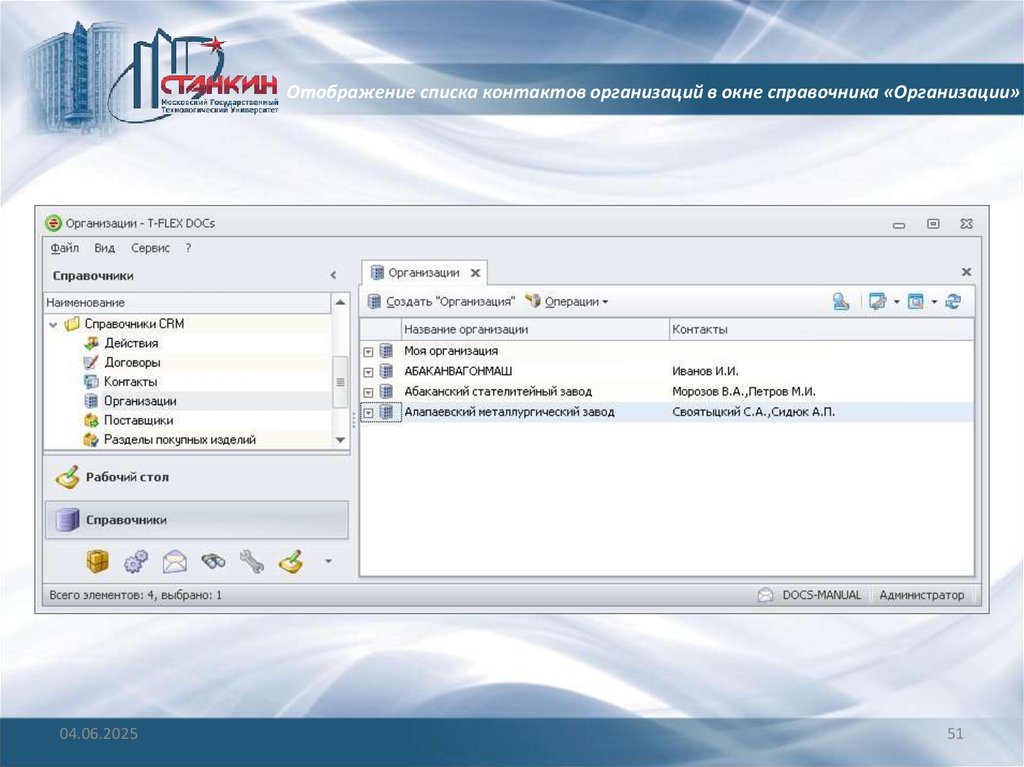
51.
Отображение списка контактов организаций в окне справочника «Организации»04.06.2025
51
52.
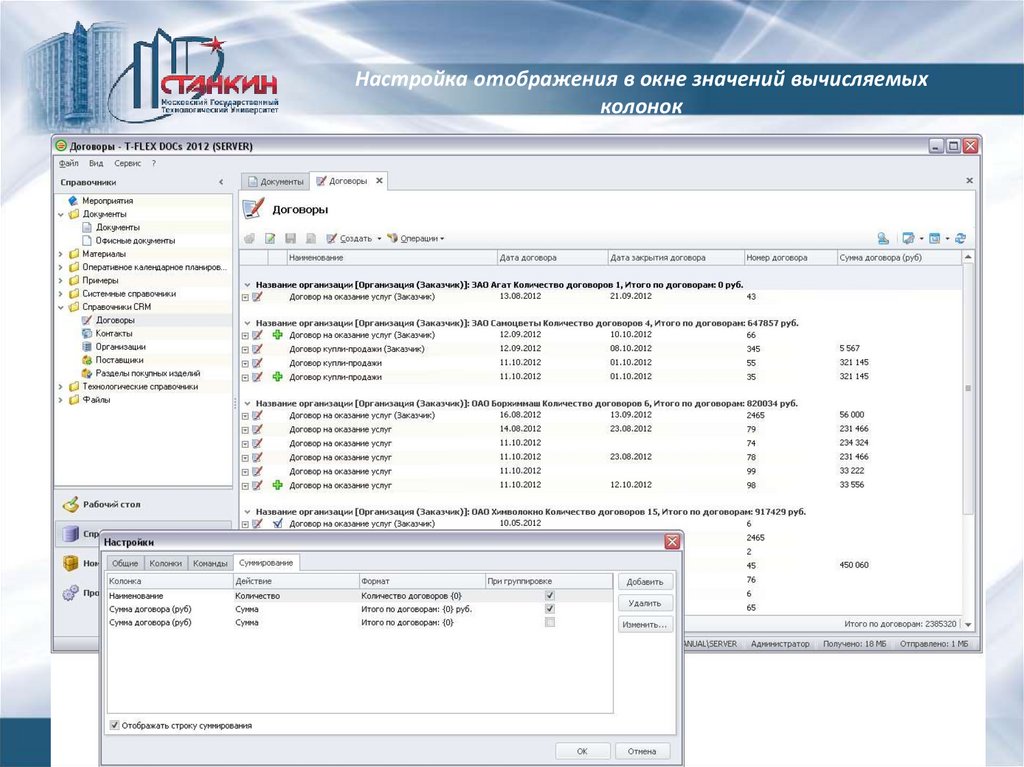
Настройка отображения в окне значений вычисляемыхколонок
04.06.2025
52
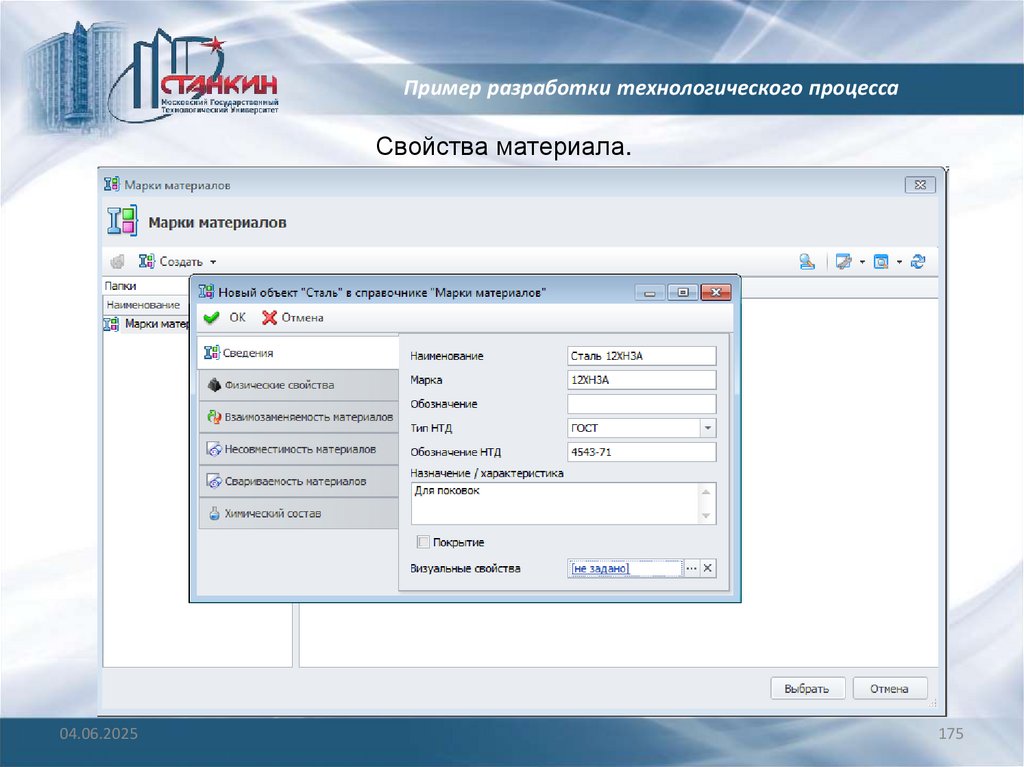
53.
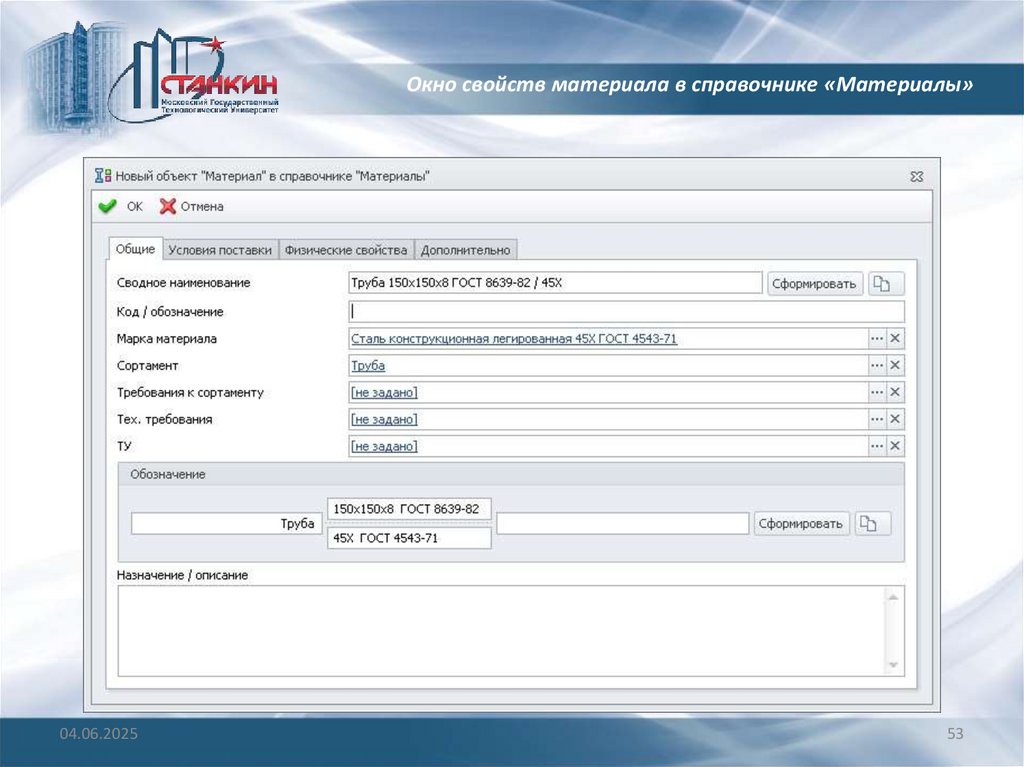
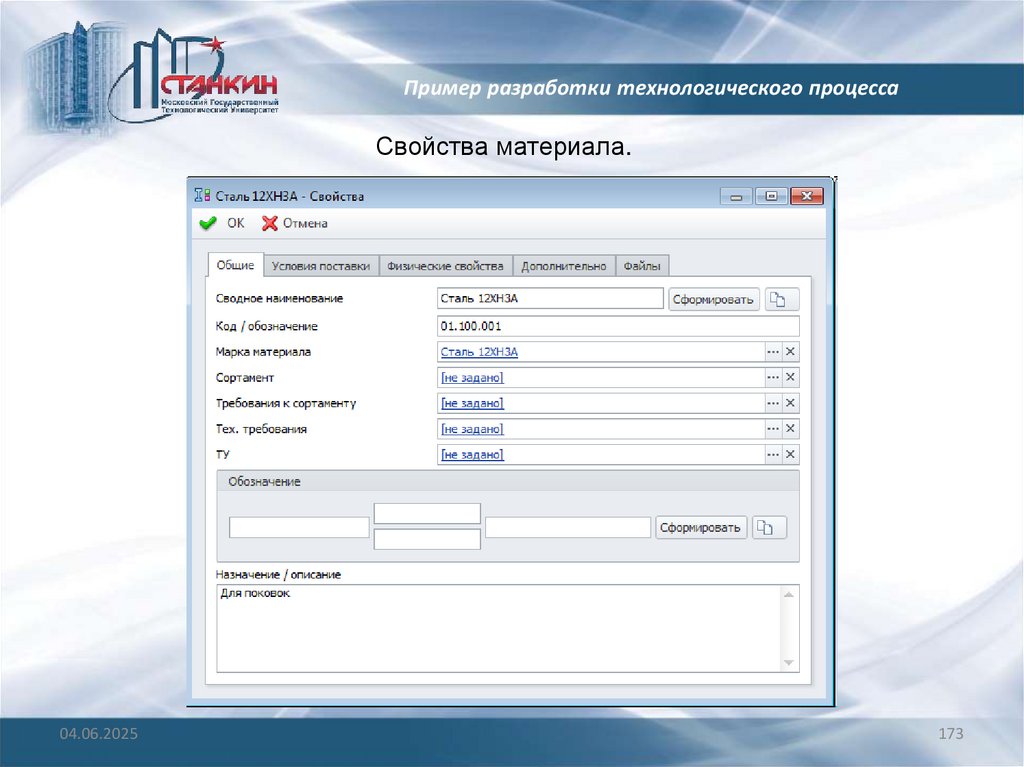
Окно свойств материала в справочнике «Материалы»04.06.2025
53
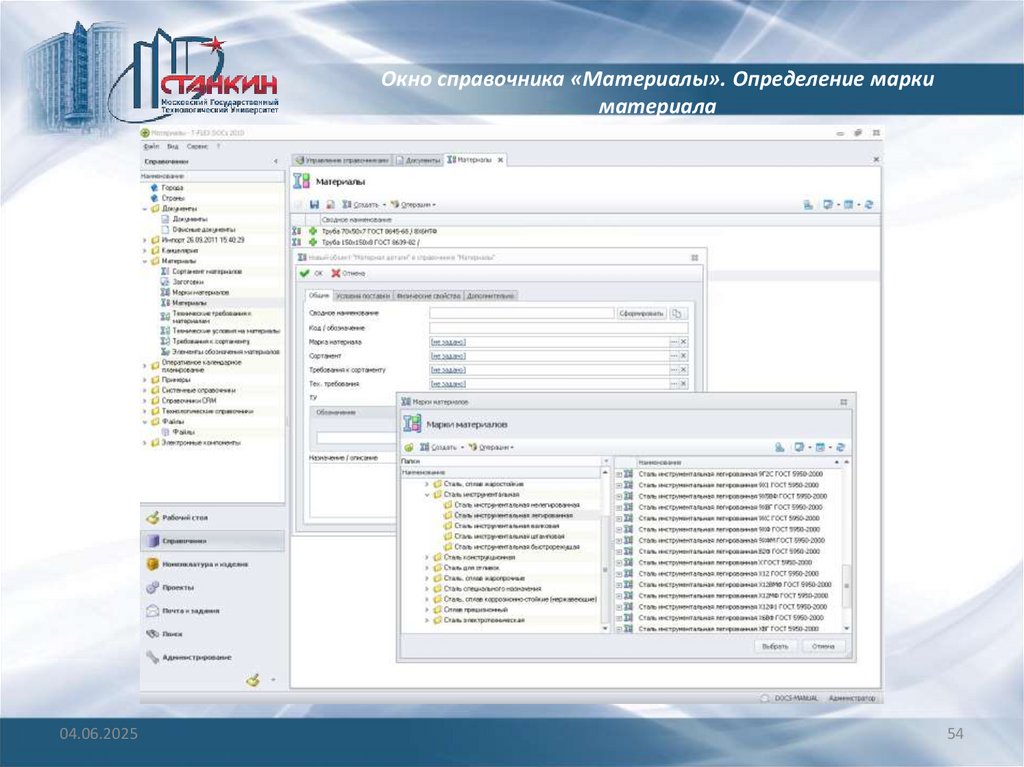
54.
Окно справочника «Материалы». Определение маркиматериала
04.06.2025
54
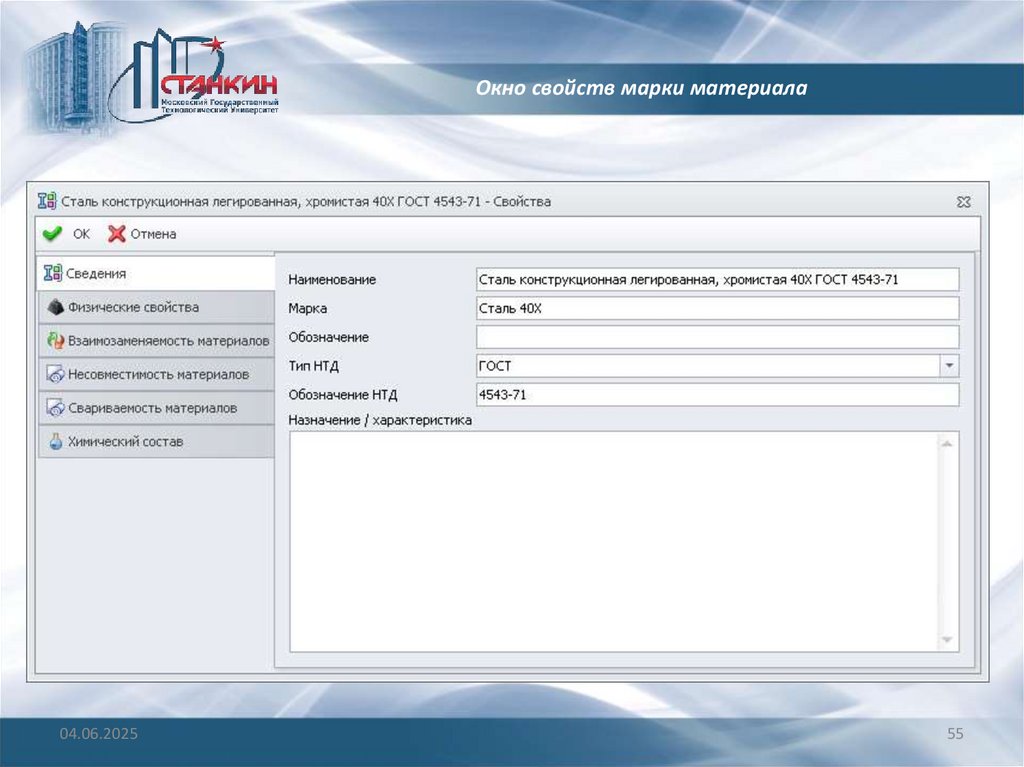
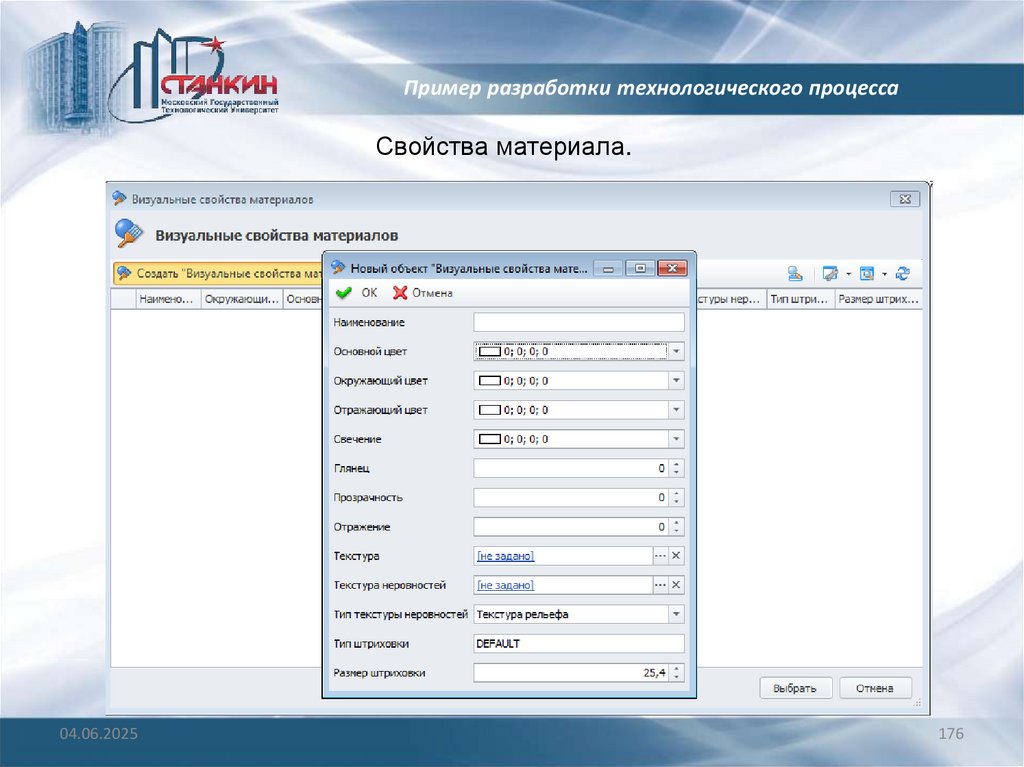
55.
Окно свойств марки материала04.06.2025
55
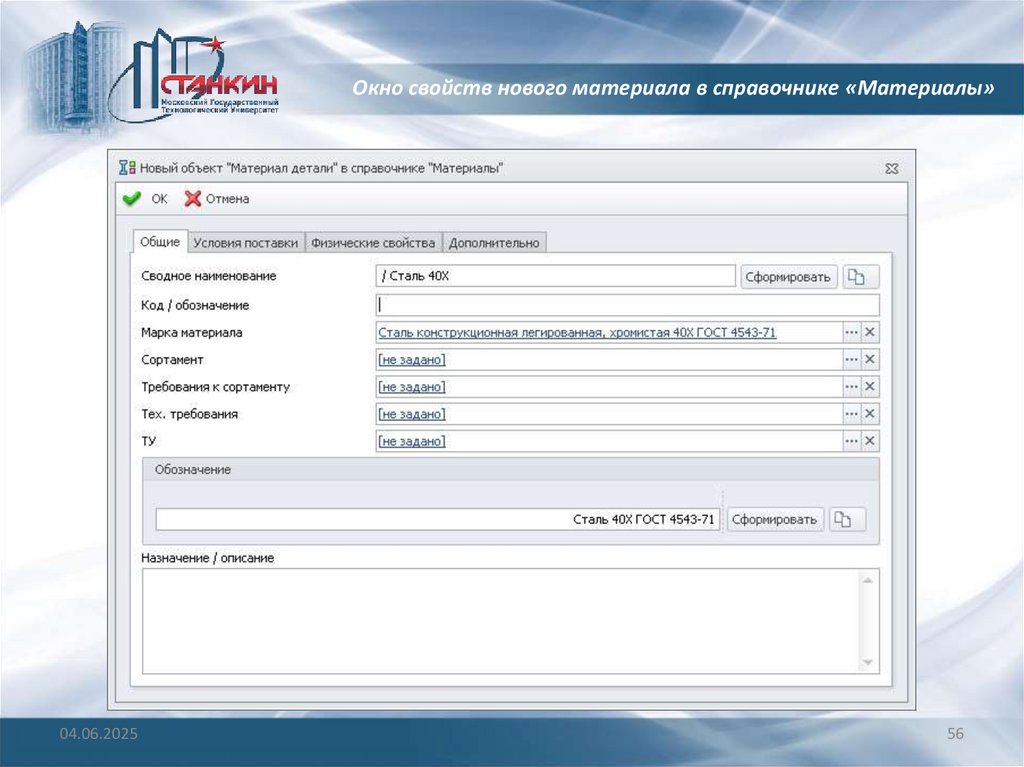
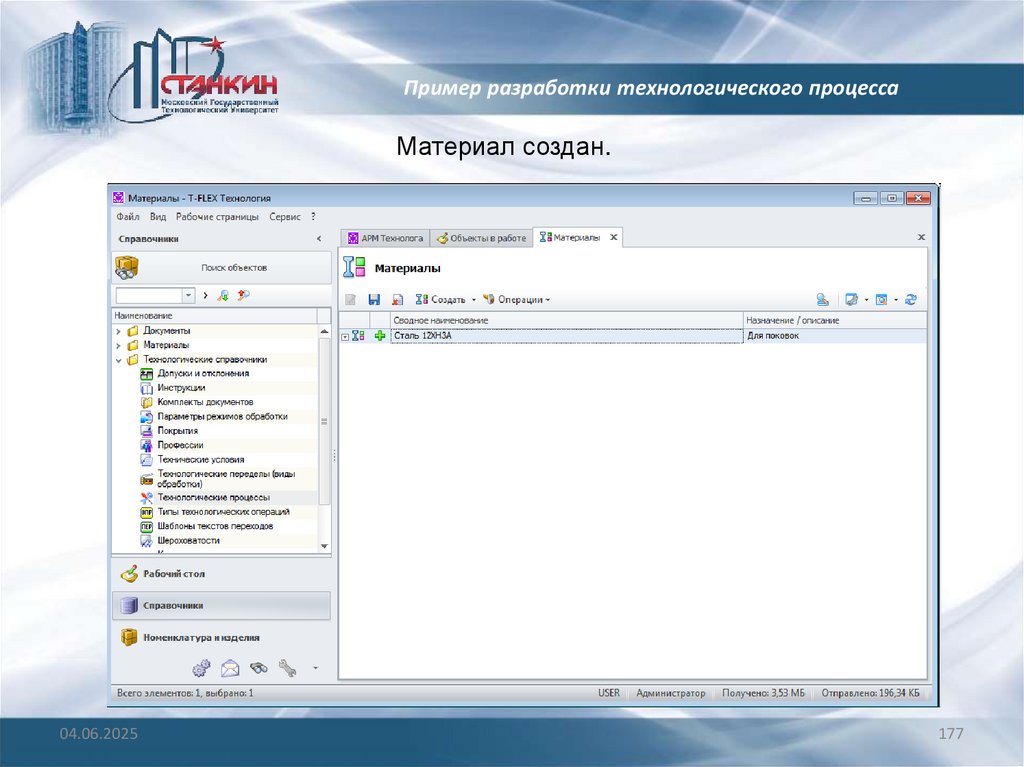
56.
Окно свойств нового материала в справочнике «Материалы»04.06.2025
56
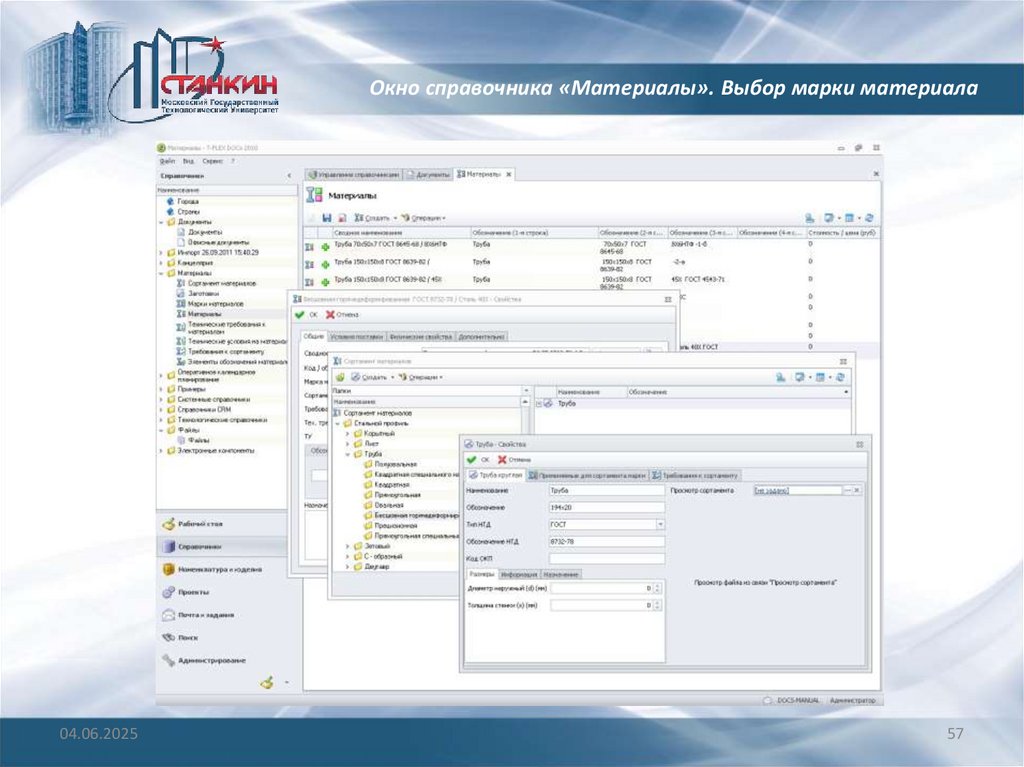
57.
Окно справочника «Материалы». Выбор марки материала04.06.2025
57
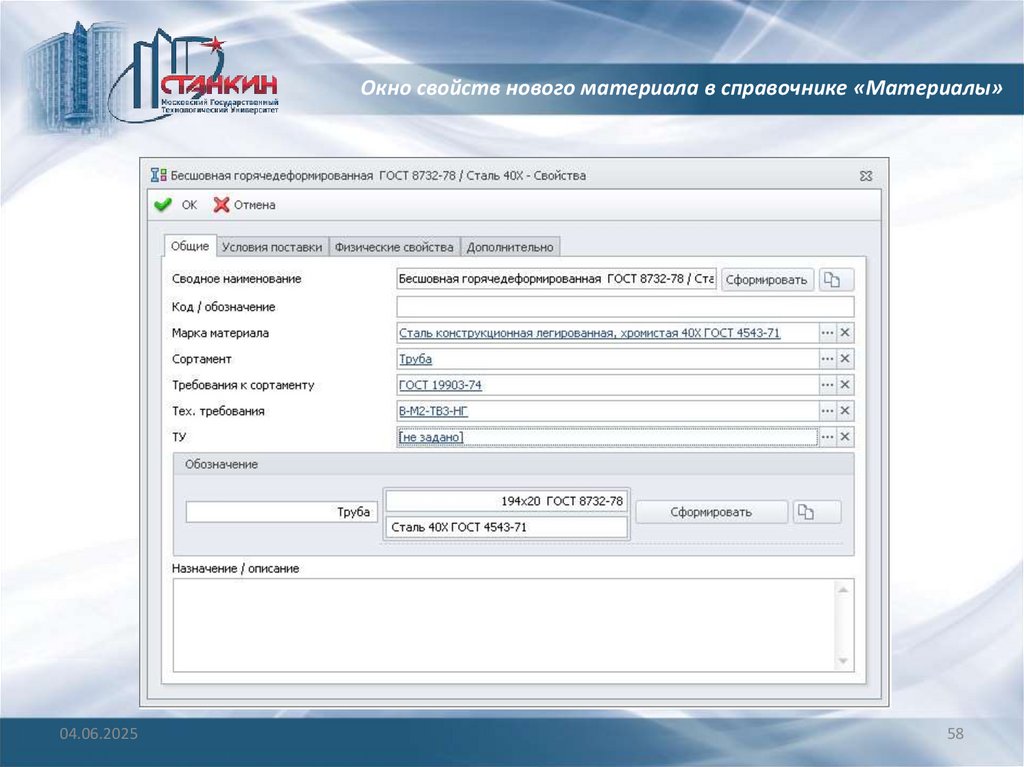
58.
Окно свойств нового материала в справочнике «Материалы»04.06.2025
58
59.
Справочник «Классификаторы»04.06.2025
59
60.
Окно справочника «Документы». Использование классификаторадля задания значения обозначения
04.06.2025
60
61.
T-FLEX Технология. Список сокращенийАРМ – автоматизированное рабочее место;
ГТП – групповой технологический процесс;
ДСЕ – деталь или сборочная единица;
ЕСКД – единая система конструкторской документации;
ЕСТД – единая система технологической документации;
ЕТП – единичный технологический процесс;
КД – конструкторская документация;
КТПП – конструкторско-технологическая подготовка производства;
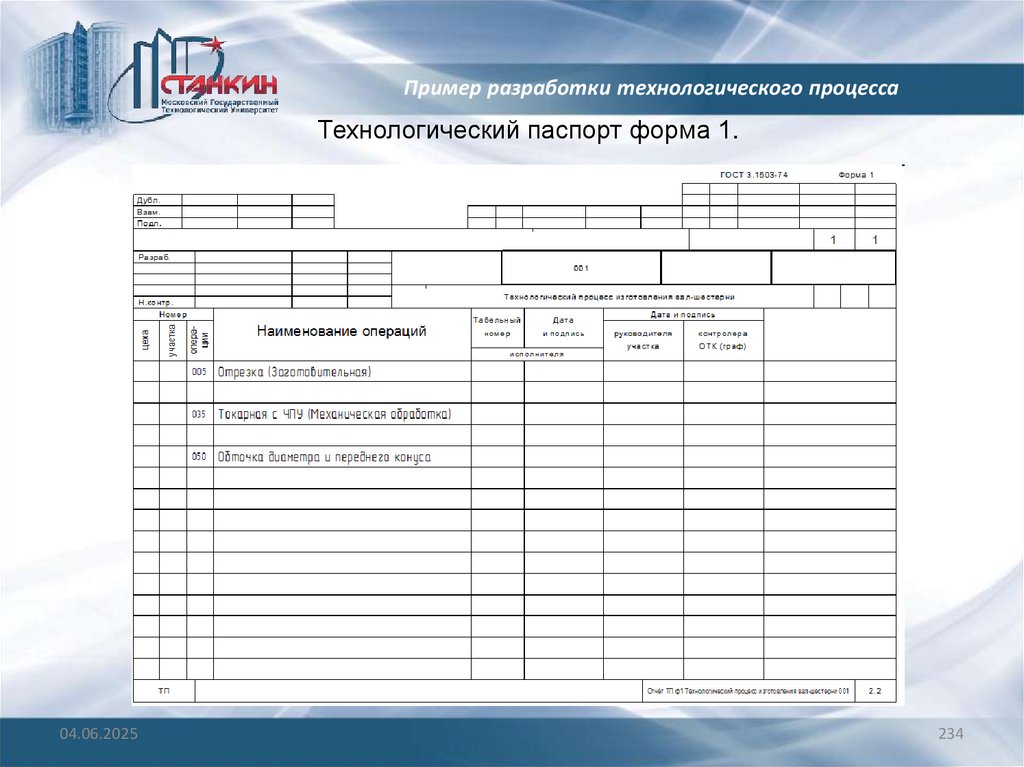
МК – маршрутная карта;
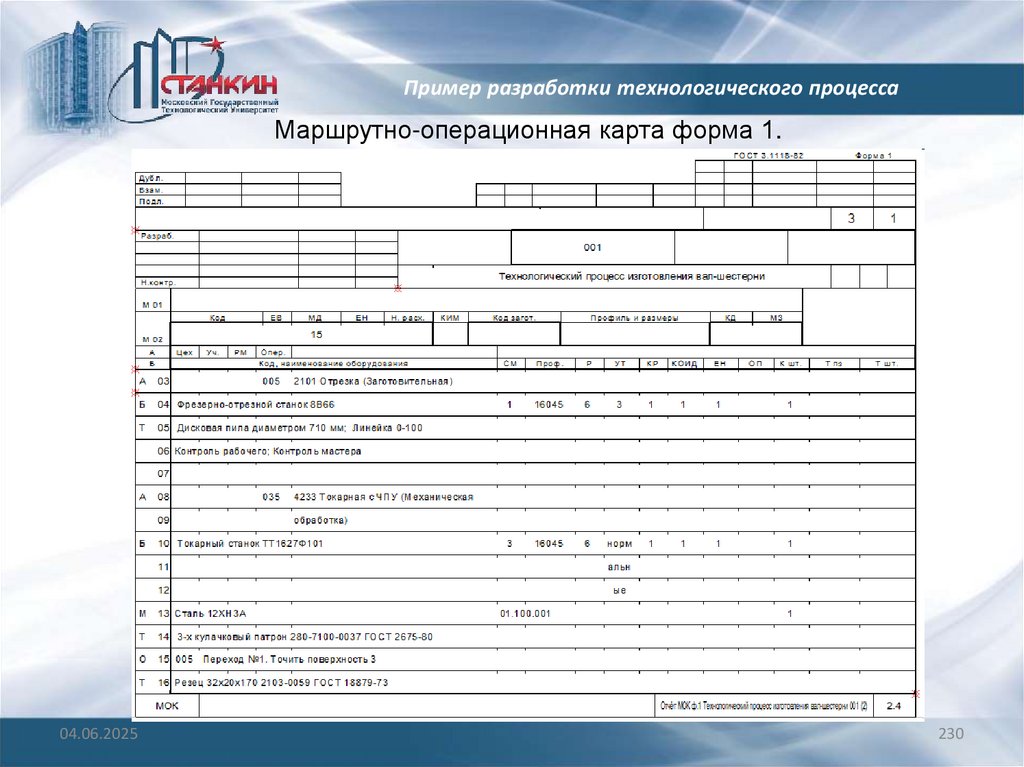
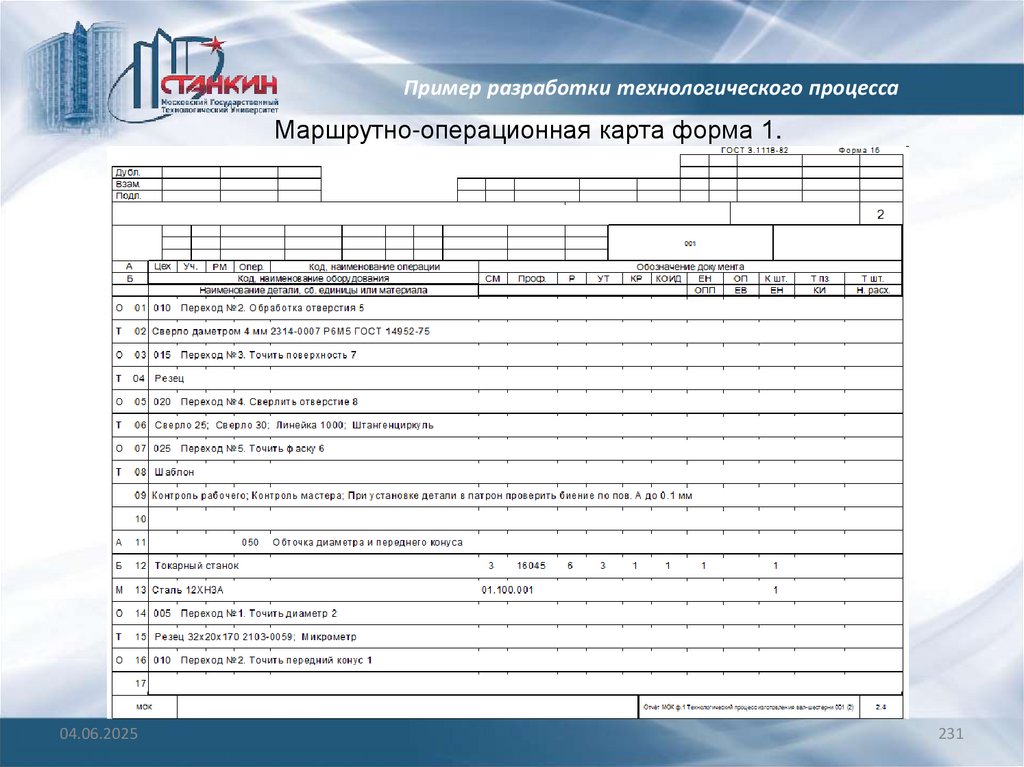
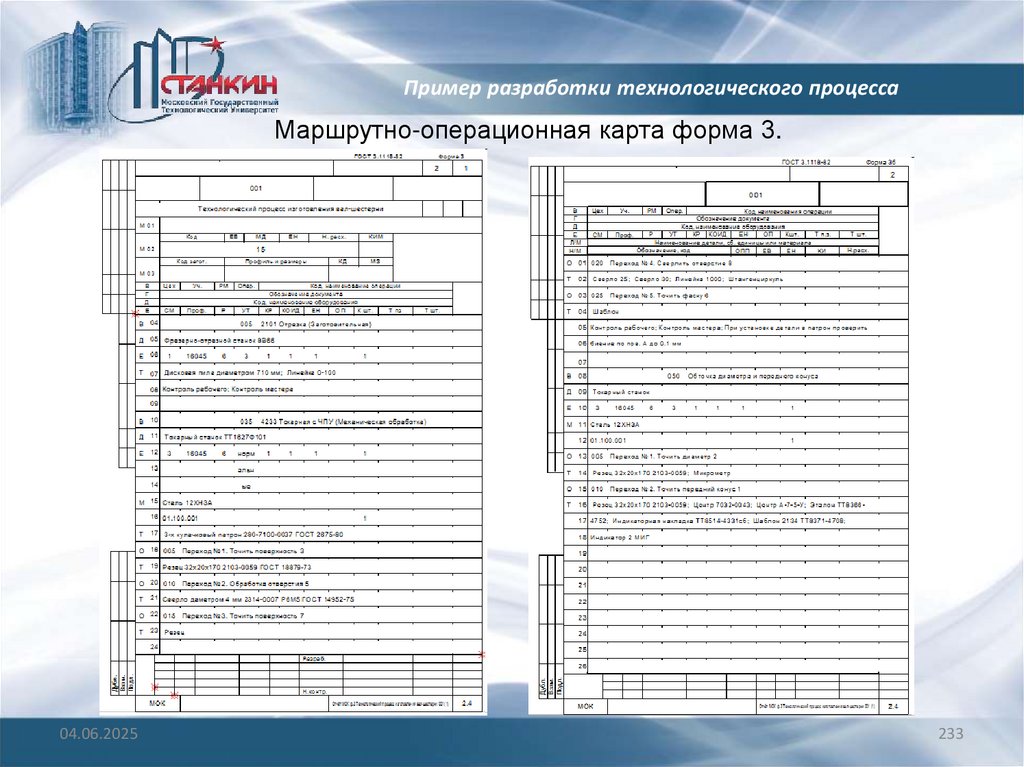
МОК – маршрутно-операционная карта;
ОК – операционная карта;
ПП – производственное подразделение;
СРПП – система разработки и постановки продукции на
производство;
ТД – технологическая документация;
ТЗ – техническое задание;
ТП – технологический процесс;
ТПП – технологическая подготовка производства;
ТТП – типовой технологический процесс.
04.06.2025
61
62.
Технологический процессТехнологической подготовкой производства (ГОСТ 14.004-83) называется
совокупность взаимосвязанных процессов на предприятии, обеспечивающих
технологическую готовность к выпуску в установленные сроки изделий заданного
качества, объёма и себестоимости. Результатом ТПП является комплекс
технологических процессов изготовления деталей, сборочных единиц и изделий в
целом, представленный в виде технологической документации и подготовленных
средств технологического оснащения, наличие которых является необходимым
условием обеспечения выпуска изделий в заданном объёме и с заданными
технико-экономическими показателями. Под технологическим процессом
понимается совокупность методов изготовления продукции путём изменения
состояния, свойств, форм и габаритов исходных материалов, сырья и
полуфабрикатов.
Исходной точкой ТПП является получение набора исходных данных,
необходимых для её реализации. Такими исходными данными являются:
математическая модель или комплект чертежей на изделие; программа выпуска
изделия; срок запуска изделия в производство; организационно-технические
условия, предусматривающие различные способы получения заготовок и
учитывающие возможности приобретения комплектующих изделий, а также
оборудования и оснастки на других предприятиях.
04.06.2025
62
63.
Комплекс работ при ТППВ ходе ТПП выполняется следующий комплекс работ:
создание маршрута изготовления изделия (или выбор из прототипа);
планирование сроков ТПП;
проектирование ТП сборки узлов и агрегатов, а также изделия в целом;
проектирование ТП изготовления отдельных деталей;
оформление ведомостей заказов заготовок, режущего и мерительного
инструмента, стандартной или унифицированной оснастки и оборудования;
разработка ТЗ на проектирование специального инструмента,
приспособлений, технологической оснастки и оборудования;
изготовление и контроль всего перечисленного в предыдущем пункте;
расчёт и проектирование цехов, участков, рабочих мест;
отладка и корректировка технологических процессов и оснастки.
04.06.2025
63
64.
Проектирование ТПНаиболее важной и ответственной работой, выполняемой в ходе ТПП,
является проектирование технологических процессов. Это сложная,
трудно формализуемая и многовариантная задача, для нахождения
оптимального решения которой необходимо разрабатывать различные
варианты ТП, оценивать и сравнивать их между собой. Количество таких
возможных вариантов может быть очень велико, и технолог физически не в
состоянии все их спроектировать и оценить. Именно по этой причине
разработка ТП носит субъективный характер, а их качество существенно
зависит от опыта и квалификации технолога.
Следует отметить, что, несмотря на автоматизацию процесса принятия
сложных логических решений или графического оформления ТП, например,
выбора структуры ТП, схем базирования, карты сложных наладок и т.п., и их
решение все равно остаётся за специалистом.
04.06.2025
64
65.
Термины и основы технологии машиностроенияТехнологическая документация - это комплект технологических документов,
необходимых и достаточных для выполнения данного технологического
процесса или отдельных его операций. Она подразделяется по степени
детализации описания на следующие группы документов:
Маршрутный ТП - сокращенное описание всех технологических операций в
последовательности их выполнения без указания переходов и технологических
режимов.
Операционный ТП - полное описание всех технологических операций в
последовательности их выполнения с указанием переходов и технологических
режимов.
Маршрутно-операционный ТП - сокращенное описание технологических
операций в маршрутной карте в последовательности их выполнения с полным
описанием отдельных операций в других технологических документах.
04.06.2025
65
66.
Термины и основы технологии машиностроенияВыбор того или иного описания ТП зависит от конкретных условий производства и
его типа, а также от сложности выполняемых работ. Напомним основные понятия,
относящиеся к структуре ТП, которые используются при технологическом
проектировании:
Технологическая операция - законченная часть ТП, выполняемая на одном
рабочем месте.
Установ - часть технологической операции, выполняемая при неизменном
закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции,
выполняемая с помощью одних и тех же средств технологического оснащения при
неизменных технологических режимах и установке.
Рабочий ход - законченная часть технологического перехода, состоящая из
однократного перемещения инструмента относительно заготовки, которая
сопровождается изменением ее формы, размеров, качества поверхности и
свойств.
Позиция - фиксированное положение, занимаемое неизменно закрепленной
обрабатываемой заготовкой или собираемой сборочной единицей совместно с
приспособлением относительно инструмента или неподвижной части
оборудования.
04.06.2025
66
67.
Термины и основы технологии машиностроенияТехнологическая подготовка производства является продолжением процесса
проектирования изделия, следующим за этапом конструкторской подготовки.
Она выполняется как для вновь сконструированных изделий, так и для
находящихся в производстве с целью повышения технического уровня,
снижения издержек производства и улучшения условий труда.
ТПП включает в себя следующие этапы:
1. Разработка маршрутной технологии, в ходе которой определяется
последовательность выполнения основных операций и их распределение по
цехам и конкретным группам оборудования. Также при разработке маршрутной
технологии производится выбор инструмента, расчет норм времени и
установление разрядности работ. Таким образом, маршрутная технология
закрепляет за каждым цехом и участком соответствующие виды продукции,
определяя их специализацию в общей производственной структуре
предприятия.
2. Разработка операционной технологии для каждого цеха и участка, которая
содержит указания по выполнению и параметры каждой технологической
операции. В ряде случаев, например, в индивидуальном производстве или при
производстве изделий со сравнительно простой технологией этот этап может
не выполняться, и ТПП ограничивается разработкой маршрутной технологии.
04.06.2025
67
68.
Термины и основы технологии машиностроенияЗадачи, решаемые в процессе технологической подготовки
производства, можно разделить на четыре основные группы:
• обеспечение технологичности конструкции изделия;
• разработка технологических процессов;
• проектирование и изготовление средств технологического оснащения;
• организация и управление процессом технологической подготовки
производства.
Исходной точкой технологической подготовки производства является
получение набора исходных данных, необходимых для ее реализации.
Такими исходными данными являются:
• математическая модель или комплект чертежей на изделие;
• программа выпуска изделия;
• срок запуска изделия в производство;
• организационно-технические условия, предусматривающие различные
способы получения заготовок и учитывающие возможности приобретения
комплектующих изделий, а также оборудования и оснастки на других
предприятиях.
04.06.2025
68
69.
Термины и основы технологии машиностроенияНа основании этих исходных данных в ходе ТПП выполняется следующий
комплекс работ:
• проектирование технологических процессов изготовления отдельных
деталей;
• проектирование технологических процессов сборки узлов и агрегатов, а
также изделия в целом;
• оформление ведомостей заказов заготовок, режущего и мерительного
инструмента, стандартной или унифицированной оснастки и оборудования;
• разработка технических заданий на проектирование специального
инструмента, приспособлений, технологической оснастки и оборудования;
• изготовление и контроль всего перечисленного в предыдущем пункте;
• расчет и проектирование цехов, участков и рабочих мест;
• отладка и корректировка технологических процессов и оснастки.
04.06.2025
69
70.
Направления совершенствования ТППГлавным направлением сокращения трудоёмкости и стоимости
технологического проектирования является его автоматизация,
которая позволяет решать следующий круг задач:
• создание данных и параметров технологических процессов
изготовления;
• использование конструкторских документов для передачи параметров в
технологические процессы;
• оформление технологической документации;
• поиск информации об инструменте, приспособлениях, оборудовании,
заготовках, припусках, нормативах по режимам резания и нормам
времени, технологических процессах – прототипах и т.д.;
• выполнение стандартных расчётов, таких как расчёт межоперационных
припусков, режимов резания и т.д.
04.06.2025
70
71.
T-FLEX Технология. НазначениеСистема T-FLEX Технология предназначена для проектирования процессов
производства дискретного (пооперационного) типа и выпуска технологической
документации. Она рассчитана на технологов, создающих директивные, маршрутные и
операционные технологические документы любых отраслей промышленности. Система
предназначена для оснащения автоматизированных рабочих мест технолога как в
крупных промышленных предприятиях, так и в небольших или отдельных
производственных
объединениях
или
подразделениях.
Обладает
гибкими
современными средствами коллективной разработки технологических проектов любой
сложности, а генератор отчётов имеет широкие возможности разработки форм
документов и задания правил их заполнения по стандартам предприятия.
T-FLEX Технология позволяет:
• сократить сроки технологической подготовки производства;
• уменьшить число ошибок при проектировании и отрицательное влияние
человеческого фактора;
• накопить и применять базу знаний предприятия при технологическом
проектировании новых изделий, обеспечить преемственность знаний;
• устранить рутинный характер работы технологов и выделять больше времени для
творческого труда;
• организовать единое информационно-справочное пространство для технологов и
конструкторов, а также служб управления производством.
04.06.2025
71
72.
T-FLEX Технология. Возможности04.06.2025
разработка технологических процессов изготовления деталей и
сборочных единиц, создание маршрутных, маршрутнооперационных и операционных технологических процессов,
единичных, групповых и типовых техпроцессов;
создание параметрических и непараметрических прототипов
технологических процессов;
составление технологического процесса из прототипов, создание
библиотек прототипов технологических процессов и их фрагментов;
ведение технологической структуры изделия;
работа в едином информационном пространстве T-FLEX в режиме
коллективной параллельной конструкторско-технологической
подготовки производства;
создание маршрутных технологий, директивных документов
(предписаний, расцеховок и т.п.) и комплектов технологических
документов для любых технологических переделов в полном
соответствии с ЕСТД;
связь параметров CAD модели/чертежа с параметрами
технологического процесса;
ведение технологических справочников и классификаторов;
72
73.
T-FLEX Технология. Возможности• редактирование поставляемых справочников при адаптации для
конкретного производства;
• создание шаблонов документов и правил их автозаполнения;
• настроенный, автоматически изменяющийся интерфейс для различных
технологических переделов (заготовительных, механообработки, сборки,
штамповки, термообработки, нанесения покрытий, гальваника, литья,
прессования, сварки, окраски, технического контроля, транспортирования и
других);
• поиск технологической информации, подбор техпроцессов и оснащения по
заданным условиям;
• расчёт временных и материальных нормативов;
• защита технологической информации ичреанзигреани прав доступа к ней;
• контроль готовности технологических процессов, автоматизированное
согласование и утверждение;
• подготовка и передача данных в систему оперативно-календарного
планирования T-FLEX ОКП.
04.06.2025
73
74.
Методы работы в T-FLEX ТехнологияВ системе реализованы следующие методы работы:
• диалоговое проектирование с использованием баз технологических данных;
• проектирование на основе техпроцесса-аналога;
• проектирование с использованием библиотеки технологических решений;
• заимствование технологических решений из ранее разработанных технологий;
• автоматическое формирование техпроцессов на базе параметрических
прототипов (из базы знаний).
Результатом работы технолога является создание технологической
документации. Результатом работы в T-FLEX Технология является
электронный или бумажный комплект документов, включающий титульные
листы, маршрутные, маршрутно-операционные и операционные карты,
ведомости и другие необходимые технологические документы; типовые и
групповые техпроцессы для последующего автоматического формирования
техпроцессов; технологические базы знаний конкретного производства;
взаимосвязи в информационном пространстве предприятия и другие
результаты.
04.06.2025
74
75.
Запуск T-Flex Технология04.06.2025
75
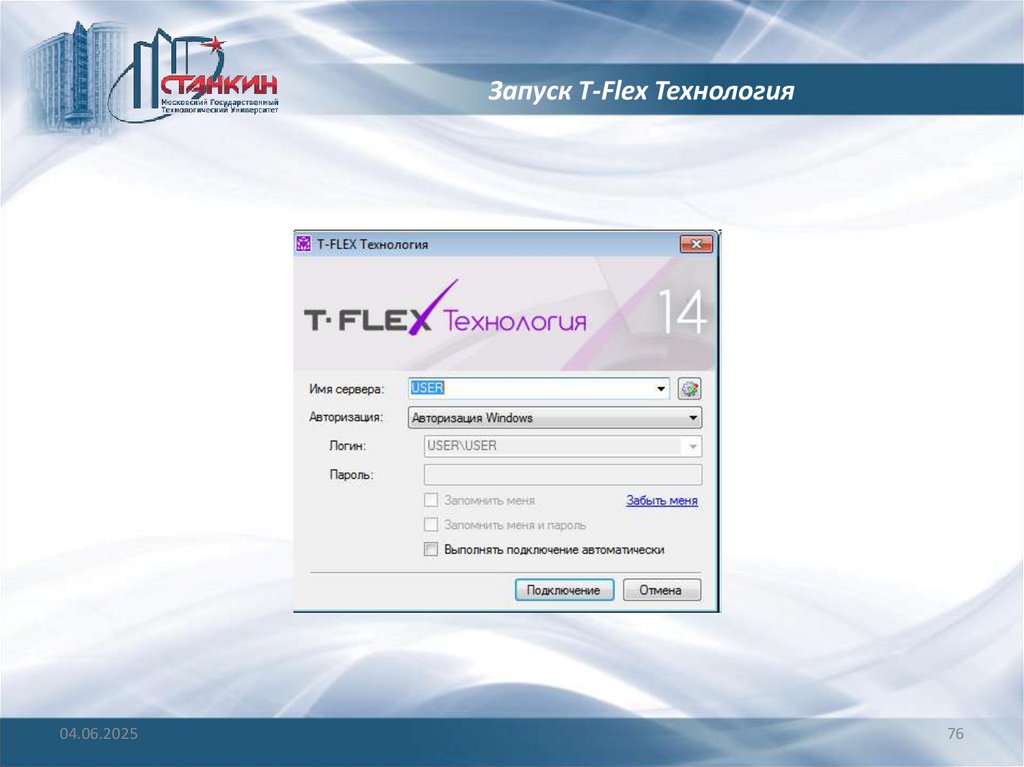
76.
Запуск T-Flex Технология04.06.2025
76
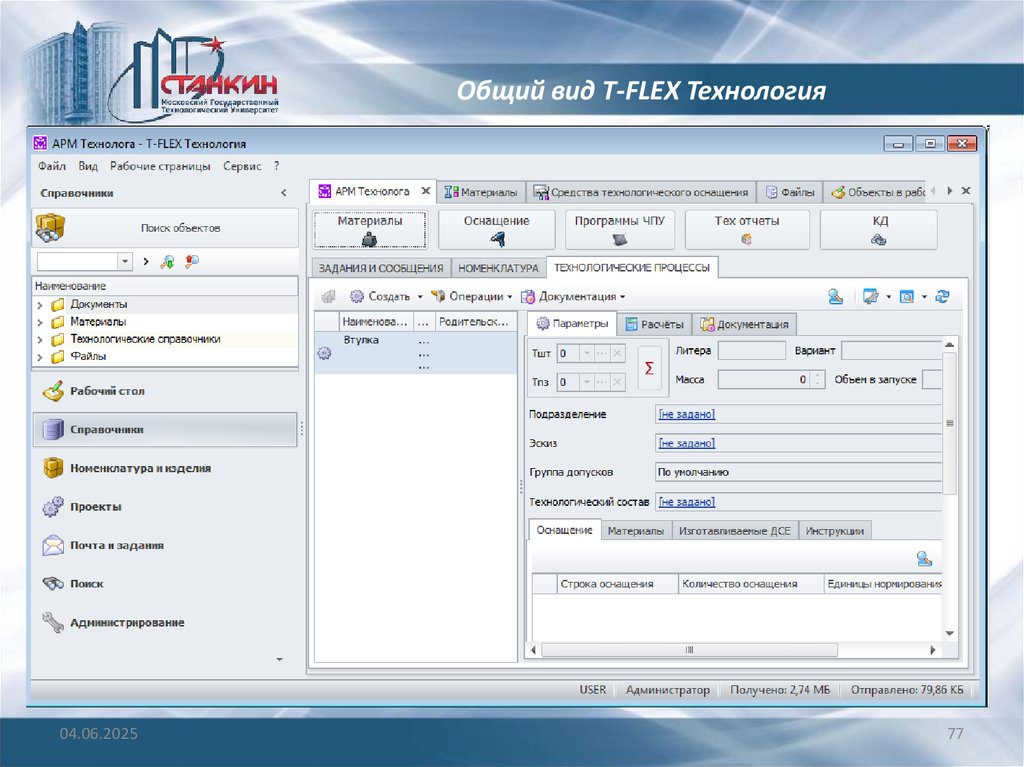
77.
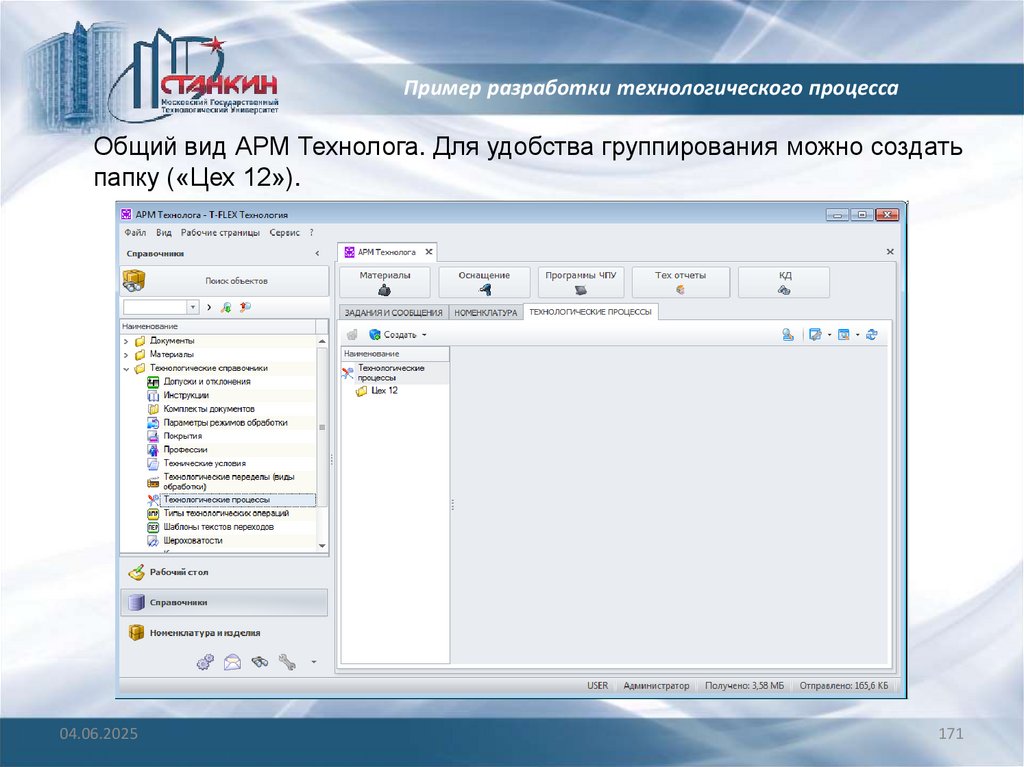
Общий вид T-FLEX Технология04.06.2025
77
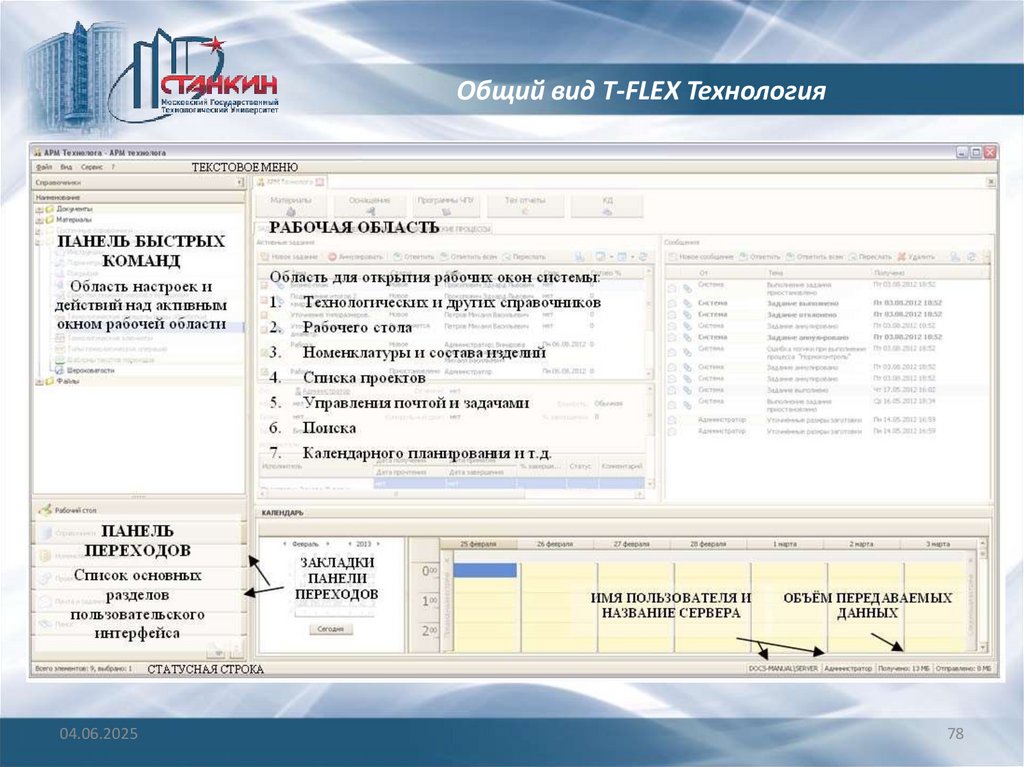
78.
Общий вид T-FLEX Технология04.06.2025
78
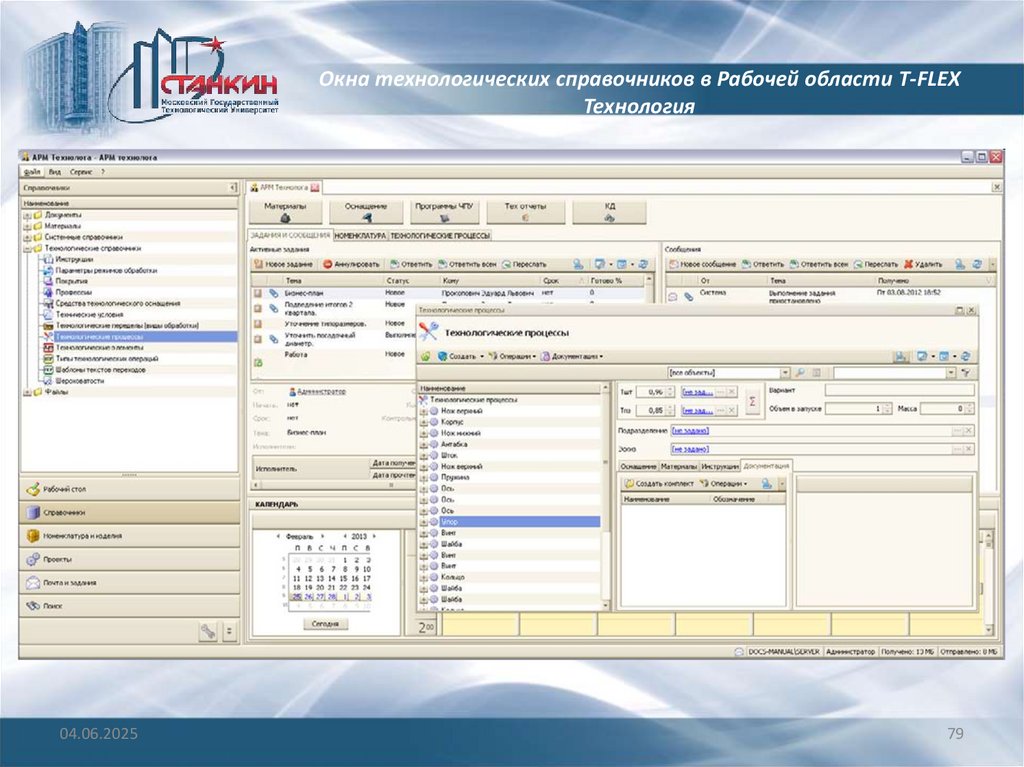
79.
Окна технологических справочников в Рабочей области T-FLEXТехнология
04.06.2025
79
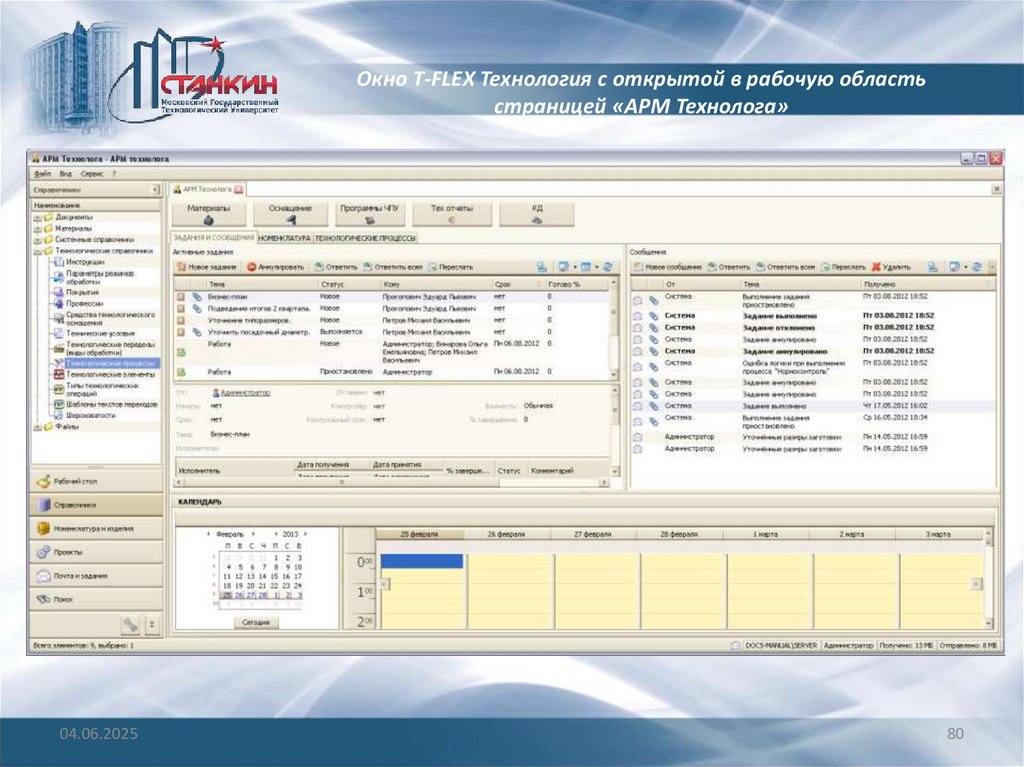
80.
Окно T-FLEX Технология с открытой в рабочую областьстраницей «АРМ Технолога»
04.06.2025
80
81.
T-FLEX Технология. Рабочий столВажнейшим базовым механизмом T-FLEX Технология является поддержка
коллективной работы, реализованная в виде Рабочего стола. Рабочий стол
представляет собой механизм создания новых объектов, внесения
изменений и удаления существующих объектов. Он специально реализован
для того, чтобы избежать одновременного редактирования объекта и
изменения его свойств несколькими пользователями.
Под Рабочим столом понимается некоторое пространство - рабочая
область, с которой пользователь работает на конкретном компьютере. Если
пользователь работает с системой на нескольких компьютерах, допускается
использование нескольких Рабочих столов.
04.06.2025
81
82.
T-FLEX Технология. Рабочий столРабочий стол решает следующие задачи:
• Обеспечение целостности данных при внесении изменений.
• Обеспечение возможности работы нескольких пользователей одновременно
с одними и теми же справочниками.
• Обеспечение блокировки данных, которые несколько пользователей не
должны редактировать одновременно.
• Ведение протокола создания, изменения и удаления объектов.
• Возможность возврата (отката) изменения объекта на определённую
версию, определённую дату и т.д.
• Возможность просмотра списка объектов, находящихся в редактировании у
любого пользователя.
04.06.2025
82
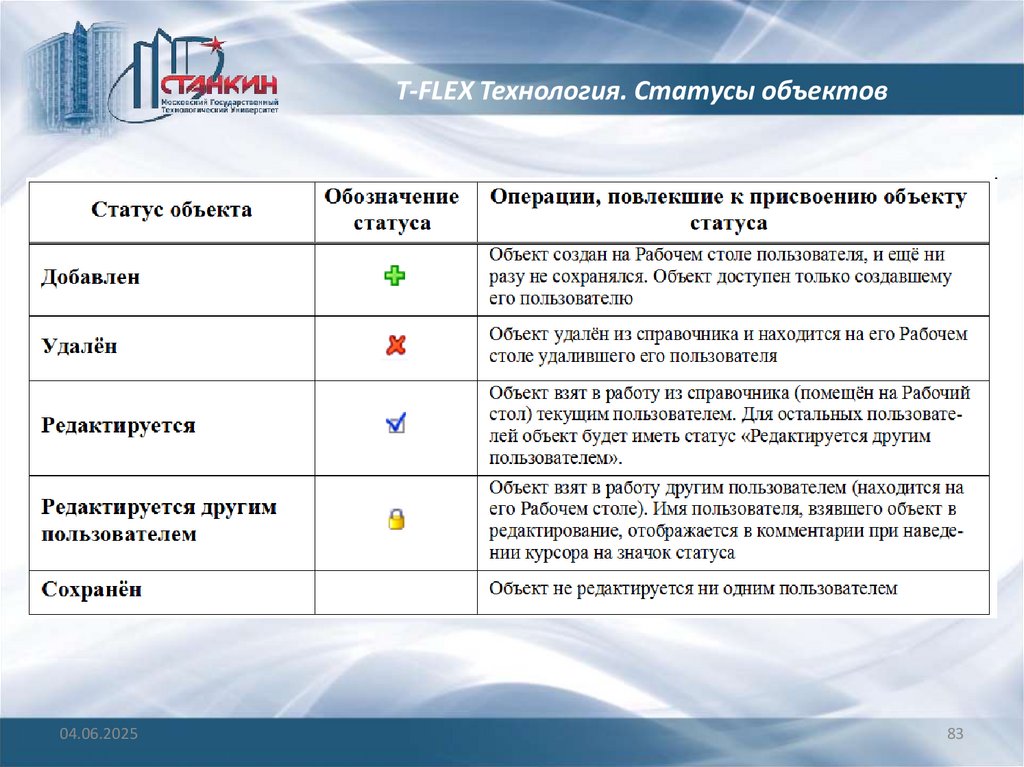
83.
T-FLEX Технология. Статусы объектов04.06.2025
83
84.
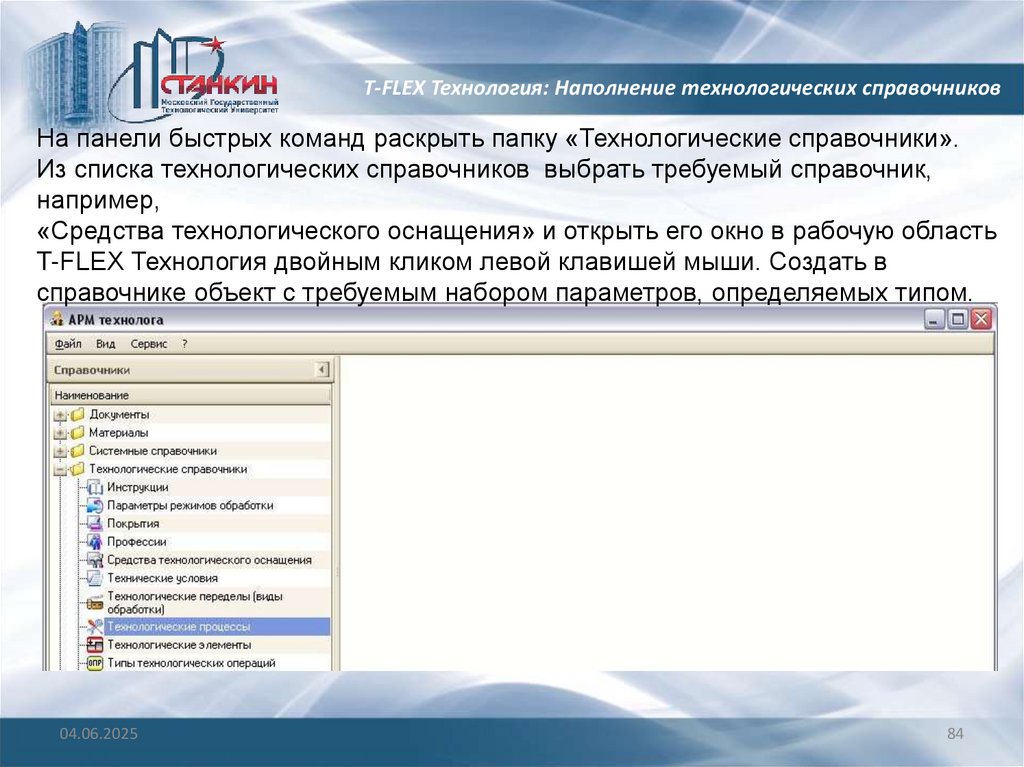
T-FLEX Технология: Наполнение технологических справочниковНа панели быстрых команд раскрыть папку «Технологические справочники».
Из списка технологических справочников выбрать требуемый справочник,
например,
«Средства технологического оснащения» и открыть его окно в рабочую область
T-FLEX Технология двойным кликом левой клавишей мыши. Создать в
справочнике объект с требуемым набором параметров, определяемых типом.
04.06.2025
84
85.
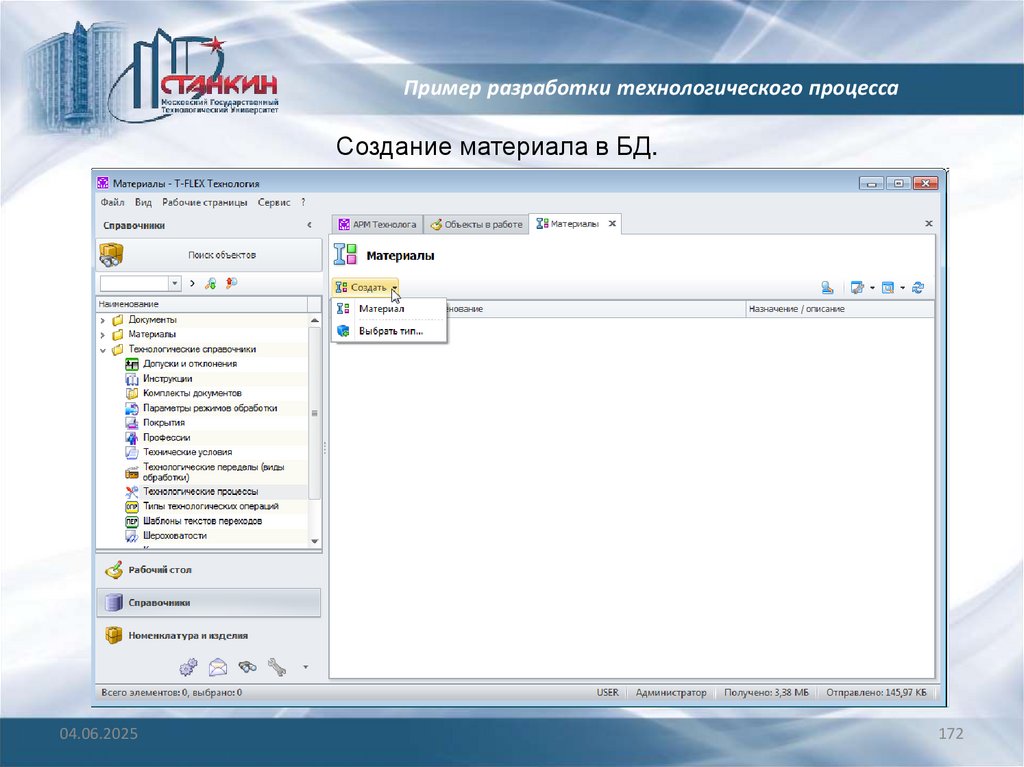
T-FLEX Технология: Наполнение технологических справочниковДля создания объекта в технологическом справочнике необходимо нажать
кнопку
или раскрыть выпадающее меню этой кнопки и выбрать пункт. Откроется
окно выбора типа создаваемого объекта.
04.06.2025
85
86.
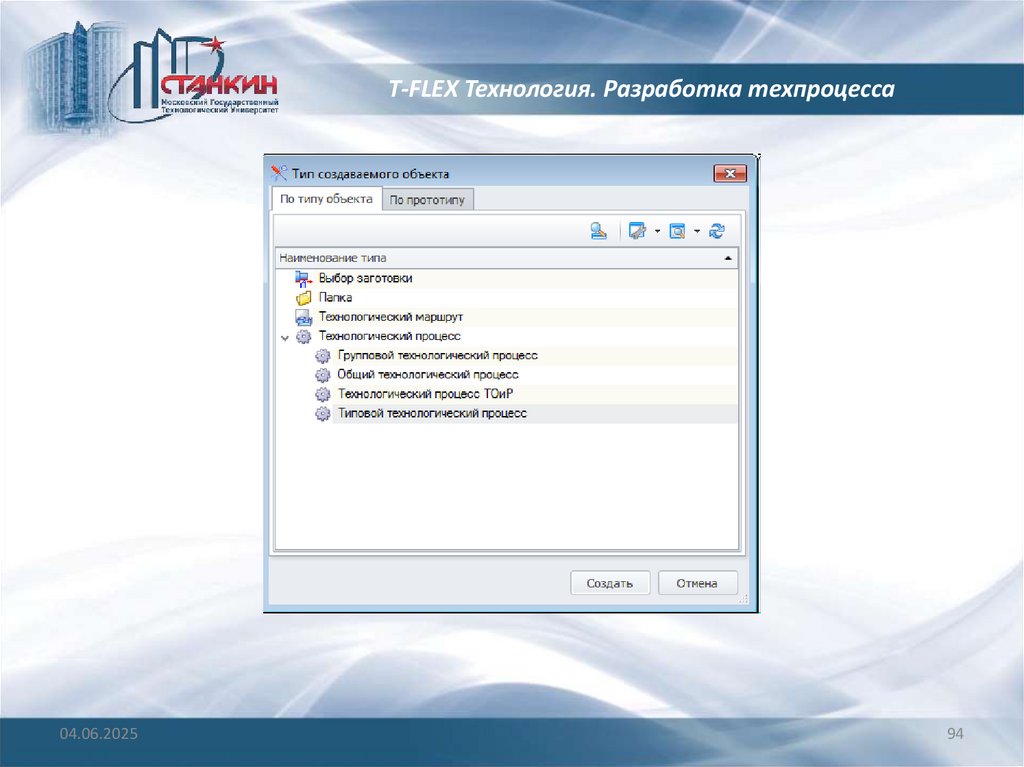
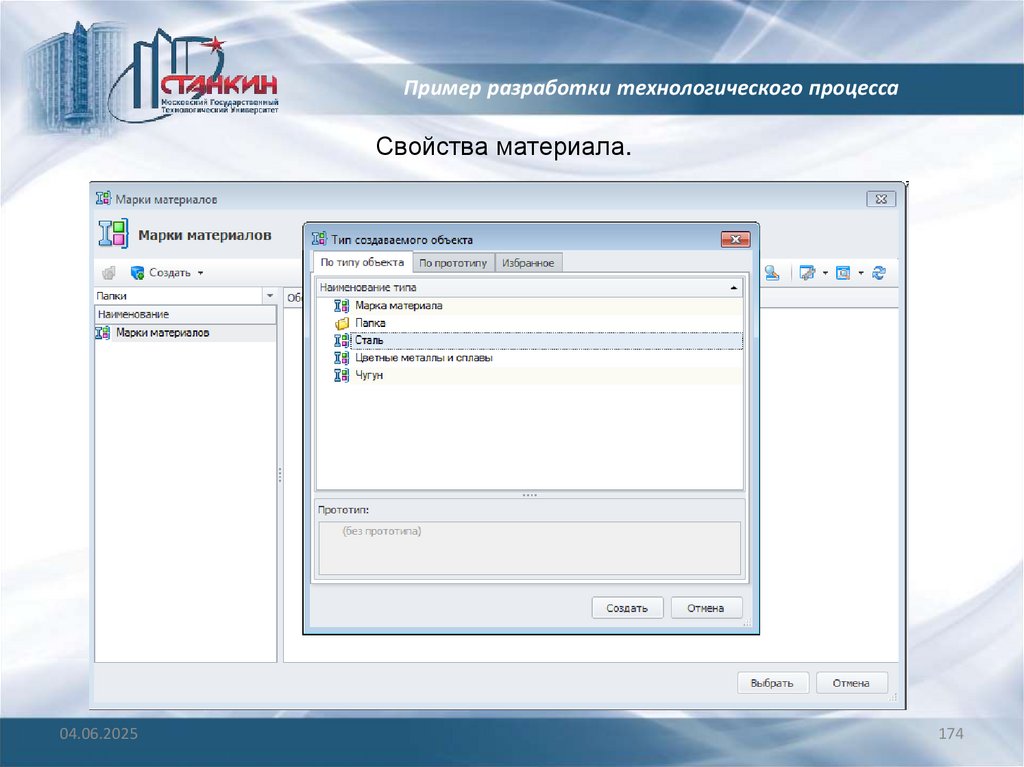
T-FLEX Технология: Наполнение технологических справочниковПроизвести выбор типа можно одним из следующих способов:
• создать объект выбором одного из доступных типов. Для этого на странице «По типу
объекта» выбрать в дереве типов справочника соответствующий создаваемому
объекту тип и нажать кнопку [Создать];
• создать объект на основе прототипа. Для этого необходимо перейти на страницу «По
прототипу», из заданных прототипов выбрать соответствующий создаваемому объекту
и нажать кнопку [Создать];
• создать объект на основе одного из избранных типов. Для быстрого создания
объектов на основе часто используемых типов имеется возможность добавления типа
в избранное. Для этого необходимо перейти на страницу «Избранное», из избранных
типов выбрать соответствующий создаваемому объекту и нажать кнопку [Создать].
После выбора типа объекта откроется диалог свойств объекта, в котором необходимо
ввести значения, соответствующие объекту. Для объектов различных типов в нем будет
представлен различный набор параметров.
После создания новому объекту (элементу техпроцесса) присваивается статус
«Заблокирован», что соответствует взятию его в редактирование текущим
пользователем, т.е. взятие на Рабочий стол.
Применить и отменить изменения объекта, т.е. вернуть объект в справочник с
сохранением изменений или без, можно и вручную при помощи команд, вызываемых
кнопками и пиктографического меню окна свойств элемента дерева техпроцесса
соответственно.
04.06.2025
86
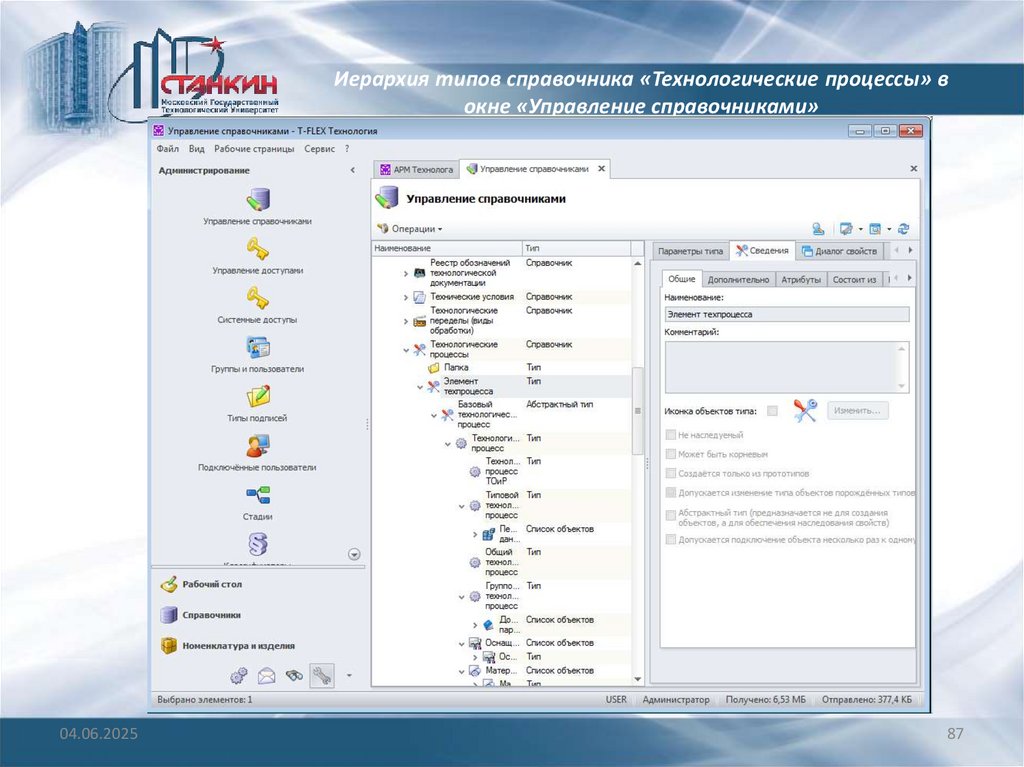
87.
Иерархия типов справочника «Технологические процессы» вокне «Управление справочниками»
04.06.2025
87
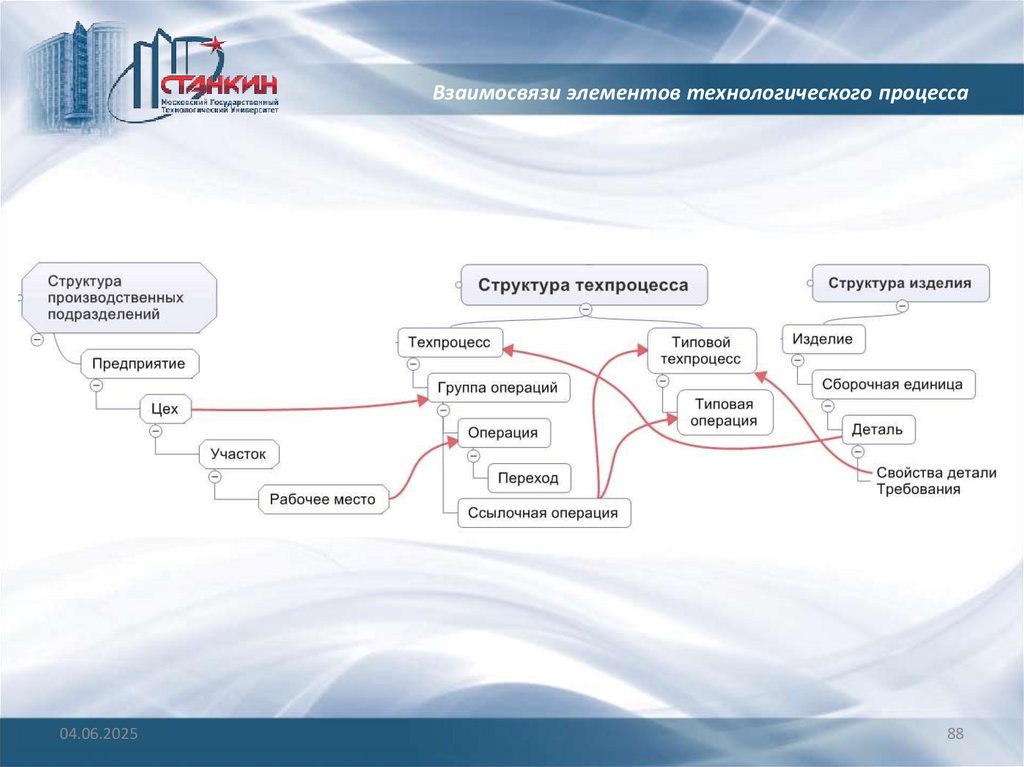
88.
Взаимосвязи элементов технологического процесса04.06.2025
88
89.
Иерархия данных техпроцесса T-FLEX Технология04.06.2025
89
90.
T-FLEX Технология. Разработка техпроцессаСоздание технологического процесса может выполняться двумя
способами:
• первый заключается в создании технологического процесса на уже
существующий объект номенклатуры и состава изделия. Данный
способ подходит в том случае, если есть права на редактирование
объекта, для которого создаётся технологический процесс. Это
возможно, когда технолог сам создает ДСЕ (деталь или сборочная
единица), например, технологической оснастки или когда техпроцесс
проектируют на деталь, не существующую в системе, к примеру,
изготавливаемую по кооперации.
• второй заключается в создании ТП непосредственно в
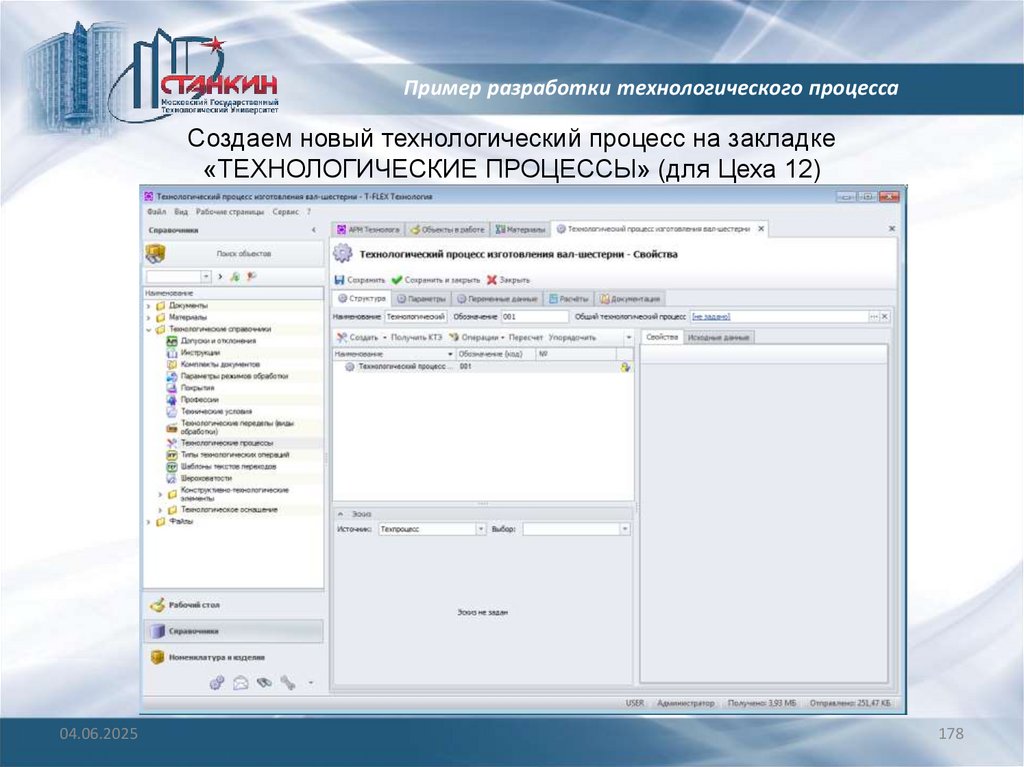
справочнике «Технологические процессы».
04.06.2025
90
91.
T-FLEX Технология. Разработка техпроцессаДля создания технологического процесса для ДСЕ (деталь или сборочная единица)
достаточно:
1. В справочнике «Номенклатура и изделия» перейти на закладку «Технологические
процессы» окна свойств ДСЕ. 2. Взять ДСЕ в редактирование. 3. Создать
технологический процесс.
Для работы с архивом технологических справочников необходимо:
1. Выбрать закладку панели переходов «Справочники», в дереве справочников на
панели быстрых команд раскрыть папку «Технологические справочники».
2. Открыть окно справочника «Технологические процессы» при помощи одноимённого
ярлыка панели быстрых команд.
3. Для удобства последующего доступа к техпроцессам своего подразделения
необходимо создать папку, например, Цех 10.
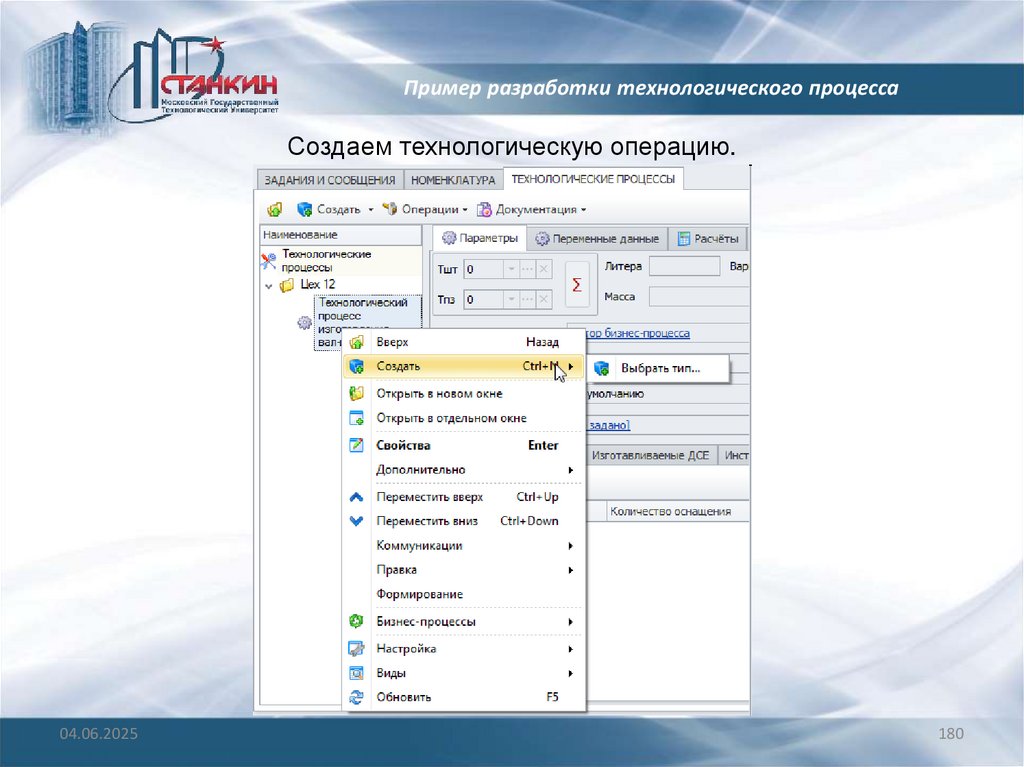
4. На странице «Структура» в дереве техпроцесса выберите элемент техпроцесса (как
правило, это техпроцесс или операция), в составе которого необходимо создать группу
операций, и вызовите команду: [Создать]
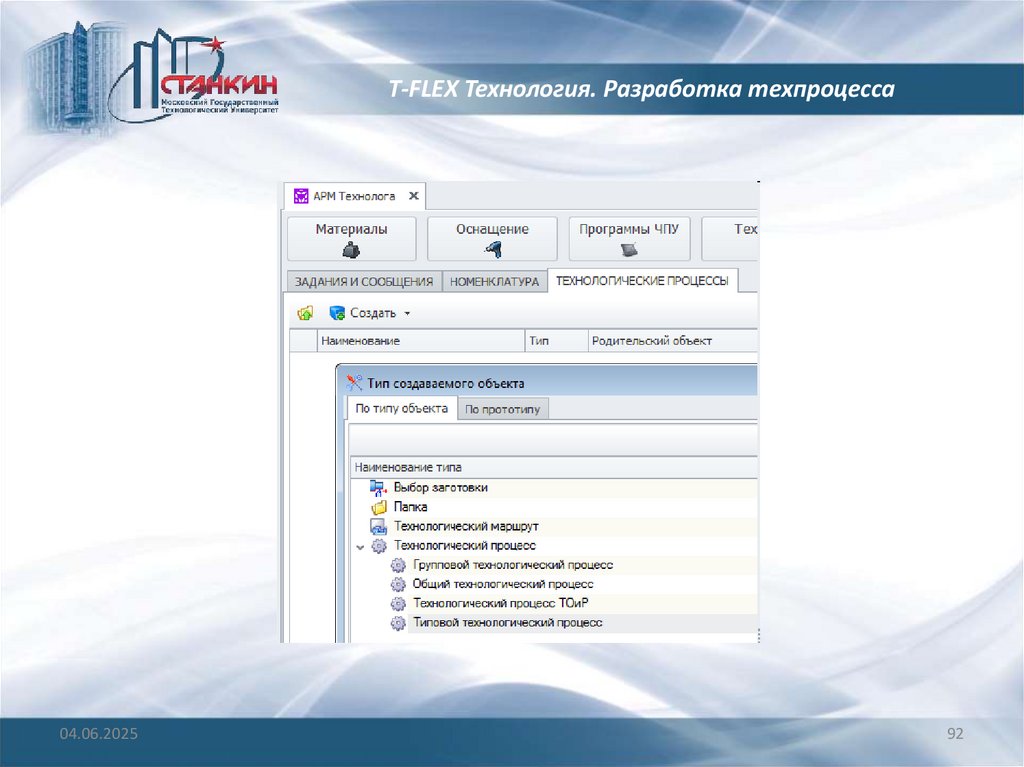
5. В выпадающем при выборе команды списке выберите наименование необходимого
типа, например, «Группа операций» или «Технологическая операция». Дальнейшая
последовательность действий определяется пунктом 6. При отсутствии в списке
необходимого типа вызовите из этого же списка команду: Выбрать тип…
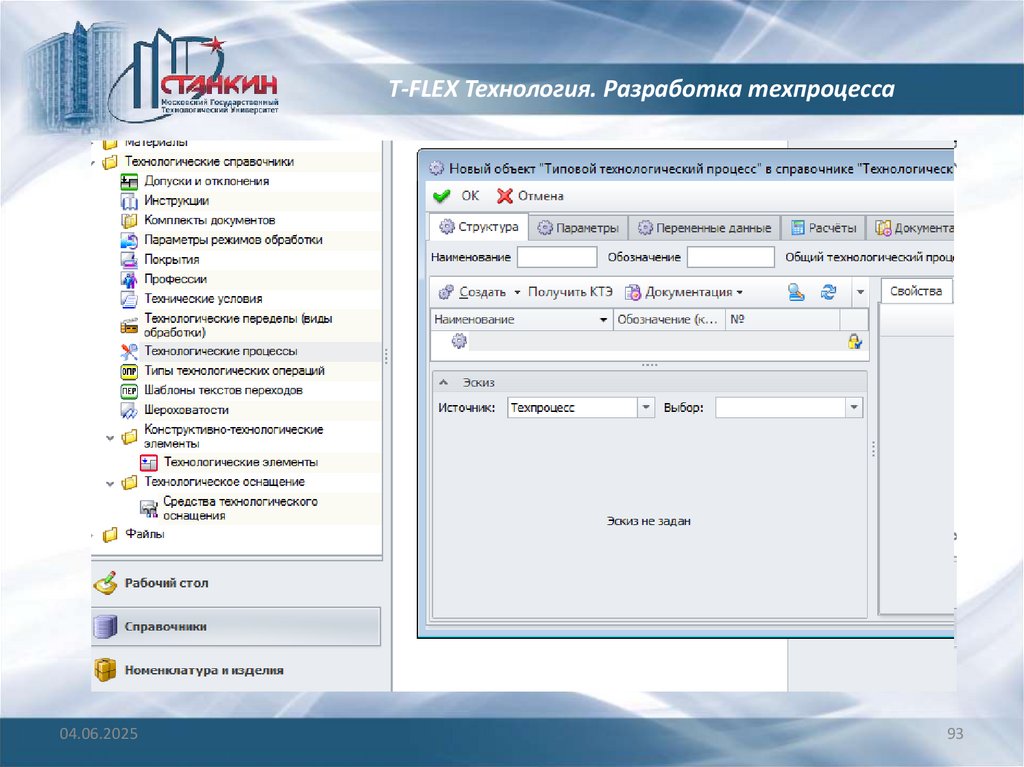
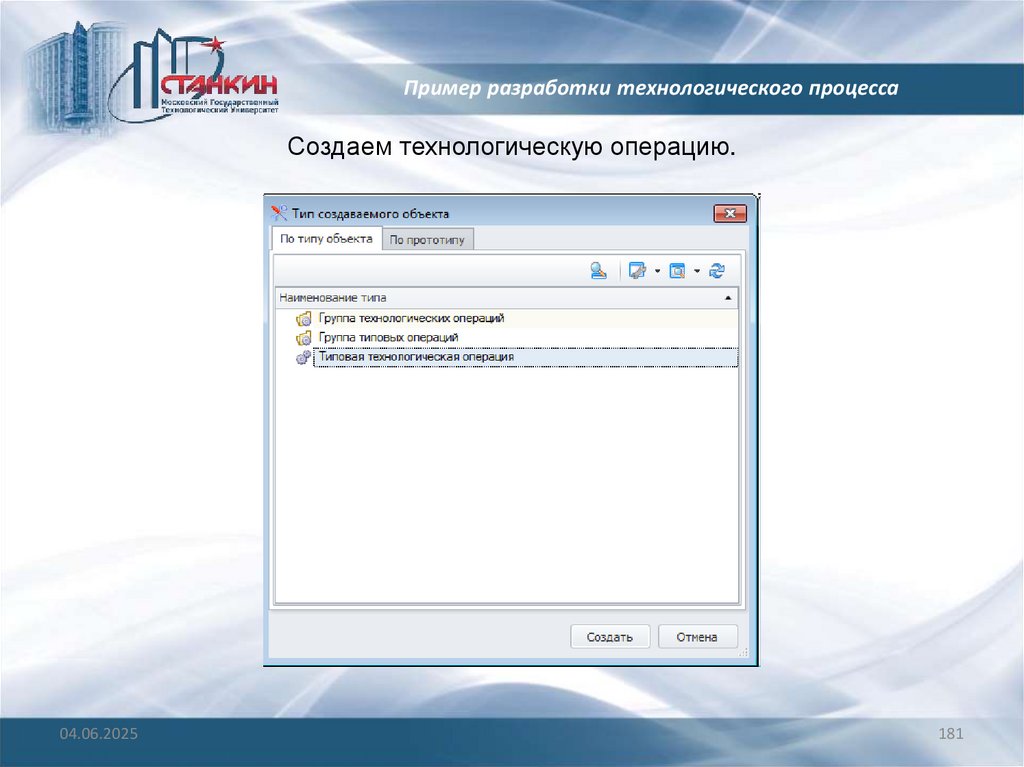
6. В появившемся окне «Тип создаваемого объекта» выберите необходимый тип
(прототип) создаваемого объекта и нажмите кнопку [Создать].
04.06.2025
91
92.
T-FLEX Технология. Разработка техпроцесса04.06.2025
92
93.
T-FLEX Технология. Разработка техпроцесса04.06.2025
93
94.
T-FLEX Технология. Разработка техпроцесса04.06.2025
94
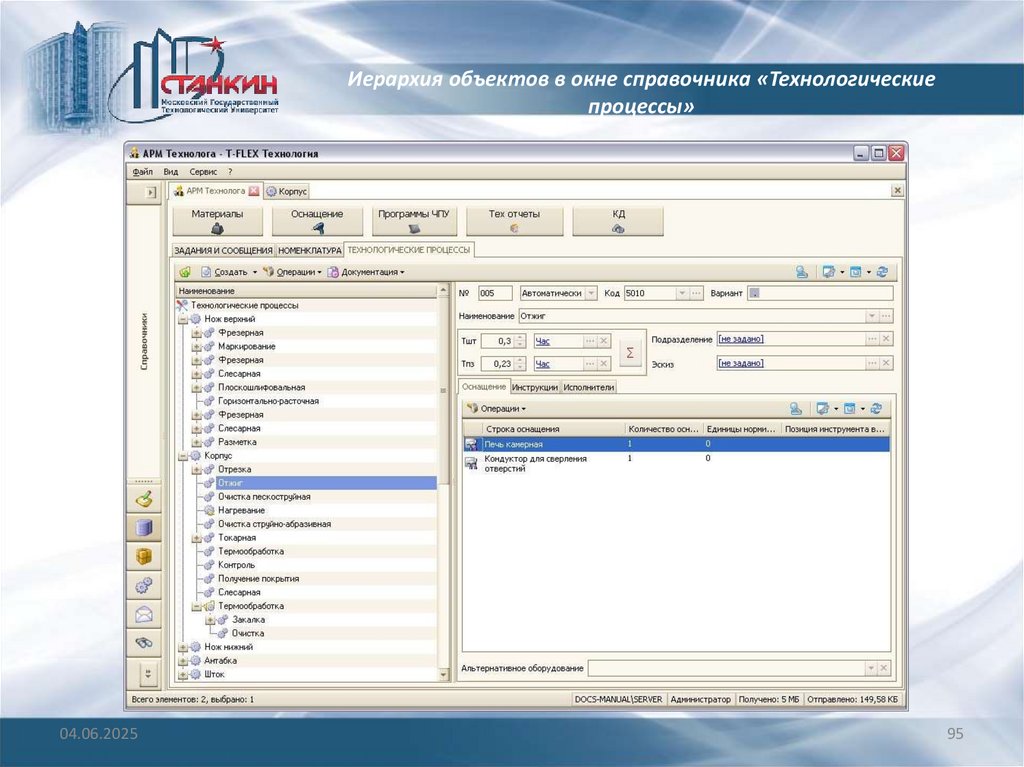
95.
Иерархия объектов в окне справочника «Технологическиепроцессы»
04.06.2025
95
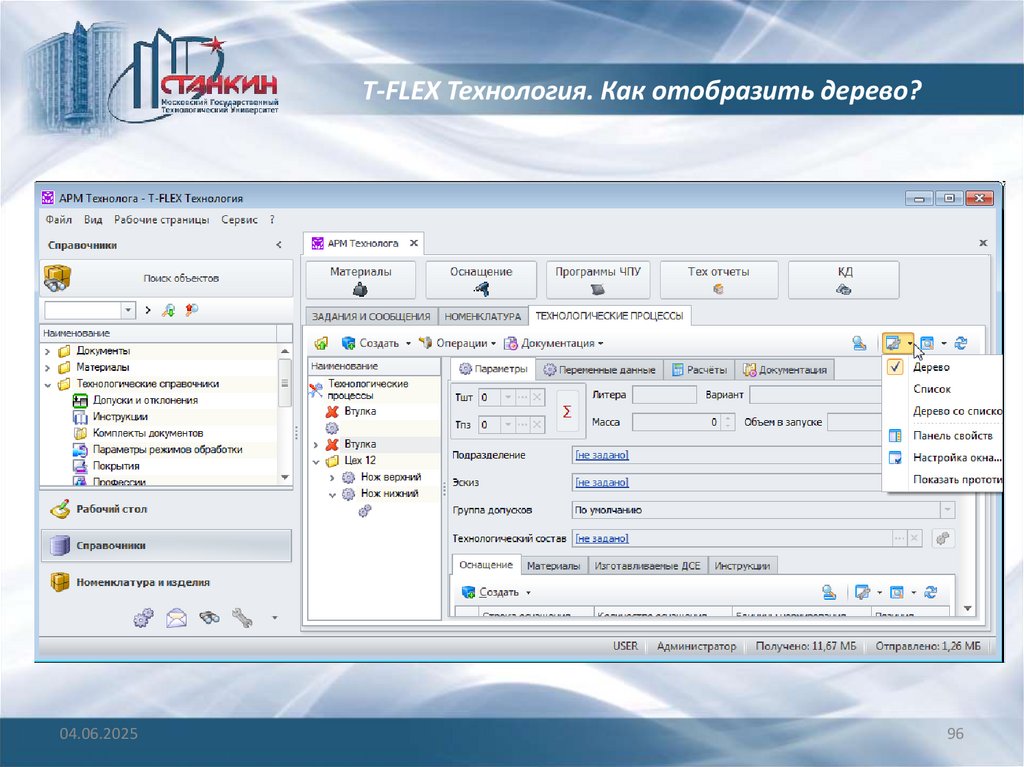
96.
T-FLEX Технология. Как отобразить дерево?04.06.2025
96
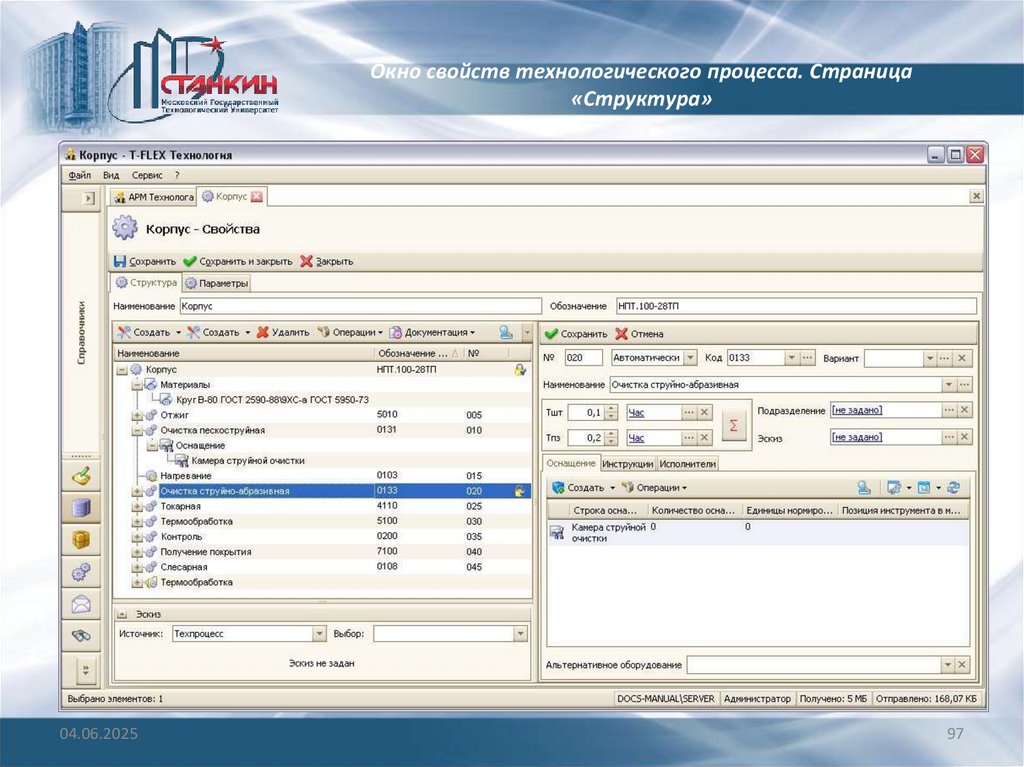
97.
Окно свойств технологического процесса. Страница«Структура»
04.06.2025
97
98.
Технологический маршрут как последовательность группопераций
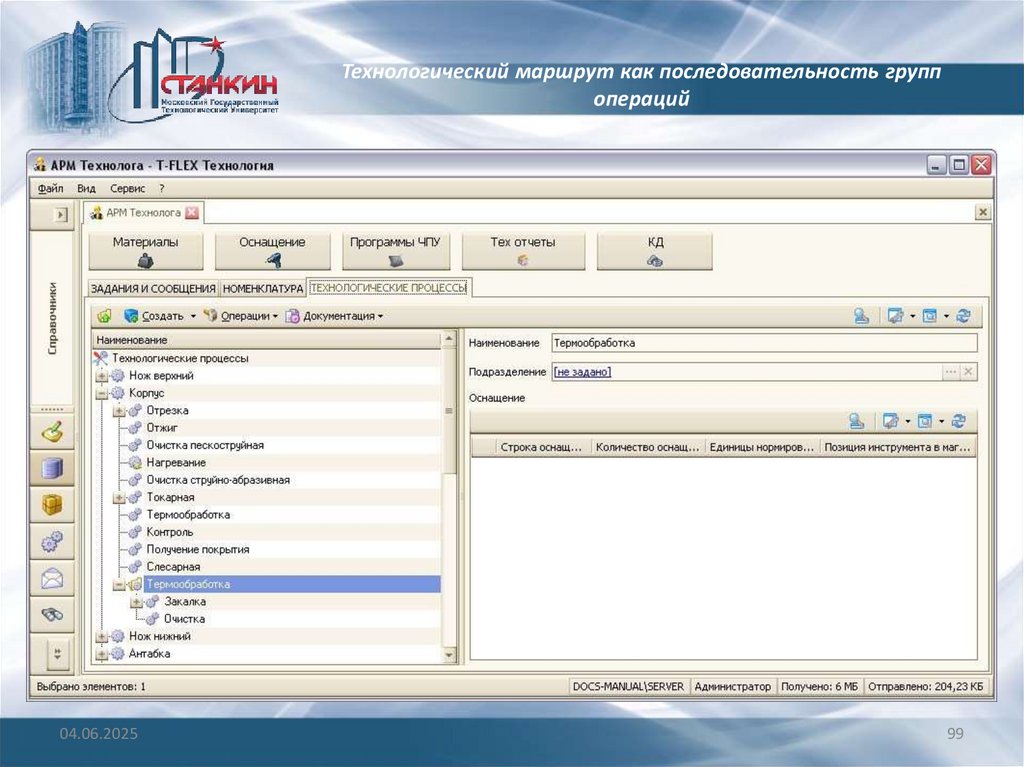
Группа технологических операций предназначена для группировки
элементов технологического процесса по тем или иным признакам. В
технологическом процессе их основным назначением является группировка
операций одного производственного подразделения и определения доступов
для этих элементов. Тем самым организуется пространство для работы
цеховых технологов. Техпроцесс со свернутыми в группы операциями
является технологическим маршрутом по подразделениям или расцеховкой.
04.06.2025
98
99.
Технологический маршрут как последовательность группопераций
04.06.2025
99
100.
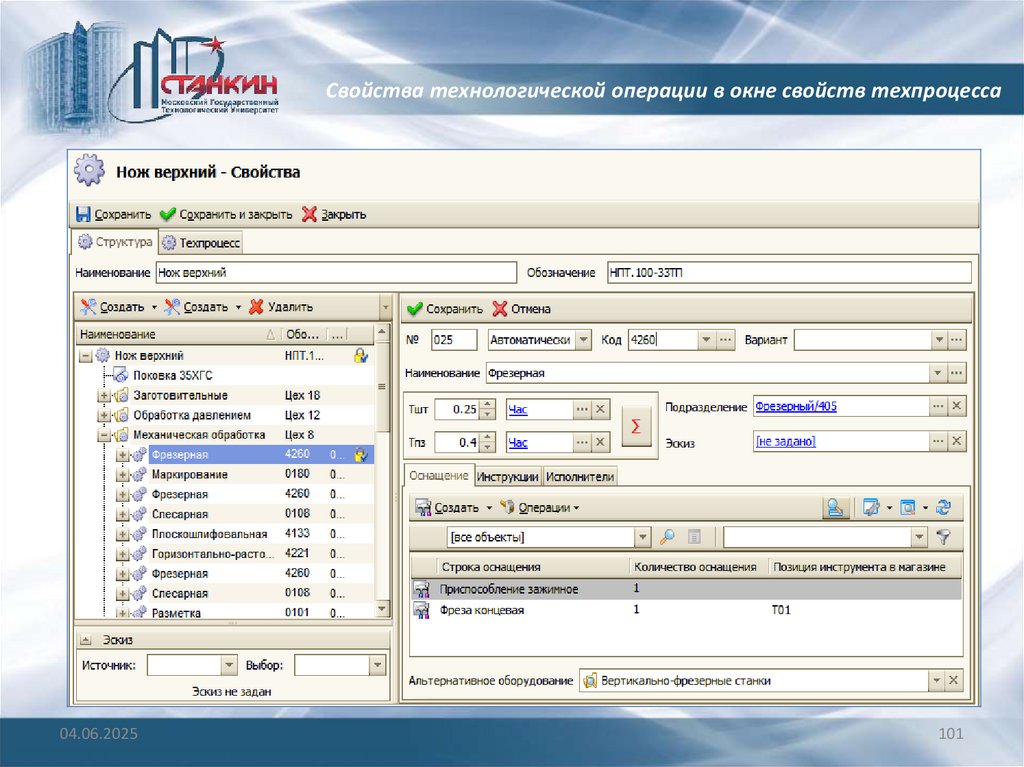
Свойства технологической операции в окне свойств техпроцессаВ T-FLEX Технология технологическая операция представляет собой
объект справочника «Технологические процессы», где описывается
специальным типом «Технологическая операция». Объекты этого типа
могут наследовать свойства от типов «Технологический процесс» и «Группа
технологических операций». В дереве техпроцесса объект типа
«Технологическая операция» может входить в состав объектов типа
«Технологический процесс» и «Группа технологических операций» и
включать объекты типа «Технологический переход».
04.06.2025
100
101.
Свойства технологической операции в окне свойств техпроцесса04.06.2025
101
102.
Свойства ссылочной операции в окне свойств техпроцессаПонятие «Ссылочная операция» присутствует в лексиконе технологов,
поскольку при оформлении МК (маршрутной карты) или КТП (карты
техпроцесса) название техпроцесса записывают в поле «Наименование
операции», что требует ГОСТ 3.1119: «Ссылку на обозначение документа
следует указывать к операциям, где применяются данные документы. Запись
наименования операции следует выполнять в соответствии с полным
названием процесса или при применении краткой или обобщенной формы
его записи. Например, при ссылке в МК или КТП на обозначение процесса
горячей штамповки в графе наименование операции следует указать
обобщенное название процесса - «Штамповка». Таким образом, ссылочная
операция - это процесс, но записанный в поле операции. Безусловно, можно
ссылаться и на типовые и групповые операции, оформленные отдельным
комплектом технологических документов.
Ссылочная операция не имеет переходов.
Ссылочная операция сильно отличается от обычной. Их объединяют только
правила нумерации. По составу параметров и связей это различные объекты.
04.06.2025
102
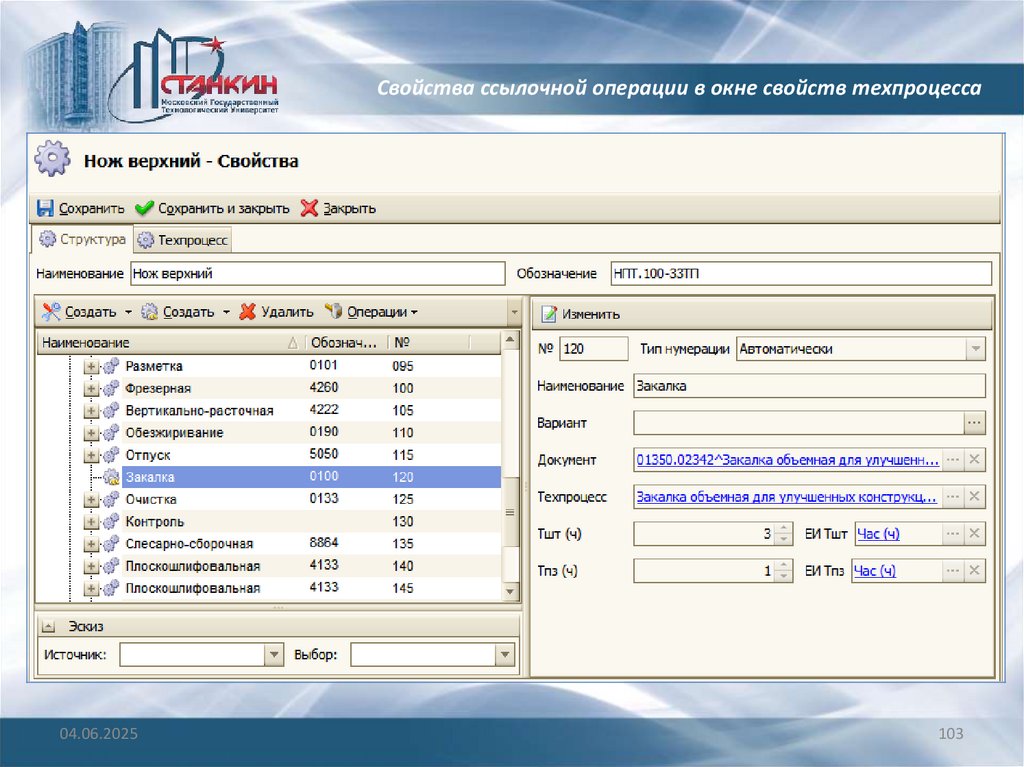
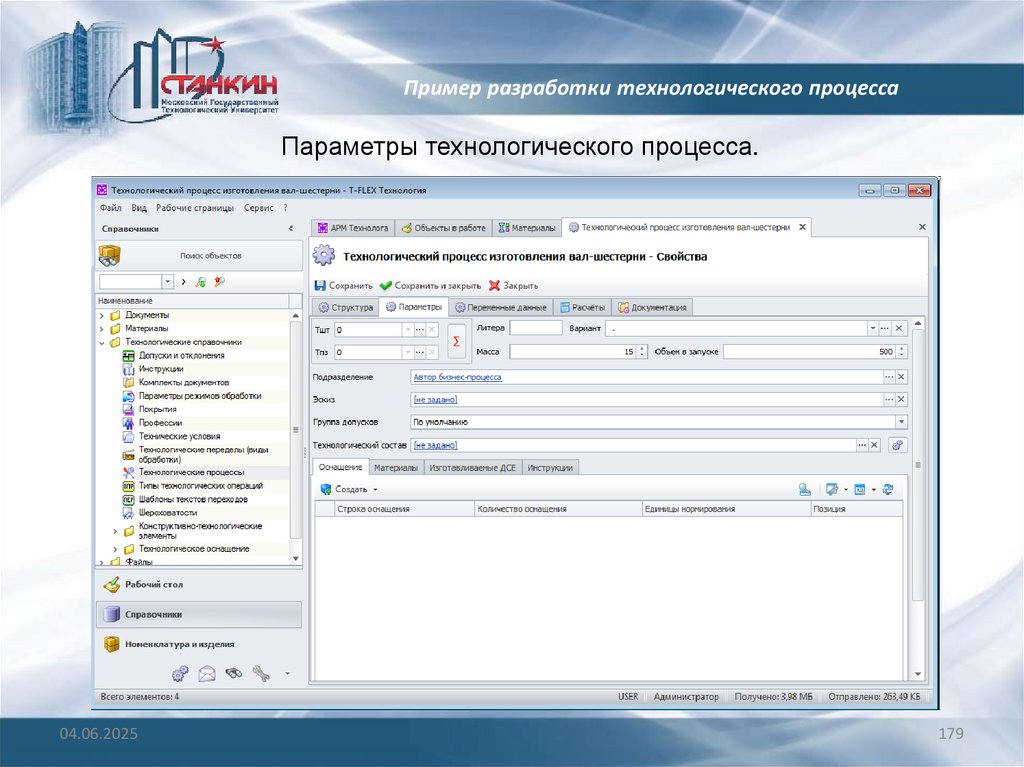
103.
Свойства ссылочной операции в окне свойств техпроцесса04.06.2025
103
104.
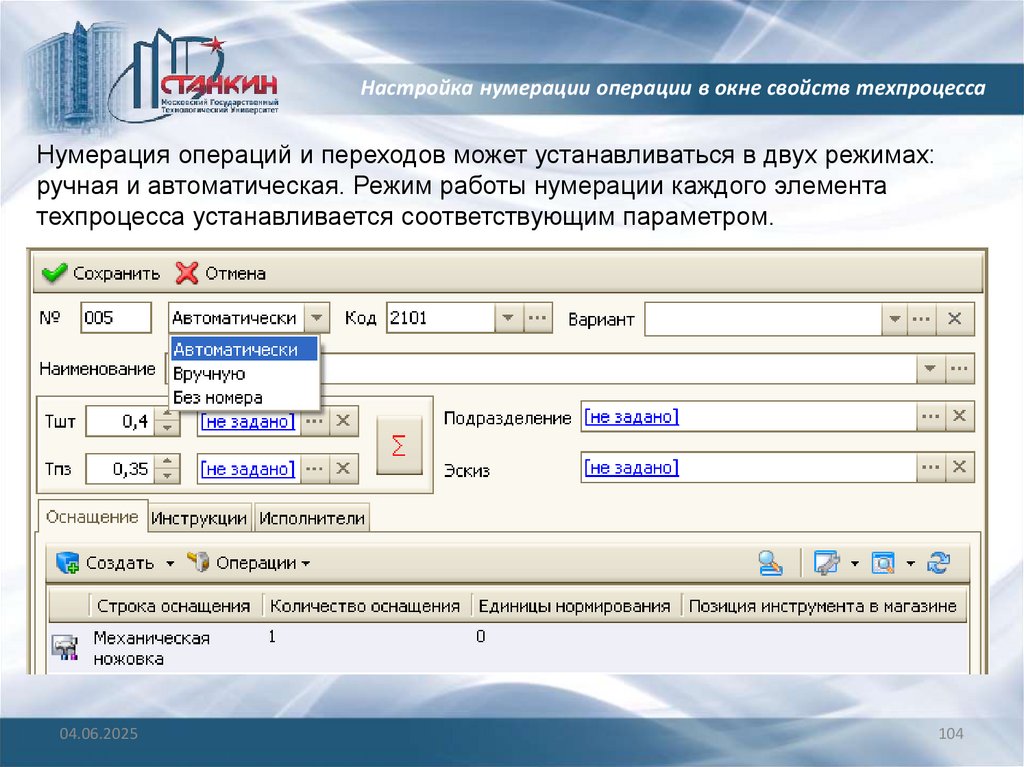
Настройка нумерации операции в окне свойств техпроцессаНумерация операций и переходов может устанавливаться в двух режимах:
ручная и автоматическая. Режим работы нумерации каждого элемента
техпроцесса устанавливается соответствующим параметром.
04.06.2025
104
105.
Технологический переходТехнологический переход – законченная часть технологической операции,
выполняемая одними и теми же средствами технологического оснащения при
постоянных технологических режимах и установке.
После создания технологической операции можно создать её переход. Для
этого при выделенной операции в структуре техпроцесса необходимо:
1. Нажать левую кнопку [Создать в…].
2. В появившемся окне выбрать тип «технологический переход».
3. Подтвердить создание, нажав кнопку [ОК].
04.06.2025
105
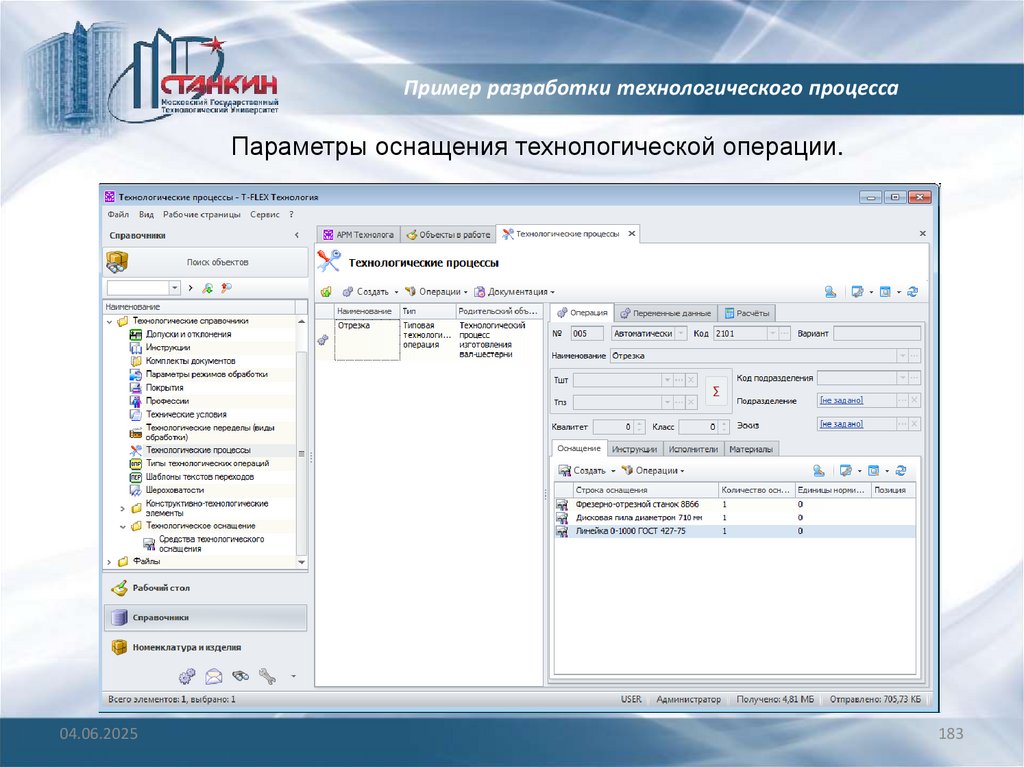
106.
T-FLEX Технология. Создание перехода04.06.2025
106
107.
T-FLEX Технология. Создание перехода04.06.2025
107
108.
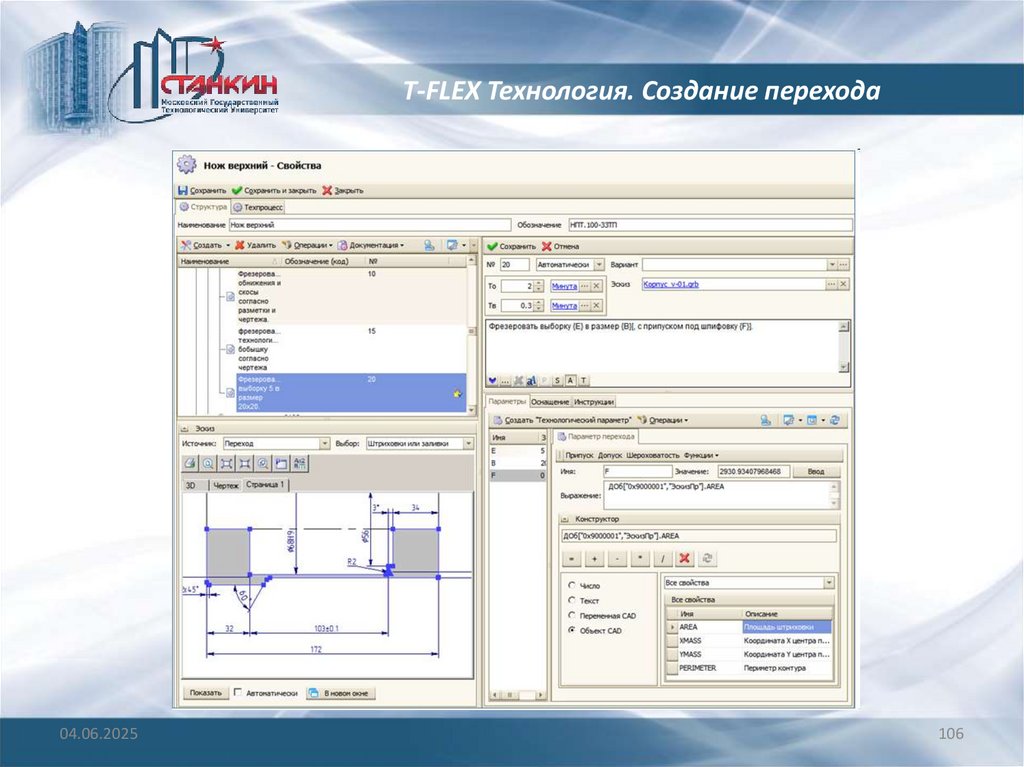
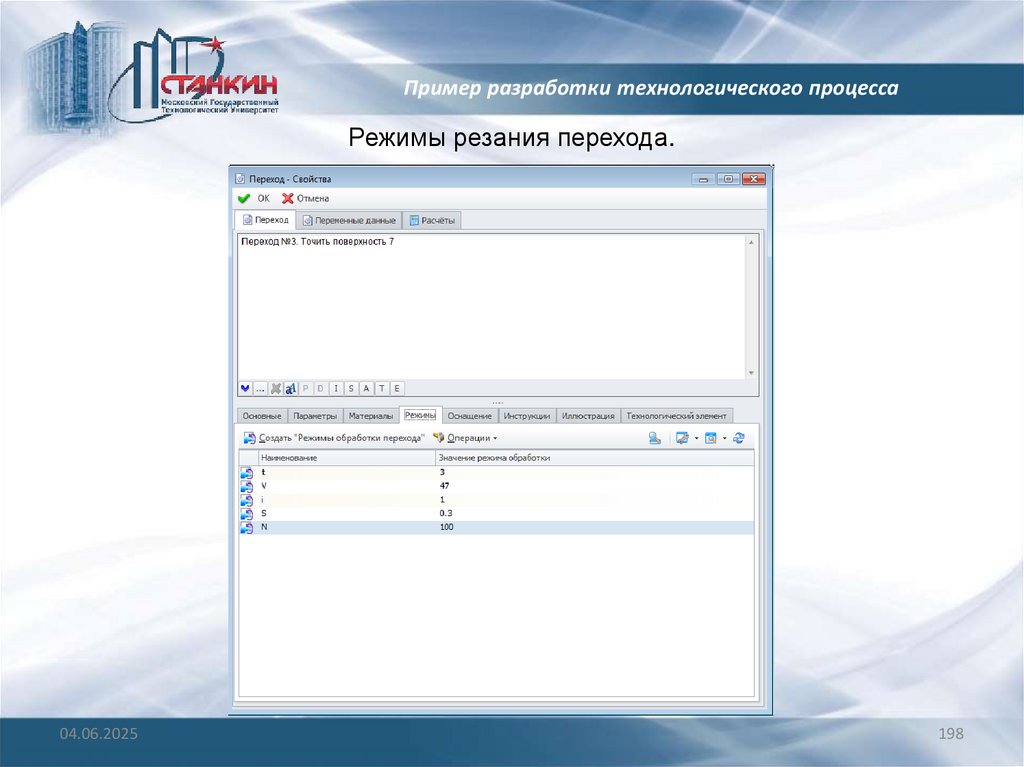
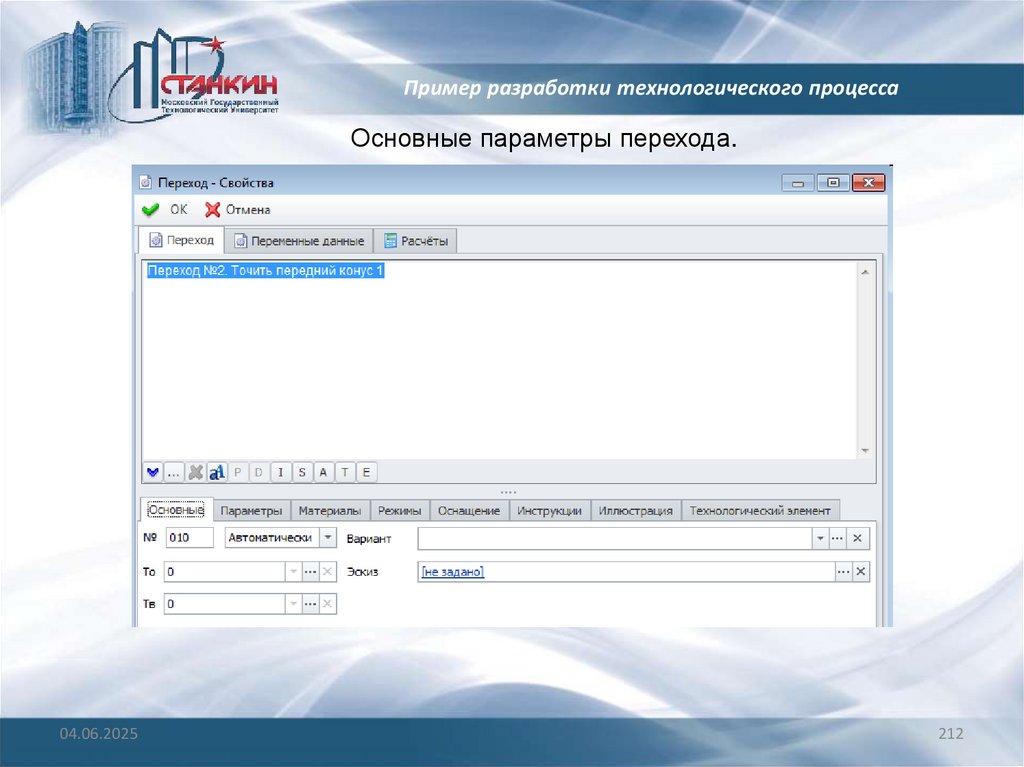
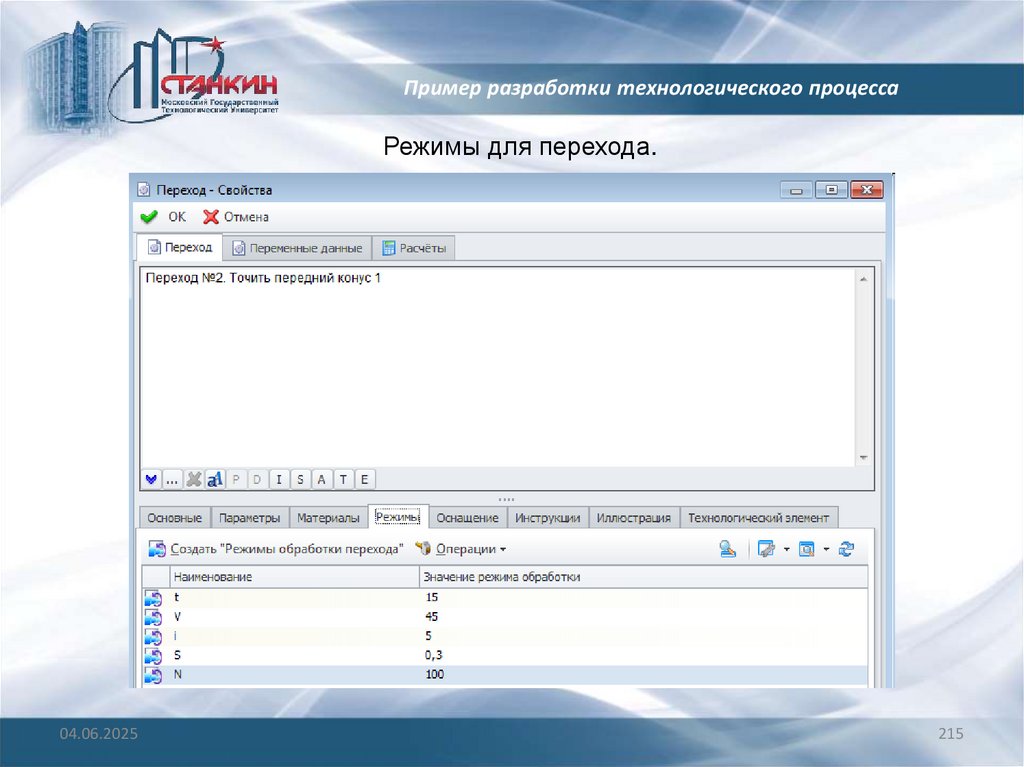
T-FLEX Технология. Создание переходаВ группе полей «Время» вводятся основное TО и вспомогательное TВ
время перехода. Данные поля заполняются с помощью расчётного модуля
либо вручную, аналогично вводу времени в операции. Затем выбираются
единицы измерения.
Поле «Эскиз» связывает переход с файлом эскиза. Эскиз можно
использовать при формировании документации (отчета) или для связи с
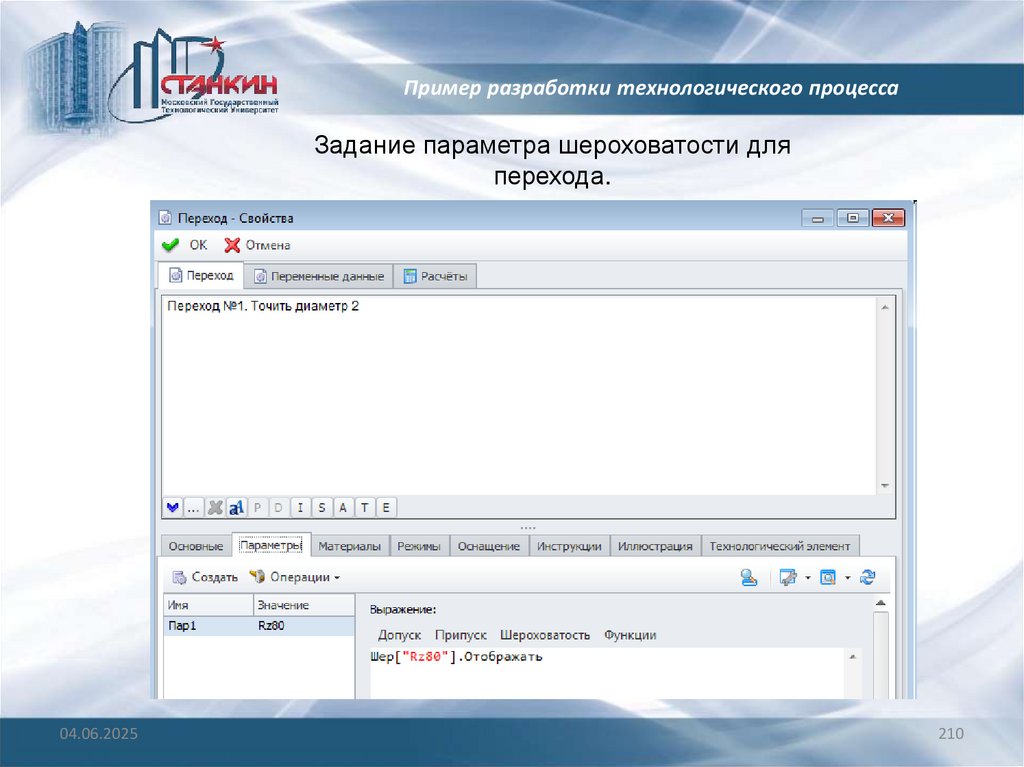
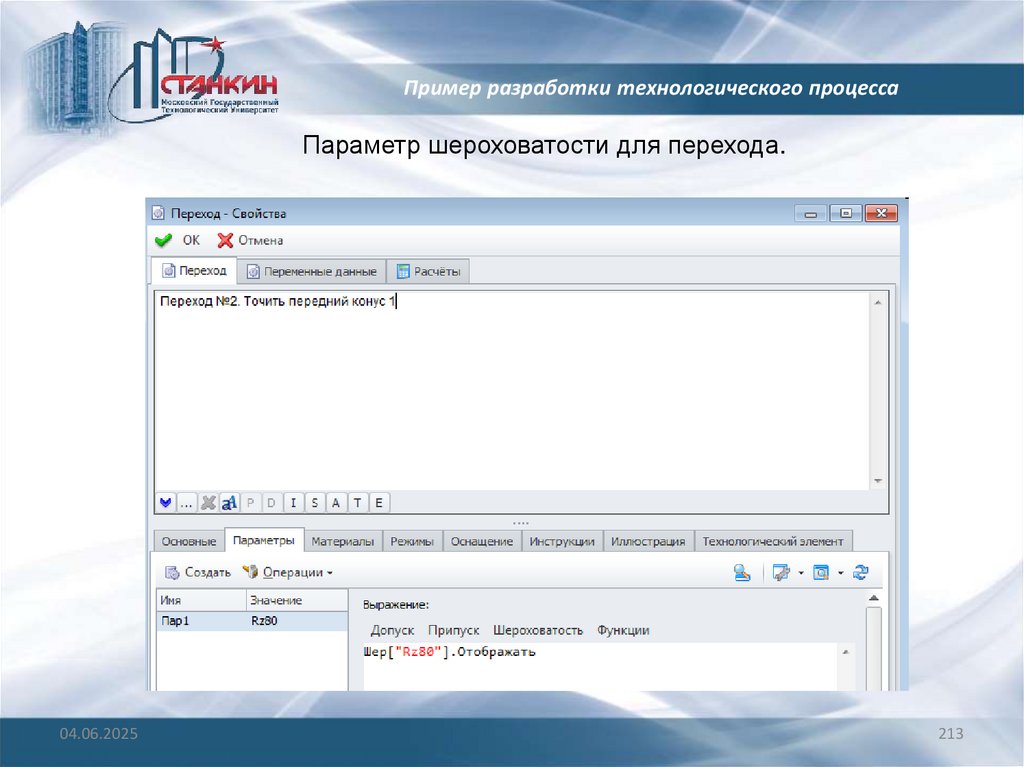
параметрами перехода, которые задаются на закладке «Параметры
перехода».
Закладка «Параметры перехода» позволяет задавать используемые при
проектировании техпроцесса параметры, включать их в текст перехода,
задавать зависимости между параметрами. При выборе переменной
можно вызвать панель свойств для выбранной переменной.
04.06.2025
108
109.
T-FLEX Технология. Изменение техпроцессаС течением времени возникает необходимость изменять элементы
технологического процесса. Это может быть связано с изменением
оборудования, поставщика материалов, требованиями заказчика,
улучшением конструкции и технологичности изделий. Однако необходимо
сохранять данные по состоянию техпроцесса на определенный исторический
период. Этот период может быть связан со сроком, извещением об
изменении, партией изделий. Для изменения техпроцесса в различных
вариантах используются настроенные виды. Виды настраиваются по
правилам работы с вариантами и правилам отображения информации.
04.06.2025
109
110.
T-FLEX Технология. Изменение техпроцессаВ поставку системы входят несколько видов:
«Основной» предназначен для задач администрирования, отображает все
элементы ТП;
«Актуальный ТП» предназначен для постоянной работы технолога, отображает
элементы техпроцесса, которые затем включаются в технологическую
документацию;
«Изменения ТП» предназначен для работы с извещениями об изменении
техпроцесса и отображает выделенный актуальный элемент техпроцесса и
состояние элемента до изменений;
«Альтернативный ТП» предназначен для работы с альтернативными элементами
техпроцесса на случай поломки оборудования, замены варианта или изменения
объёма выпуска продукции. Отображает выделенный актуальный элемент
техпроцесса и его альтернативу;
«Технологический» предназначен для чистовой работы с техпроцессом. Наиболее
полно отображает информацию по техпроцессу в компактном удобочитаемом виде.
Администратор (пользователь) может дополнять или изменять пользовательские
виды, определять правила работы с вариантами (политику), используя справочник
«Управление вариантами» и настройку видов, правила вывода в отчеты и т.п.
04.06.2025
110
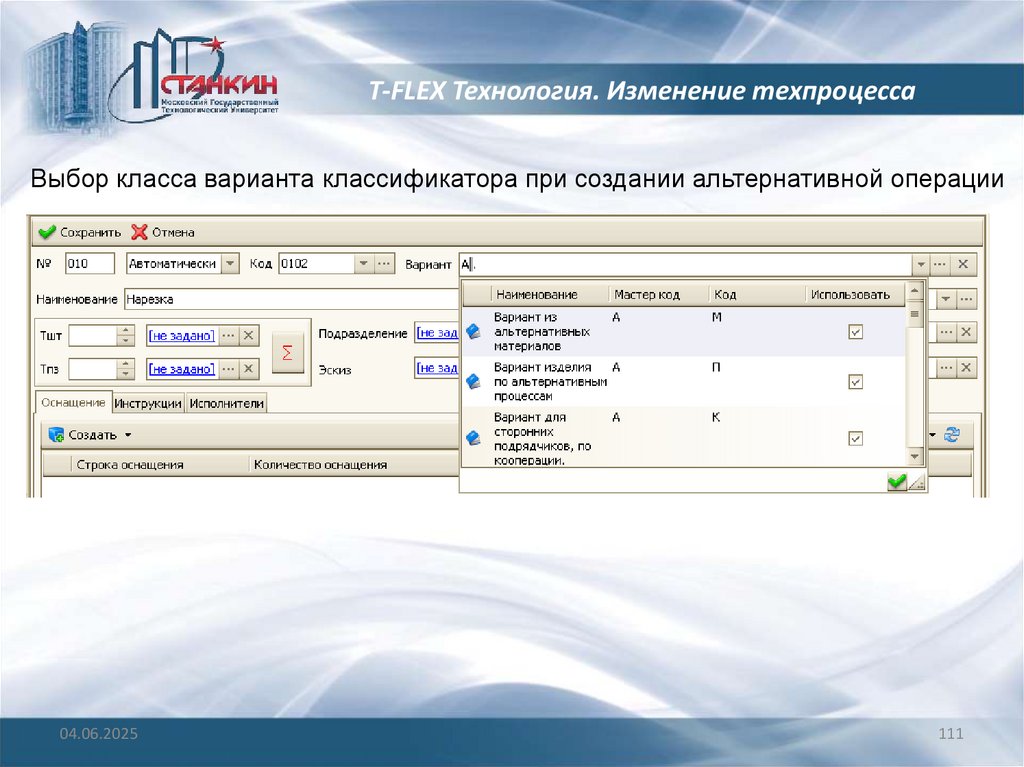
111.
T-FLEX Технология. Изменение техпроцессаВыбор класса варианта классификатора при создании альтернативной операции
04.06.2025
111
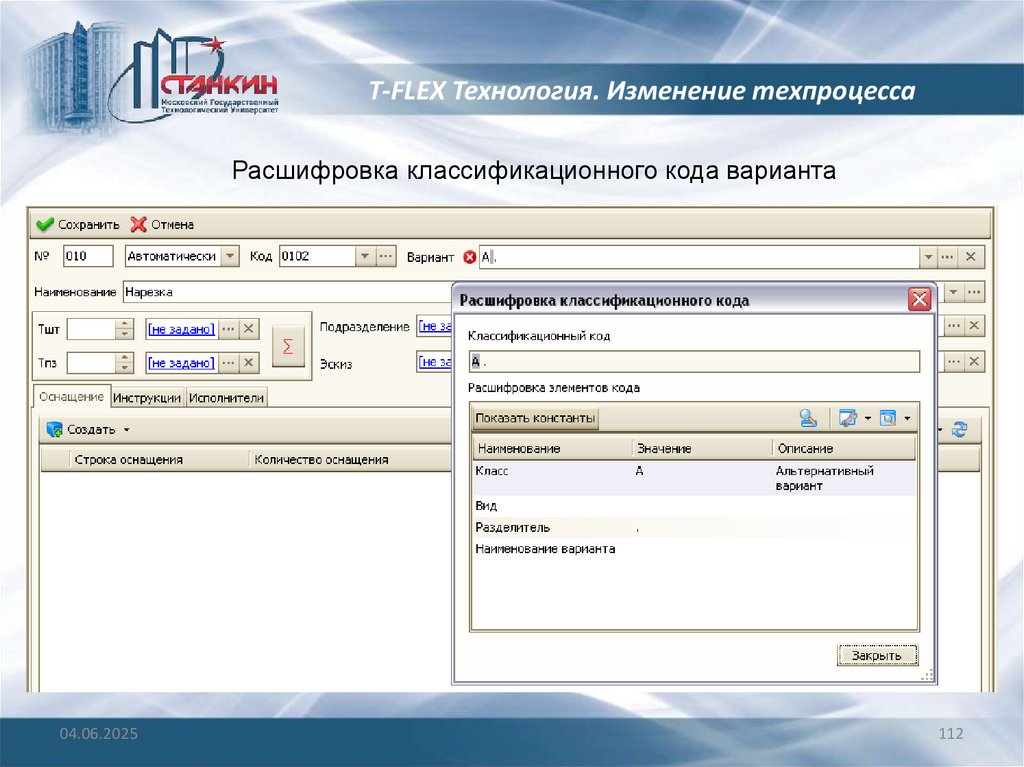
112.
T-FLEX Технология. Изменение техпроцессаРасшифровка классификационного кода варианта
04.06.2025
112
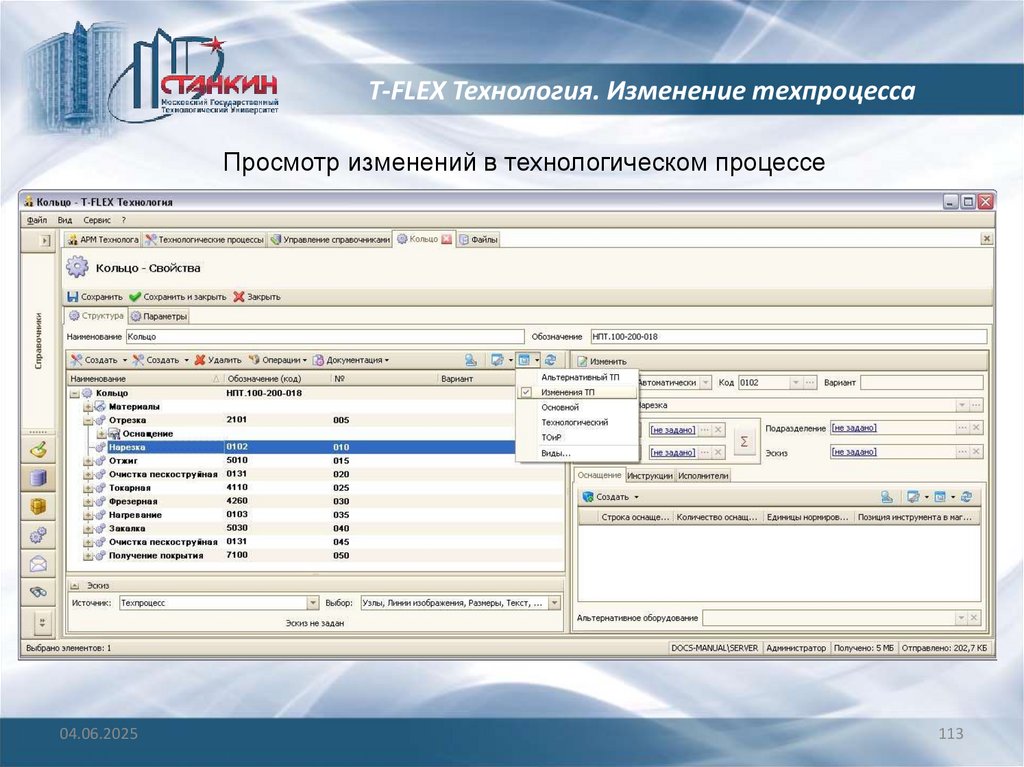
113.
T-FLEX Технология. Изменение техпроцессаПросмотр изменений в технологическом процессе
04.06.2025
113
114.
T-FLEX Технология. Изменение техпроцессаИзменения могут вноситься в технологический процесс, технологическую
документацию, структуру технологических справочников и классификаторов.
При работе с изменениями нужно различать три категории объектов
информационной системы: документ, данные для оперативной работы и
структуру данных.
Изменения в структуре данных определены на уровне разработки системы и её
администрирования, поэтому в контексте работы технолога настраиваются.
Данные для оперативной работы изменяются ответственным лицом в
соответствии с выполняемой ролью и доступами на объекты информационной
системы. Изменения фиксируются системными параметрами «Дата
изменений» и «Автор изменений». Как правило, история изменений для
оперативной информации не ведется. Однако, справочник «Технологические
процессы» заполняется данными для оперативной работы, которые требуют
фиксации состояния информации в определенный период производства или
разработки связанного с выпуском извещения об изменении. Это необходимо
для быстрого поиска необходимой информации, подборки версий документов, в
которых зафиксировано состояние информации на момент выпуска партии
изделий, и для других задач.
04.06.2025
114
115.
T-FLEX Технология. Изменение техпроцессаПравила внесения изменений в документы регламентированы ГОСТ 2.503 и
не имеют отличий от внесения изменений в конструкторскую документацию.
Процедура внесения изменений так же, как и для конструкторской
документации, проводится с объектами типа «Технологический документ»
справочника «Номенклатура и изделия» и описана в руководстве
пользователя T-FLEX DOCs.
Работа над изменениями в справочнике «Технологические процессы» в
общем случае проводится в следующем порядке:
1. При возникновении необходимости внести изменения в документацию по
элементу технологического процесса (в операции или переходе) создается
либо копируется элемент технологического процесса в отдельной папке
справочника. На папку назначается доступ (автоматически или вручную) для
работы сотрудников над изменениями. В элемент вносятся изменения.
2. Принимается решение о необходимости изменений, которые представлены
новым элементом ТП. Выпускается извещение об изменении (ИИ).
3. Изменяемый и родительский объекты переводятся в стадию
«Корректировка».
04.06.2025
115
116.
T-FLEX Технология. Изменение техпроцесса4. У заменяемого элемента изменяют значение параметра «Вариант» в
соответствии с классификацией вариантов, например, «ИИ.№12345». При
просмотре структуры ТП с видом «Актуальный ТП» этот элемент скроется.
5. Новый элемент переносится из отдельной папки в структуру ТП. Нумерация
на стадии корректировка проводится только вручную. Неизменяемые операции
не должны изменять номера. При необходимости можно использовать
индексацию номеров операций и переходов, например,
«053к» или «1е».
6. Генерируются необходимые технологические отчеты только по актуальным
элементам ТП (поле «Вариант» пусто).
7. Утверждается ИИ.
8. Выпускается документация по новым отчетам в формате длительного
хранения TIFF, PDF и т.п. или листы документации, если принят полистовой
учёт и хранение.
9. Применяется ИИ. Стадия ТП, его элементов и изменяемой документации
принимает значение «Хранение».
04.06.2025
116
117.
T-FLEX Технология. Альтернативы в техпроцессеПроизводственные условия не могут быть статичны: в них постоянно
происходят изменения. Стечение обстоятельств может вызывать занятость
оборудования иными заказами, оборудование может оказаться в ремонте, заказ
может быть разного объема, материал на складе может отличаться по
технологическим характеристикам от заложенных в ТД и т.п. В таких ситуациях
выпуск изделий может происходить по изменённым ТП, в которых используется
альтернативное оборудование, материалы, оснастка, содержание переходов,
режимы обработки и т.п. Небольшие локальные изменения в ТП по отношению к
ТД оформляются служебной запиской, картой разрешений или другими
оперативными документами, принятыми на конкретном производстве. Этот
документ указывает отличия реального процесса изготовления изделия или
партии от заложенного в комплекте ТД.
Для облегчения принятия решения производственными технологическими
службами и составления соответствующих оперативных документов в системе
T-FLEX Технология предусмотрены механизмы работы с альтернативными
вариантами ТП и их элементами. Значение «Вариант» для альтернативных
вариантов начинается с буквы «А» на кириллице.
04.06.2025
117
118.
T-FLEX Технология. Альтернативы в техпроцессеВ состоянии поставки предусмотрены следующие виды альтернативных
вариантов:
Альтернативные ТП устанавливают варианты ТП, обусловленные объемом
производственного заказа, объектами незавершенного производства,
временным использованием материалов, отличающимся по технологическим
характеристикам, но не ухудшающем качество изделия и т.п. Как правило,
альтернативный ТП подразумевает выпуск комплекта технологической
документации с указанием различий по отношению к основному комплекту ТД,
например, «Объем выпуска 100 шт.», или «Длительность производственного
цикла 20 дней», или «Материал заготовки….» и т.п.;
Альтернативные группы операций (маршруты) устанавливают варианты
привлечения производственных подразделений или сторонних организаций по
кооперации. Как правило, комплект ТД не изменяется. Изменения маршрута
указываются в служебной записке, связанной с выпуском конкретной партии
или конкретного заказа. Изменения маршрута могут повлечь необходимость
разработки цехового техпроцесса, например, группового ТП термообработки. В
этом случае в служебной записке дается ссылка на данный ТП;
04.06.2025
118
119.
T-FLEX Технология. Альтернативы в техпроцессеАльтернативные операции устанавливают оборудование, переходы,
режимы, длительность операций, которые применяются в случае ремонта
оборудования или его загрузки иными заказами. Альтернативная операция
указывает на «разрешённые» отклонения от ТД, не приводящие к ухудшению
качества продукции, но позволяющие осуществить выпуск изделия в срок с
минимальными издержками. Применение альтернативных операций
фиксируется служебной запиской или установленным СТП документом по
конкретной партии изделий;
Альтернативные переходы устанавливают содержание переходов, режимы
и инструмент, которые применяются в случае изменения производственных
условий, например, вместо обработки фасонным резцом произвести
обработку по контуру проходным резцом. Применение альтернативных
переходов также фиксируется служебной запиской по конкретной партии
изделий.
04.06.2025
119
120.
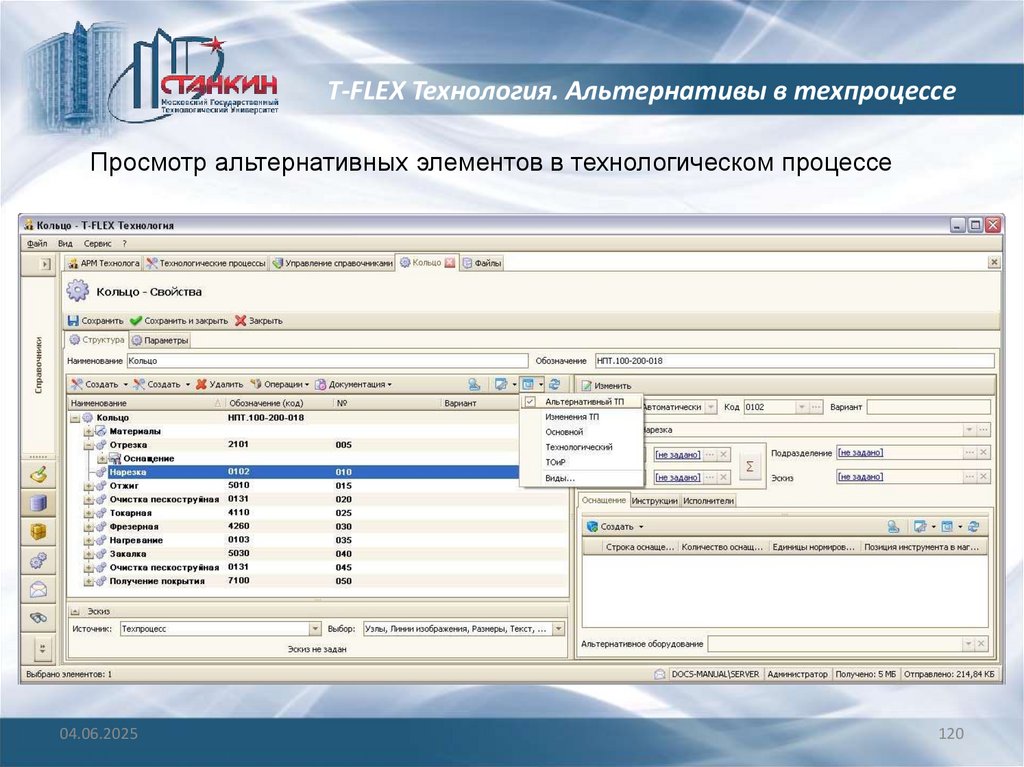
T-FLEX Технология. Альтернативы в техпроцессеПросмотр альтернативных элементов в технологическом процессе
04.06.2025
120
121.
T-FLEX Технология. Создание технологической документацииСоздание технологической документации может производиться двумя способами:
созданием отдельных документов (отчетов) и созданием в составе комплекта
технологической документации на технологический процесс. Для создания
технологических карт должна быть установлена система T-FLEX CAD Viewer. Для
создания карт с эскизами потребуется установка как минимум T-FLEX CAD 2D
(для создания эскизов).
Создание отдельных карт производится из структуры справочника
«Технологические процессы». Для этого необходимо:
1. В справочнике выбрать элемент технологического процесса и вызвать для него
команду.
2. Выбрать из списка необходимый вид документа. В результате запустится
генерация выбранного документа, после чего сгенерированный файл отчета с
данными откроется в T-FLEX CAD или T-FLEX Viewer (в зависимости от наличия
их на компьютере).
Файл документа будет создан в папке по умолчанию, настроенной
администратором в справочнике «Отчеты» для данного вида отчетов. Затем этот
файл подписать (утвердить) и переместить для ответственного хранения в папку
архива технологической документации. На основе этого файла можно создать
PDF документ, если необходимо длительное хранение. Сам файл можно
прикрепить к комплекту документации, используя соответствующую связь.
04.06.2025
121
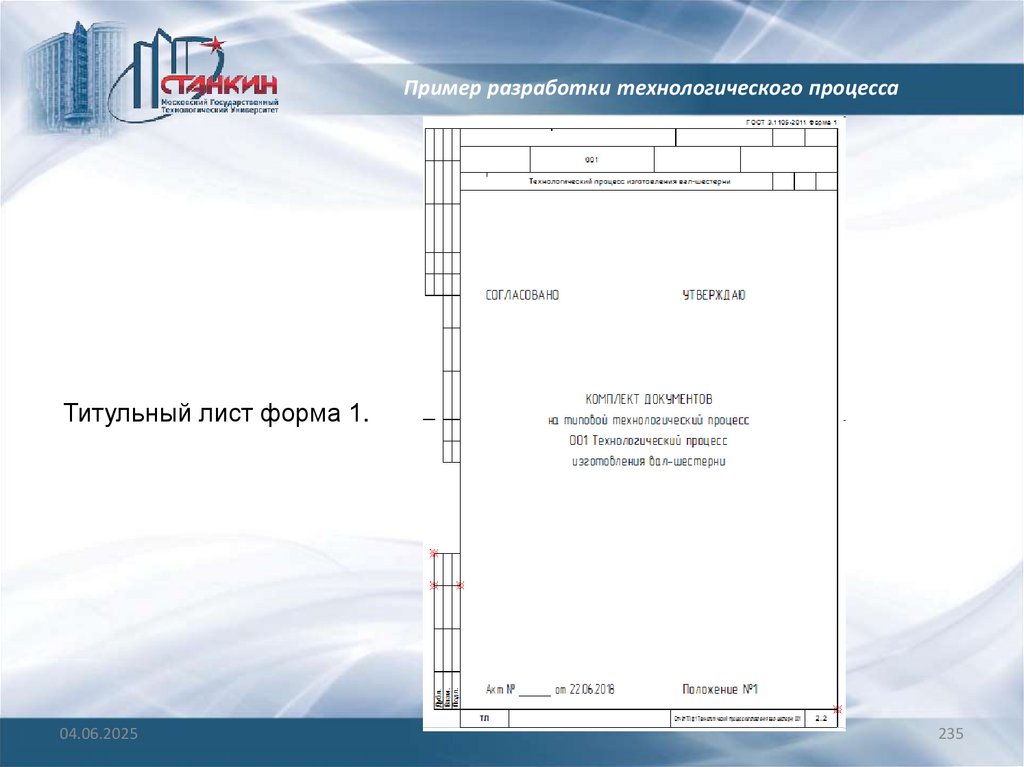
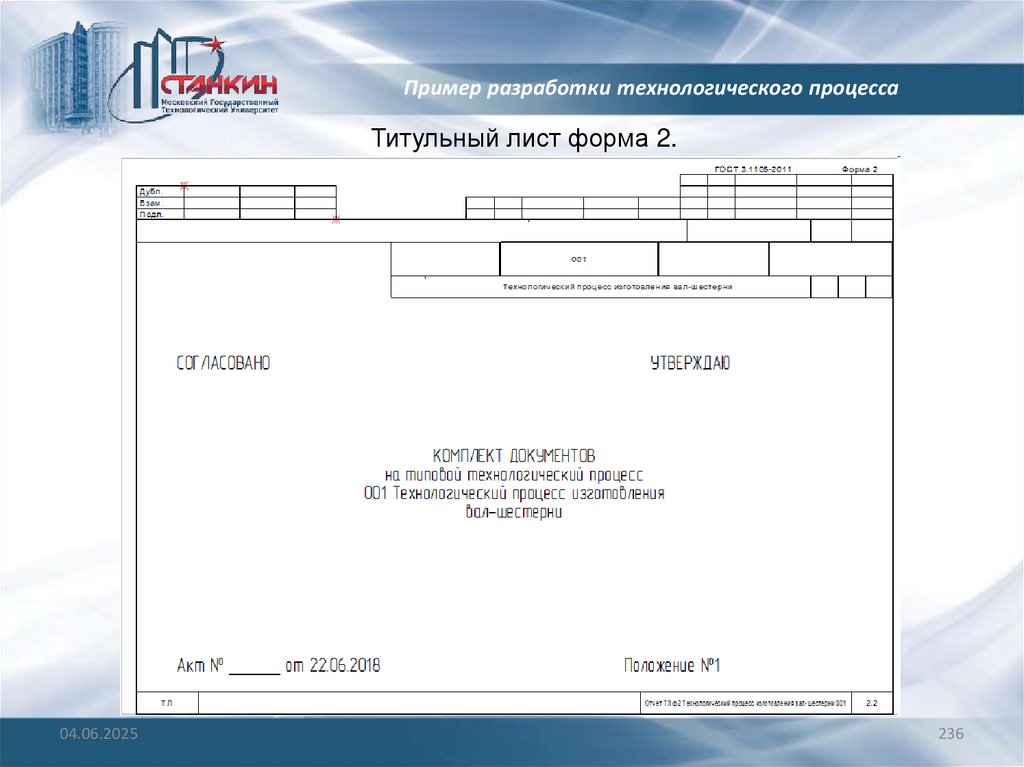
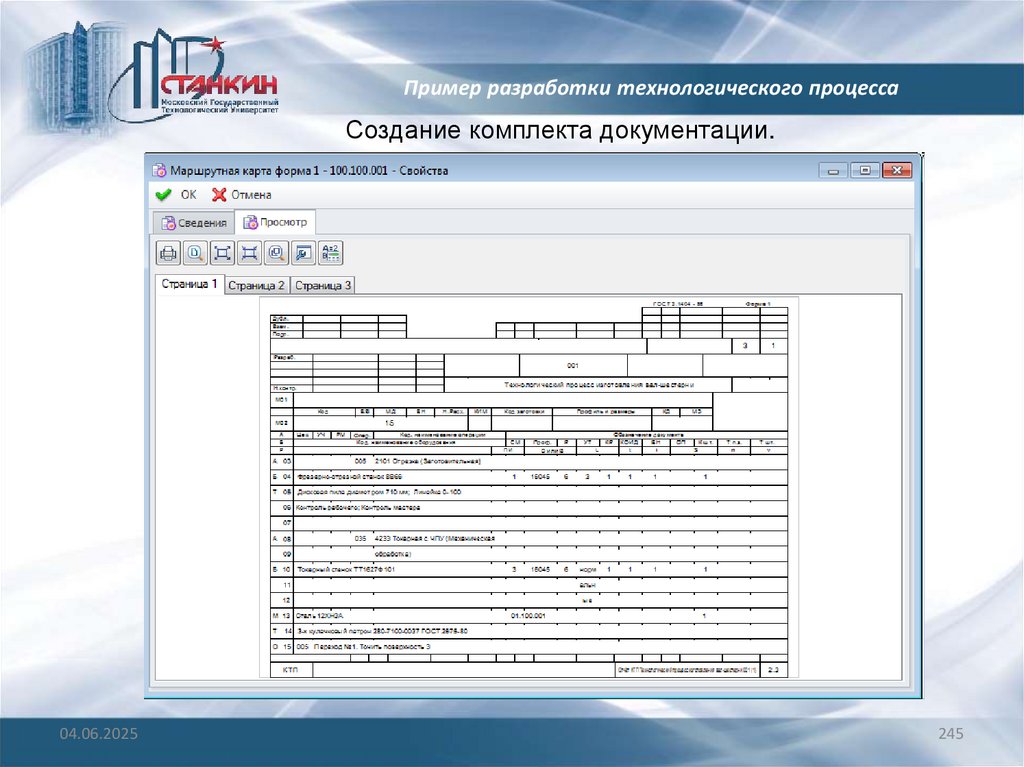
122.
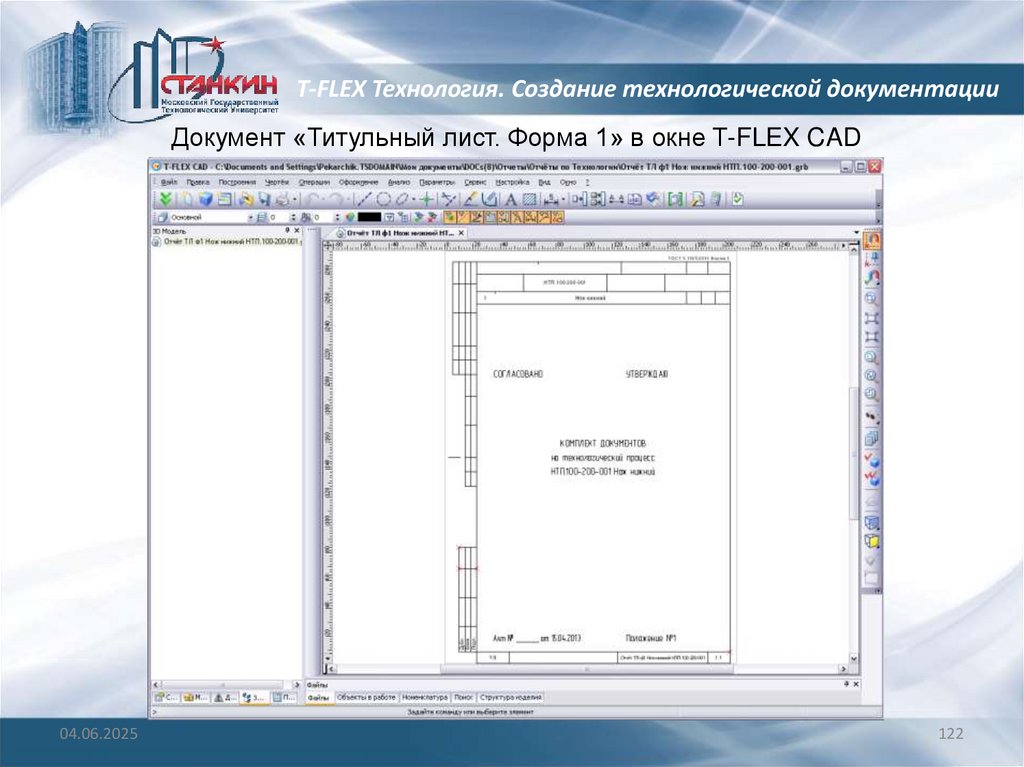
T-FLEX Технология. Создание технологической документацииДокумент «Титульный лист. Форма 1» в окне T-FLEX CAD
04.06.2025
122
123.
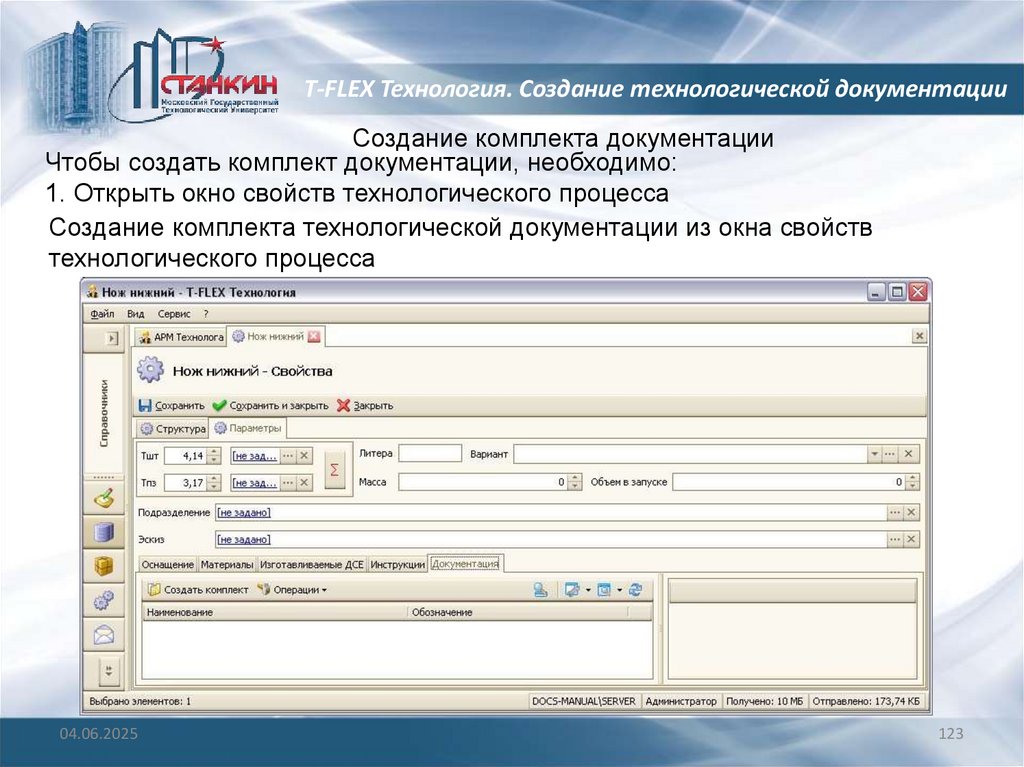
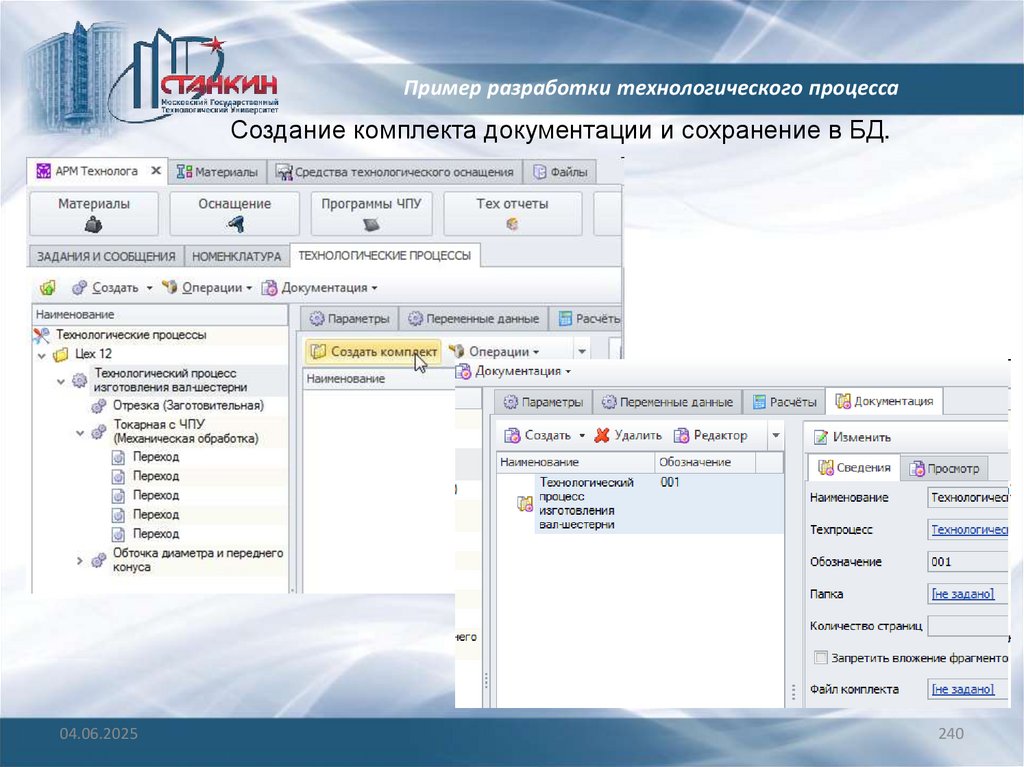
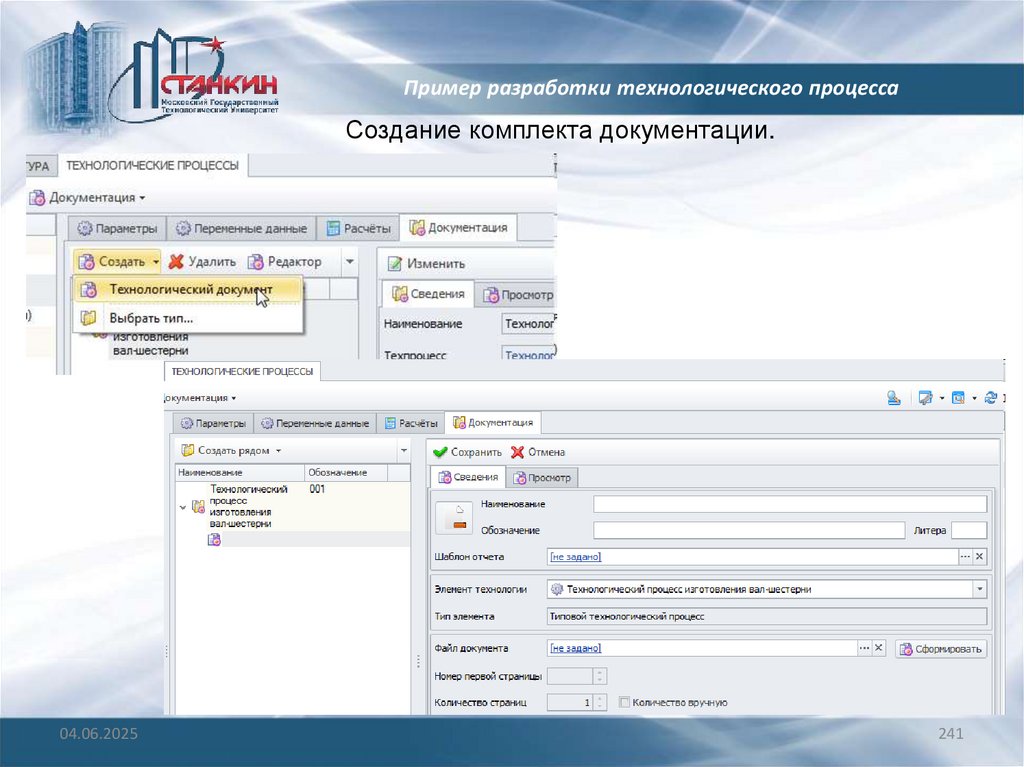
T-FLEX Технология. Создание технологической документацииСоздание комплекта документации
Чтобы создать комплект документации, необходимо:
1. Открыть окно свойств технологического процесса
Создание комплекта технологической документации из окна свойств
технологического процесса
04.06.2025
123
124.
T-FLEX Технология. Создание технологической документации2. Перейти на закладку «Параметры», а затем «Документация», как показано
на втором рисунке выше, и нажать на кнопку
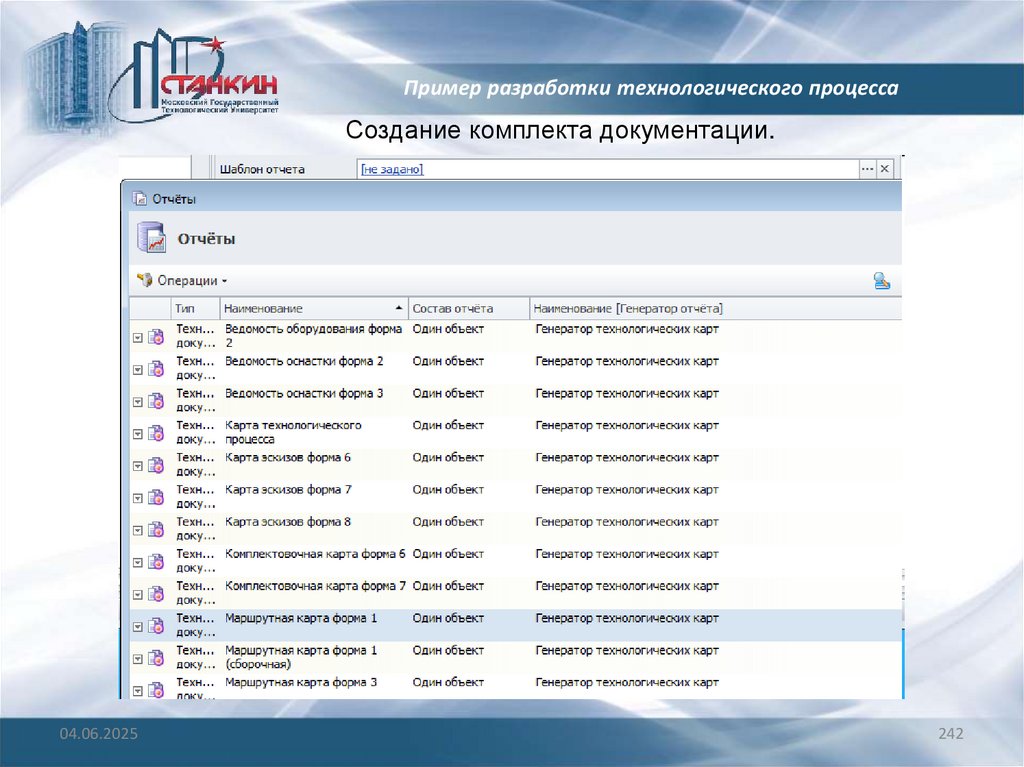
3. Далее формируем состав комплекта, назначая типы документов комплекта и
указывая на какие элементы техпроцесса создается та или иная карта (рис.
ниже).
04.06.2025
124
125.
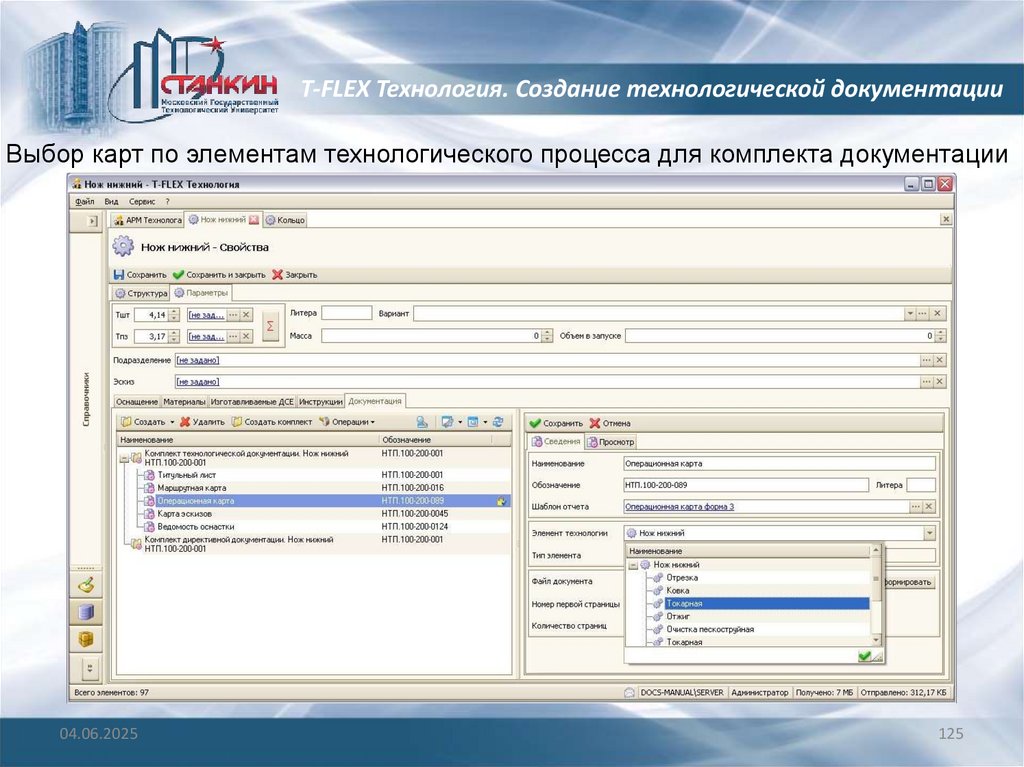
T-FLEX Технология. Создание технологической документацииВыбор карт по элементам технологического процесса для комплекта документации
04.06.2025
125
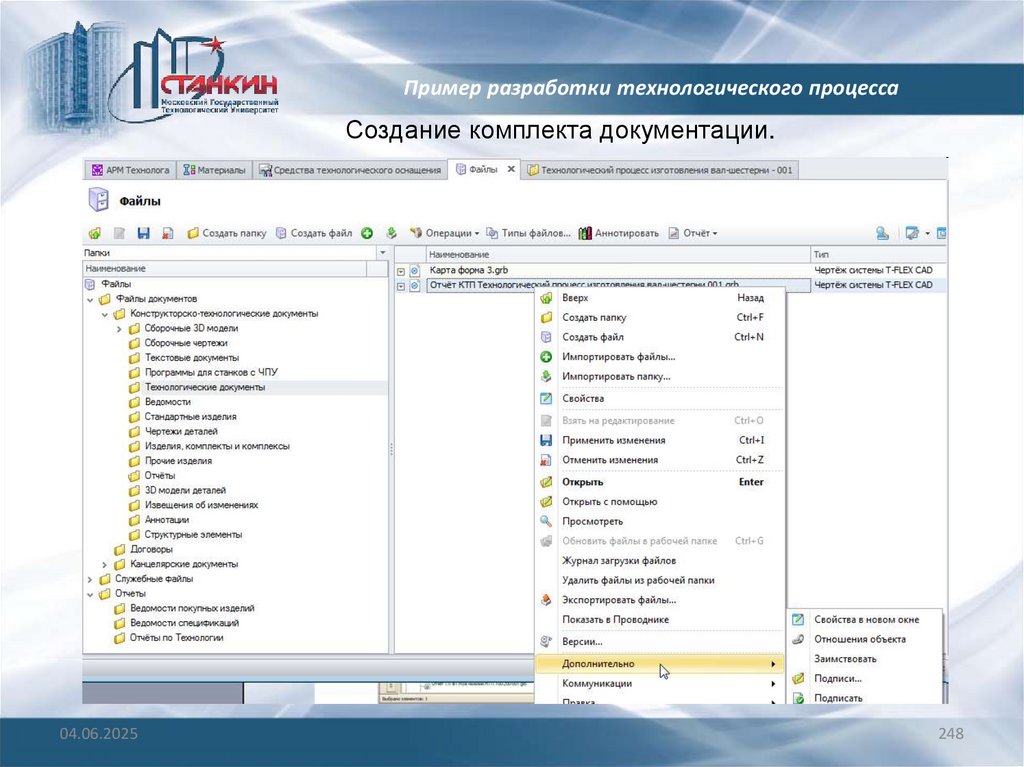
126.
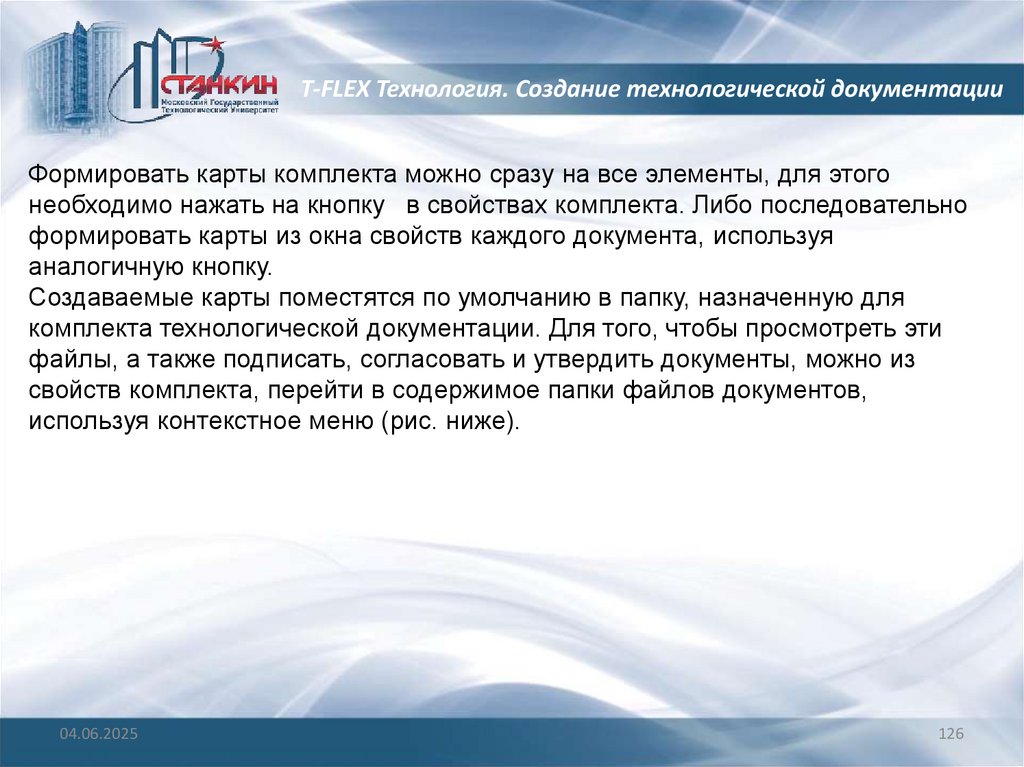
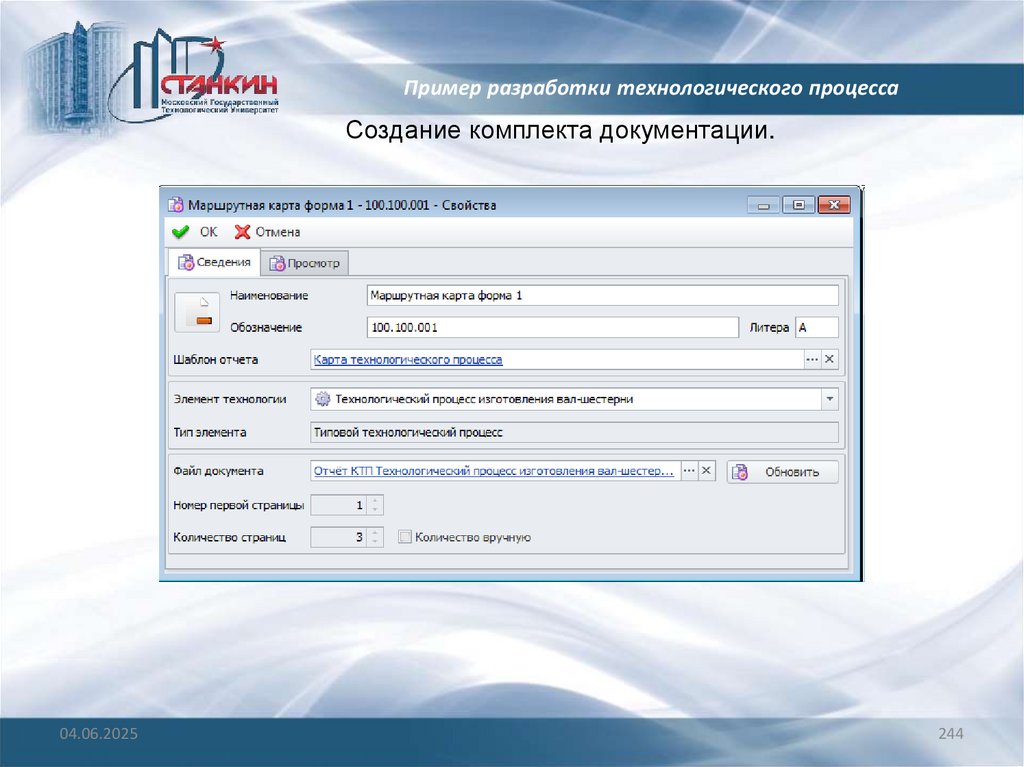
T-FLEX Технология. Создание технологической документацииФормировать карты комплекта можно сразу на все элементы, для этого
необходимо нажать на кнопку в свойствах комплекта. Либо последовательно
формировать карты из окна свойств каждого документа, используя
аналогичную кнопку.
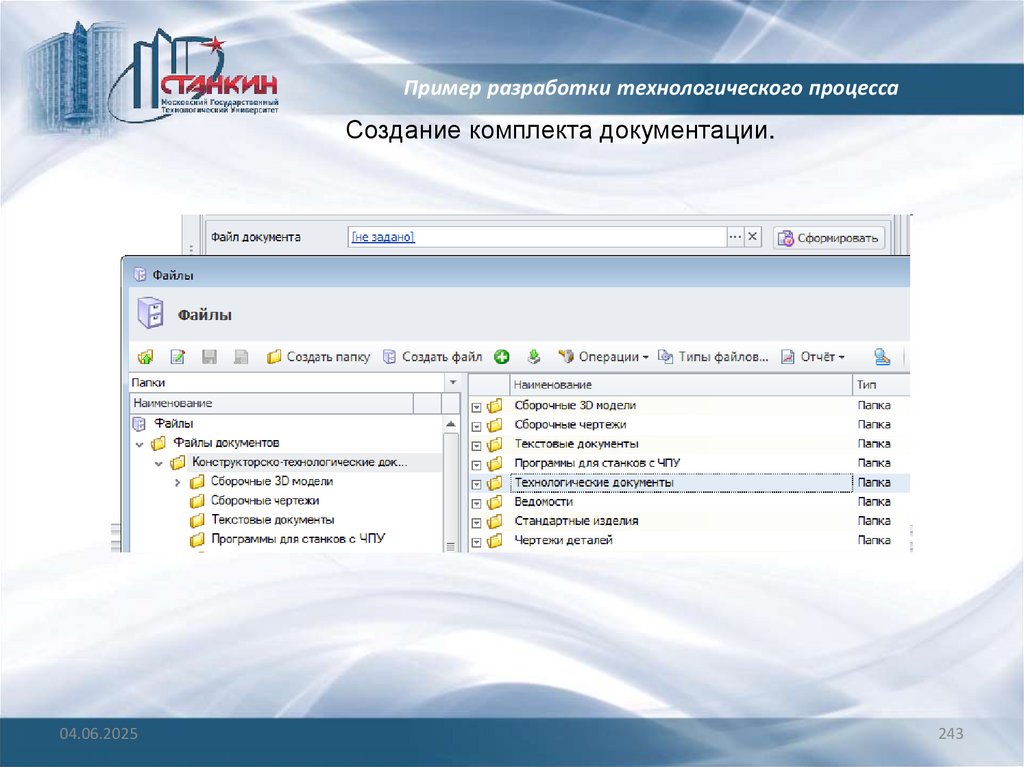
Создаваемые карты поместятся по умолчанию в папку, назначенную для
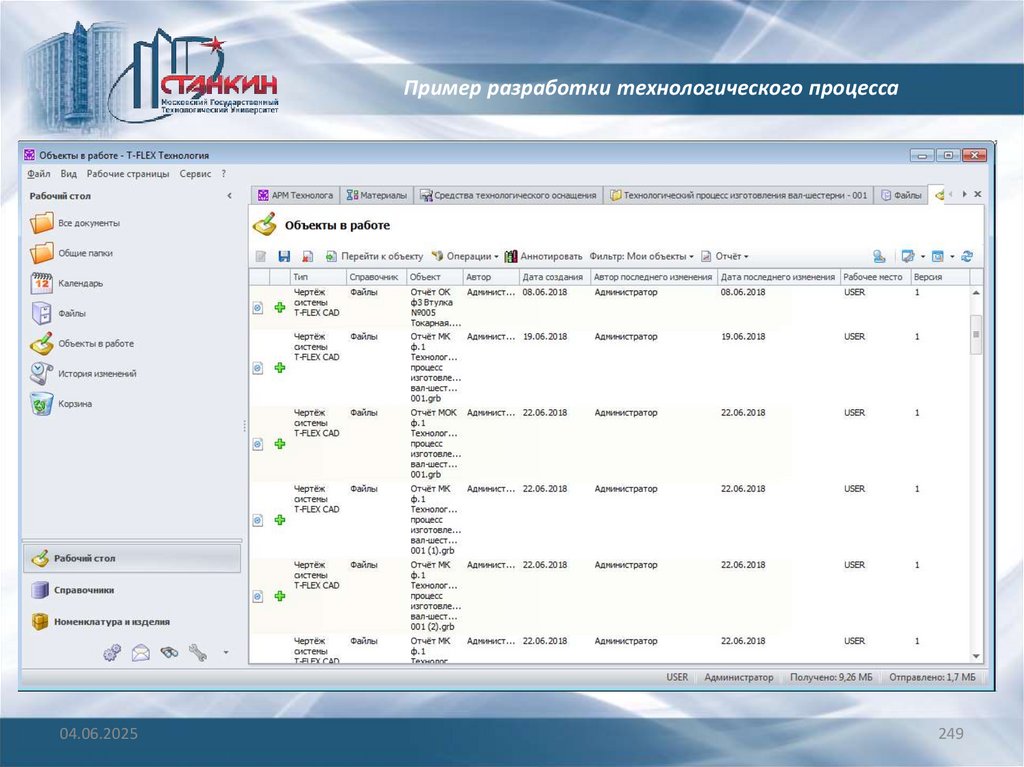
комплекта технологической документации. Для того, чтобы просмотреть эти
файлы, а также подписать, согласовать и утвердить документы, можно из
свойств комплекта, перейти в содержимое папки файлов документов,
используя контекстное меню (рис. ниже).
04.06.2025
126
127.
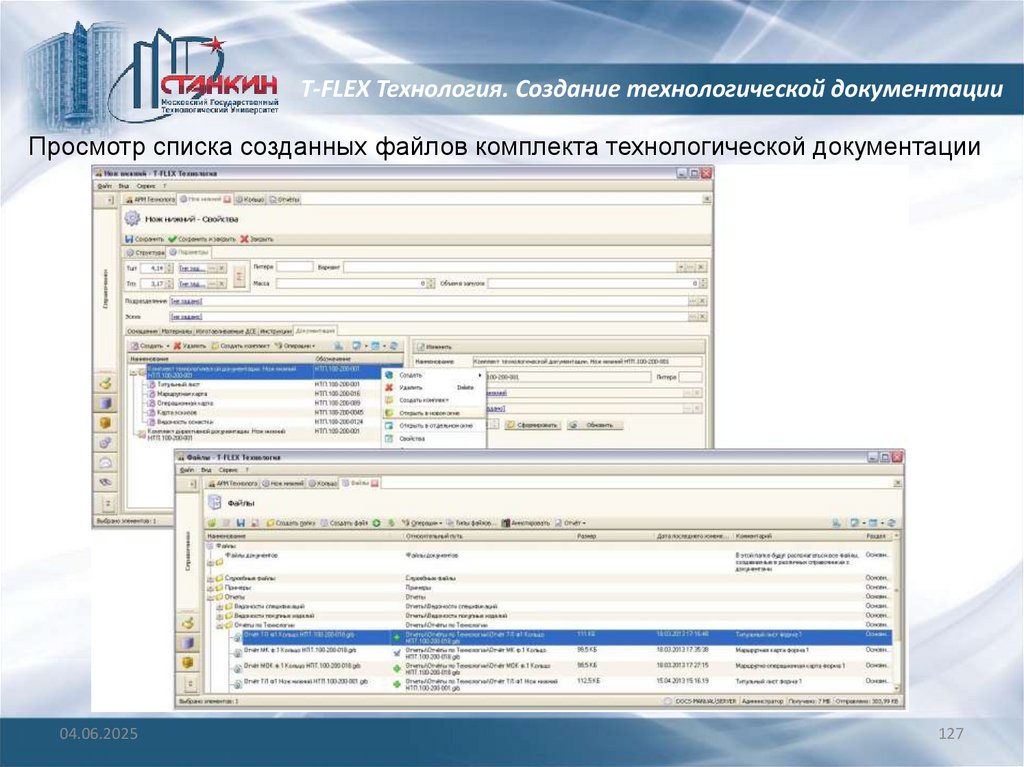
T-FLEX Технология. Создание технологической документацииПросмотр списка созданных файлов комплекта технологической документации
04.06.2025
127
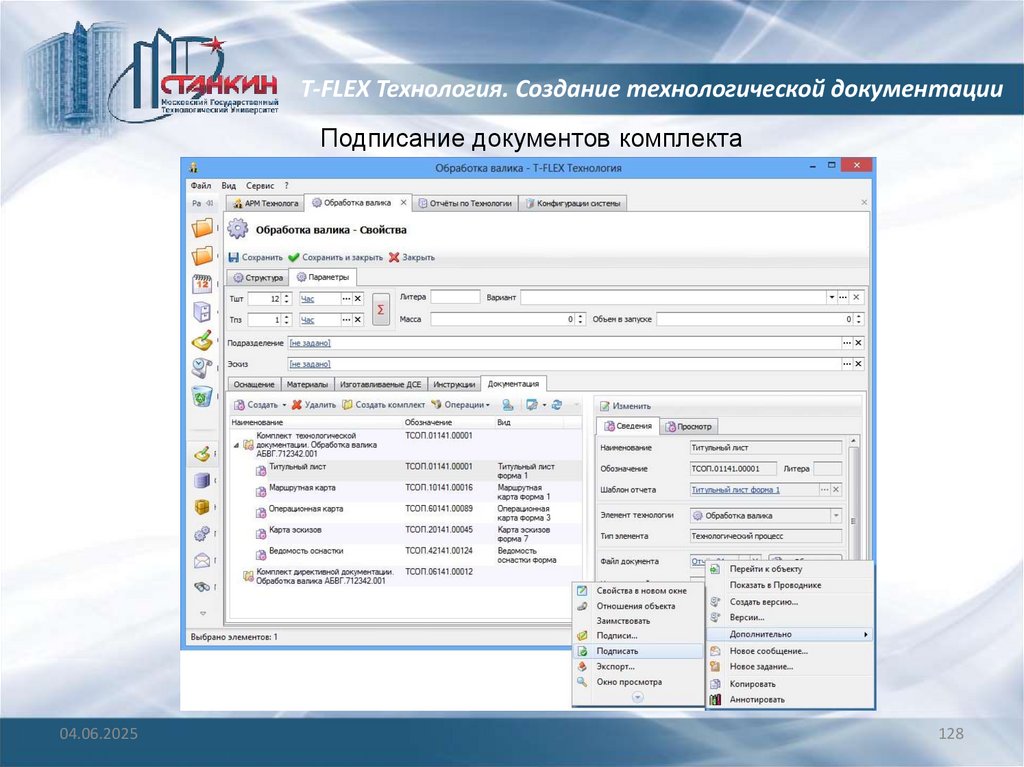
128.
T-FLEX Технология. Создание технологической документацииПодписание документов комплекта
04.06.2025
128
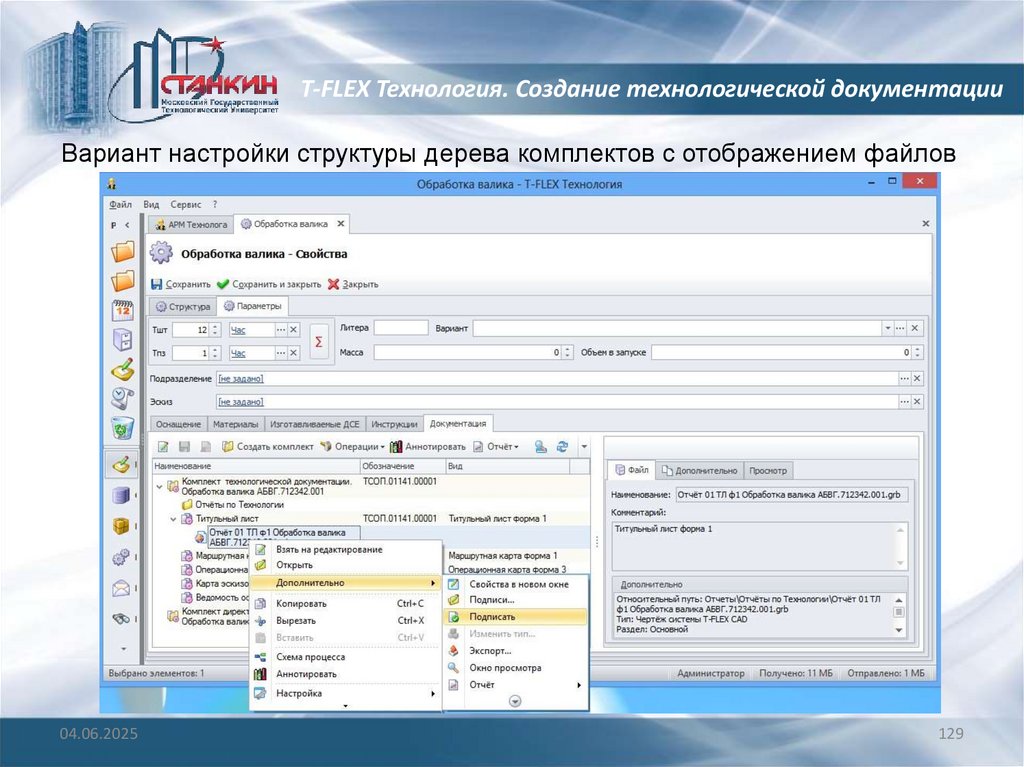
129.
T-FLEX Технология. Создание технологической документацииВариант настройки структуры дерева комплектов с отображением файлов
04.06.2025
129
130.
T-FLEX Технология. Создание отчётов генераторомтехнологических карт
Одной из задач администрирования технологической системы является
настройка получения отчётов по технологическим данным информационной
системы. Несмотря на наличие стандартных требований к оформлению,
каждое производство в силу своих особенностей требует поднастройки
правил вывода информации для более удобного представления. Также часто
возникает необходимость в создании уникальных отчётов и документов.
Преимуществом генератора технологических карт перед другими
генераторами отчётов является его гибкость, позволяющая создавать любую
структуру, порядок и форму выходного документа. Платой за это является
трудоёмкость по настройке отчёта. Поэтому данный вид генератора
рекомендуется использовать в случаях, когда использование других
генераторов не позволит достичь желаемого результата.
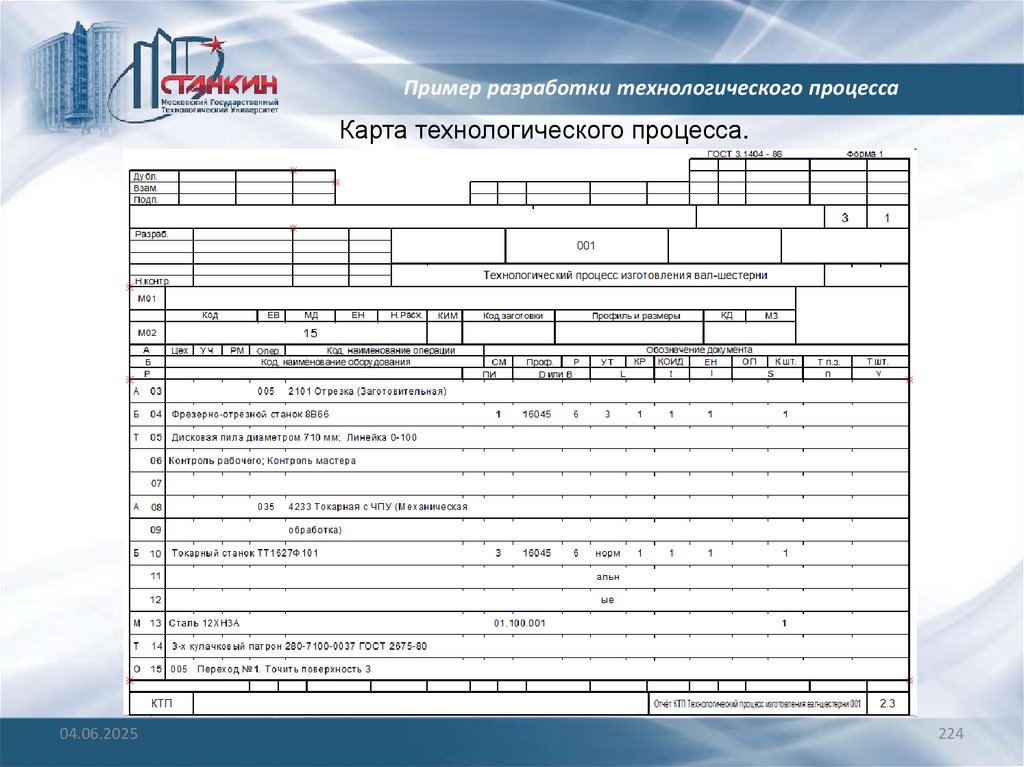
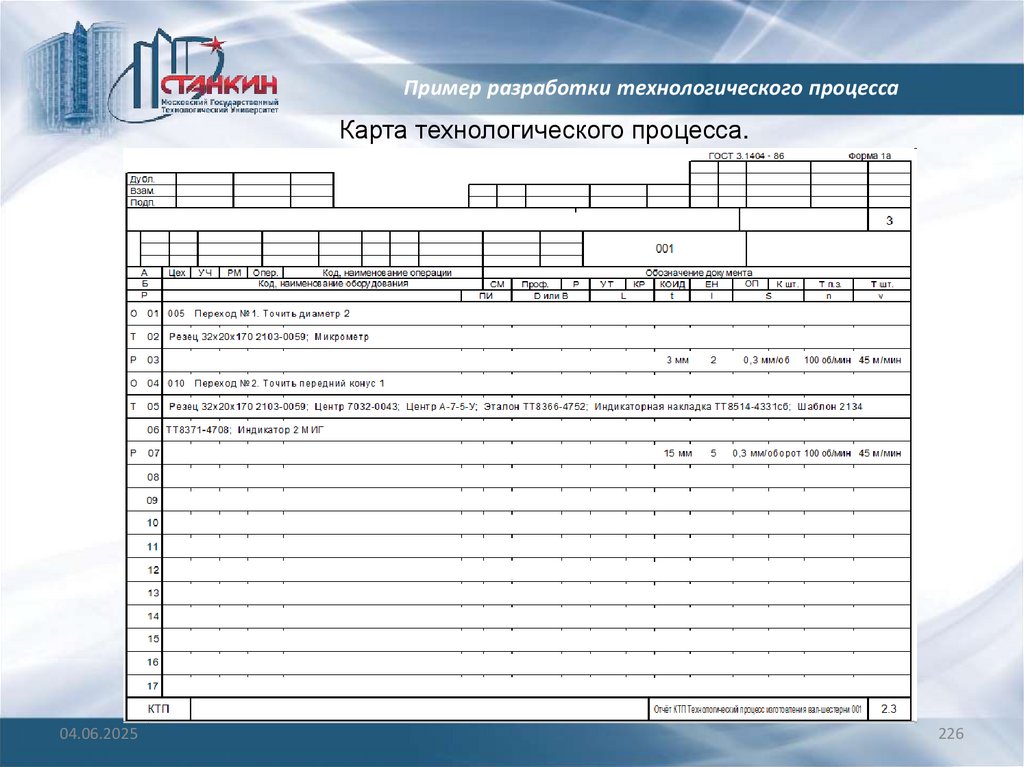
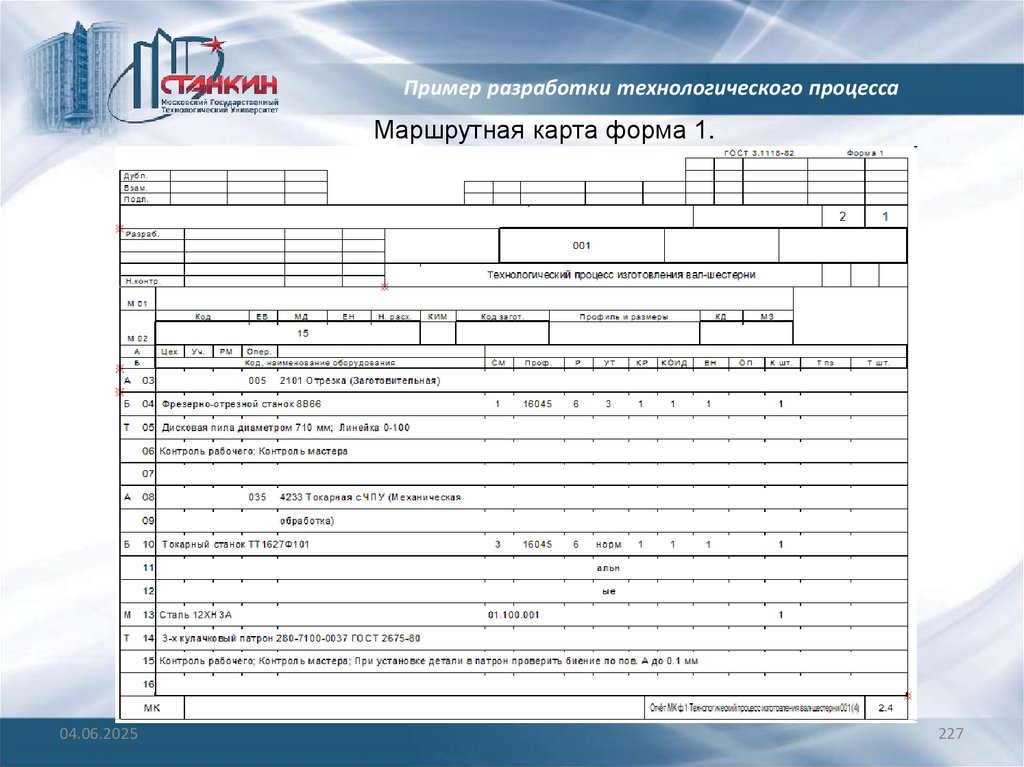
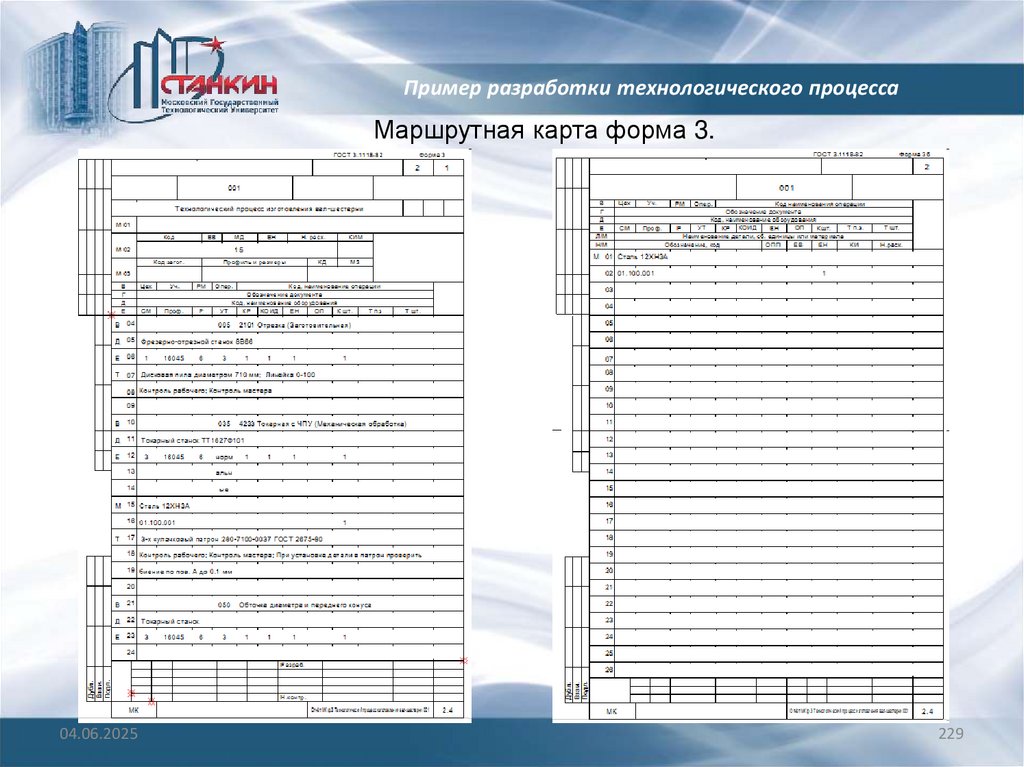
В текущей презентации будет показан порядок создания технологического
отчёта на примере маршрутной карты формы 1.
04.06.2025
130
131.
T-FLEX Технология. Элементы настройки и программированияНастройка шаблона отчёта
Для настройки шаблона отчёта необходимо:
1. Открыть справочник «Отчёты». Для этого необходимо на панели
переходов выбрать закладку «Справочники», а на панели быстрых команд
в папке «Системные справочники» выбрать ярлык «Отчёты».
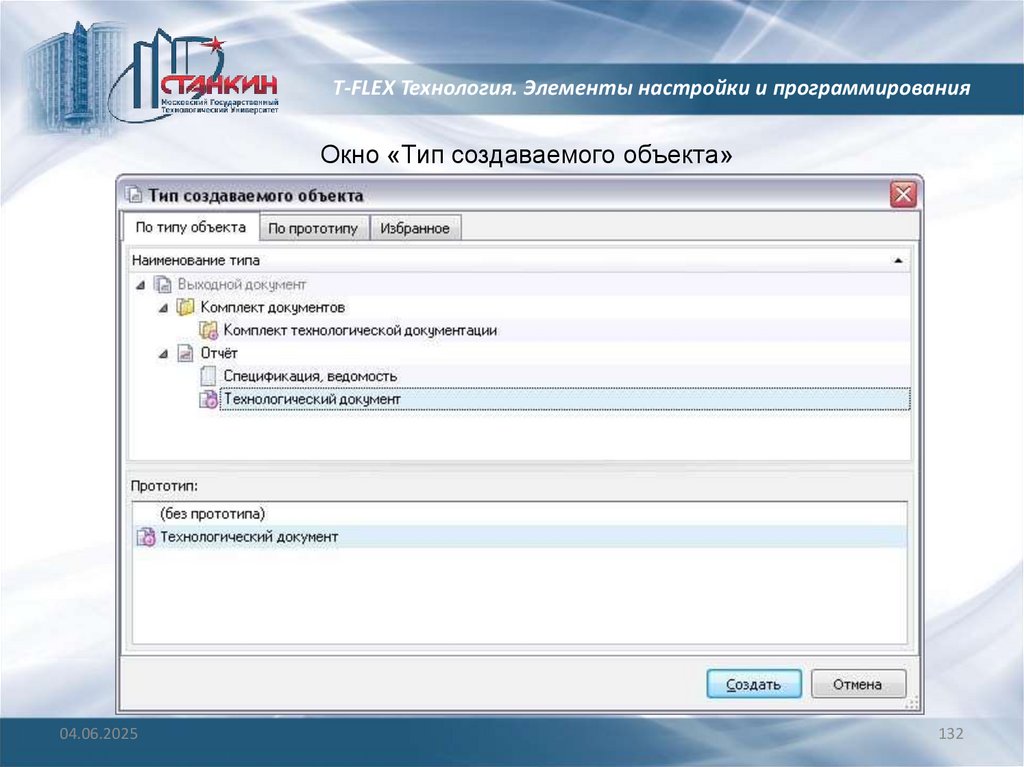
2. В окне справочника вызвать команду контекстного или пиктографического
меню «Создать».
3. В окне «Тип создаваемого объекта» выбрать тип «Технологический
документ» (с прототипом «Технологический документ»), как показано на
рис. ниже.
4. Заполнить необходимые параметры отчёта. В нашем примере перейдите
на вкладку «Отчёт» и заполните основные параметры маршрутной карты. В
поле «Наименование» введите название отчёта. Под этим наименованием
отчёт будет сохраняться в справочнике отчётов.
5. Подтвердить создание шаблона отчёта, завершив окно свойств кнопкой
[OK].
04.06.2025
131
132.
T-FLEX Технология. Элементы настройки и программированияОкно «Тип создаваемого объекта»
04.06.2025
132
133.
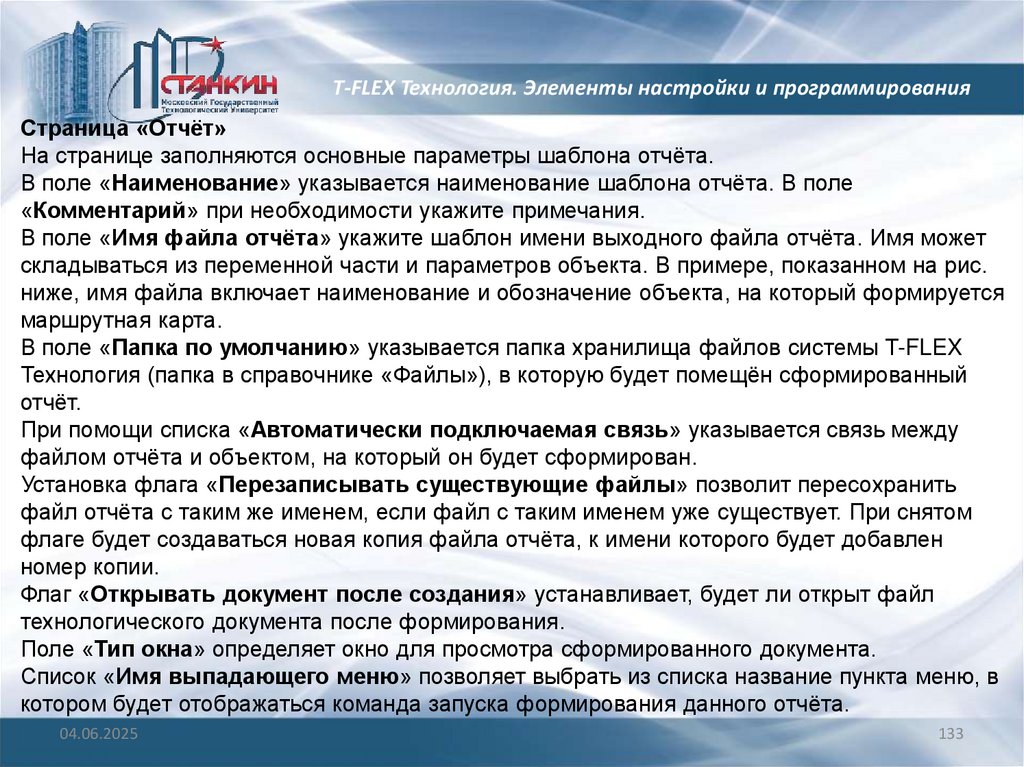
T-FLEX Технология. Элементы настройки и программированияСтраница «Отчёт»
На странице заполняются основные параметры шаблона отчёта.
В поле «Наименование» указывается наименование шаблона отчёта. В поле
«Комментарий» при необходимости укажите примечания.
В поле «Имя файла отчёта» укажите шаблон имени выходного файла отчёта. Имя может
складываться из переменной части и параметров объекта. В примере, показанном на рис.
ниже, имя файла включает наименование и обозначение объекта, на который формируется
маршрутная карта.
В поле «Папка по умолчанию» указывается папка хранилища файлов системы T-FLEX
Технология (папка в справочнике «Файлы»), в которую будет помещён сформированный
отчёт.
При помощи списка «Автоматически подключаемая связь» указывается связь между
файлом отчёта и объектом, на который он будет сформирован.
Установка флага «Перезаписывать существующие файлы» позволит пересохранить
файл отчёта с таким же именем, если файл с таким именем уже существует. При снятом
флаге будет создаваться новая копия файла отчёта, к имени которого будет добавлен
номер копии.
Флаг «Открывать документ после создания» устанавливает, будет ли открыт файл
технологического документа после формирования.
Поле «Тип окна» определяет окно для просмотра сформированного документа.
Список «Имя выпадающего меню» позволяет выбрать из списка название пункта меню, в
котором будет отображаться команда запуска формирования данного отчёта.
04.06.2025
133
134.
T-FLEX Технология. Элементы настройки и программированияОкно свойств шаблона отчёта. Страница «Отчёт»
04.06.2025
134
135.
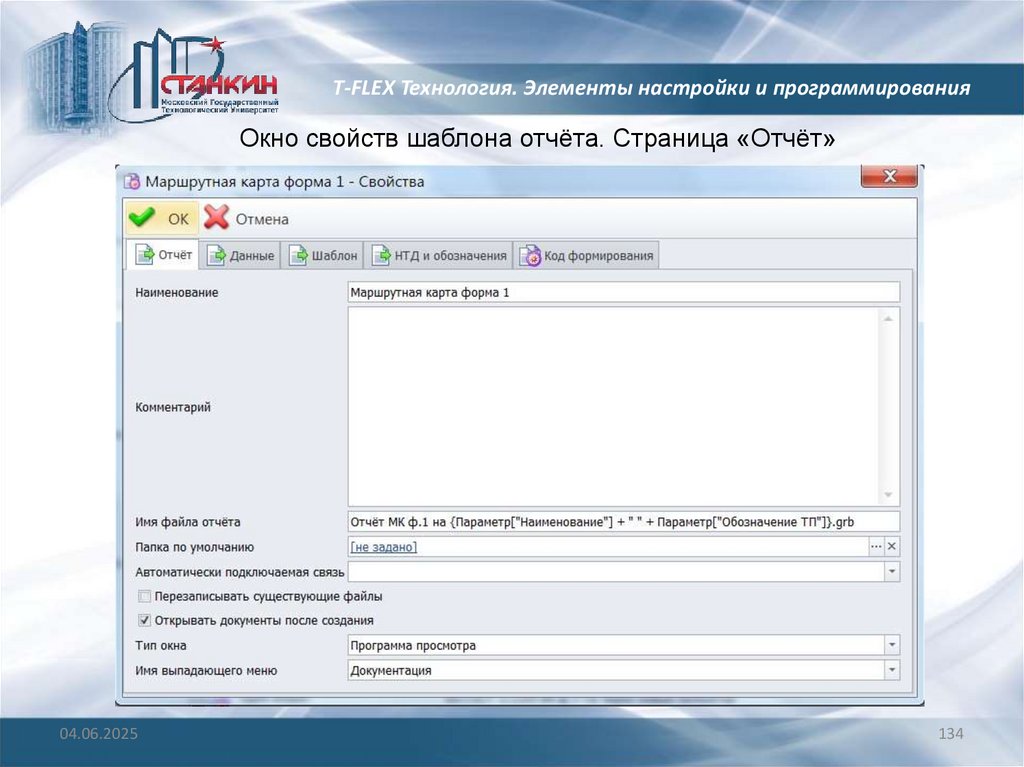
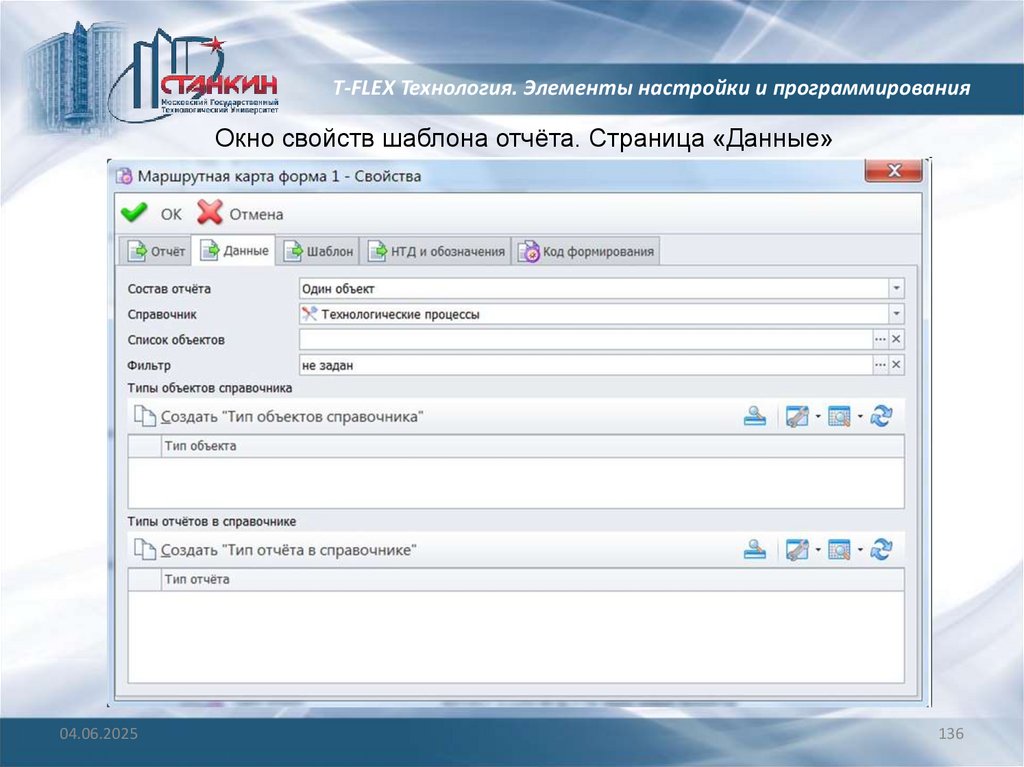
T-FLEX Технология. Элементы настройки и программированияСтраница «Данные»
Страница позволяет определить диапазон данных, которые попадут в отчёт.
Поле «Состав отчёта» определяет состав объектов, по данным которых
будет формироваться отчёт.
Для генератора технологических карт возможно использование только
параметра «Один объект».
В поле «Справочник» указывается справочник, для объектов которого
создаётся данный отчёт.
Поле «Список объектов» позволяет задать список объектов для попадания
в отчёт, если головным объектом является не сам объект справочника, а
некоторый объект списка объектов. В этом случае, чтобы сформировать
отчёт, необходимо выбрать объект справочника и вызвать для него команду
контекстного меню «Дополнительно/Отношения объекта».
Параметры «Фильтр», «Типы объектов справочника» и «Типы отчётов в
справочнике» не используются.
04.06.2025
135
136.
T-FLEX Технология. Элементы настройки и программированияОкно свойств шаблона отчёта. Страница «Данные»
04.06.2025
136
137.
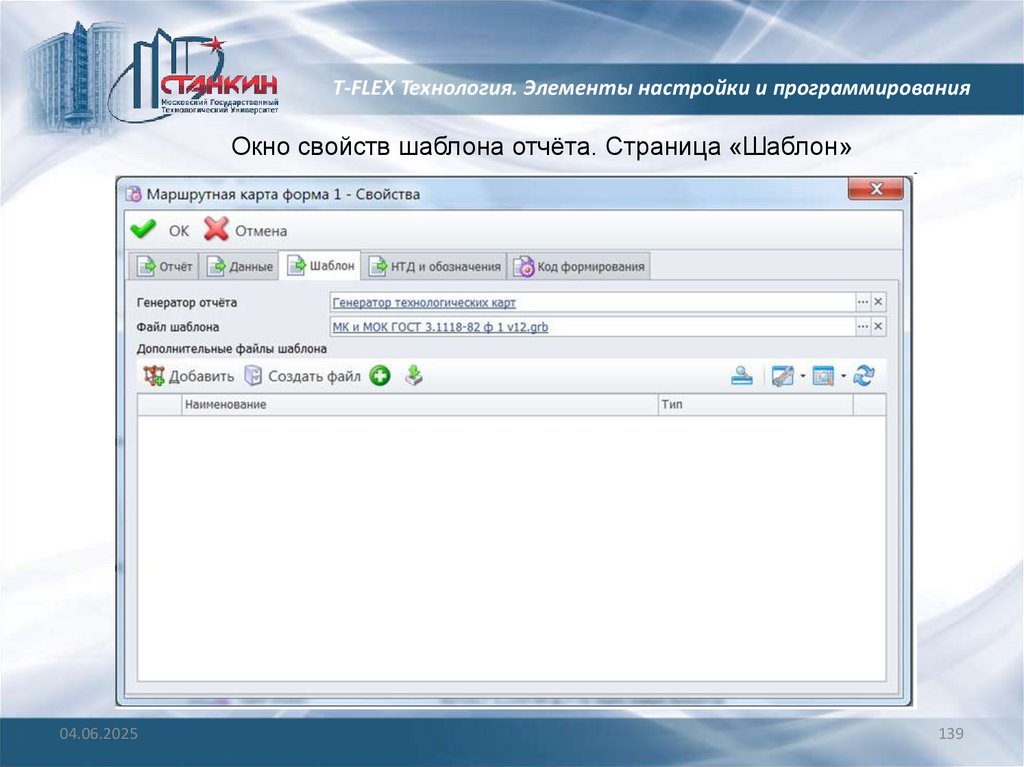
T-FLEX Технология. Элементы настройки и программированияСтраница «Шаблон»
Страница «Шаблон» позволяет задать генератор отчёта – макрос,
формирующий отчёт на основе исходных данных и файла шаблона – и указать
непосредственно сам файл шаблона.
Наименование генератора для формирования отчёта указывается в поле
«Генератор отчёта». Для технологических отчетов выбирается значение
генератор технологических карт.
Файл шаблона указывается в поле «Файл шаблона». Файл шаблона – это файл,
являющийся шаблоном для настраиваемого отчёта. Подробнее о нём будет
написано в разделе «Создание шаблона».
Дополнительные файлы шаблона – не используется.
04.06.2025
137
138.
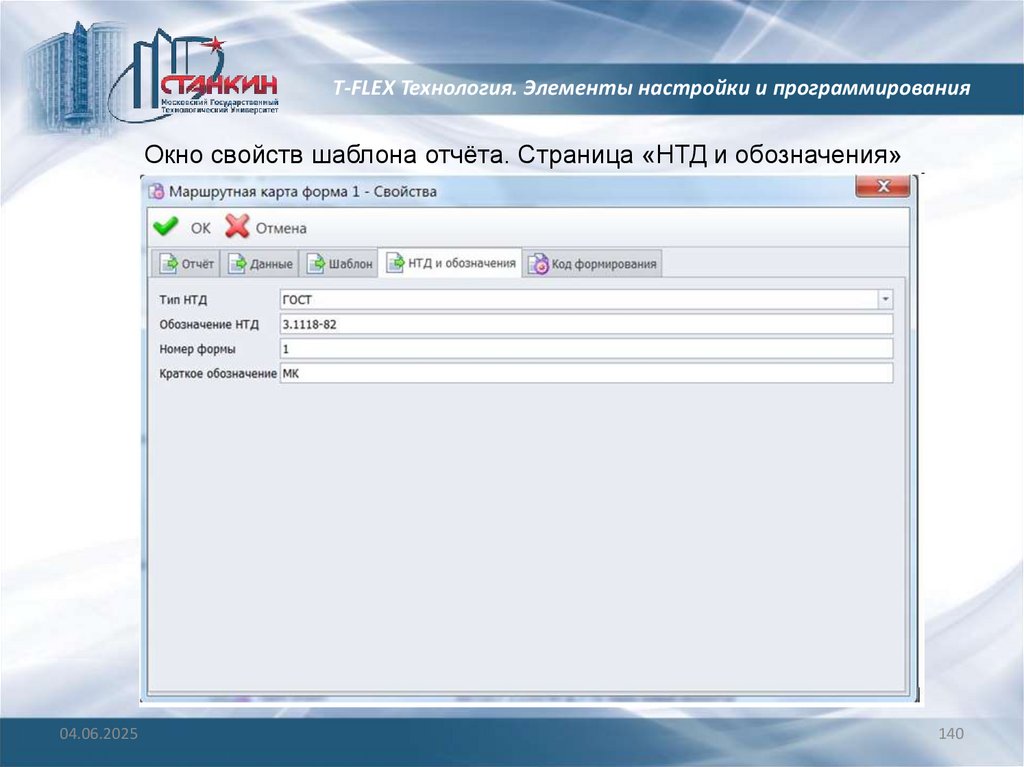
T-FLEX Технология. Элементы настройки и программированияВкладка «НТД и обозначения»
На данной странице заполняются информационные текстовые параметры.
В поле «Тип НТД» при необходимости может указываться тип нормативнотехнической документации, а в полях «Обозначение НТД», «Номер
формы» и «Краткое обозначение» - её параметры.
В примере, приведённом на рисунке ниже, показано, что карта МК
выполняется в соответствии с ГОСТ 3.1118
04.06.2025
138
139.
T-FLEX Технология. Элементы настройки и программированияОкно свойств шаблона отчёта. Страница «Шаблон»
04.06.2025
139
140.
T-FLEX Технология. Элементы настройки и программированияОкно свойств шаблона отчёта. Страница «НТД и обозначения»
04.06.2025
140
141.
T-FLEX Технология. Элементы настройки и программированияВкладка «Код формирования»
Внешний вид данной вкладки зависит от версии T-FLEX Технология. На ней
содержится код формирования отчёта.
Создание шаблона
Настройка шаблона для генератора технологических карт выполняется
аналогичным образом, что и для генератора спецификаций и ведомостей TFLEX CAD:
1. Чертится форматка первого листа и последующих листов.
2. В файл шаблона отчёта с помощью фрагментов подставляются созданные
форматки.
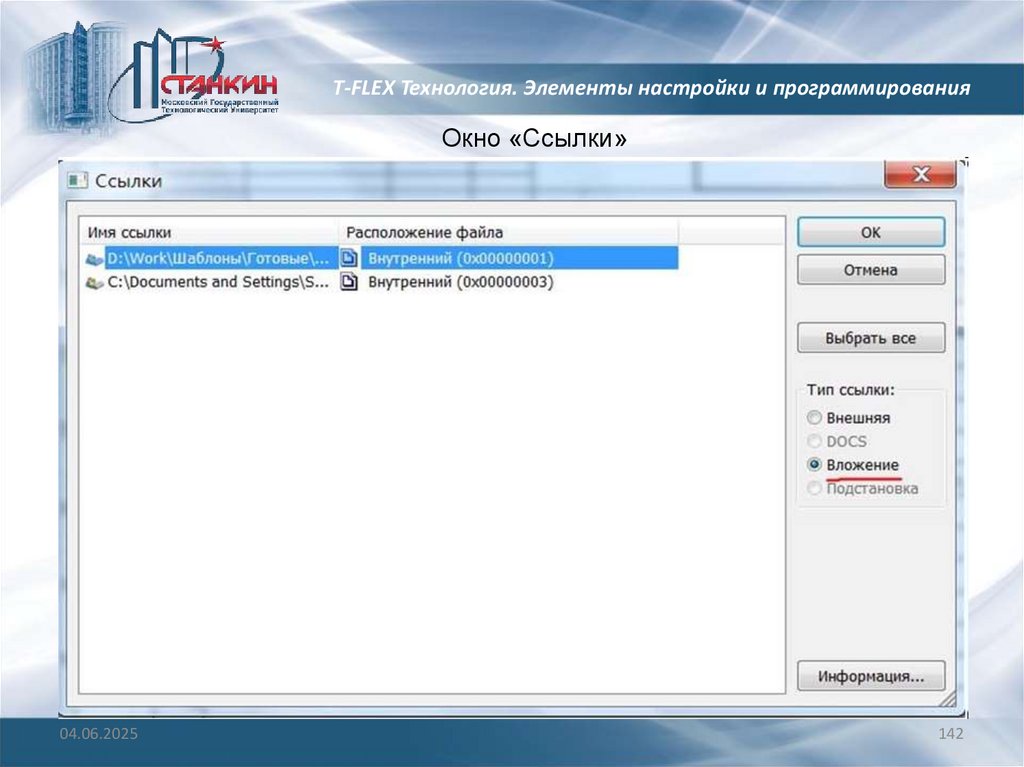
3. По пути «Файл/Сборка/Ссылки…» подставленные фрагменты делаются
внутренними (пункт «Вложение»).
4. Настраивается вставка фрагмента для новой страницы
«Настройка/Статус…».
5. Во фрагментах создаются необходимые переменные. При необходимости
организуется их связь с T-FLEX Технология.
6. В файле шаблона создаётся параграф-текст и заполняются теги.
04.06.2025
141
142.
T-FLEX Технология. Элементы настройки и программированияОкно «Ссылки»
04.06.2025
142
143.
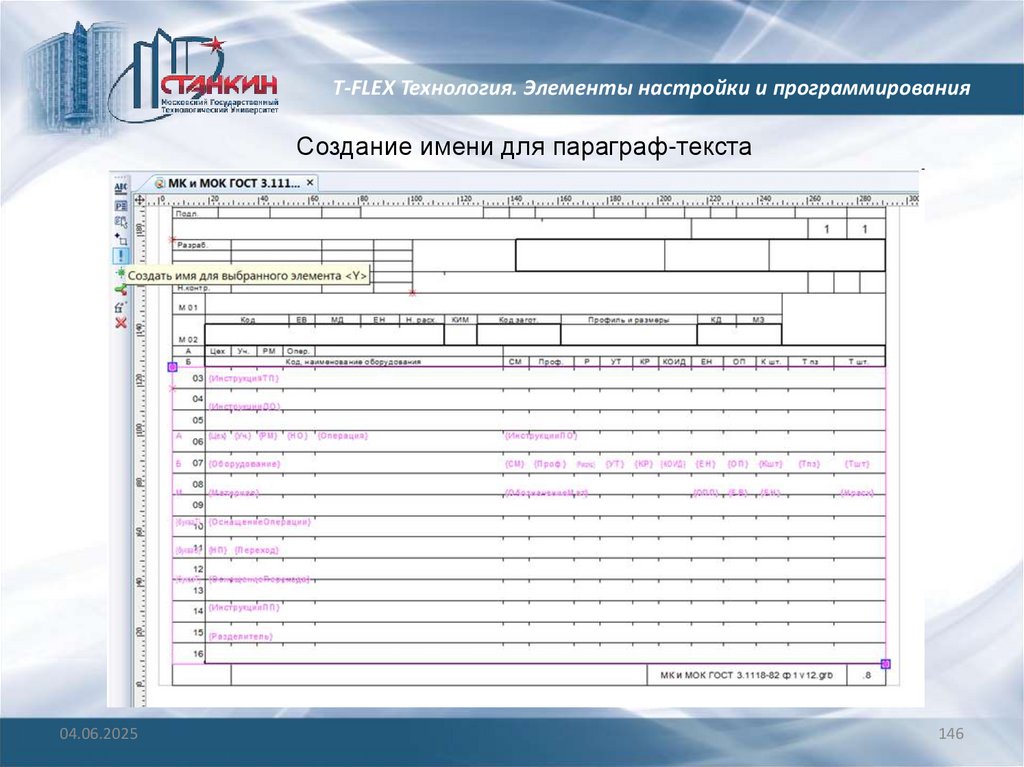
T-FLEX Технология. Элементы настройки и программированияОсновные требования к файлу шаблона отчёта:
• параграф-текст должен быть именован. Для этого необходимо выделить
параграф-текст, вызвать контекстное меню и выбрать пункт «Изменить». В
появившемся слева окне инструментов нажать на пиктограмму с
изображением восклицательного знака («Создать имя для вы- бранного
элемента»). После чего в появившемся окне ввести наименование, например
«Текст1».
• содержащиеся в параграф-тексте таблицы с тегами могут иметь любое
количество строк, но каждая из строк таблицы должна иметь как минимум две
ячейки;
• идентификация таблиц происходит по тегам, поэтому каждая таблица должна
содержать хотя бы один уникальный для всего документа тег. Именно по ним
будет происходить обращение к таблицам – шаблонам строк в коде
формирования.
04.06.2025
143
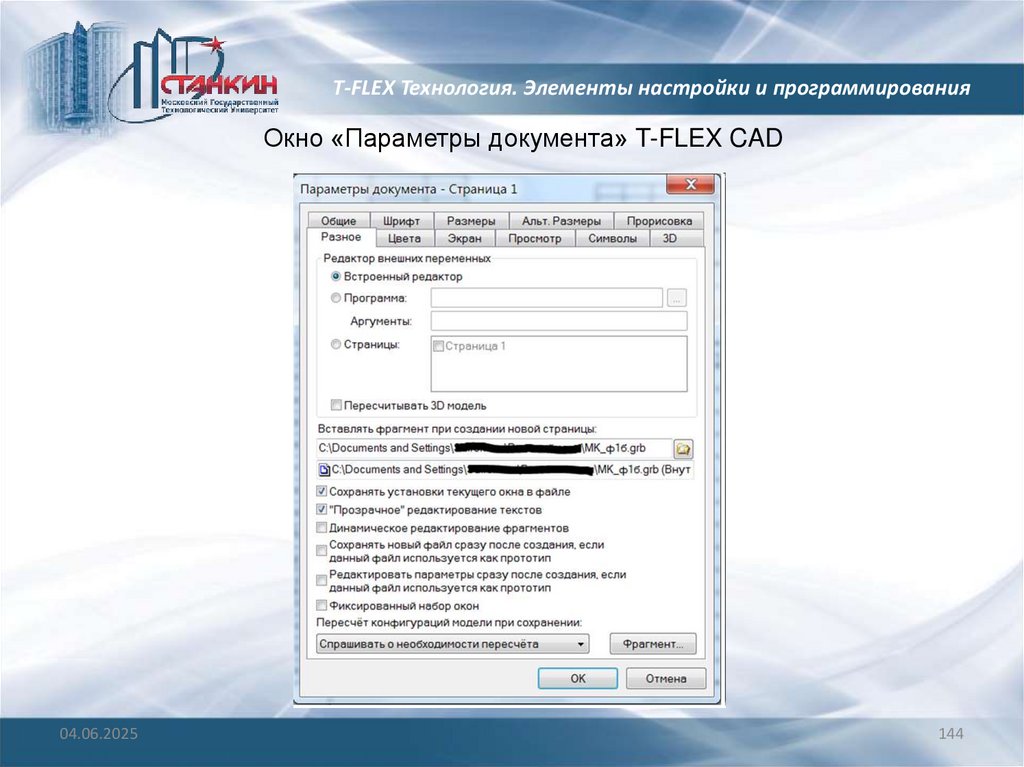
144.
T-FLEX Технология. Элементы настройки и программированияОкно «Параметры документа» T-FLEX CAD
04.06.2025
144
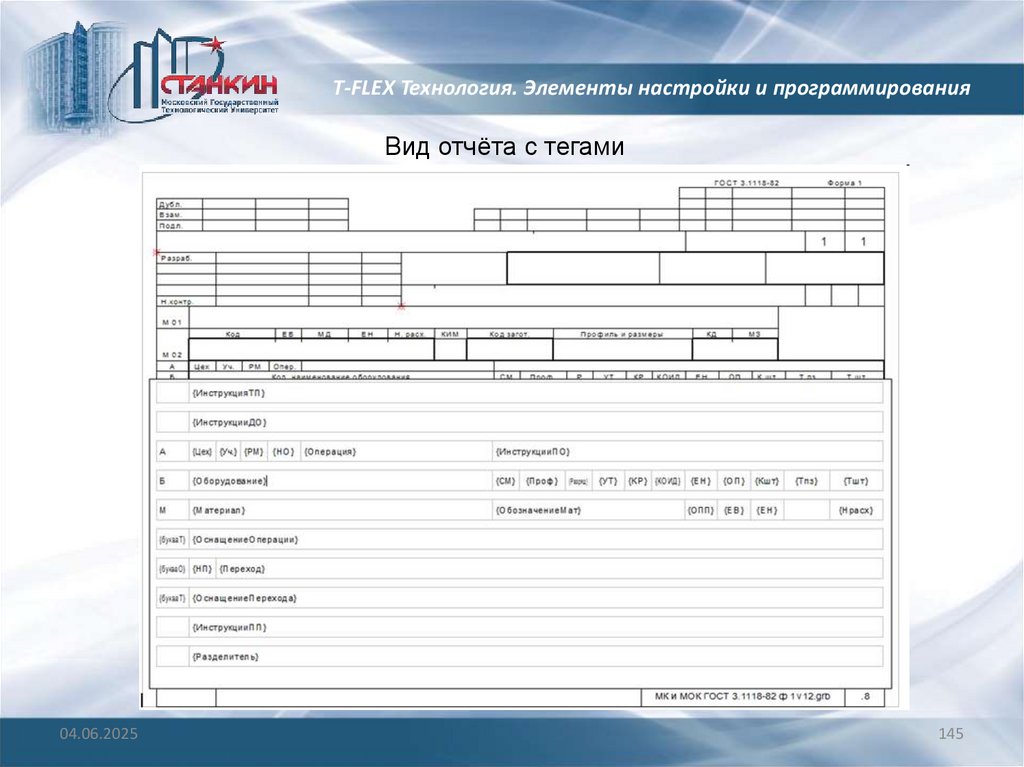
145.
T-FLEX Технология. Элементы настройки и программированияВид отчёта с тегами
04.06.2025
145
146.
T-FLEX Технология. Элементы настройки и программированияСоздание имени для параграф-текста
04.06.2025
146
147.
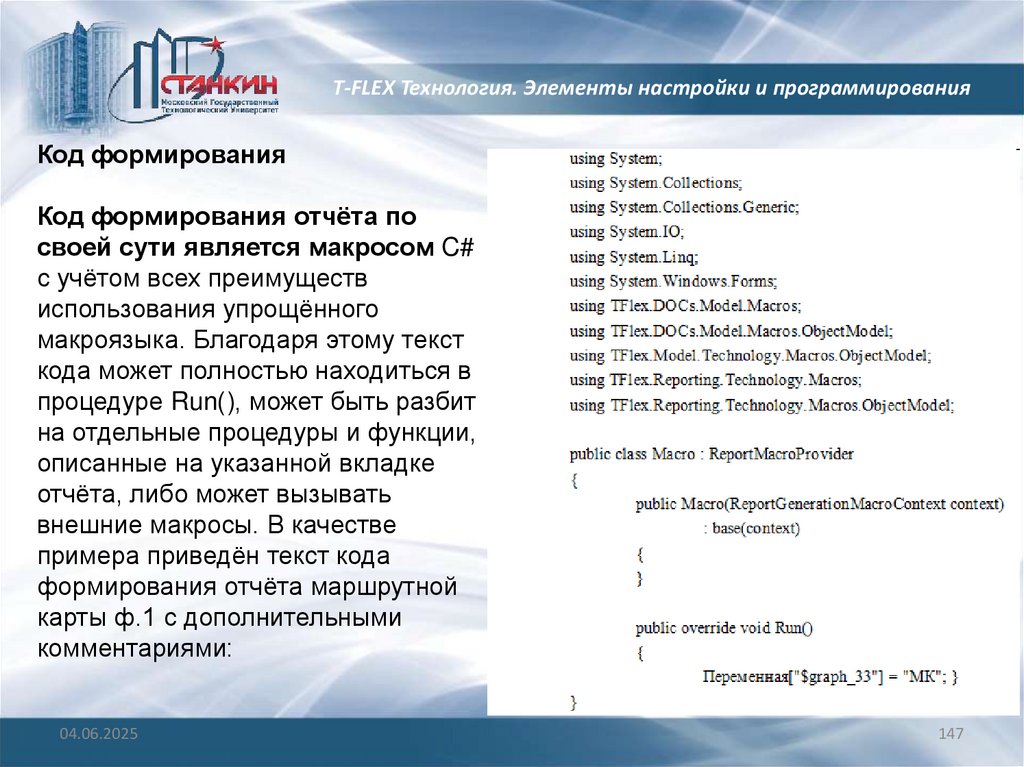
T-FLEX Технология. Элементы настройки и программированияКод формирования
Код формирования отчёта по
своей сути является макросом C#
с учётом всех преимуществ
использования упрощённого
макроязыка. Благодаря этому текст
кода может полностью находиться в
процедуре Run(), может быть разбит
на отдельные процедуры и функции,
описанные на указанной вкладке
отчёта, либо может вызывать
внешние макросы. В качестве
примера приведён текст кода
формирования отчёта маршрутной
карты ф.1 с дополнительными
комментариями:
04.06.2025
147
148.
T-FLEX Технология. Элементы настройки и программированияВ методе Run() происходит обращение к текстовой переменной T-FLEX CAD
$graph_33 и запись в неё значения "МК".
ВыполнитьМакрос(Макрос_Переменные,
"ЗаполнитьОсновныеНадписиДляТП");
Запускается выполнение макроса «Технологические карты (Переменные)», в
котором заполняются остальные переменные T-FLEX CAD. Данные берутся из
параметров объекта справочника Технологические процессы. Запись
«Макрос_переменные» является системной настройкой для обращения к
указанному ранее макросу по уникальному идентификатору Guid.
04.06.2025
148
149.
T-FLEX Технология. Элементы настройки и программированияЭтот участок кода отвечает за то, чтобы
правильно считать таблицы, в которые будет
происходить вставка данных. В шаблоне
технологической карты создано несколько
таблиц, каждая из которых служит для
заполнения
каких-то
конкретных
данных.
Скажем, в строку А (служебный символ по ГОСТ)
вносятся цех, участок, рабочее место, номер
операции, код операции и ее наименование.
Поскольку карта создаётся на весь техпроцесс,
т.е. он содержит несколько операций, то строка А
будет появляться в отчёте несколько раз. Эта
строка
всегда
имеет
определённую
последовательность и ширину колонок. В
шаблоне технологической карты создан образец
такой строки. Она идентифицируется по
уникальному для всего шаблона отчёта тегу,
содержащемуся в самой таблице (строка А). Это
и называется шаблоном строки. После этого мы
в нужный момент можем создать строку А в
отчёте по указанному шаблону.
04.06.2025
149
150.
T-FLEX Технология. Элементы настройки и программирования04.06.2025
150
151.
T-FLEX Технология. Элементы настройки и программированияСоздание «строкиИ» в формируемом отчёте. В данную строку по указанным
тегам будут вноситься данные: текст инструкции к техпроцессу.
04.06.2025
151
152.
T-FLEX Технология. Элементы настройки и программирования04.06.2025
152
153.
T-FLEX Технология. Элементы настройки и программирования04.06.2025
153
154.
T-FLEX Технология. Элементы настройки и программирования04.06.2025
154
155.
T-FLEX Технология. Элементы настройки и программированияДополнительные возможности генератора технологических карт
04.06.2025
155
156.
T-FLEX Технология. Элементы настройки и программирования04.06.2025
156
157.
Пример разработки технологического процесса04.06.2025
157
158.
Пример разработки технологического процессаМаршрут изготовления детали «Вал-шестерня»
04.06.2025
158
159.
Пример разработки технологического процессаМаршрут изготовления детали «Вал-шестерня»
04.06.2025
159
160.
Пример разработки технологического процессаГлавный вид детали «Вал-шестерня»
04.06.2025
160
161.
Пример разработки технологического процессаОперационный эскиз для операции № 5 «Отрезка»
Фрезерно-отрезной станок 8В66
Сталь 12ХНЗА
Отрезка заготовки должна
Измерительный инструмент для
выполняться инструментом контроля заготовки - линейка 0-1000
дисковой пилой диаметром 710 мм
ГОСТ427-75.
Две инструкции: контроль рабочего и контроль мастера.
04.06.2025
161
162.
Пример разработки технологического процессаОперационный эскиз для операции № 35
04.06.2025
162
163.
Пример разработки технологического процессаОперация № 35. «Механическая обработка». Класс операции - обработка
резанием; твердость обрабатываемого материала сталь 12ХН3А - 229
единиц по Бринеллю.
На вкладке «Инструкции» вводим информацию по обработке:
• при установке детали в патрон проверить биение по пов. А до 0.1
мм;
• острые кромки притупить фасками 1x45°;
• контроль рабочего;
• контроль мастера.
04.06.2025
163
164.
Пример разработки технологического процессаПереход №1. «Точить поверхность 3»: шероховатость Rz80. На вкладке
«Оснащение» заносим в список только режущий инструмент, поскольку
станок и приспособление для всех переходов используются одинаковые.
Для выполнения перехода используется резец 32x20x170 2103-0059 ГОСТ
18879-73.
Для первого перехода заносим в список следующие параметры:
• глубина резания - 3 мм;
• скорость резания - 37 м/мин;
• количество проходов - 1;
• величина подачи - 23 мм/об;
• количество оборотов - 125 об/мин.
04.06.2025
164
165.
Пример разработки технологического процессаПереход № 2. «Обработка отверстия 5»: шероховатость Rz80,
инструмент - Сверло диаметром 4 мм 2314-0007 Р6М 5 ГОСТ 14952-75,
режимы
резания:
• глубина резания - 2 мм;
• скорость резания - 37 м/мин;
• количество проходов - 1;
• величина подачи - 23 мм/об;
• количество оборотов - 125 об/мин.
Переход № 3 - «Точить поверхность 7»: шероховатость Rz80,
инструмент - Резец 32x20x170 2103-0059 ГОСТ 18879-73, режимы
резания:
• глубина резания - 3 мм;
• скорость резания - 47 м/мин;
• количество проходов - 1;
• величина подачи - 0,3 мм/об;
• количество оборотов - 100 об/мин.
04.06.2025
165
166.
Пример разработки технологического процессаПереход № 4 - «Сверлить отверстие 8», шероховатость Rz80. Сверление
будет производиться в два этапа: сначала просверливается отверстие
меньшего диаметра, чем требуется, а потом оно рассверливается до
нужного диаметра. Это означает, что необходимо указать два инструмента:
сверло диаметром 25 мм 2301-2410 Р6М 5 и сверло диаметром 30 мм
2301-2419 Р6М 5.
Кроме того, для контроля необходим измерительный инструмент:
• штангенциркуль ШЦ-В-160-0.05 ГОСТ 166-80;
• линейка 1...1000 ГОСТ 427-75;
• индикатор И4106 кл.1 ГОСТ 577-68;
• штатив ШМ-дн-8 ГОСТ 10197-70;
• люнет (при станке);
• фаскомер ТТ8511-4250.
Переход № 5 - «Точить фаску 6», шероховатость Rz80, инструмент –
резец Т15К6 32x20x170 2103-0059 ГОСТ 18879-73 и шаблон 8371-0212.
04.06.2025
166
167.
Пример разработки технологического процессаОперация № 50. «Обточка диаметра и переднего конуса». Задаем для нее
следующую общую информацию:
• твердость материала 229 единиц по Бринеллю; оснащение - станок
токарный ТТ1627Ф101, который будет общим для обо
• их переходов;
• материал тот же - сталь 12ХНЗА.
Переход №1 - «Точить диаметр 2», шероховатость Rz80, режущий
инструмент - резец Т15К6 32x20x170 2102-0059 ГОСТ18877-73, мерительный
инструмент для контроля диаметрального размера - микрометр МК 125...150
ГОСТ6507-78, режимы резания:
• глубина резания - 3 мм;
• скорость резания - 45 м/мин;
• количество проходов - 2;
• величина подачи - 0,3 мм/об;
• количество оборотов - 100 об/мин.
04.06.2025
167
168.
Пример разработки технологического процессаПереход № 2 - «Точить передний конус 1», шероховатость Rz80, инструмент резец Т15К6 32x20x170 2102-0059 ГОСТ18877-73. Помимо резца понадобятся
два установочных центра: центр 7032-0043 ГОСТ 13214-49 и
центр А-7-5-У ГОСТ8742-75, а также мерительный инструмент:
• эталон ТТ8366-4752;
• индикаторная накладка Т Т 8 5 14-4331сб;
• шаблон 2134 ТТ8371-4708;
• индикатор 2 М И Г ГОСТ9696-82.
Режимы резания:
• глубина резания - 15 мм;
• скорость резания - 45 м/мин;
• количество проходов - 5;
• величина подачи - 0,3 мм/об;
• количество оборотов - 100 об/мин.
04.06.2025
168
169.
Пример разработки технологического процессаОперационный эскиз для операции № 50
04.06.2025
169
170.
Пример разработки технологического процессаАвторизация в системе
04.06.2025
170
171.
Пример разработки технологического процессаОбщий вид АРМ Технолога. Для удобства группирования можно создать
папку («Цех 12»).
04.06.2025
171
172.
Пример разработки технологического процессаСоздание материала в БД.
04.06.2025
172
173.
Пример разработки технологического процессаСвойства материала.
04.06.2025
173
174.
Пример разработки технологического процессаСвойства материала.
04.06.2025
174
175.
Пример разработки технологического процессаСвойства материала.
04.06.2025
175
176.
Пример разработки технологического процессаСвойства материала.
04.06.2025
176
177.
Пример разработки технологического процессаМатериал создан.
04.06.2025
177
178.
Пример разработки технологического процессаСоздаем новый технологический процесс на закладке
«ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ» (для Цеха 12)
04.06.2025
178
179.
Пример разработки технологического процессаПараметры технологического процесса.
04.06.2025
179
180.
Пример разработки технологического процессаСоздаем технологическую операцию.
04.06.2025
180
181.
Пример разработки технологического процессаСоздаем технологическую операцию.
04.06.2025
181
182.
Пример разработки технологического процессаПараметры технологической операции. Простой (но не совсем
верный, правильнее заполнить специальные справочники
оборудования) ввод единицы технологического оснащения.
04.06.2025
182
183.
Пример разработки технологического процессаПараметры оснащения технологической операции.
04.06.2025
183
184.
Пример разработки технологического процессаИнструкции.
04.06.2025
184
185.
T-FLEX Технология. Элементы настройки и программированияИнструкции.
04.06.2025
185
186.
Пример разработки технологического процессаИсполнитель
операции.
04.06.2025
186
187.
Пример разработки технологического процессаИсполнитель операции.
04.06.2025
187
188.
Пример разработки технологического процессаСоздание второй операции.
04.06.2025
188
189.
Пример разработки технологического процессаМатериалы
для операции.
04.06.2025
189
190.
Пример разработки технологического процессаСоздание перехода в операции.
04.06.2025
190
191.
Пример разработки технологического процессаЗадание режимов резания.
04.06.2025
191
192.
Пример разработки технологического процессаСоздание единицы измерения для режима резания.
04.06.2025
192
193.
Пример разработки технологического процессаСоздание параметра режима.
04.06.2025
193
194.
Пример разработки технологического процессаОснащение перехода.
04.06.2025
194
195.
Пример разработки технологического процессаОснащение
перехода.
04.06.2025
195
196.
Пример разработки технологического процессаЗадание параметра перехода (шероховатость).
04.06.2025
196
197.
Пример разработки технологического процессаВыбор параметра перехода (шероховатость).
04.06.2025
197
198.
Пример разработки технологического процессаРежимы резания перехода.
04.06.2025
198
199.
Пример разработки технологического процессаРабота над переходами.
04.06.2025
199
200.
Пример разработки технологического процессаОснащение перехода.
04.06.2025
200
201.
Пример разработки технологического процессаСоздание перехода.
04.06.2025
201
202.
Пример разработки технологического процессаОснащение перехода.
04.06.2025
202
203.
Пример разработки технологического процессаЗадание материала для перехода.
04.06.2025
203
204.
Пример разработки технологического процессаЗадание материала для перехода.
04.06.2025
204
205.
Пример разработки технологического процессаЗадание материала для перехода.
04.06.2025
205
206.
Пример разработки технологического процессаОснащение для перехода.
04.06.2025
206
207.
Пример разработки технологического процессаЗадание параметра шероховатости для перехода.
04.06.2025
207
208.
Пример разработки технологического процессаОснащение для перехода.
04.06.2025
208
209.
Пример разработки технологического процессаЗадание режимов для перехода.
04.06.2025
209
210.
Пример разработки технологического процессаЗадание параметра шероховатости для
перехода.
04.06.2025
210
211.
Пример разработки технологического процессаЗадание материала для перехода.
04.06.2025
211
212.
Пример разработки технологического процессаОсновные параметры перехода.
04.06.2025
212
213.
Пример разработки технологического процессаПараметр шероховатости для перехода.
04.06.2025
213
214.
Пример разработки технологического процессаМатериалы для перехода.
04.06.2025
214
215.
Пример разработки технологического процессаРежимы для перехода.
04.06.2025
215
216.
Пример разработки технологического процессаОснащение перехода.
04.06.2025
216
217.
Пример разработки технологического процессаОбщий вид дерева сформированного технологического процесса.
04.06.2025
217
218.
Пример разработки технологического процессаКонечным результатом
технологической подготовки
производства является
получение технологической
документации, необходимой
для осуществления
производственной
деятельности. Поэтому после
того, как в технологический
процесс занесены все
необходимые данные по всем
операциям и переходам,
можно переходить к
генерации форм документов,
т.е. к получению
технологической
документации.
04.06.2025
218
219.
Пример разработки технологического процессаДокументацию можно формировать отдельно для операций.
04.06.2025
219
220.
Пример разработки технологического процессаСписок замечаний по результатам автоматической проверки
04.06.2025
220
221.
Пример разработки технологического процессаИсправление проблемы с оснащением.
04.06.2025
221
222.
Пример разработки технологического процессаИсправление проблемы с исполнителями.
Необходимо заполнить все поля в форме.
04.06.2025
222
223.
Пример разработки технологического процессаВедомость оборудования форма 2.
04.06.2025
223
224.
Пример разработки технологического процессаКарта технологического процесса.
04.06.2025
224
225.
Пример разработки технологического процессаКарта технологического процесса.
04.06.2025
225
226.
Пример разработки технологического процессаКарта технологического процесса.
04.06.2025
226
227.
Пример разработки технологического процессаМаршрутная карта форма 1.
04.06.2025
227
228.
Пример разработки технологического процессаМаршрутная карта форма 1.
04.06.2025
228
229.
Пример разработки технологического процессаМаршрутная карта форма 3.
04.06.2025
229
230.
Пример разработки технологического процессаМаршрутно-операционная карта форма 1.
04.06.2025
230
231.
Пример разработки технологического процессаМаршрутно-операционная карта форма 1.
04.06.2025
231
232.
Пример разработки технологического процессаМаршрутно-операционная карта форма 1.
04.06.2025
232
233.
Пример разработки технологического процессаМаршрутно-операционная карта форма 3.
04.06.2025
233
234.
Пример разработки технологического процессаТехнологический паспорт форма 1.
04.06.2025
234
235.
Пример разработки технологического процессаТитульный лист форма 1.
04.06.2025
235
236.
Пример разработки технологического процессаТитульный лист форма 2.
04.06.2025
236
237.
Пример разработки технологического процессаТитульный лист форма 3.
04.06.2025
237
238.
Пример разработки технологического процессаОперационная карта форма 3.
04.06.2025
238
239.
Пример разработки технологического процессаОперационная карта форма 3.
04.06.2025
239
240.
Пример разработки технологического процессаСоздание комплекта документации и сохранение в БД.
04.06.2025
240
241.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
241
242.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
242
243.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
243
244.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
244
245.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
245
246.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
246
247.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
247
248.
Пример разработки технологического процессаСоздание комплекта документации.
04.06.2025
248
249.
Пример разработки технологического процесса04.06.2025
249
250.
СПАСИБО ЗАВНИМАНИЕ !
04.06.2025
250