






 industry
industrySimilar presentations:










Технологический процесс сварки декоративной ключницы
1.
Смоленское областное государственное бюджетноепрофессиональное образовательное учреждение
«Сафоновский индустриально-технологический техникум»
письменной экзаменационной работы
Тех н ол о г и ч е с к и й п р о ц е с с с в а р к и
д е ко р ат и в н о й к л юч н и ц ы
Выполнил обучающийся гр. № 3СВ-19
Светушкин Н. С.
2.
СодержаниеРаздел 1. Общая часть.
Классификация сталей по свариваемости
Раздел 2. Специальная часть.
Техника
выполнения
швов
ручной
дуговой
сваркой
плавящимся покрытым электродом
Раздел 3. Технологическая часть.
Технологический процесс сварки декоративной ключницы
Раздел 4. Охрана труда.
Пожарная безопасность при проведении сварочных работ
3.
Раздел 1. Общая часть.Классификация сталей по свариваемости
Свариваемостью называется свойство или сочетание свойств
металлов образовывать при установленной технологии сварки
соединение,
отвечающее
требованиям,
обусловленным
конструкцией и эксплуатацией изделия
Согласно
стандарту
ISO (Международная организация по
стандартизации): «Стали или
металлы
можно
считать
свариваемыми, если в процессе сварки достигается сплошность
сварного соединения»
Сплошность сварного соединения является одним из основных
признаков качества сварки. Нарушение сплошности проявляется в
виде сварочных дефектов в сварных швах
4.
Раздел 1. Общая часть.Классификация сталей по свариваемости
Свариваемость стали принято оценивать
по следующим показателям:
1) Склонность стали к образованию холодных и горячих трещин при
сварке в металле сварного шва или зоне термического влияния
2) Склонность к образованию закалочных структур и изменению
структуры металла в зоне термического влияния
3) Физико-механические характеристики сварного соединения
4) Соответствие специальных показателей сварного соединения (таких
как жаропрочность, износостойкость и др.) заданным требованиям
5.
Раздел 1. Общая часть.Классификация сталей по свариваемости
Классификация сталей
сталей (Сэкв):
по
углеродному эквиваленту
1) если Сэкв не более 0,2 – свариваемость стали хорошая;
2) если Сэкв свыше 0,2 и не более 0,35 – свариваемость стали
удовлетворительная;
3) если Сэкв свыше 0,35 и не более 0,45 – сталь ограниченно
свариваемая
4) если Сэкв свыше 0,45 – свариваемость стали плохая
(трудносвариваемая)
6.
Раздел 1. Общая часть.Классификация сталей по свариваемости
Хорошо свариваемые стали свариваются без ограничений, любыми
видами сварки, без предварительного подогрева и подогрева в процессе
сварки, без предварительной и последующей термической обработки
Удовлетворительно свариваемые стали также хорошо свариваются в
обычных
производственных
условиях,
однако необходим
предварительный подогрев таких сталей до температуры 100-150°C и
последующая термообработка
Ограниченно свариваемым сталям необходим предварительный
подогрев до температуры 200-250°C, подогрев во время процесса сварки,
а также, предварительная и последующая термообработка
Плохо свариваемые стали склонны к образованию горячих и
холодных трещин. Сварку производят с предварительным нагревом до
температуры 250-300°C, с подогревом в процессе сварки и с
предварительной и последующей термообработкой
7.
Раздел 2. Специальная часть.Техника выполнения швов ручной дуговой сваркой
плавящимся покрытым электродом
Под техникой выполнения сварных швов понимают выбор
режимов сварки и приемы манипулирования электродом
Основные показатели режима сварки:
диаметр электрода
сварочный ток;
напряжение на дуге;
скорость сварки
Дополнительные показатели режима сварки:
род и полярность тока;
тип и марка покрытого электрода ;
температура предварительного нагрева
8.
Раздел 2. Специальная часть.Техника выполнения швов ручной дуговой сваркой
плавящимся покрытым электродом
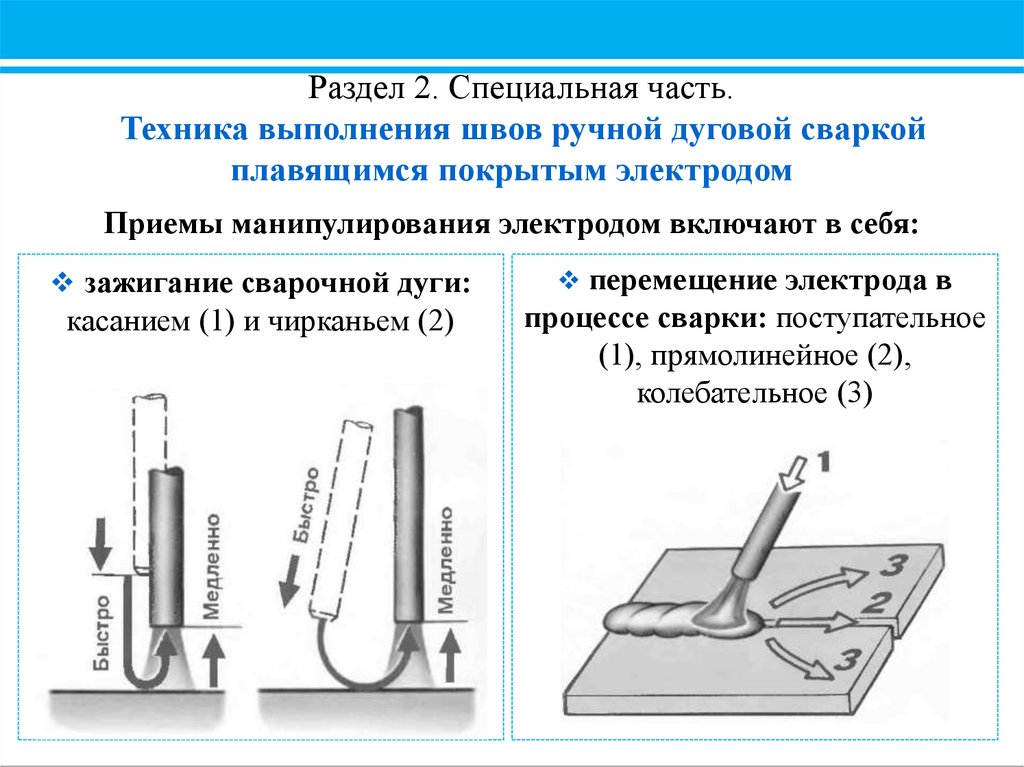
Приемы манипулирования электродом включают в себя:
зажигание сварочной дуги:
перемещение электрода в
касанием (1) и чирканьем (2)
процессе сварки: поступательное
(1), прямолинейное (2),
колебательное (3)
9.
Раздел 2. Специальная часть.Техника выполнения швов ручной дуговой сваркой
плавящимся покрытым электродом
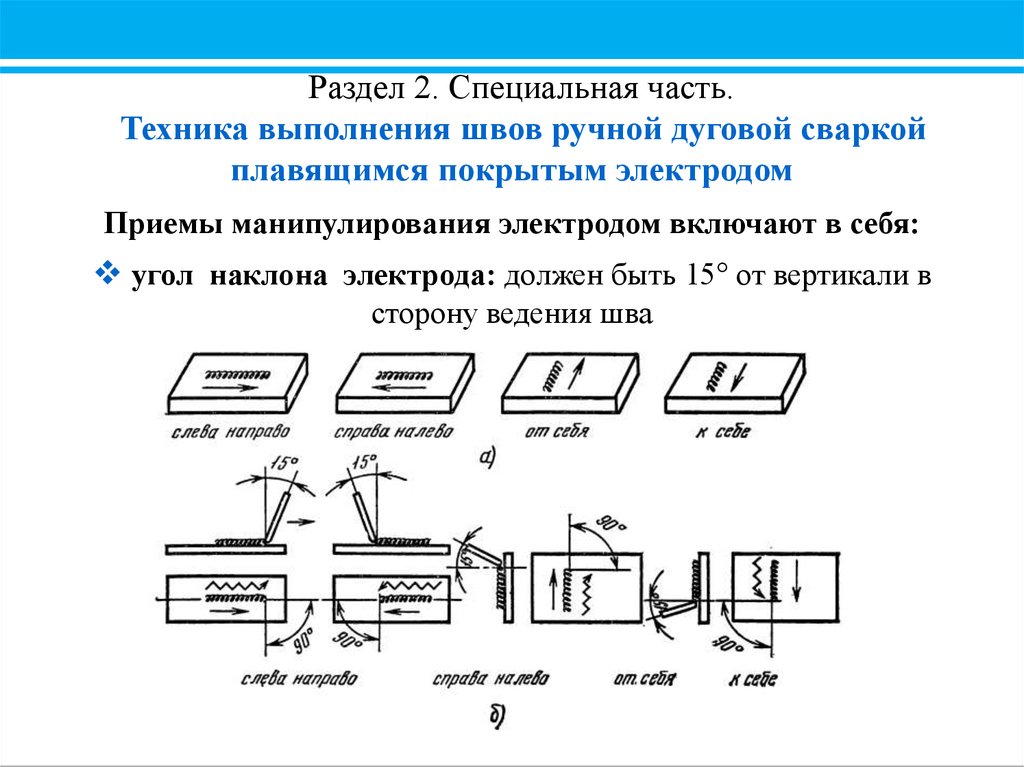
Приемы манипулирования электродом включают в себя:
угол наклона электрода: должен быть 15° от вертикали в
сторону ведения шва
10.
Раздел 2. Специальная часть.Техника выполнения швов ручной дуговой сваркой
плавящимся покрытым электродом
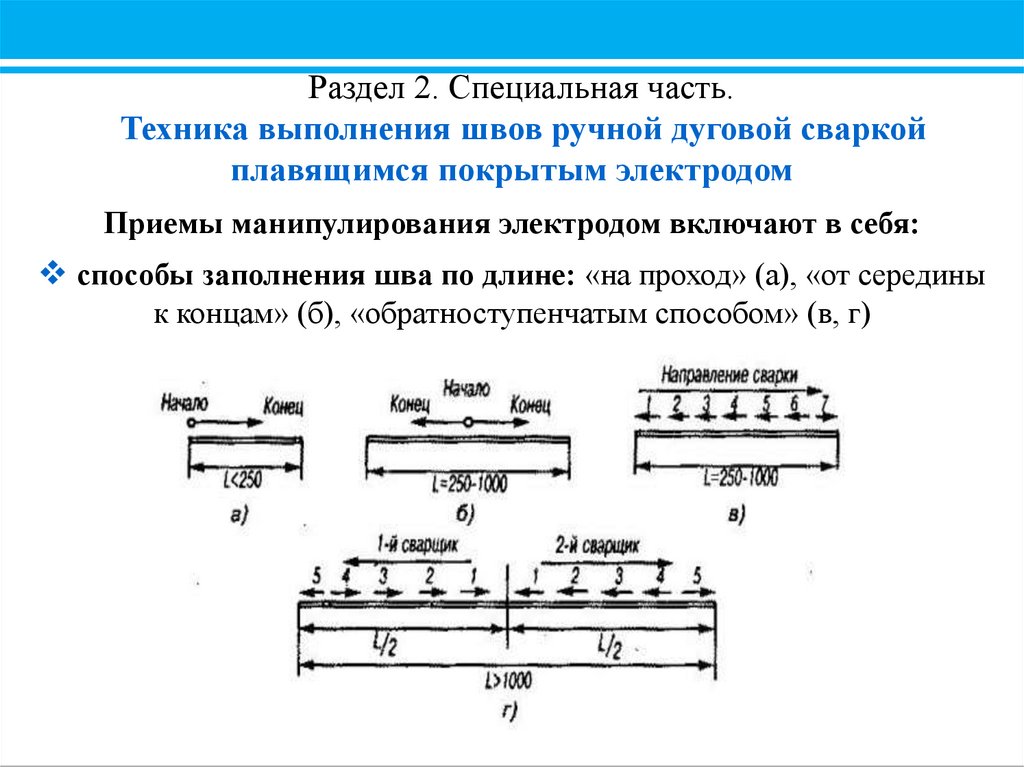
Приемы манипулирования электродом включают в себя:
способы заполнения шва по длине: «на проход» (а), «от середины
к концам» (б), «обратноступенчатым способом» (в, г)
11.
Раздел 2. Специальная часть.Техника выполнения швов ручной дуговой сваркой
плавящимся покрытым электродом
Приемы манипулирования электродом включают в себя:
способы заполнения шва по сечению: однопроходные
однослойные (а), многослойные (б) и многопроходные (в);
Схемы заполнения шва при сварке: секциями (1), каскадом (2),
горкой (3), блоками (4)
окончание шва: прекращение поступательного движения
электрода и медленно удлинить дуги до ее обрыва
12.
Раздел 3. Технологическая часть.Технологический процесс сварки декоративной ключницы
Назначение: представляет собой элемент
декора, который может стать для многих
практичной
бытовой
мелочью
в
домашнем интерьере для хранения
ключей, чтобы они постоянно были под
рукой;
Особенность: настенная открытого типа с тематическим изображением в
виде цветка; выполняет практическую и декоративную функции;
Материал: трубный прокат диаметром 114 мм с толщиной стенки 4 мм
из стали марки Ст3сп; сортовой прокат диаметром 4 мм из стали марки
Ст3сп; вторичное сырье в виде пружины;
Способ сварки: частично механизированная сварка плавлением;
Сварные соединения и швы: торцевые и перекрестные в нижнем и
горизонтальном пространственных положениях
13.
Раздел 3. Технологическая часть.Технологический процесс сварки декоративной ключницы
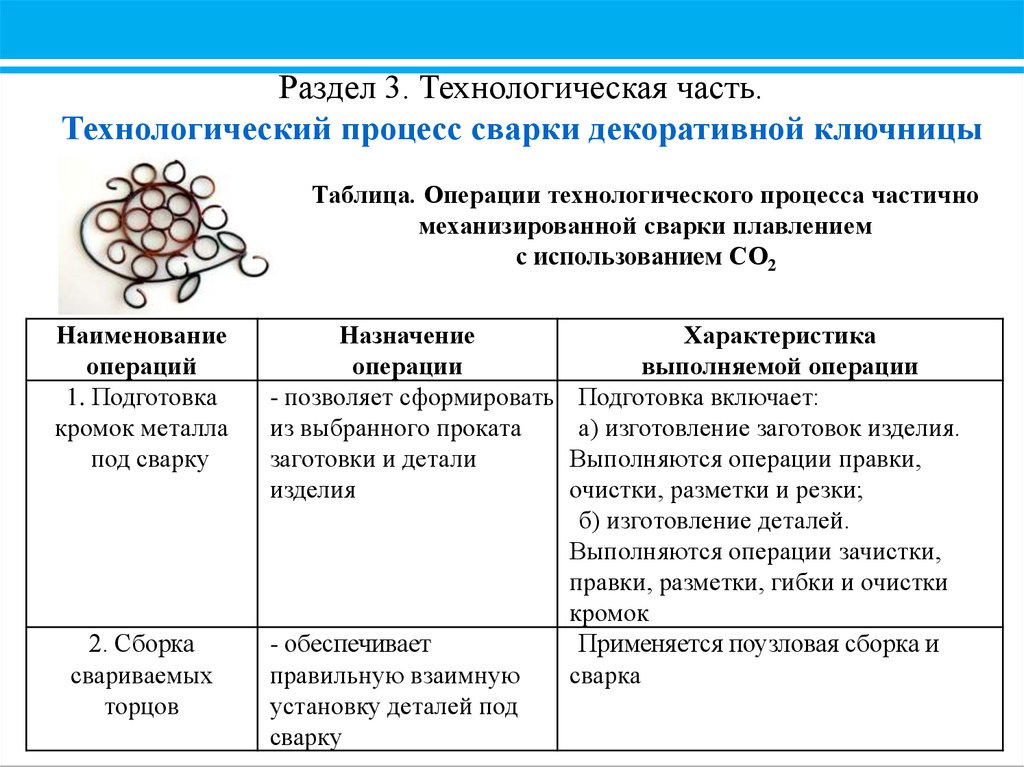
Таблица. Операции технологического процесса частично
механизированной сварки плавлением
с использованием СО2
Наименование
операций
1. Подготовка
кромок металла
под сварку
2. Сборка
свариваемых
торцов
Назначение
операции
- позволяет сформировать
из выбранного проката
заготовки и детали
изделия
- обеспечивает
правильную взаимную
установку деталей под
сварку
Характеристика
выполняемой операции
Подготовка включает:
а) изготовление заготовок изделия.
Выполняются операции правки,
очистки, разметки и резки;
б) изготовление деталей.
Выполняются операции зачистки,
правки, разметки, гибки и очистки
кромок
Применяется поузловая сборка и
сварка
14.
Раздел 3. Технологическая часть.Технологический процесс сварки декоративной ключницы
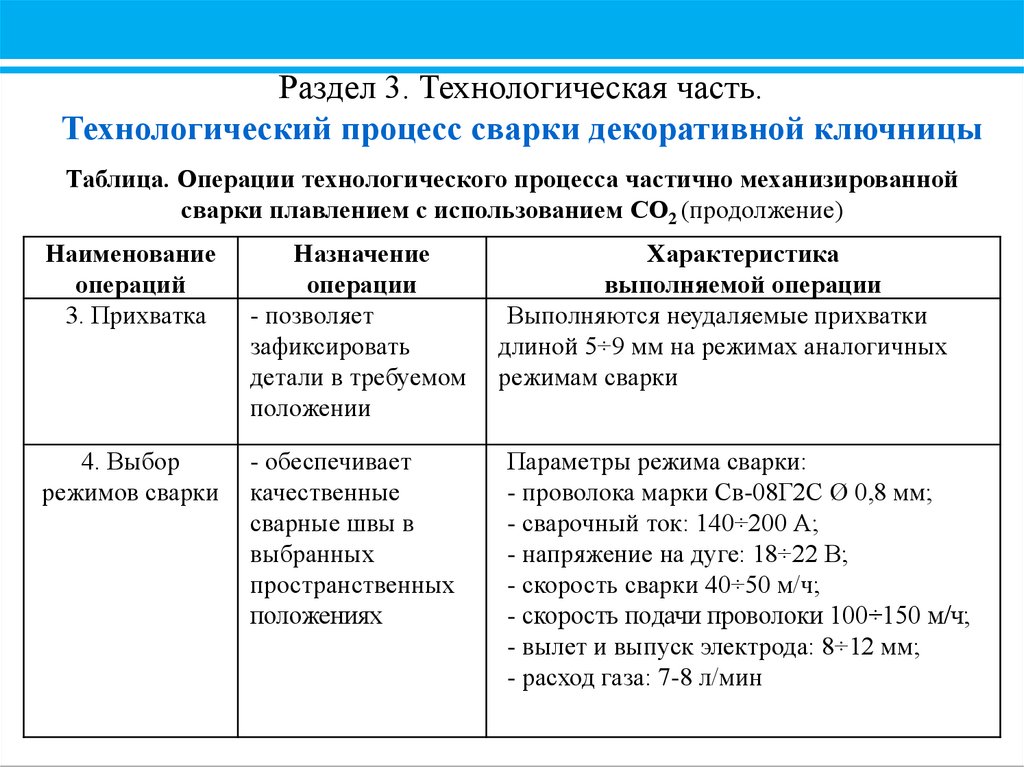
Таблица. Операции технологического процесса частично механизированной
сварки плавлением с использованием СО2 (продолжение)
Наименование
операций
3. Прихватка
Назначение
операции
- позволяет
зафиксировать
детали в требуемом
положении
4. Выбор
режимов сварки
- обеспечивает
качественные
сварные швы в
выбранных
пространственных
положениях
Характеристика
выполняемой операции
Выполняются неудаляемые прихватки
длиной 5÷9 мм на режимах аналогичных
режимам сварки
Параметры режима сварки:
- проволока марки Св-08Г2С Ø 0,8 мм;
- сварочный ток: 140÷200 А;
- напряжение на дуге: 18÷22 В;
- скорость сварки 40÷50 м/ч;
- скорость подачи проволоки 100÷150 м/ч;
- вылет и выпуск электрода: 8÷12 мм;
- расход газа: 7-8 л/мин
15.
Раздел 3. Технологическая часть.Технологический процесс сварки декоративной ключницы
Таблица. Операции технологического процесса частично механизированной
сварки плавлением с использованием СО2 (продолжение)
Наименование
операций
5. Контроль сварного
соединения
6. Термообработка
Назначение
операции
- позволяет проверить
соответствие сварного
соединения требованиям
- обеспечивает изменение
свойств и структуры
металла шва, уменьшает
сварочные напряжения и
деформации
Характеристика выполняемой
операции
Проводится визуальный
контроль методом осмотра
Для стали марки Ст3сп
термообработка не требуется, так
как свариваемость стали хорошая
Особенности техники сварки:
- сварные соединения свариваются однослойными и двусторонними
сварными швами;
- применяется постоянный ток обратной полярности
16.
Раздел 4. Охрана труда.Пожарная безопасность при проведении сварочных работ
Пожарной безопасностью называют такое его состояние, при
котором исключается возможность возникновения пожара и
воздействия на людей опасных факторов пожара, а также
обеспечивается защита материальных ценностей
Приступать к сварочным работам можно только при выполнении
следующих требований пожарной безопасности:
1) при наличии средств пожаротушения - огнетушителя, ящика с
песком, лопаты и ведра с водой;
2) очистке рабочего места от сгораемых материалов. Места
проведения сварочных работ должны быть очищены от горючих
материалов в радиусе не менее 5 метров;
3) места проведения сварочных работ должно быть огорожены
перегородкой из несгораемого материала
17.
Раздел 4. Охрана труда.Пожарная безопасность при проведении сварочных работ
Для предупреждения пожара соблюдать следующие правила:
1) нельзя хранить вблизи места сварки легковоспламеняющиеся и
огнеопасные материалы;
2) не пользоваться одеждой и рукавицами со следами масел, жиров,
бензина, керосина и других горючих жидкостей;
3) нельзя выполнять сварку и резку свежеокрашенных масляными
красками конструкций до полного их высыхания;
4) запрещается производить сварку аппаратов, находящихся под
напряжением, и сосудов, находящихся под давлением;
5) нельзя выполнять без специальной подготовки сварку и резку
емкостей из-под жидкого топлива:
6) необходимо иметь противопожарные средства и следить за их
исправным состоянием;
7) по окончании сварочных работ следует проверять отсутствие
горящих и тлеющих предметов