


 industry
industrySimilar presentations:





")




Проектирование технологического процесса сварки лавочки в прихожую
1.
ТЕМА:"ПРОЕКТИРОВАНИЕ ТЕХНОЛОГ
ИЧЕСКОГО ПРОЦЕССА СВАРКИ
ЛАВОЧКА В ПРИХОЖУЮ"
Выполнил: Клюев М.А.
Группа: СП-119
2.
СОДЕРЖАНИЕДИПЛОМНОЙ
РАБОТЫ
■
Введение………………………………………………………………………………………2
■
Назначение сварочной конструкции………………………...…………….4
■
Характеристика и обоснование основного металла, его свариваемость.5
■
Требования, предъявляемые к заготовкам под сборку и сварку……….8
■
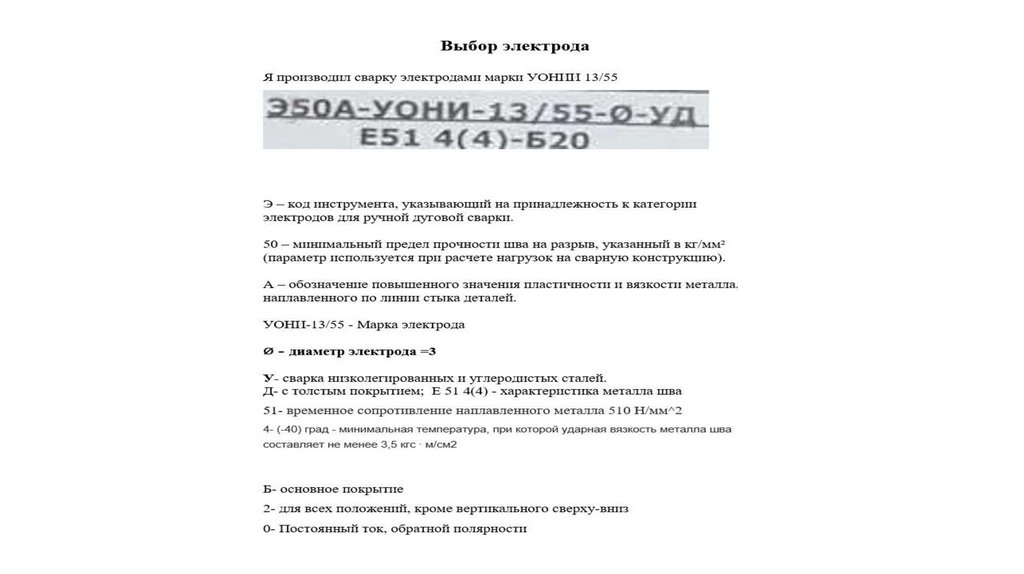
Выбор способа сварки и сварочных материалов……………………….11
■
Расчёт норм расхода сварочных материалов……………………………13
■
Выбор параметров режима сварки ……………………………………..15
■
Выбор сварочного оборудования, технологической
оснастки, инструмента………………………………………………………………18
■
Технологический процесс изготовления конструкции………………...20
■
Техника сварки конструкции……………………………………………23
■
Контроль качества готовой продукции…………………………………25
■
Экономическая часть…………………………………………………….31
■
Мероприятия по охране труда, технике безопасности и
пожарной безопасности……………………………………......................................33
■
Заключение……………………………………………………………….35
■
Используемая литература ………………..……………...………….… 36
3.
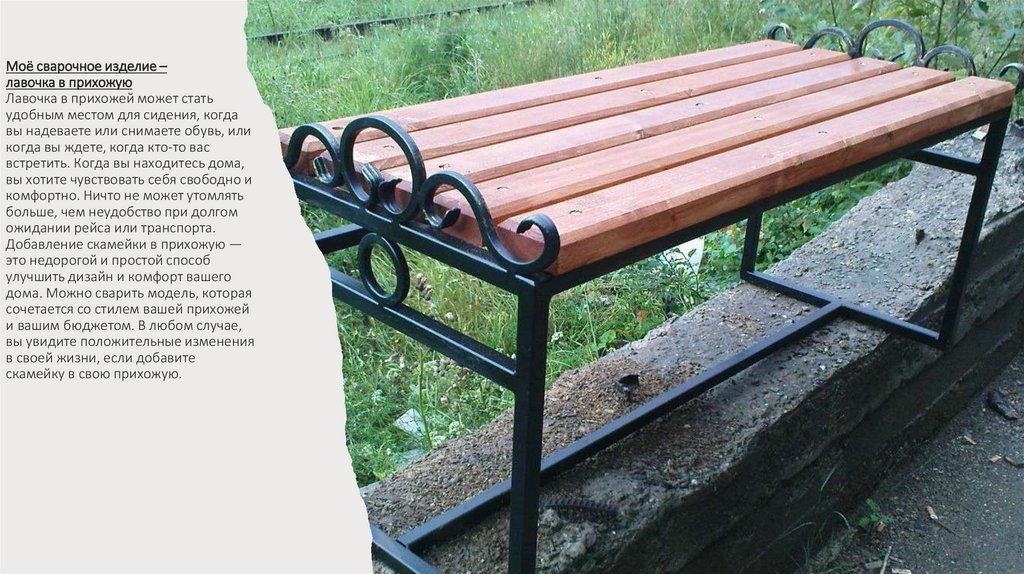
Моё сварочное изделие –лавочка в прихожую
Лавочка в прихожей может стать
удобным местом для сидения, когда
вы надеваете или снимаете обувь, или
когда вы ждете, когда кто-то вас
встретить. Когда вы находитесь дома,
вы хотите чувствовать себя свободно и
комфортно. Ничто не может утомлять
больше, чем неудобство при долгом
ожидании рейса или транспорта.
Добавление скамейки в прихожую —
это недорогой и простой способ
улучшить дизайн и комфорт вашего
дома. Можно сварить модель, которая
сочетается со стилем вашей прихожей
и вашим бюджетом. В любом случае,
вы увидите положительные изменения
в своей жизни, если добавите
скамейку в свою прихожую.
4.
Для изготовления лавочки в прихожую яиспользовал:
5.
Я выбираю для изготовлениясвоей конструкции – «Лавочка
в прихожую» ручную дуговую
сварку, так как изготовление «
Лавочки в прихожую »
осуществляется в единичном
производстве.
6.
Для изготовления своего изделия я выбираю металл из хорошо-сваривающейся сталиБСт3пс, относящуюся к 1-ой группе свариваемости.
Это низкоуглеродистая конструкционная качественная сталь, с содержанием углерода 0,1%
углерода, по степени раскисления -полуспокойная.
Сталь БСт3пс представляет собой конструкционную углеродистую сталь обыкновенного
качества, востребованную при изготовлении несущих и ненесущих конструкций,
эксплуатируемых при плюсовых температурах. Это самый распространенный
конструкционный материал среди сталей данного класса, производится конвертерным или
мартеновским способом.
7.
8.
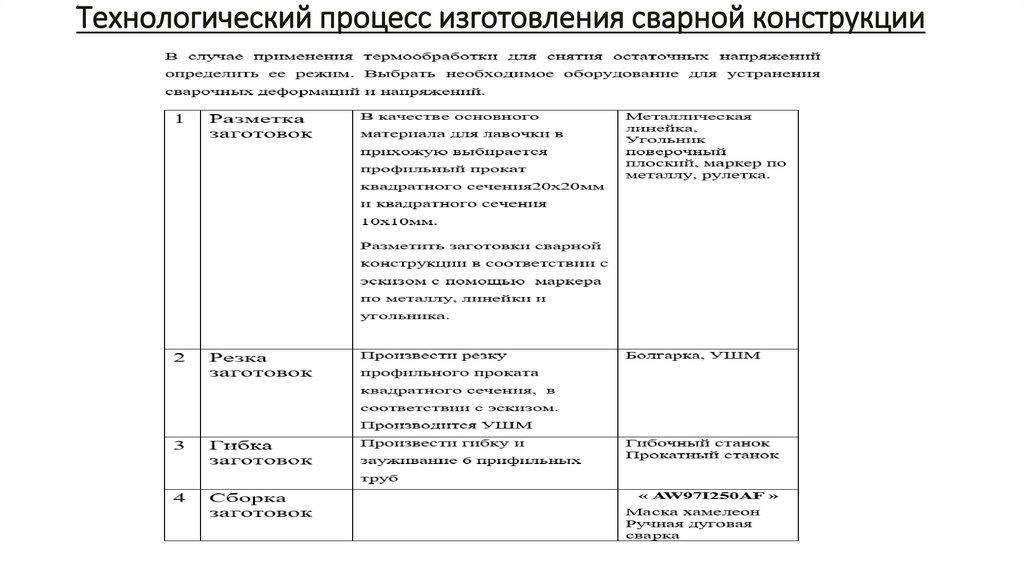
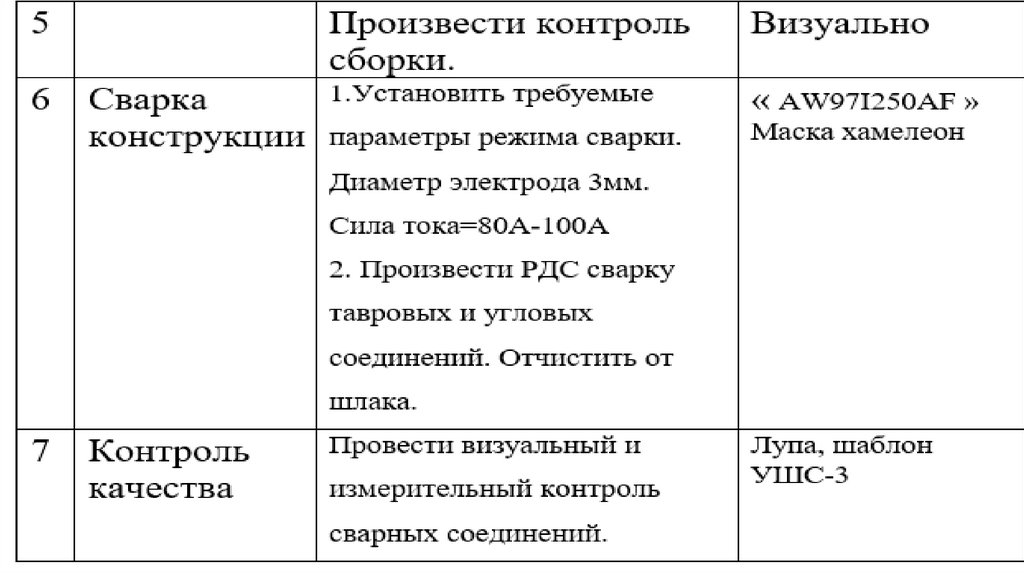
Технологический процесс изготовления сварной конструкции9.
10.
Для сварки яиспользвовал
инвертор марки
"STURM! AW95I250"
Тип аппарата
Ручная дуговая сварка MMA
Полуавтоматическая сварка (MIG/MAG)
сварочный инвертор
есть
нет
Напряжение на входе
Количество фаз питания
Тип выходного тока
постоянный
Рабочее напряжения
17-25В
Продолжительность включения при максимальном токе 60 %
Особенности:
Степень защиты
Масса
Комплектация кабель с горелкой;
Сварочный аппарат, Сварочный кабель с держателем
электрода, Сварочный кабель с зажимом заземления, Щетка-молоток, Плечевой ремень.
160-220В
1
IP21S
11- 13 кг
11.
Расход норм сварочных материалов12.
Техника сваркиконструкции
Техника выполнения ручной дуговой сварки во многом зависит от пространственного
положения сварного шва. При сварке различают нижнее (0–60°), вертикальное (60–
120°) и потолочное (120–180°) положения.
Я выполнял сварку в основном в нижнем положении. Ручная дуговая сварка в нижнем
положении обеспечивает более качественный шов по сравнению со сваркой в
остальных пространственных положениях. При ручной сварке в нижнем положении
основная проблема состоит в том, чтобы обеспечить полное проплавление сечения без
образования прожогов.
Сварку угловых швов в нижнем положении можно выполнять двумя способами: при
повороте изделия на 45° (так называемое положение «в лодочку») и наклонным
электродом (см. рисунок ниже). Сварка «в лодочку» более предпочтительна, так как
при сварке наклонным электродом из-за отекания расплавленного металла трудно
предупредить подрез по вертикальной плоскости и обеспечить провар по нижней
плоскости.
13.
Контроль качества готовой продукцииКачество сварных швов в большей степени зависит от подготовки кромок и сборки деталей под
сварку. Операции сборки и подготовки под сварку контролируется внешним осмотром и
измерениями.
Обязателен и контроль сварочных материалов – электродов, сварочной проволоки и прочее.
Контроль формы и размеров готовых швов производится при помощи обмеров – линейки,
шаблоны и пр. инструмент. Кроме формы шва производят измерение таких элементов, как длины
и шага прерывистых швов, глубина и протяжённость подрезов и прочее.
Для точной сборки деталей под сварку нужно использовать измерительные инструменты и
всевозможные зажимы, угольники, струбцины.
14.
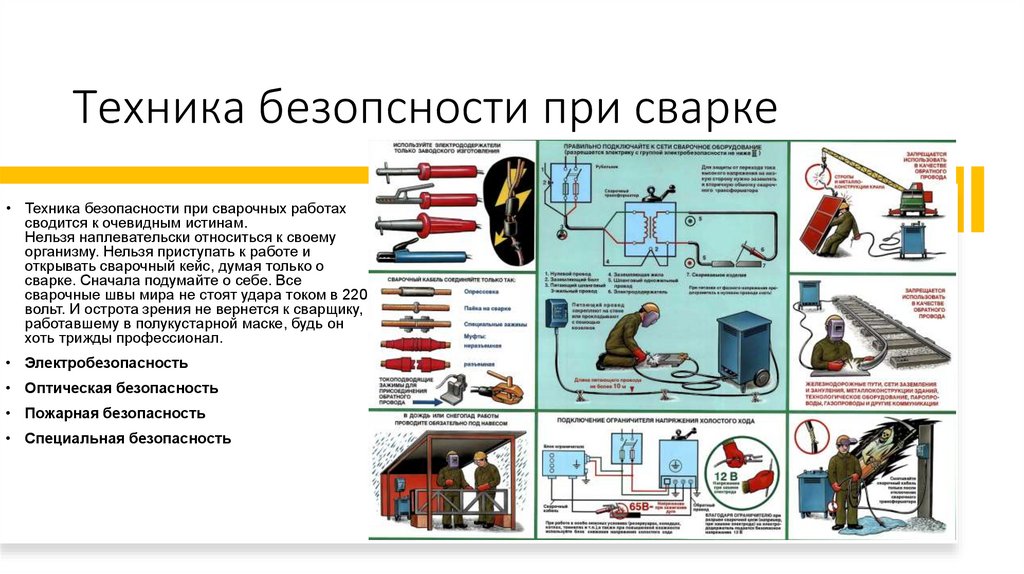
Техника безопсности при сварке• Техника безопасности при сварочных работах
сводится к очевидным истинам.
Нельзя наплевательски относиться к своему
организму. Нельзя приступать к работе и
открывать сварочный кейс, думая только о
сварке. Сначала подумайте о себе. Все
сварочные швы мира не стоят удара током в 220
вольт. И острота зрения не вернется к сварщику,
работавшему в полукустарной маске, будь он
хоть трижды профессионал.
• Электробезопасность
• Оптическая безопасность
• Пожарная безопасность
• Специальная безопасность