


















 industry
industrySimilar presentations:










Разработка технологического процесса сборки – сварки кронштейна пирометра
1.
Министерство науки и высшего образования РФФедеральное государственное бюджетное образовательное
учреждение высшего образования
Саратовский государственный технический университет
имени Гагарина Ю.А.
Кафедра «Сварка и металлургия»
КУРСОВОЙ ПРОЕКТ
По дисциплине:
Технология сварки плавлением
На тему: «Разработка технологического процесса сборки – сварки кронштейн
пирометра»
Выполнил:
Студент б-МНСТипу-41 ИММТ
Дмитриев Н.А.
Зачетная книжка № 220386
Проверил:
Док. тех. наук, доцент Зоркин А.Я.
2. ВВЕДЕНИЕ
Сварка - это технологический процесс получения неразъемныхсоединений материалов (преимущественно металлов и термопластов)
путем установления межатомных связей между соединяемыми частями.
Основой проектирования сварных конструкций является комплексное обеспечение
эксплуатационной надежности и безопасности при достижении максимальной экономической
и технологической эффективности.
Целью разработки курсового проекта является систематизация,
закрепление и углубление теоретических знаний, а также приобретение
практических навыков по комплексному решению инженерных задач в
области
проектирования
и
технологии
производства
сварных
конструкций.
В данном курсовом проекте была произведена разработка технологии
и
оснастки для сварки кронштейна пирометра.
3. 1. ОБЩАЯ ЧАСТЬ 1.1 Описание и назначение конструкции, условия ее работы
1. ОБЩАЯ ЧАСТЬ1.1 Описание и назначение конструкции, условия ее
работы
Проект кронштейна пирометра разработан для
установки на него пирометра весом до 2,5 кг.
Для корректной работы пирометра его
оптическая часть должна находиться на
определенном расстоянии от объекта измерения.
Пирометр должен оставаться неподвижен на
протяжении всего времени измерения температуры
на объекте, для чего и требуется устойчивый
кронштейн высокой жёсткости. Обязан выдерживать
проектные статические и динамические нагрузки
без недопустимых деформаций.
Технологичность и доступность швов: Геометрия
кронштейна должна обеспечивать удобный доступ
для сварочного оборудования (включая
роботизированные комплексы) и последующего
неразрушающего контроля (УЗК, рентген).
Исходя из этих задач и был спроектирован
Рис.1.1 3D модель кронштейна пирометра
данный кронштейн.
4. 1.2 Аналитическая обзор
Кронштейн — это промежуточный элемент, который соединяет дведетали и фиксирует одну из них относительно другой.
Конструктивно кронштейн может выполняться в виде самостоятельной
детали либо много детальной конструкции с каркасом, а также в виде
значительного утолщения в базовой детали. Механический принцип
действия — сопротивление материала на скос и сдвиг. Используют для
закрепления на вертикальных и горизонтальных плоскостях деталей и
узлов машин и устройств.
5. 2. ПРОЕКТИРОВАНИЕ И КОНСТРУИРОВАНИЕ 2.1 Документация
Рис.2.1 Сборочный чертежРис.2.2
Сборочная спецификация
6. 2.2 Сборочные единицы
Рис.2.3Сборочная единица 1
Рис.2.4
Сборочная единица 2
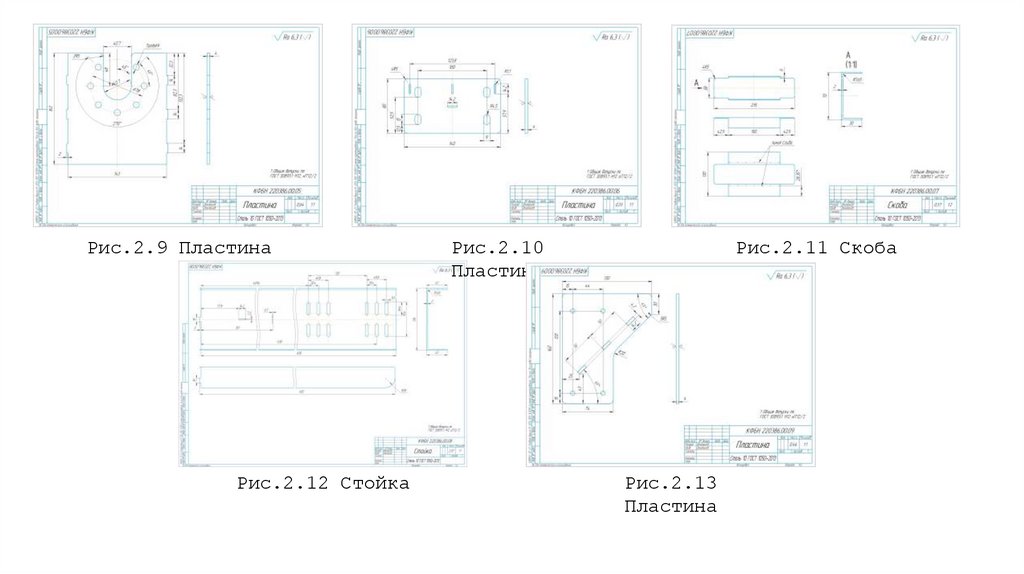
7. 2.3 Детали
Рис.2.5 ВставкаРис.2.6 Косынка
Рис.2.7 Накладка
Рис.2.8 Планка
8.
Рис.2.9 ПластинаРис.2.12 Стойка
Рис.2.10
Пластина
Рис.2.11 Скоба
Рис.2.13
Пластина
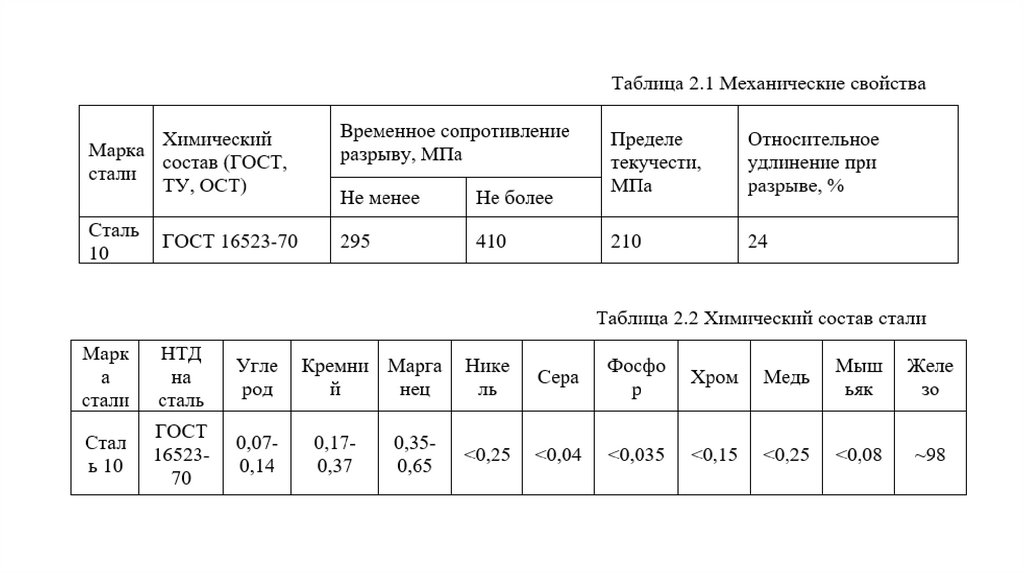
9. 2.4 Характеристика основного материала
2.4 Характеристика основного материалаМатериалы, применяемые для изготовления кронштейна пирометра и
составляющих ее элементов, должны обеспечивать их надежную работу в
течение расчетного срока службы с учетом заданных условий
эксплуатации (расчетное давление, минимальная отрицательная и
максимальная расчетная температура), состава и характера среды
(коррозионная активность, взрывоопасность, токсичность и др.) и
влияния температуры окружающего воздуха.
Для изготовления деталей для сборки сварки кронштейна пирометра выбрана Сталь 10.
Сталь 10 - конструкционная углеродистая качественная сталь,
сваривается без ограничений. Сварка осуществляется без подогрева и
без последующей термообработки, способы: ручная дуговая сварка,
автоматическая дуговая сварка под флюсом и газовой защитой, КТС,
ЭШС.
10.
11. 2.5 Схема производства
Рассмотри схему производства, которая включает: подготовку иобработку отдельных листовых деталей для дальнейшего изготовления
металлоконструкций, а именно:
1. Контроль соответствия качества поверхности и геометрических
параметров листов, установленным требованиям и нормам;
2. Комплектацию пакета листов для изготовления основных деталей
кронштейна пирометра.
3. Нарезка листов на гильотине
4. Разрезка деталей на лазерном станке
5. Гибка деталей
12. 2.6 Заготовительные операции и изготовление
Для нарезки листов будем использовать гидравлические гильотинныеножницы Stalex THS 1520x4 386232
Max толщина листового металла 4 мм
Рабочая длина 1520 мм
Количество резов в минуту 15
Ножная педаль да
Мощность 4 кВт
Вес нетто 1450 кг
Габариты без упаковки 2230х1040х1600 мм
Рис.2.13 Гильотинные ножницы
Stalex THS 1520x4 386232
13.
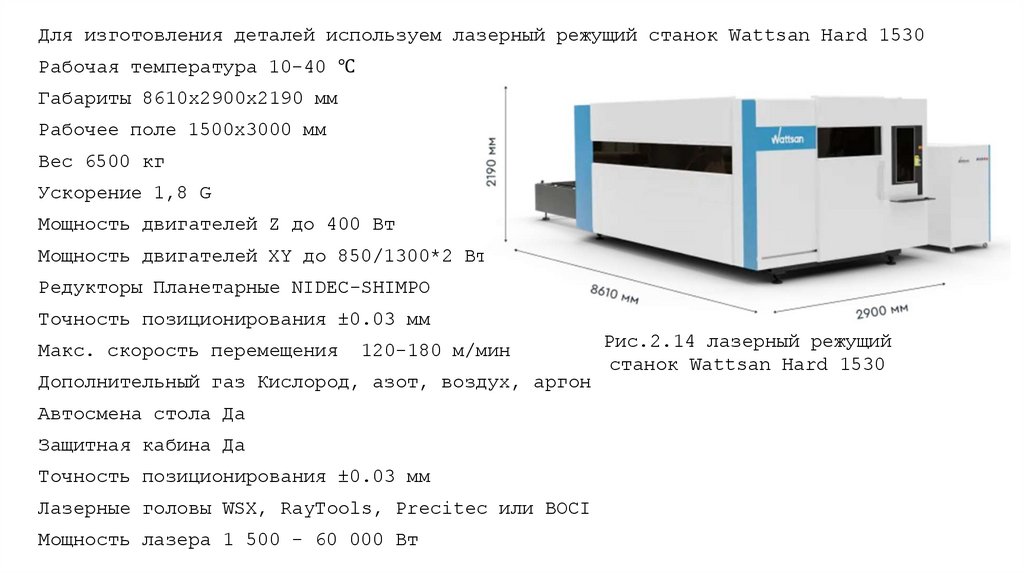
Для изготовления деталей используем лазерный режущий станок Wattsan Hard 1530Рабочая температура 10-40 ℃
Габариты 8610x2900x2190 мм
Рабочее поле 1500x3000 мм
Вес 6500 кг
Ускорение 1,8 G
Мощность двигателей Z до 400 Вт
Мощность двигателей XY до 850/1300*2 Вт
Редукторы Планетарные NIDEC-SHIMPO
Точность позиционирования ±0.03 мм
Макс. скорость перемещения
120-180 м/мин
Дополнительный газ Кислород, азот, воздух, аргон
Автосмена стола Да
Защитная кабина Да
Точность позиционирования ±0.03 мм
Лазерные головы WSX, RayTools, Precitec или BOCI
Мощность лазера 1 500 - 60 000 Вт
Рис.2.14 лазерный режущий
станок Wattsan Hard 1530
14.
Для изгиба деталей используем листогибочный ручной станок Stalex PBB1270/2 373151
Max толщина листового металла 2 мм
Тип привода ручной (механический)
Max ширина листового металла 1270 мм
Длина
Вес нетто 320 кг
Габариты без упаковки 1700х710х1270 мм
Рис.2.15 листогибочный ручной
станок Stalex PBB 1270/2 373151
15.
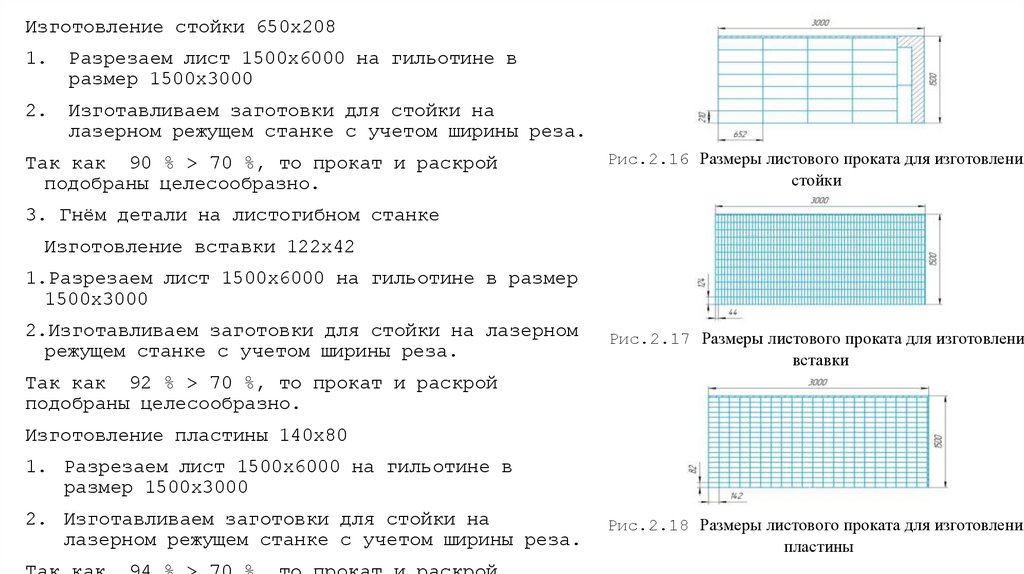
Изготовление стойки 650х2081.
Разрезаем лист 1500х6000 на гильотине в
размер 1500х3000
2.
Изготавливаем заготовки для стойки на
лазерном режущем станке с учетом ширины реза.
Так как 90 % > 70 %, то прокат и раскрой
подобраны целесообразно.
Рис.2.16 Размеры листового проката для изготовления
стойки
3. Гнём детали на листогибном станке
Изготовление вставки 122х42
1.Разрезаем лист 1500х6000 на гильотине в размер
1500х3000
2.Изготавливаем заготовки для стойки на лазерном
режущем станке с учетом ширины реза.
Рис.2.17 Размеры листового проката для изготовления
вставки
Так как 92 % > 70 %, то прокат и раскрой
подобраны целесообразно.
Изготовление пластины 140х80
1. Разрезаем лист 1500х6000 на гильотине в
размер 1500х3000
2. Изготавливаем заготовки для стойки на
лазерном режущем станке с учетом ширины реза.
Рис.2.18 Размеры листового проката для изготовления
пластины
16. 2.7 Выбор оснастки
Струбцина — это зажимнойинструмент,
используемый
для
фиксации деталей в неподвижном
положении
при
обработке,
склеивании, сверлении или сварке.
Магнитный
держатель
(угольник/фиксатор)
для
сварки нужен, чтобы быстро
и
точно
фиксировать
металлические
детали
под
нужным
углом,
освобождая
руки
сварщика,
повышая
безопасность, качество шва
и скорость работы, а также
используется для фиксации
при резке и сверлении.
Сварочный стол необходим для
размещения заготовок и сварки, что
повышает
удобство
работы
и
производительность.
Рис.2.19 Струбцина Рис.2.20 Магнитный держатель
Рис.2.9 Сварочный стол
17. 3. РАЗРАБОТКА ТЕХНОЛОГИИ СБОРКИ СВАРКИ КРОНШТЕЙНА ПИРОМЕТРА 3.1 Выбор и обоснование способа сварки
При изготовлении “кронштейн пирометра” основными способами сварки являютсяполуавтоматическая сварка в среде углекислого газа, так как этот вид сварки удовлетворяет
требования производства изделия.
3.2 Выбор защитного газа
Основной металл – Сталь 10 материал с низкой химической
активностью. Поэтому допускается применение активного защитного
газа СО2. Углекислый газ не должен содержать более 1% примесей, в том числе не более
0,05% растворенной влаги, в свободном состоянии. Также не должно быть воздуха, масел,
серных соединений и других вредных примесей.
18. 3.3 Выбор сварочной проволоки
Выбираем сварочную проволоку для дуговой сварки в СО2. В заводских условиях почтиисключается влияние таких факторов, как ветер, который ухудшает защиту, минимальное
воздействие атмосферной коррозии, поэтому можно ограничиться сплошной проволокой, без
медного покрытия. Выбираем проволоку марки Св-08Г2С ГОСТ 2246 – 70
19. 3.4 Анализ сварочных соединений
Шов №1 Тавровый двусторонний без скосакромок Т1-УП по ГОСТ 14771-76-Т1
Выполняется приварка косынок к стойке.
s – Толщина свариваемого металла
= 2 мм
b – Зазор = 0 мм
e – Ширина шва = 110 мм
k – Катет = 2 мм
Шов №2 Нахлесточный односторонний без
скоса кромок Н1-УП по ГОСТ 14771-76-Н1
Выполняется приварка скобы к стойке.
s – Толщина свариваемого металла
= 2 мм
Рис.3.1 Шов №1 по ГОСТ 14771-76-Т1
Рис.3.2 Шов №2 по ГОСТ
14771-76-Н1
b – Зазор = 0 мм
e – Ширина шва = 40 мм
k – Катет = 2 мм
Шов №3 Угловой односторонний без скоса
кромок по У4-УП ГОСТ 14771-76-У4
Выполняется приварка планки к пластине.
s – Толщина свариваемого металла
= 4 мм
b – Зазор = 0 мм
e – Ширина шва = 90 мм
Рис.3.3 Шов №3 по ГОСТ 14771-76 -У4
20. 3.5 Расчет режимов сварки
21. 3.6 Выбор метода контроля
Контролькачества
производится
в
соответствии
с
требованиями
нормативного документа СП 294.1325800.2017 Стальные конструкции. Контроль
качества производится двумя способами:
1. Визуально измерительный контроль.
2. Ультразвуковой метод контроля.
Визуально-измерительный контроль производится по ГОСТ Р ИСО 17637-2014
Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой
плавлением. Контроль проводится в соответствии с РД 03-606-03. Настоящий
стандарт не устанавливает область распространения визуального контроля. Она
должна быть определена заранее, например, путем ссылки на применяемый
стандарт
или
стандарт
на
продукцию.
Персонал, осуществляющий визуальный контроль, должен иметь доступ к
необходимой документации. Визуальный контроль до сварки, во время сварки и
выполненного сварного шва должен проводиться пока еще возможен физический
доступ для контроля. Визуальный контроль может включать контроль обработки
поверхности.
Ультразвуковой контроль сварных швов (УЗК) — это неразрушающий метод
контроля сварных соединений, при котором проверяемый участок просвечивают
ультразвуком для выявления внутренних дефектов сварки. ГОСТ Р 55724-2013
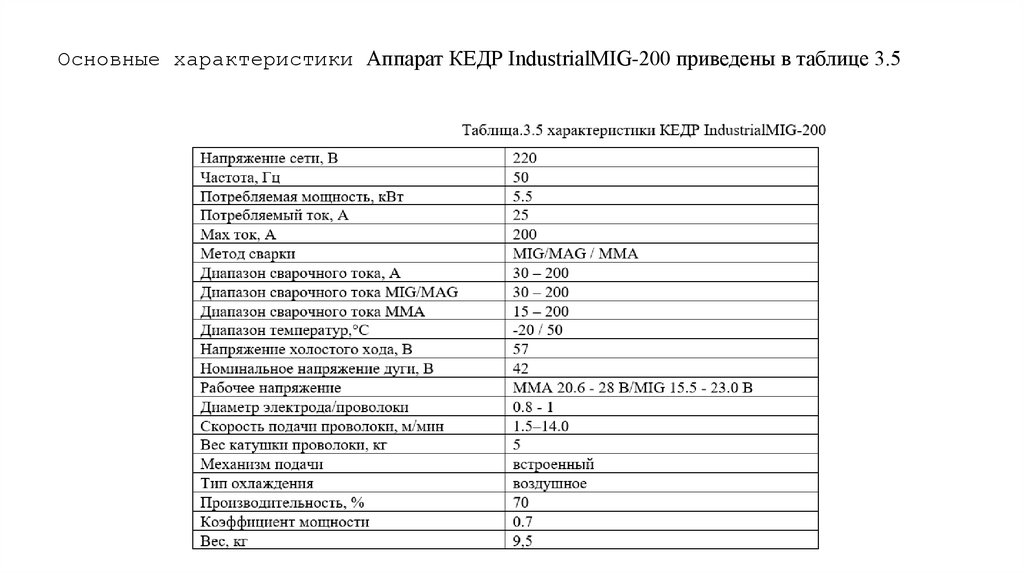
22. 3.7 Выбор сварочного оборудования
Сварочный полуавтомат КЕДРIndustrialMIG-200 предназначен
для сварки углеродистых и
низколегированных сталей
проволокой сплошного сечения или
порошковой проволокой диаметром
от 0,8 до 1,0 мм. В качестве
защитного газа могут быть
использованы инертные (Ar),
активные газы (CO2) и сварочные
смеси (Ar + CO2) для дуговой
сварки плавящимся электродом в
защитном газе (MIG/MAG).
Рис.3.4 КЕДР IndustrialMIG-200
23.
Основные характеристики Аппарат КЕДР IndustrialMIG-200 приведены в таблице 3.524. 4. БЕЗОПАСНОСТЬ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Правила по охране труда при выполнении электросварочных и газосварочныхработ устанавливают государственные нормативные требования охраны труда
при выполнении электросварочных и газосварочных работ. регламентированы,
приказом Минтруда России от 11.12.2020 №884н «Об утверждении Правил по
охране труда при выполнении электросварочных и газосварочных работ».
Основными угрозами при проведении сварочных работ являются:
1. опасность поражения электрическим током при выполнении сварочных работ
дуговой сваркой;
2. ожоги кожного покрова и органов зрения излучающей энергией электрической
дуги и брызгами расплавленного металла;
3. отрицательное воздействие на организм человека газов, паров и пыли,
выделяющихся в процессе сварочных работ;
4. механический травматизм в процессе сборочных работ и подготовке деталей к
сварке;
5. движущиеся механизмы и изделия, подъемно-транспортное оборудование;
6. взрывоопасность баллонов с горючим газом и ацетиленовых генераторов;
7. пожарная опасность при всех огневых работах;
25.
Для защиты работников от вредного воздействия неблагоприятныхпроизводственных факторов и в целях профилактики возникновения
заболеваний, работодатель обязан проводить следующие мероприятия:
1. обеспечить работников средствами индивидуальной защиты органа
зрения (щиток защитный, очки защитные со светофильтром) и органов
дыхания (респиратор), а также спецодеждой и обувью в соответствии
с нормами выдачи,
2. организовать за свой счет проведение предварительных и
периодических медицинских осмотров лица, поступающие на работу,
связанную с электросваркой и работники организаций,
осуществляющие сварочные работы, должны проходить предварительные
и периодические медицинские осмотры,
3. для защиты от лучистой энергии рабочих, не связанных со сваркой,
наплавкой или резкой металлов, сварочные посты должны ограждаться
экранами из несгораемых материалов высотой не менее 1,8 м,
4. на стационарных сварочных постах необходимо обеспечить наличие и исправную работу
местной и общеобменной вентиляции.
26. ЗАКЛЮЧЕНИЕ
В соответствии с исходными данными и поставленными задачами вданном курсовом проекте была произведена разработка технологии
и
оснастки для сварки кронштейна пирометра.
Подобрав необходимые для сварки материалы и оборудование,
рассчитаны режимы сварки, а также назначены методы контроля
сварных швов для обеспечения производства качественных швов.
Внедрена оснастка позволяющей обеспечить плотную стыковку
свариваемых поверхностей, а также быструю и удобную установку и
снятие свариваемых деталей, что экономит значительное количество
времени и позволяет выполнять сварку в удобном для рабочего
положении.