







 drafting
draftingSimilar presentations:










Проект механосборочного цеха для изготовления установки кронштейнов крепления
1. ФГБОУ ВПО «КнАГТУ» Кафедра «Технология машиностроения» ДИПЛОМНЫЙ ПРОЕКТ
Тема: Проект механосборочного цеха дляизготовления установки кронштейнов
крепления главной ноги шасси
Выполнил: Черникина С.А.
2.
ИСХОДНЫЕ ДАННЫЕЧертеж детали «Кронштейн»
Сборочный чертеж узла
Объем выпуска – 4000 шт. в год
СЛУЖЕБНОЕ НАЗНАЧЕНИЕ ДЕТАЛИ
Деталь «кронштейн» входит в состав узла
«установка кронштейнов крепления главной
ноги шасси» и является одной из составных
деталей шассийной балки самолета,
назначение которого передача вращения с
самой шассийной балки на детали шасси
3.
3D – МОДЕЛЬ ДЕТАЛИ КРОНШТЕЙН4.
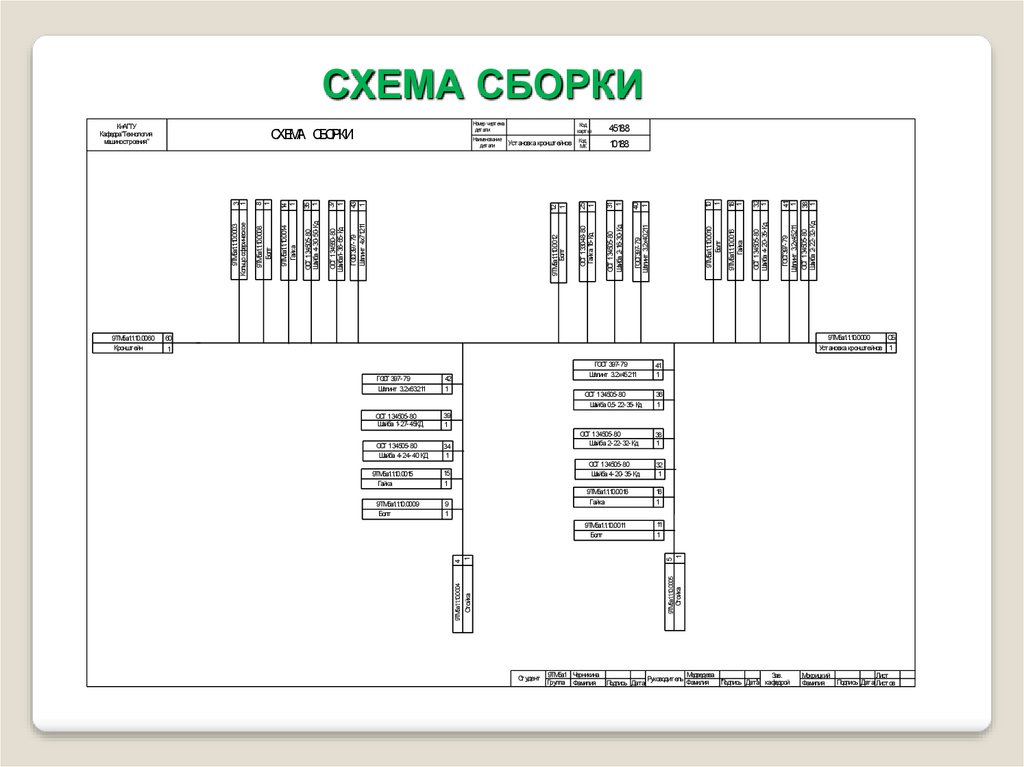
СХЕМА СБОРКИ45188
16
1
32
1
9ТМ5а1.1.10.0016
Гайка
ОСТ 1 34505-80
Шайба 4-20-35-Кд
41
1
10
1
9ТМ5а1.1.10.0010
Болт
38
1
40
1
ГОСТ397-79
Шплинт 3.2х40.211
ГОСТ397-79
Шплинт 3.2х45.211
ОСТ 1 34505-80
Шайба 2-22-32-Кд
31
1
ОСТ 1 34505-80
Шайба 2-16-30-Кд
10188
25
1
37
1
ОСТ 1 34550-80
Шайба1-36-65-Кд
12
1
35
1
ОСТ 1 34505-80
Шайба 4-30-50-Кд
9ТМ5а1.1.10.0012
Болт
14
1
9ТМ5а1.1.10.0014
Гайка
43
1
8
1
9ТМ5а1.1.10.0008
Болт
Код
карты
Установка кронштейнов Код
МК
ГОСТ397-79
Шплинт 4х71.211
3
1
9ТМ5а1.1.10.0003
Кольцо сферическое
Наименование
детали
9ТМ5а1.1.10.0000
СБ
Установка кронштейнов 1
60
1
42
1
ОСТ 1 34505-80
Шайба 1-27-45КД
39
1
ОСТ 1 34505-80
Шайба 4-24-40 КД
34
1
41
1
ОСТ 1 34505-80
Шайба 0,5-22-35-Кд
36
1
ОСТ 1 34505-80
Шайба 2-22-32-Кд
38
1
ОСТ 1 34505-80
Шайба 4-20-35-Кд
32
1
9ТМ5а1.1.10.0016
Гайка
16
1
9ТМ5а1.1.10.0011
Болт
11
1
5
1
9
1
9ТМ5а1.1.10.0005
4
1
9ТМ5а1.1.10.0009
Болт
15
1
Стойка
9ТМ5а1.1.10.0015
Гайка
ГОСТ 397-79
Шплинт 3.2х45.211
Студент
Стойка
ГОСТ 397-79
Шплинт 3.2х63.211
9ТМ5а1.1.10.0004
9ТМ5а1.1.10.0060
Кронштейн
Номер чертежа
детали
СХЕМА СБОРКИ
ОСТ 1 33048-80
Гайка 16-Кд
КнАГТУ
Кафедра"Технология
машиностроения"
9ТМ5а1 Черникина
Медведева
Зав.
Группа Фамилия Подпись Дата Руководитель Фамилия
Подпись Дата кафедрой
Мокрицкий
Лист
Подпись Дата Листов
Фамилия
5.
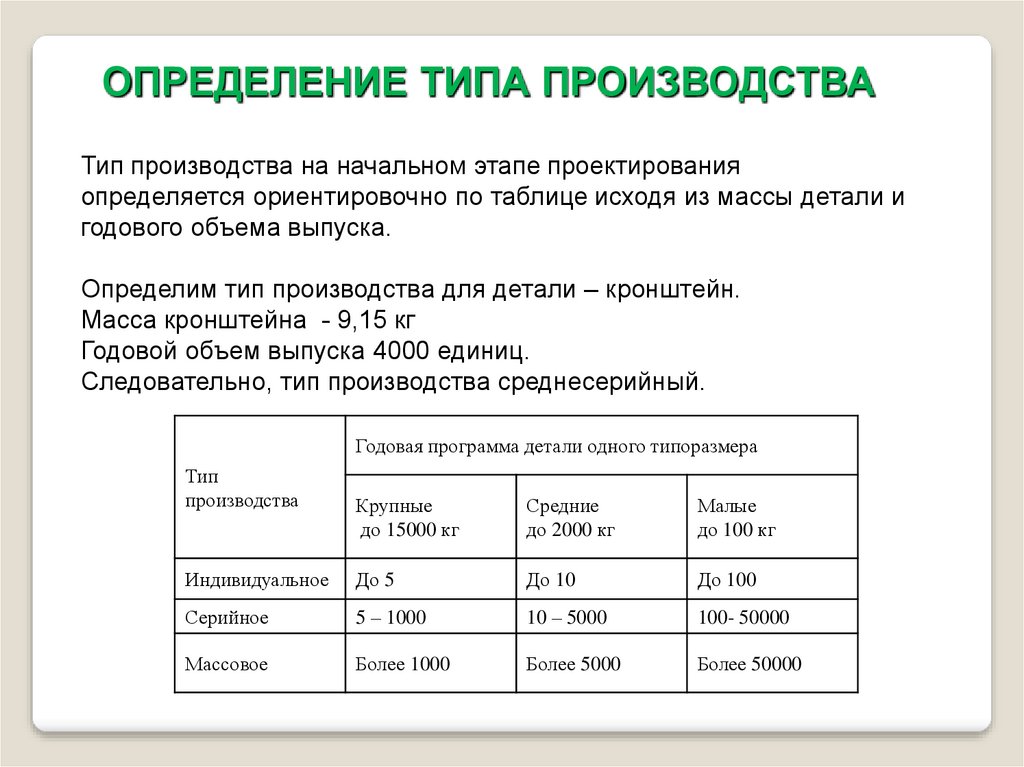
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВАТип производства на начальном этапе проектирования
определяется ориентировочно по таблице исходя из массы детали и
годового объема выпуска.
Определим тип производства для детали – кронштейн.
Масса кронштейна - 9,15 кг
Годовой объем выпуска 4000 единиц.
Следовательно, тип производства среднесерийный.
Годовая программа детали одного типоразмера
Тип
производства
Крупные
до 15000 кг
Средние
до 2000 кг
Малые
до 100 кг
Индивидуальное
До 5
До 10
До 100
Серийное
5 – 1000
10 – 5000
100- 50000
Массовое
Более 1000
Более 5000
Более 50000
6.
ТРЕБОВАНИЯ ТОЧНОСТИИ ИХ ОБЕСПЕЧЕНИЕ
КнАГТУ
Кафедра "Технология
машиностроения"
Номер черт.
детали
Наименов.
детали
ТРЕБОВАНИЯТОЧНОСТИИИХ ОБЕСПЕЧЕНИЕ
ТРЕБОВАНИЯ ТОЧНОСТИ
КОД
КАРТЫ
КОД
МК
Кронштейн
10146
ОБЕСПЕЧЕНИЕ ТРЕБОВАНИЙ ТОЧНОСТИ
Обработка за один установ и по принципу совмещения баз
Требования точности 1. Обеспечение перпендикулярности оси А
относительно оси отверстия B36Н9 не более 0.05 мм
Требование точности 2. Размер 240
А
А
Ось траверсы условно развернута
Ось траверсыусловно развернута
I
B36Н9
Б
40Н9
5
3
3
А
5
240
0.05 Б
А
А
4
4
6
1,2
6
1
Требования точности 3. Обеспечение параллельности оси отверстия B18Н9
относительно оси отверстия B36Н9 не более 0.05 мм
2
Обработка за один установ
А
А
Ось траверсы условно развернута
Ось траверсыусловно развернута
0.05 Б
А
5
3
3
5
B18Н9
M
B36Н9
Б
А
4
1,2
4
6
6
1
2
Требования точности 4. Размер 280, Ø95В12
Обработка за один установ и по принципу совмещения баз
Ось траверсы условно развернута
А
А
Ось траверсыусловно развернута
6
6
5
5
280
1
4
4
1
2, 3
1
2
А
3
А
B95В12
Студент
Медведева
9ТМ5а1 Черникина
Зав.
Руководитель
Группа Фамилия Подпись Дата
Фамилия Подпись Дата кафедрой
Лист
Мокрицкий
Фамилия Подпись Дата Листов
7.
АНАЛИЗ ТРЕБОВАНИЙ ТОЧНОСТИНомер черт.
детали
Наименов.
детали
АНАЛИЗ ТРЕБОВАНИЙТОЧНОСТИ
Требования точности: Обеспечение перпиндикулярности оси А
относительно оси отверстия B36Н9 не более 0.05 мм
А
А
Ось траверсы условно развернута
B36Н9
40Н9
0.05 Б
А
1
1
I
0.05 Б
40Н9
Расчет точности
базирования
т.1→Y, β=Δ
т.2 g Z, tgc=Δ/123
т.3 g X, tgα=Δ/105
т.4 →X, α=Δ
т.5 g Y, tgβ=Δ/223
т.6 →Z, c=Δ
А
А
5
Вариант1. Обработка за один установ.
А
5
Операция 2
Ось траверсы условно развернута
А
Ось траверсы условно развернута
Z
Б
6
I
1
А
I
2.3
6
1
5
А
А
2
3
Номер
варианта
Постоянство баз
B36Н9
40Н9
Расчет точности
базирования
т.1→Y, β=Δ
т.2 g Z, tgc=Δ/123
т.3 g X, tgα=Δ/105
т.4 →X, α=Δ
т.5 g Y, tgβ=Δ/82
т.6 →Z, c=Δ
Одна
2
F
4
3
Одна
X
4
1
2.3
Характеристика погрешностей по точкам
Опорные точки по вариантам
tgγ
tga
b
tgb
c
На выбор баз не влияет
6
Первая
5
Y
4
1
а
1- 1
Z
Совмещ. баз Совмещ. баз
6
Кол. операций
Ось траверсы условно развернута
Б
Одна
Таблица сравнения вариантов обеспечения точности
и выбор технологических баз.
Принцип
базирования
А
Вариант3. Обработка поверхности А окончательно при базировании на необработаннуюповерхность, затемобработка поверхпости Бокончательно с базированиемпо поверхности А
А
Z
т.1→Y, β=1.41/Δ
т.2 g Z,tgc=1.41Δ/130=Δ/87
т.3 g X, tgα=1.41Δ/123=Δ/74
т.4 →X, α= 1.41/Δ
т.5g Y,tgβ=1.41Δ/223=Δ/158
т.6 →Z, c=1.41/Δ
Расчет точности
базирования
т.1→Y, β=Δ
т.2 g Z, tgc=Δ/85
т.3 g X, tgα=Δ/185
т.4 →Z, c=Δ
т.5 g Y, tgβ=Δ/85
т.6 →X, α=Δ
3
А
1
5
Расчет точности базирования
по двумоперациям.
За один
установ
6
40Н9
0.05 Б
5
3
2
А
Расчет точности
базирования
т.1→Y, β=Δ
т.2 g Z, tgc=Δ/123
т.3 g X, tgα=Δ/105
т.4 →X, α=Δ
т.5 g Y, tgβ=Δ/223
т.6 →Z, c=Δ
А
2
B36Н9
6
6
0.05 Б
F
4
F
3
F / 185
3
F / 105
3
F / 105
1
F
1
F
1
5
F / 85
5
F / 82
4
F
6
F
2- 2
2
F / 123
3- 2
5
F / 223
F
6
2
F
5
F / 223
F
F / 123
1.41F
F / 158
1.41F
F / 87
F
6
2
F / 85
2
F / 123
4
1- 2
Вторая
1,2
3
40Н9
4
6
Вариант2. Обработка поверхностей Бокончательно при базировании на необработаннуюповерхность,
затемобработка поверхпости А окончательно с базированиемпо поверхности Б.
А
Ось траверсы условно развернута
Z
Z
Б
Y
1.2
2 X
1
5
4
3.4
I
X
1
А
4
4
Y
B36Н9
3
5
40Н9
0.05 Б
6 Z
Б
4
5
3
2
А
B36Н9
2.3
3
10146
Вариант 4. Обработка поверхности А окончательно на одной операции с базированиемпо принципу
"постоянства баз". Вдругой операции обработка поверхностей Бс базированиемна те-же
поверхности..
Операция 1
А
Ось траверсы условно развернута
Z
6
6 Z
Б
4
4
Y
X
Б
I
КОД
КАРТЫ
КОД
МК
Кронштейн
Простотв,
точность
КнАГТУ
Кафедра "Технология
машиностроения"
4
F
5
F / 105
1.41F
F / 74
1
Принимаем вариант 1
Студент
9ТМ5а1 Черникина
Группа Фамилия
Подпись Дата
Зав.
Руководитель Медведева
Фамилия Подпись Дата кафедрой
Мокрицкий
Лист
Фамилия Подпись Дата Листов
8.
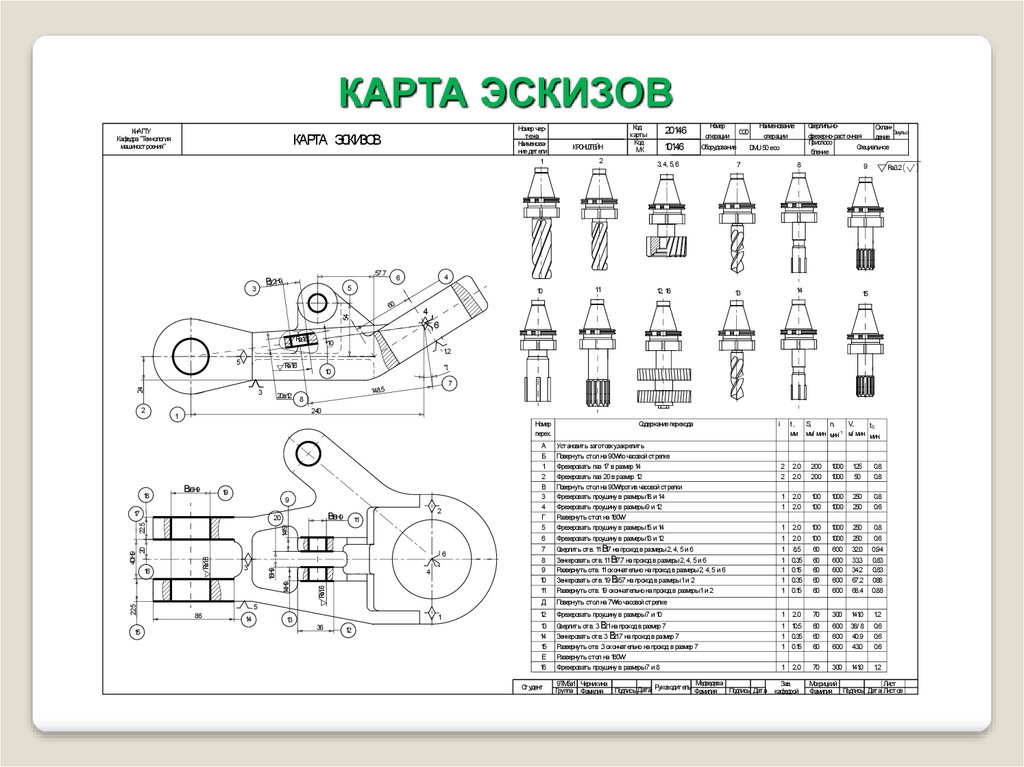
КАРТА ЭСКИЗОВКнАГТУ
Кафедра "Технология
машиностроения"
Номер чертежа
Наименование детели
1
КАРТА ЭСКИЗОВ
57.7
B22Н9
3
10
54
2
20146
Номер
операции
10146
Оборудование
3, 4, 5, 6
020
Наименование
операции
СверлильноОхлажЭмульс.
фрезерно-расточная
дение
Приспосо
Специальное
бление
DMU50 есо
7
8
9
13
14
15
Ra3.2
4
6
5
60
КРОНШТЕЙН
Код
карты
Код
МК
11
12, 16
4
6
Ra1.6
10
1,2
5
24
Ra1.6
3
2
18
20в12
Номер
перех.
B36Н9
19
9
11
3
Ra1.6
4
14Н9
16
6
16Н9
Ra1.6
40Н9
20
14f9
22.5
2
B18Н9
20
22.5
7
148.5
8
240
1
17
15
7
10
5
86
14
1
13
36
12
Содержание перехода
А
Б
1
2
В
3
4
Г
5
Установить заготовку,закрепить
Повернуть стол на 90wпо часовой стрелке
Фрезеровать паз 17 в размер 14
Фрезеровать паз 20 в размер 12
Повернуть стол на 90wпротив часовой стрелки
Фрезеровать проушину в размеры18 и 14
Фрезеровать проушину в размеры9 и 12
Развернуть стол на 180w
.
Фрезеровать проушину в размеры15 и 14
6
Фрезеровать проушину в размеры13 и 12
7
Сверлить отв. 11 B17 на проход в размеры2, 4, 5 и 6
8
9
10
11
Зенкеровать отв. 11 B17.7 на проход в размеры2, 4, 5 и 6
Развернуть отв. 11окончательно на проход в размеры2, 4, 5 и 6
Зенкеровать отв. 19 B35.7 на проход в размеры1и 2
Развернуть отв. 19 окончательно на проход в размеры1и 2
i
t,
мм
S,
n,
V,
t0,
мм/ мин мин-1 м/ мин мин.
2
2
2.0
2.0
200
200
1000
1000
125
50
0.8
0.8
1
1
2.0
2.0
100
100
1000
1000
250
250
0.8
0.6
1
2.0
100
1000
1
2.0
100
1000
250
0.6
1
8.5
60
600
32.0
0.94
1
1
1
1
0.35
0.15
0.35
0.15
60
60
60
60
600
600
600
600
33.3
34.2
67.2
68.4
0.83
0.83
088
0.88
250
0.8
Д
Повернуть стол на 7wпо часовой стрелке
12
Фрезеровать проушину в размеры7 и 10
1
2.0
70
300
141.0
1.2
13
14
15
Е
16
Сверлить отв. 3 B21на проход в размер 7
Зенкеровать отв. 3 B21.7 на проход в размер 7
Развернуть отв .3 окончательно на проход в размер 7
Развернуть стол на 180w
Фрезеровать проушину в размеры7 и 8
1 10.5
1 0.35
1 0.15
60
60
60
600
600
600
38/ 8
40.9
43.0
0.6
0.6
0.6
70
300
141.0
1.2
Студент
9ТМ5а1 Черникина
Группа Фамилия
Медведева
Руководитель
Подпись Дата
Подпись Дата
Фамилия
1
2.0
Зав.
кафедрой
Лист
Мокрицкий
Фамилия Подпись Дата Листов
9.
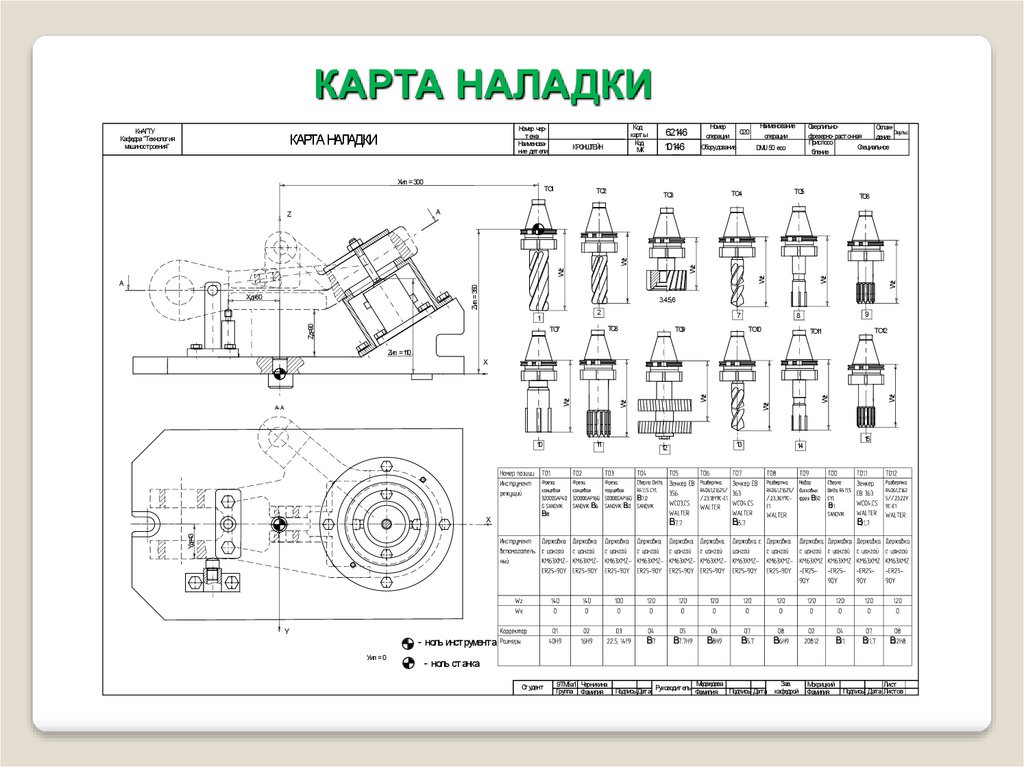
КАРТА НАЛАДКИНомер чертежа
Наименование детели
КАРТА НАЛАДКИ
Xип = 300
Код
карты
Код
МК
КРОНШТЕЙН
ТО1
ТО2
Номер
операции
62146
10146
020
Оборудование
Наименование
операции
DMU50 есо
ТО5
ТО4
ТО3
СверлильноОхлажЭмульс.
фрезерно-расточная
дение
Приспосо
Специальное
бление
ТО6
А
Хд=60
Wz
Zип = 350
А
Wz
Wz
Wz
Wz
Z
Wz
КнАГТУ
Кафедра "Технология
машиностроения"
3.4.5,6
2
Zд=90
1
7
ТО8
ТО7
9
8
ТО9
ТО10
ТО12
ТО11
Zип = 110
10
15
13
12
14
B
B
B
B
B
B
B
B
B
Yд=43
X
Wz
Wz
Wz
11
Wz
А-А
Wz
Wz
X
Y
- ноль инструмента
Уип = 0
B
B
B
B
B
B
B
B
- ноль станка
Студент
9ТМ5а1 Черникина
Группа Фамилия
Подпись Дата
Руководитель
Зав.
Медведева
Подпись Дата кафедрой
Фамилия
Мокрицкий
Фамилия
Лист
Подпись Дата Листов
10.
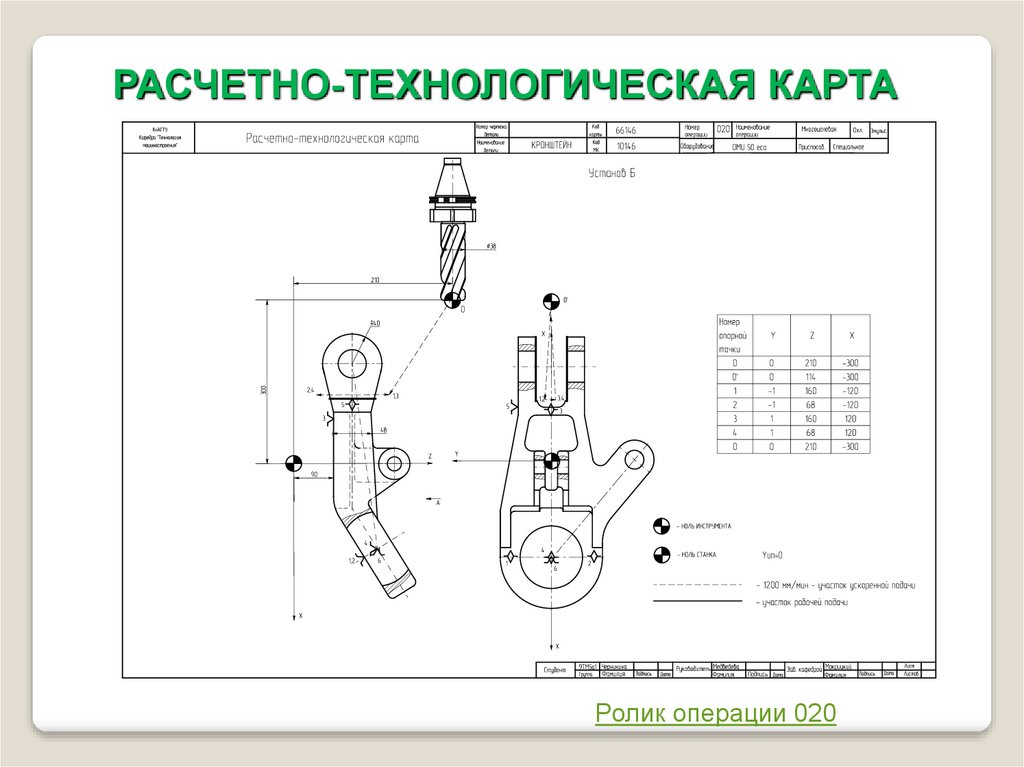
РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ КАРТАРолик операции 020
11.
Инв.№подл. Подп. и датаВзам.инв.№ Инв.№дубл. Подп. и дата
Справ. №
Перв. примен.
9ТМ5а1.1.10.010000
9ТМ5а1.1.10.010000 СБ
СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ
9ТМ5а1.1.10.010000 СБ
№докум.
Подп.
Разраб. Черникина
Пров.
Медведева
Т.контр. Танкова
Утв.
Кравченко
Мокрицкий
Приспособление
станочное
Сборочный чертёж
Лит.
У
Масса Масштаб
16.4
Листов
Кафедра ТМ
Копировал
Формат А1
1:1
1
12.
3D-МОДЕЛЬ СТАНОЧНОГОПРИСПОСОБЛЕНИЯ
Ролик анимации работы
Ролик анимации сборки
13.
9ТМ5а1.1.10.020000 СБКОНТРОЛЬНОЕ ПРИСПОСОБЛЕНИЕ
6
7
10
5
А
250
11
9
8
Б
B36Н9
2
1
230
3
Справ. №
Перв. примен.
9ТМ5а1.1.10.020000
4
Инв.№подл. Подп. и дата
Взам.инв.№ Инв.№дубл. Подп. и дата
420
Отклонение от перпиндикулярности поверхности Б
относительно оси А отверстия B36Н9 не более 0.05 мм
1Цена деления индикатора часового типа, мм
0.001
2 Погрешность измерения, мм
0.01
3 Настройку производить по образцовой детали
9ТМ5а1.1.10.020000 СБ
№докум.
Разраб. Черникина
Пров. Медведева
Т.контр. Танкова
Утв.
Кравченко
Мокрицкий
Подп.
Приспособление
контрольное
Сборочный чертёж
Копировал
Лит.
Масса Масштаб
У
1:1
Листов
Формат A1
1
14.
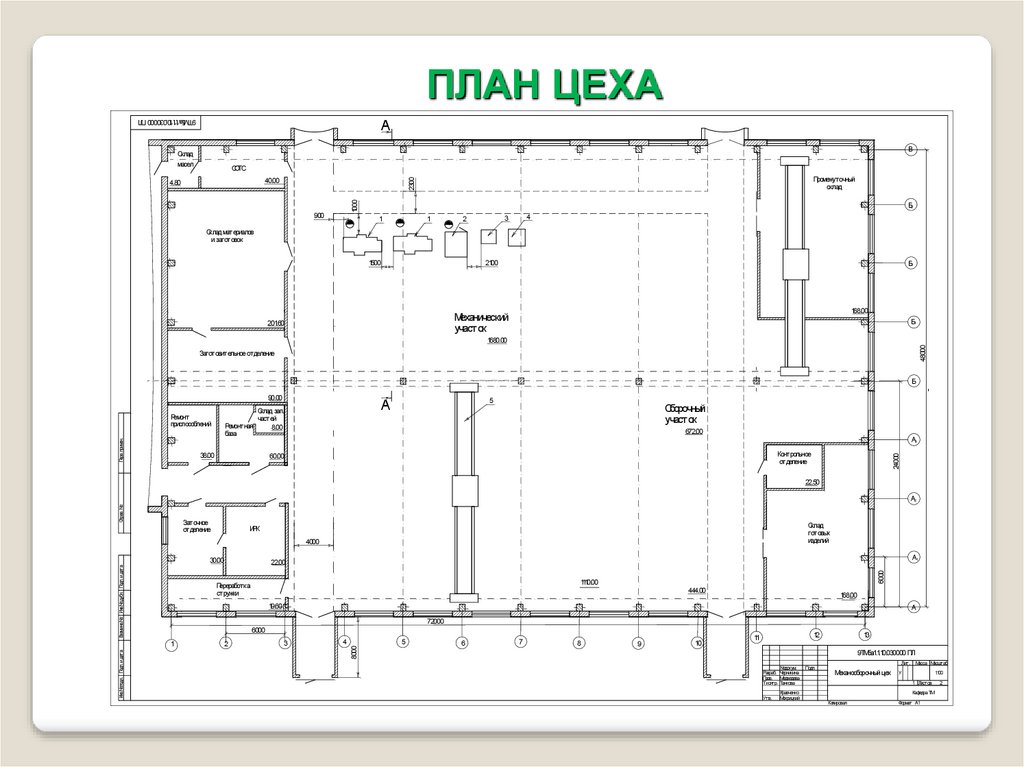
ПЛАН ЦЕХАА
9ТМ5а1.1.10.030000 ПЛ
В
Склад
масел
СОТС
Промежуточный
склад
2300
40.00
1000
4.80
900
Б3
1
1
4
3
2
Склад материалов
и заготовок
Б2
2100
1500
168.00
Механический
участок
201.60
Б1
48000
1680.00
Заготовительное отделение
Б
90.00
Ремонтная
база
А
Склад зап.
частей
8.00
38.00
Сборочный
участок
672.00
А3
Контрольное
отделение
60.00
24000
Перв. примен.
Ремонт
приспособлений
5
22.50
Справ. №
А2
Заточное
отделение
Склад
готовых
изделий
ИРК
4000
1110.00
Переработка
стружки
444.00
168.00
19.60
А
72000
6000
2
3
4
5
8000
1
Инв.№подл. Подп. и дата
А1
22.00
6000
Взам.инв.№ Инв.№дубл. Подп. и дата
30.00
6
7
8
9
10
12
11
13
9ТМ5а1.1.10.030000 ПЛ
№докум.
Разраб. Черникина
Пров. Медведева
Т.контр. Танкова
Утв.
Кравченко
Мокрицкий
Подп.
Лит.
Механосборочный цех
Масса Масштаб
У
1:100
1 Листов
Кафедра ТМ
Копировал
Формат A1
2
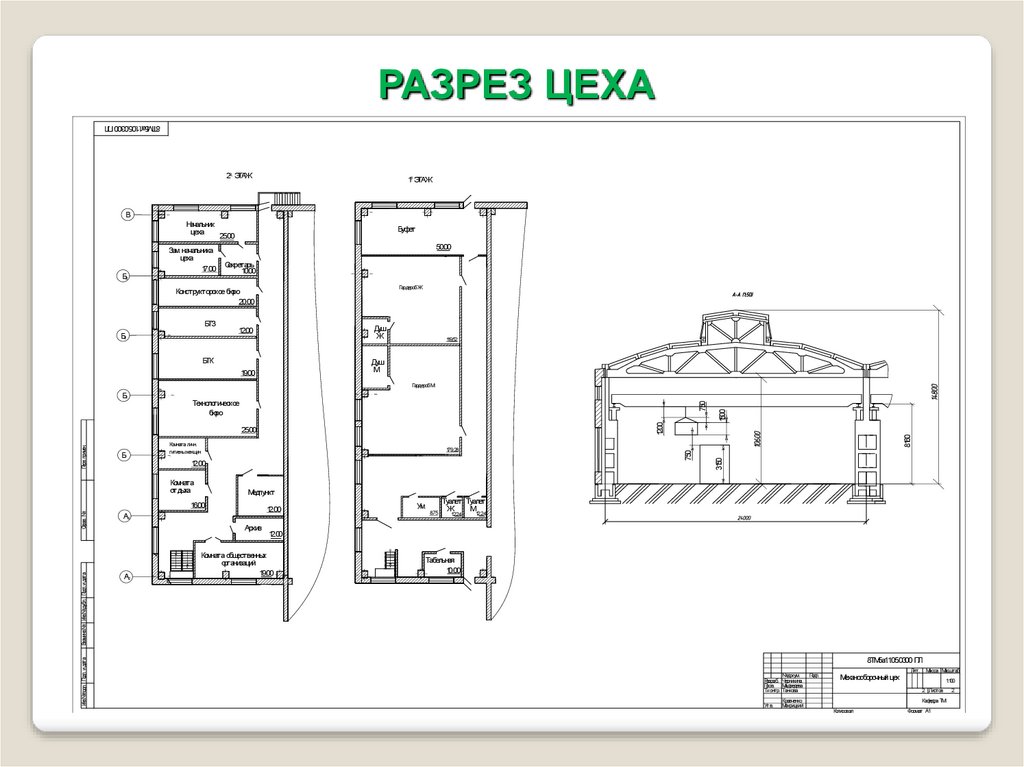
15.
РАЗРЕЗ ЦЕХА8ТМ5а1.1.05.0300 ПЛ
2й ЭТАЖ
1й ЭТАЖ
В
Начальник
цеха
Б3
Зам. начальника
цеха
17.00
Буфет
25.00
50.00
Секретарь
10.00
ГардеробЖ
Конструкторское бюро
20.00
БТЗ
Б2
Душ
Ж
12.00
БТК
119,52
Душ
М
19.00
179,28
12.00
Комната
отдыха
Медпункт
Инв.№подл. Подп. идата
Взам.инв.№ Инв.№дубл. Подп. идата
Справ. №
16.00
12.00
А3
Архив
А2
3150
Б
750
Перв. примен.
25.00
Комнаталичн.
гигиеныженщин
8160
1200
750
Технологическое
бюро
1500
ГардеробМ
Б1
Ум.
8.75
Туалет Туалет
Ж
М
12.24
12.24
12.00
Комната общественных
организаций
19.00
Табельная
10.00
8ТМ5а1.1.05.0300 ПЛ
№докум.
Разраб. Черникина
Пров. Мадведева
Т.контр. Танкова
Утв.
Кравченко
Мокрицкий
Подп.
Механосборочный цех
Лит.
Масса Масштаб
1:100
2 Листов
КафедраТМ
Копировал
Формат A1
2
16. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Сводная таблицатехникоэкономических
показателей
участка по
проектируемому и
базовому
вариантам