















 drafting
draftingSimilar presentations:










Проектирование участка механического цеха для изготовления детали Проходник №15.02.08. 23.001
1.
Государственное бюджетное профессиональное образовательное учреждение«Нижегородский политехнический колледж имени Героя Советского Союза Руднева А. П.»
ПРЕЗЕНТАЦИЯ
к выпускной квалификационной работе
(дипломному проекту)
Тема: «Проектирование участка механического цеха
для изготовления детали Проходник №15.02.08. 23.001
в условиях серийного производства»
Выполнил: Яматина Е.В , обучающийся гр. ТМ- 404
Руководитель ВКР: Кружков В.В, специалист
НПЦ "Анод"
2020 г.
2.
Цели ВКР (ДП)1 Разработать технологический процесс на
изготовление детали Проходник №15.02.08.23
.001 в условиях серийного производства.
2 Оформить комплект документов в
соответствии с требованиями Единой системы
конструкторской документации (ЕСКД) и
Единой системы технологической
документации (ЕСТД).
3 Рассчитать технико-экономические показатели.
4 Спроектировать план механического участка.
3.
Актуальность ВКР (ДП)Актуальность темы выпускной
квалификационной работы (дипломного
проекта) заключается , в закреплении и
проявлении полученных теоретических
знаний и практическому опыту в области
технологии машиностроения с
последующим применением их в работе на
производстве .
4.
Объект ВКР (ДП)33
Перв. примен.
19
10t0.5
10w 10w
Ra 6.3
12t0.2
2+0.4
Допускается подторцовка
1x45w
(+0.1)
2 отв.
B1.2H12
B18
27.7*
2t0.2
-0.4
-0.2
B7.5
Справ. №
24+0.5
Г
1x45w
Б
В
17+0.8
G1/ 4-A
Г (4:1)
24
60w
45w
Ra 1.60
R1
R0.5*
3
2x45w
*
Ra 1.60
Инв.№подл. Подп. и дата
4t0.2
3+0.3
1. * Размер обеспечивается инструметном.
2. Общие допуски по ГОСТ 30893.1-тк : H14, h14
Ra 1.60
R0.3...1.5*
B10.8
B13.6
В (4:1)
B16.7*
Б (4:1)
45w
1x60w
М16x1.5-6Н
(+0.11)
B16.5H11
Взам.инв.№ Инв.№дубл. Подп. и дата
R1.2*
МДК 01.01КП-ТМ-(15.02.08)-23-20
№докум.
Разраб. Яматина
Пров.
Т.контр.
Утв.
Лит.
Подп.
Масса
0.06
Листов
Копировал
2:1
1
Формат А3
Чертеж детали ПРОХОДНИК №15.02.08. 23 .001
3D
Рабочий чертеж детали ПРОХОДНИК №15.02.08. 23 .001
Исходные данные: Nгод = 11000 шт./год
5.
Материал детали и его свойства• Материал детали ПРОХОДНИК
№15.02.08.23.001 – конструкционная,
легированная, качественная,
хромомолибденовая сталь 38ХМ.
6.
Технико-экономическое обоснованиевыбора заготовки
Сводная таблица
Вид заготовки
Ки.м, %
Стоимость штучной заготовки, руб.
Поковка
штампованная
Прокат
67
40
22
9,5
Перв. примен.
6
3
Ra 50
Справ. №
5
1
+0.4
35-0.7
2
Инв.№подл. Подп. и дата
Взам.инв.№ Инв.№дубл. Подп. и дата
3
4
Технические требования:
37
1. Общие допуски по ГОСТ 30893.1-тк : h14
2.
к =0,05 ммкм
м
№докум.
Разраб. Яматина
Пров. Кружков
Т.контр. Жигулина
Утв.
Мурылева
Лит.
Подп.
Масса
4:1
Листов
Копировал
1
Формат A3
Чертеж заготовки детали ПРОХОДНИК №15.02.08. 23 .001
7.
Маршрутная карта изготовления детали№
операции
Наименование
операции
Содержание операции
000
Заготовительная
Отрезать заготовку
005
Контрольная
Проверить наличие сертификата на материал
заготовки и его соответствие требованиям
чертежа.
Проверить наличие клейма ОТК
заготовительного цеха на заготовке.
Дать заключение о допуске заготовки на
механическую обработку.
010
Маркировочная
Маркировать деталь специальным
приспособлением «маркер»
015
Транспортная
Доставить заготовку на склад
020
Токарная ПУ
Обработка заготовки
025
Контрольная
Дать заключение о годности детали.
030
Маркировочная
Маркировать деталь специальным
приспособлением «маркер»
035
Консервация
Уложить в тару и направить согласно маршруту
ведомости
8.
Технологическое оборудованиеНаименование,
вид, модель
Токарно-револьверный
обрабатывающий центр
с ПУ HAAS ST-10
Общий вид
Основные
технологические
характеристики
Наибольший устанавливаемый
диаметр над станиной - 419 мм
Наибольшая длина обработки –
406 мм
Макс. частота вращения шпинделя
– 6000 об/мин
Диаметр 3-х кулачкового патрона 165 мм
9.
Технологическая оснастка ирежущий инструмент
Наименование
Патрон токарный 3-х кулачковый 165 мм 7100-0030
Адаптеры с хвостовиком CAMFIX (стандарт ISO 266231 ) для наружных державок с квадратным сечением
C5 ASHR 20-1
Патрон цанговый GYRO ST40 ER32
Цанга для осевого инструмента: Цанга ER32 SPR 2-3;
Цанга ER32 SPR 7-8;
Адаптер:
C3 ADI 10
Адаптер:
C3 ADI 10
Общий вид
10.
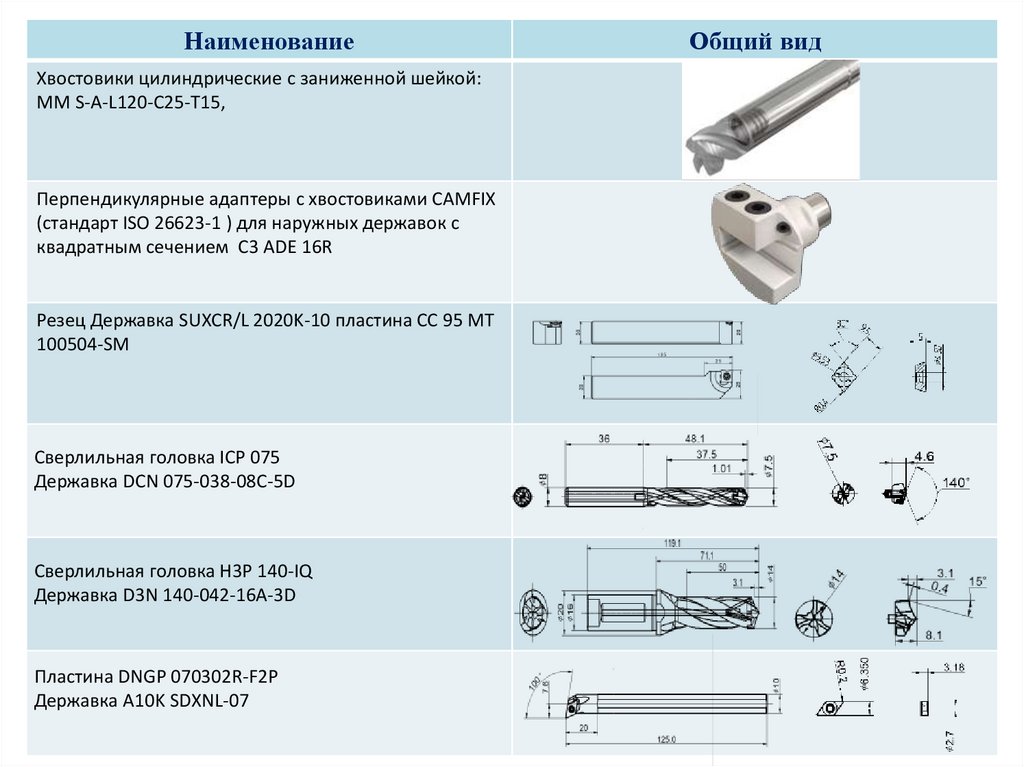
НаименованиеХвостовики цилиндрические с заниженной шейкой:
MM S-A-L120-C25-T15,
Перпендикулярные адаптеры с хвостовиками CAMFIX
(стандарт ISO 26623-1 ) для наружных державок с
квадратным сечением C3 ADE 16R
Резец Державка SUXCR/L 2020K-10 пластина СС 95 MT
100504-SM
Сверлильная головка ICP 075
Державка DCN 075-038-08C-5D
Сверлильная головка H3P 140-IQ
Державка D3N 140-042-16A-3D
Пластина DNGP 070302R-F2P
Державка A10K SDXNL-07
Общий вид
11.
НаименованиеДержавка SIR 0010 H11
Пластина 11IR 1.50 ISO
Головка фрезерная MM EC250E22 R05 CF-4T15
Сверло SCD 012-007-30 AP6
Пластина SCIR 22-BR10-05K15
Державка SCHR 16-22BF
Державка SER 2020-16-AD
Пластина 16ERM 18 NPT
Общий вид
12.
Средства технического контроляНаименование
Штангенциркуль ЧИЗ ШЦЦ-1-125 0.01
Калибр – пробка 8133-0930 Ø16,5Н11 ГОСТ 14810-69
Калибр пробка 8221-3068 6Н ГОСТ 17757-72
Калибр кольцо 8221-3068 6Н ГОСТ 17757-72
Угломер типа 1-2 ГОСТ 5378-88
Радиусные шаблоны
Набор №1 ГОСТ 4126-48
Микрометр канавочный ГОСТ 6507-90
Калибр-пробка ГОСТ 14807-69
Общий вид
13.
Эскизы карт наладкиОперация 020 Токарная ПУ
Технологическое оборудование: токарно-револьверный обрабатывающий центр с ПУ HAASST-10
Установ I Установить, выверить, закрепить, снять
Переход 1Подрезать торец, выдержав размеры(1) и (2), согласно эскизу
S
S
3
1
3
3
B7.5
3
Переход 3 Сверлить отверстие, выдержав размеры(4), (5), согласно эскизу.
Переход 2 Сверлить отверстие на проход, выдержав размер (3), согласно эскизу.
S
n
n
35.1
B14
19
2
Переход 4 Расточить отверстие по контуру, выдержав размеры(6), (7) (8), (9), (10), (11), (13), (14), (15), (16), согласно эскизу.
S
B14.38
А (2:1)
(+0.11)
14
n
2x45w
16
Б
А
17+0.8
Взам.инв.№ Инв.№дубл. Подп. и дата
Инв.№подл. Подп. и дата
45w
Б (2:1)
13
45w
11
7
3
Переход 5 Нарезать резьбу выдержав размер (12), согласно эскизу.
8
15
1x60w
10
3
B16.5H11
6
B16.7
Справ. №
3
5
12
S
n
Ra 1.60
R0.3..1.5*
Ra 1.60
4t0.2
9
M16х1,5-6H
Перв. примен.
B35
n
4
1. Общие допуски по ГОСТ 30893.1-тк : H14, h14
2.* радиус делается инструментом
ВКР(ДП)-ТМ-(15.02.08)-23-20
№докум.
Разраб. Яматина
Пров.
Т.контр.
Утв.
Лит.
Подп.
Масса
1:1
Листов
Копировал
1
Формат A2
на операцию № 20 Токарная ПУ Установ I
14.
Эскизы карт наладкиn
Переход 8 Сверлить два отверстий, выдержав размеры(22), (23), (24), согласно эскизу.
Переход 7 Точить фаску, выдержав размеры(20), (21), согласно эскизу.
Переход 6 Фрезеровать шестигранник, выдержав размеры(17), (18) (19), согласно эскизу
S
S
S
10w
18
3
19
3
23
24
17
10t0.5
n
B1.2
2 отв.
-0.5
22
24
Инв.№подл. Подп. и дата
Взам.инв.№ Инв.№дубл. Подп. и дата
Справ. №
20
20
B24
27.7
Перв. примен.
n
2t0.2
3
21
1. Общие допуски по ГОСТ 30893.1-тк : H14, h14
2.* радиус делается инструментом
ВКР(ДП)-ТМ-(15.02.08)-23-20
№докум.
Разраб. Яматина
Пров.
Т.контр.
Утв.
Лит.
Подп.
Масса
1:1
Листов
Копировал
1
Формат A2
на операцию № 20 Токарная ПУ Установ I(продолжение)
15.
Эскизы карт наладкиОперация 020 Токарная ПУ
Технологическое оборудование: токарно-револьверный обрабатывающий центр с ПУ HAASST-10
Установ II Установить, выверить, закрепить, снять
Переход 9 Подрезать торец, выдержав размер (25), согласно эскизу. Переход 10 Точить поверхность по контуру, выдержав размер (20), (26), (27), (28), (29), (30), (37), согласно эскизу. Переход 11Точить канавку, выдержав размеры(31), (32), (33), (34), согласно эскизу.
S
2
29
12t0.2
Справ. №
3+0.3
32
28
27
Переход 13 Точить фаску, выдержав размер (36),согласно эскизу.
S
35
60w
34 31
3
n
1x45w
36
S
G1/ 4-A
3
B13.157
B18
Перв. примен.
25
1x45w
+0.4
А (2:1)
33 R1.2*
-0.4
n
33
n
Взам.инв.№ Инв.№дубл. Подп. и дата
37
А
n
B10.8
10w
3
30
Переход 12 Точить резьбу, выдержав размер (35), согласно эскизу.
Инв.№подл. Подп. и дата
26
B13.157
3
n
S
3
S
1. Общие допуски по ГОСТ 30893.1-тк : H14, h14
2.* радиус делается инструментом
ВКР(ДП)-ТМ-(15.02.08)-23-20
№докум.
Разраб. Яматина
Пров.
Т.контр.
Утв.
Лит.
Подп.
Масса
1:1
Листов
Копировал
1
Формат A2
на операцию №20 Токарная ПУ Установ II
16.
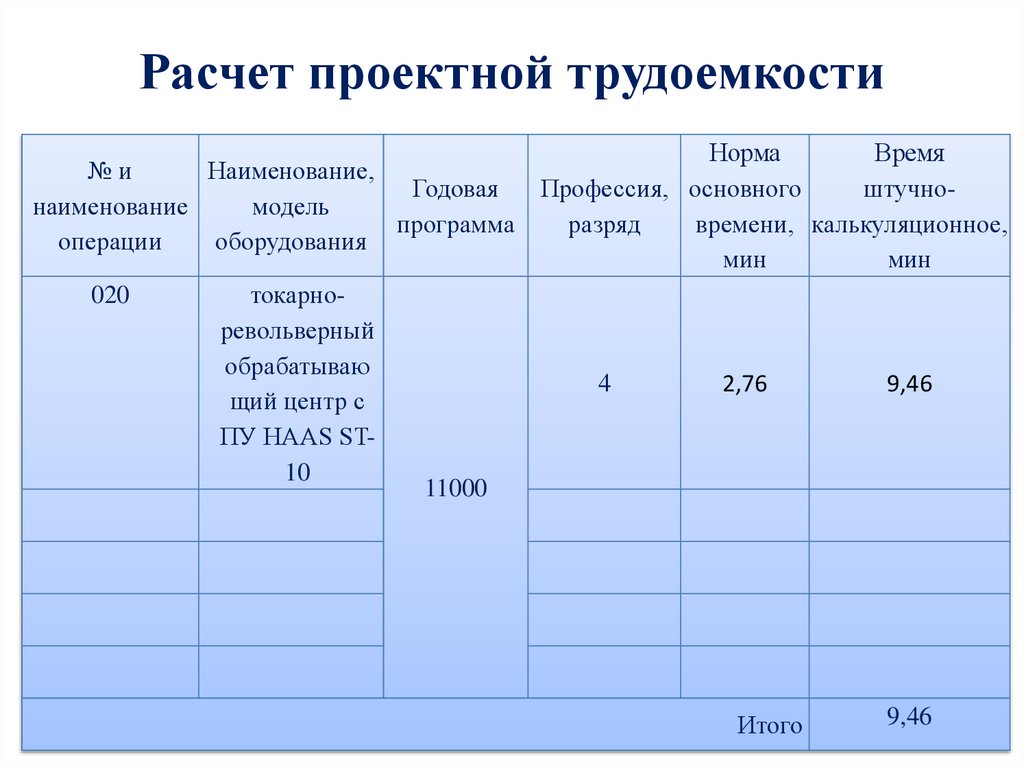
Расчет проектной трудоемкостиНорма
Время
№и
Наименование,
Годовая
Профессия, основного
штучнонаименование
модель
программа
разряд
времени, калькуляционное,
операции
оборудования
мин
мин
020
токарноревольверный
обрабатываю
2,76
9,46
4
щий центр с
ПУ HAAS ST10
11000
Итого
9,46
17.
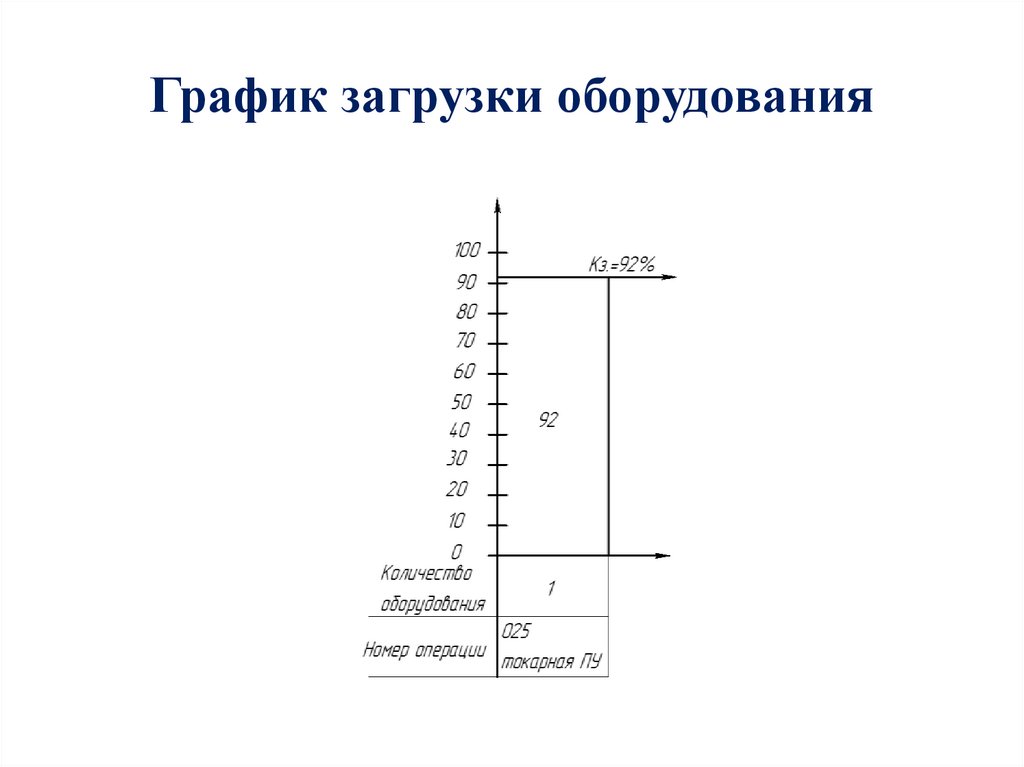
Расчет коэффициента загрузкиоборудования с догрузкой
Наименование
оборудования
tшт.,
час.
Sрасч.,
шт.
Sприн.,
шт.
Кз.о,
%
1
92
Кз.ср, %
Проектный вариант
Токарно-револьверный
обрабатывающий центр
Haas ST-10
0,15
0,92
92
18.
График загрузки оборудования19.
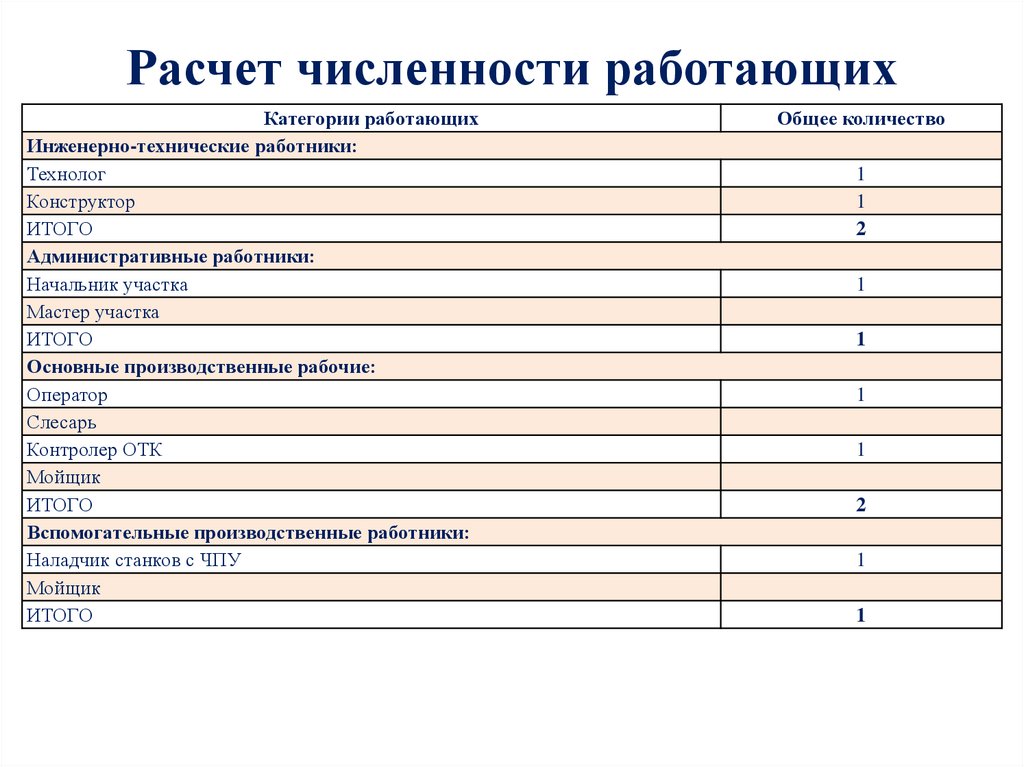
Расчет численности работающихКатегории работающих
Инженерно-технические работники:
Технолог
Конструктор
ИТОГО
Административные работники:
Начальник участка
Мастер участка
ИТОГО
Основные производственные рабочие:
Оператор
Слесарь
Контролер ОТК
Мойщик
ИТОГО
Вспомогательные производственные работники:
Наладчик станков с ЧПУ
Мойщик
ИТОГО
Общее количество
1
1
2
1
1
1
1
2
1
1
20.
План участка11100
1
2
5000
2108
1200
М.М.
1200
1079
К.П.
1079
805
500
10300
1600
1
1100
800
2921
3
5000
5000
4
5000
5
Чертеж участка
6
21.
Калькуляция себестоимости изделия22.
ЗаключениеВ ходе выполнения работы были сделаны следующие выводы:
1 Выбран наиболее экономичный способ получения заготовки.
2 Разработан технологический процесс на изготовление данной детали.
3 Выполнен расчет режимов резания, техническое нормирование,
прочих технологических параметров.
4 Расчет технико-экономических показателей.
Результат:
1 Себестоимость на годовой выпуск детали составляет 2792906,66 руб.,
на единицу продукции 74,81 руб., что имеет большое значение для
эффективности производства.
2 Снижение трудоемкости годовой программы составляет 20 %.
3 Годовая экономия составила 698226,66 руб.
Данный участок рекомендован к производству.