















 industry
industrySimilar presentations:







")


Наноматериалы в технологиях механической обработки
1.
Национальная академия наук УкраиныИнститут сверхтвердых материалов им. В.Н. Бакуля
Новиков Н.В.,
академик НАН Украины, д.т.н., проф.
Клименко С.А., д.т.н., проф.
Бочечка А.А., д.т.н., с.н.с.
НАНОМАТЕРИАЛЫ В ТЕХНОЛОГИЯХ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
2.
ВЛИЯНИЕ МАТЕРИАЛА РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА И УСЛОВИЙОБРАБОТКИ НА ЭФФЕКТИВНОСТЬ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
!
Материал режущей части
Объемные физико-механические свойства
Стойкость инструмента
Поверхностные механические свойства
Химические свойства
Контактное
взаимодействие
в зоне резания
Состояние поверхностного
слоя изделия
Условия термобарического нагружения
Конструкция инструмента
Затраты за жизненный
цикл изделия
Геометрические параметры инструмента
Режимы резания
Смазочно-охлаждающая технологическая среда
Производительность обработки
!
Себестоимость
обработки
3.
ОБЩИЕ ТРЕБОВАНИЯ К МАТЕРИАЛУ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕРТАВыход режущего инструмента из строя связан с его износом или
разрушением. При этом может наблюдаться как хрупкое, так и
пластическое разрушение инструмента.
Инструментальный материал должен обладать достаточным запасом
прочности и износостойкостью.
Качество инструментального материала определяется комплексом
физико-механических параметров:
- пределами прочности при растяжении, сжатии и изгибе;
- зависимостью твердости материала от температуры;
- температурной зависимостью предела выносливости материала;
- модулем упругости;
- коэффициентами Пуассона и линейного расширения;
- коэффициентами тепло- и температуропроводности.
К этому перечню следует добавить химический состав и химические
свойства инструментального материала.
4.
5.
НАНОМАТЕРИАЛЫ В ПРОЦЕССАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ- Композиты и покрытия для режущих инструментов
наноструктурные
нанокомпозитные
- пасты и суспензии для механической обработки
- смазочно-охлаждающие технологические среды
нанослойные
6.
ЛЕЗВИЙНЫЕ ИНСТРУМЕНТЫИНСТРУМЕНТАЛЬНЫЕ И БЫСТРОРЕЖУЩИЕ СТАЛИ
Объемно-наноструктурированные стали:
ТМО
дисперсионное
упрочнение
ИПД
Поверхностно-наноструктурированные стали:
Повышение стойкости отрезных фрез до 10-ти раз
7.
ТВЕРДЫЕ СПЛАВЫВК6
15 ГПа
13 МПа.м1/2
Точение
сталь
Х12М
56-58 HRC
ВолКар
23 ГПа
8 МПа.м1/2
Свойства твердых сплавов
(размер зерна: 1 – 0,8-1,3 мкм;
2 – 0,5-0,8 мкм; 3 – 0,2-0,5 мкм;
4 - ˂ 0,2 мкм) в зависимости от
содержания кобальта:
а – твердость; б – предел
прочности при изгибе
8.
РЕЖУЩАЯ КЕРАМИКАAэрозольный порошок. Рельеф на
поверхности - внутренние наночастицы
размером 16-25 нм
Структура керамічного композиту ZrO2-Y2O3CeO2 ( 500), отриманого при P = 250 МПа,
T = 1330 °C.
Керамический скальпель.
9.
ПОЛИКРИСТАЛЛИЧЕСКИЕ СВЕРХТВЕРДЫЕ МАТЕРИАЛЫнано-PCD
Структура поликристалла, спеченного из алмазного
нанопорошка статического синтеза АСМ 0,1/0+WC:
а - изображение на просвет; б - микрофрактограмма
нано-cBN
Модель структуры (высокопрочные частицы cBN
армируют керамическую матрицу на основе сBN)
(а); ультрадисперсная структура наполнителя
(справа) в пограничных областях с крупными
зернами матрицы (слева) (б)
10.
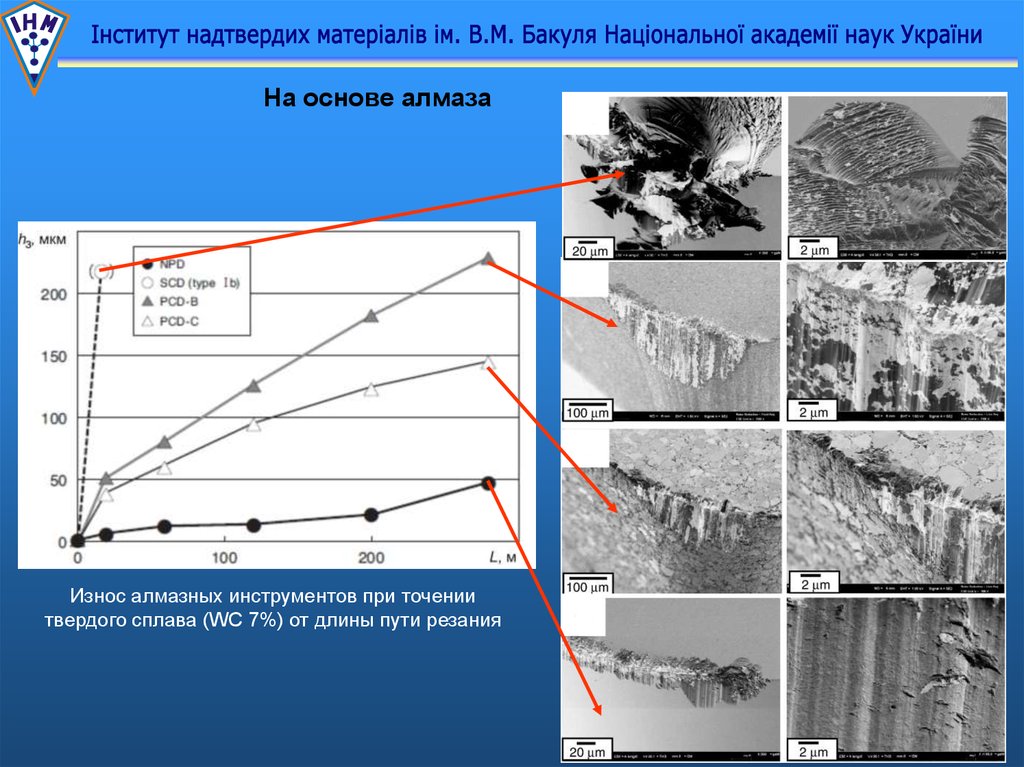
На основе алмазаИзнос алмазных инструментов при точении
твердого сплава (WC 7%) от длины пути резания
11.
CVDITE, монокристаллический алмаз, SYNDITEПластина из CVD-алмаза,
вырезанная лазером
1 – прерывистое резание
2 – черновая обработка
3 – получистовая обработка
4 – чистовая обработка
5 – обработка до особой
чистоты поверхности
12.
На основе КНБВлияние величины подачи на интенсивность
изнашивания инструмента, оснащенного ПСТМ
«гетеронит», при обработке плазменнонаплавленного покрытия ПГ-СР4 (57-60 HRC)
13.
ПОКРЫТИЕ НА РЕЖУЩЕМ ИНСТРУМЕНТЕИзнос инструмента из керамик ВОК-71 (а) и ВКК-Ti-Ti,Al)N(Ti,Cr,Al)N (б) при сухом продольном точении стали 50Г (58 HRC)
в с v = 348 м/мин; S = 0,15 мм/об; t = 0,5 мм
Точение стали ХВГ (60 HRC) резцом из ПСТМ
на основе cBN без покрытия (1) и с покрытием
cBN (аморф.) (2)
Фрезерование
стали
Х12ВФ
Нанопокрытие TiAlN на твердосплавном резце
14.
Алмазоподобное покрытиеМикроструктурное
покрытие
Силы резания
Износ инструмента
Наноструктурное
покрытие
Шероховатость обра
поверхности
15.
АБРАЗИВНЫЕ ИНСТРУМЕНТЫOH
CH2
CH
OH
CH CH2
CH2
CH
CH
CH2
CH
CH2
R
In
O
CH
CH2
H2C
CH2
H2C
R
OH
где, R1 =
R
CH2
CH
CH2
CH
CH
CH2
CH2
OH
CH
CH
CH
CH
CH2
OH
R
CH
O
n R1
OH
R
CH2
CH
R
OH
R
CH2
CH
CH2
OH
R
CH2
CH2
CH
CH2
Структура композитoв систем Cu+Sn+AC (a) и Cu+Cuн+Sn+AC (б).
Масовое содержание Cuн 5 %
Показатели изнашивания инструментальных композитов
системы Cu+Cuн+Sn+Snн+Co+AC
Инструментальный
композит с СТМ
Скорость
изнашивания,
мм3/час
Твердость
HRB100
Коэфициент
изнашивания
Cu + Sn
0,72
90
1,00
Cu+Sn+Co
0,36
89
0,50
0,33
100
0,46
0,14
102
0,19
Cu+Cuн+Sn+
Snн(0,5%)+Co
Cu+Cuн+Sn+
Snн(2,0%)+Co
Работоспособность шлифовальных кругов 12R4
150x5x3x32 при обработке сплава ВК15
16.
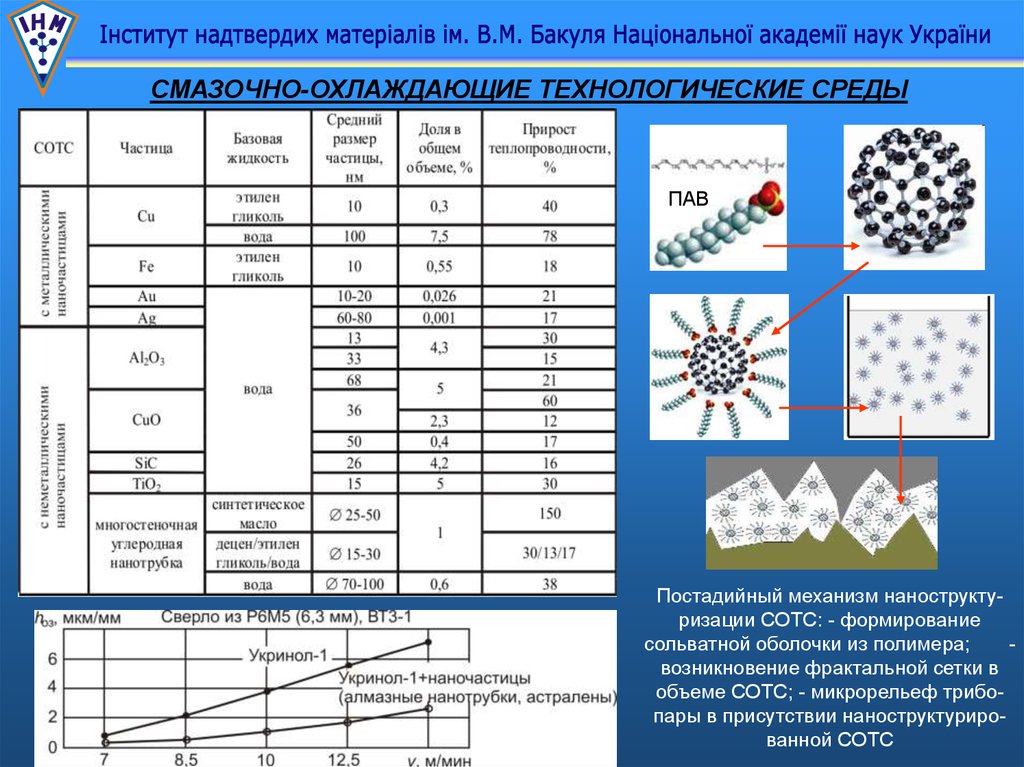
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ТЕХНОЛОГИЧЕСКИЕ СРЕДЫПАВ
Постадийный механизм наноструктуризации СОТС: - формирование
сольватной оболочки из полимера;
возникновение фрактальной сетки в
объеме СОТС; - микрорельеф трибопары в присутствии наноструктурированной СОТС
17.
Изменение характеристик материалов для режущих инструментов при уменьшенииразмера зерна в их структуре