





 industry
industrySimilar presentations:










«Разработка технологического процесса механической обработки детали типа «Конус»
1.
«Разработка технологического процессамеханической обработки детали типа
«Конус»
Выполнила: Стефура Ю.Ю.
Руководитель: к.т.н., доцент М.С. Аносов
Нижний Новгород 2020 г.
2.
1. Цель работы: овладеть навыками анализа и разработкитехнологических процессов механической обработки деталей
средней сложности. Научиться грамотно выбирать заготовку,
структуру операции, технологическое оборудование и
оснастку.
2. Задачи итоговой работы:
1) Выбрать заготовку
2) Определить тип производства
3) Провести анализ чертежа детали
4) Выбрать оборудование
5) Выбрать режущий инструмент
6) Выбрать измерительный и иной вид приспособлений
7) Оформить эскиз обработки
8) Иметь навыки 3D моделирования, написать программу на
токарную обработку
3.
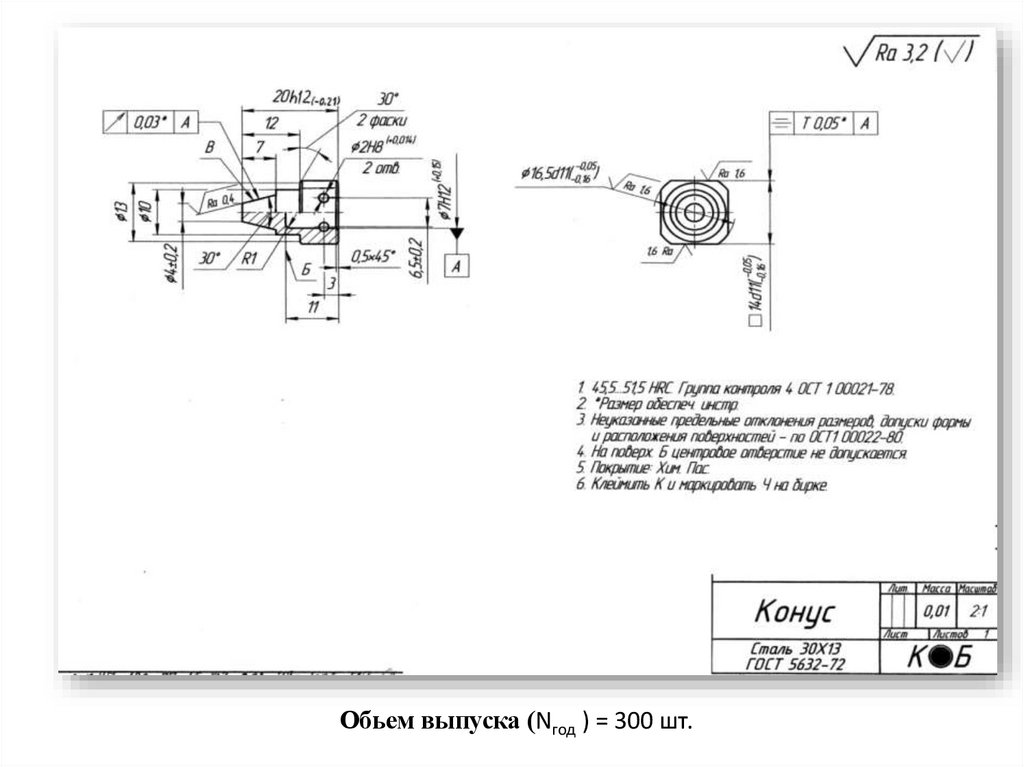
Обьем выпуска (Nгод ) = 300 шт.4.
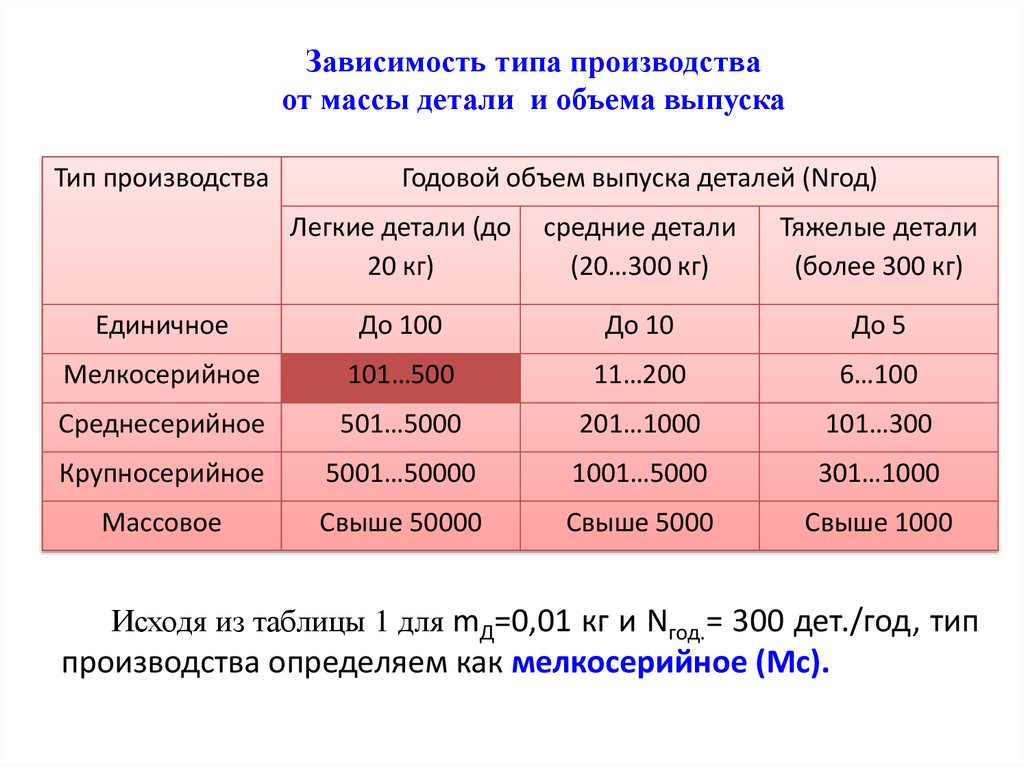
Зависимость типа производстваот массы детали и объема выпуска
Тип производства
Годовой объем выпуска деталей (Nгод)
Легкие детали (до
20 кг)
средние детали
(20…300 кг)
Тяжелые детали
(более 300 кг)
Единичное
До 100
До 10
До 5
Мелкосерийное
101…500
11…200
6…100
Среднесерийное
501…5000
201…1000
101…300
Крупносерийное
5001…50000
1001…5000
301…1000
Массовое
Свыше 50000
Свыше 5000
Свыше 1000
Исходя из таблицы 1 для mД=0,01 кг и Nгод.= 300 дет./год, тип
производства определяем как мелкосерийное (Мс).
5.
СЛУЖЕБНОЕ НАЗНАЧЕНИЕДетали типа «Конус», как правило, это элемент фрикционного устройства, передающий крутящий момент между
параллельными или расположенными под углом друг к другу
валами, - сборочная единица – тело вращения с
конусообразной образующей поверхностью.
На детали имеется одна точная поверхность.
Это говорит о том, что данная поверхность является
ответственной (основной).
6.
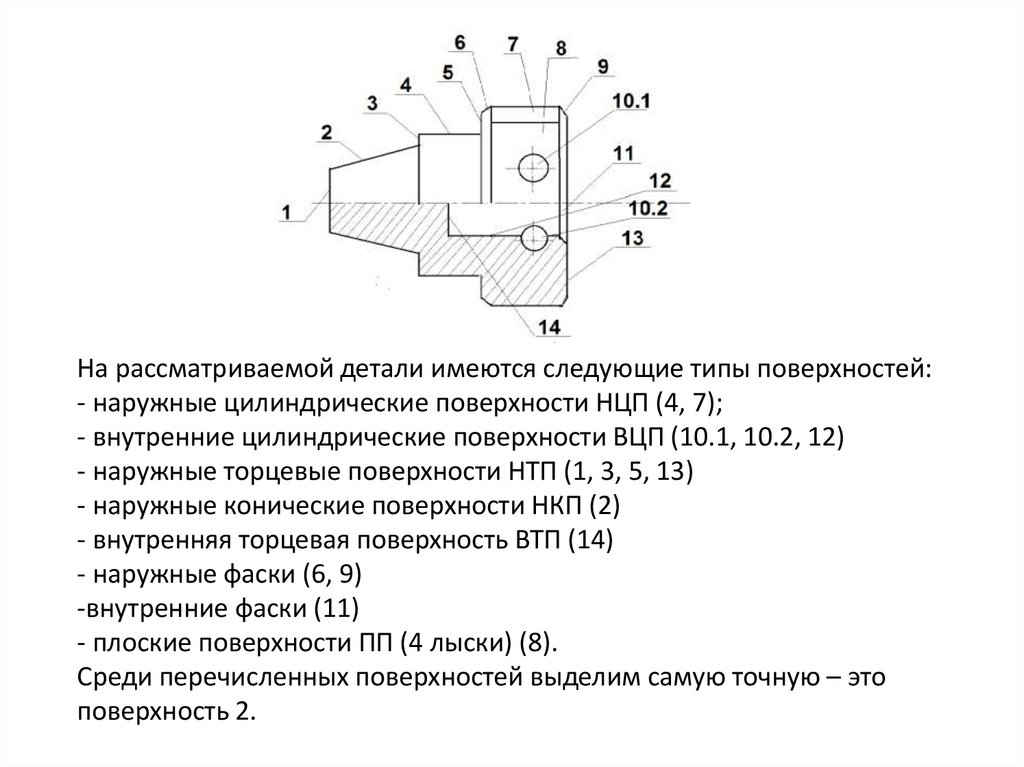
На рассматриваемой детали имеются следующие типы поверхностей:- наружные цилиндрические поверхности НЦП (4, 7);
- внутренние цилиндрические поверхности ВЦП (10.1, 10.2, 12)
- наружные торцевые поверхности НТП (1, 3, 5, 13)
- наружные конические поверхности НКП (2)
- внутренняя торцевая поверхность ВТП (14)
- наружные фаски (6, 9)
-внутренние фаски (11)
- плоские поверхности ПП (4 лыски) (8).
Среди перечисленных поверхностей выделим самую точную – это
поверхность 2.
7.
Анализируя чертёж детали можно сделать следующие выводы:• Все поверхности детали доступны для обработки.
• На поверхности 14 (Б) центровое отверстие не допускается, что усложняет
обработку внутренней торцевой поверхности.
• При сверление отверстий 10.1, 10.2 может возникнуть увод сверла, для
избегания этого необходимо первоначально предусмотреть центровочные
отверстия.
• Нет четкого разграничения поверхностей с разной точностью, при этом с
учетом технологии изготовления детали принимаем на соседних
поверхностях 2 и 3 одинаковую шероховатость, что повышает квалитет
поверхности 3 до IT=5.
• Все размеры указаны в соответствии с ГОСТ 2.307 и их общее количество на
чертеже достаточно для изготовления и контроля детали.
• Все требования к шероховатости поверхностей показаны на чертеже
согласно ЕСКД по ГОСТ 2.309. Шероховатость в правом углу чертежа
указывается, и часть поверхностей идет с данной шероховатостью .
• Все линейные размеры на чертеже указаны с использованием
номинального размера и отклонений, диаметральные с указанием точности
и со старыми обозначениями. В мелкосерийном производстве размеры
необходимо указывать, с указанием поля допуска, квалитета в смешанном
виде.
8.
Анализ технологичности детали:• Анализ показал, что в целом деталь технологична.
• - Все поверхности детали доступны для обработки.
• - При сверлении отверстий 10.1, 10.2 может возникнуть увод сверла, для
избегания этого необходимо первоначально предусмотреть центровочные
отверстия.
• - Нет четкого разграничения поверхностей с разной точностью, при этом с
учетом технологии изготовления детали принимаем на соседних
поверхностях 2 и 3 одинаковую шероховатость, что повышает квалитет
поверхности 3 до IT=5.
Количественная оценка технологичности:
Коэффициент точности обработки Кт = 0,921 > 0,8 – деталь технологична
по точности.
Коэффициент шероховатости Кш = 0,33 > 0,32 – деталь нетехнологична.
Коэффициент унификации Ку = 0,37 – деталь частично унифицирована.
Коэффициент стандартизации Кст = 1– деталь стандартизирована.
9.
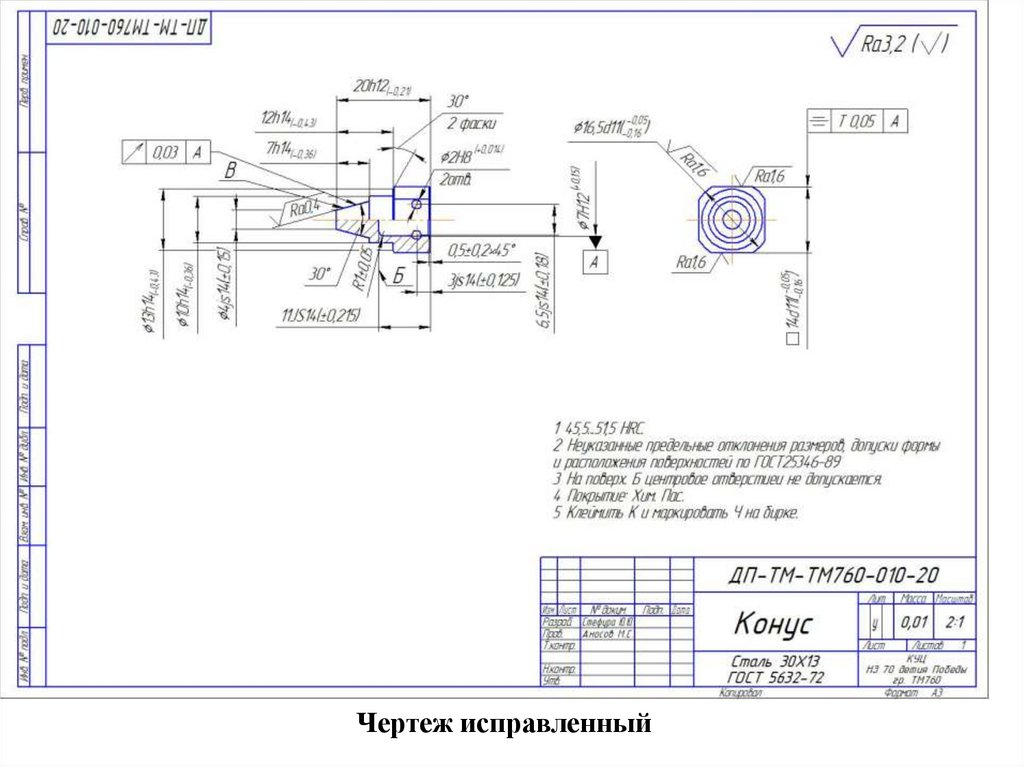
Чертеж исправленный10.
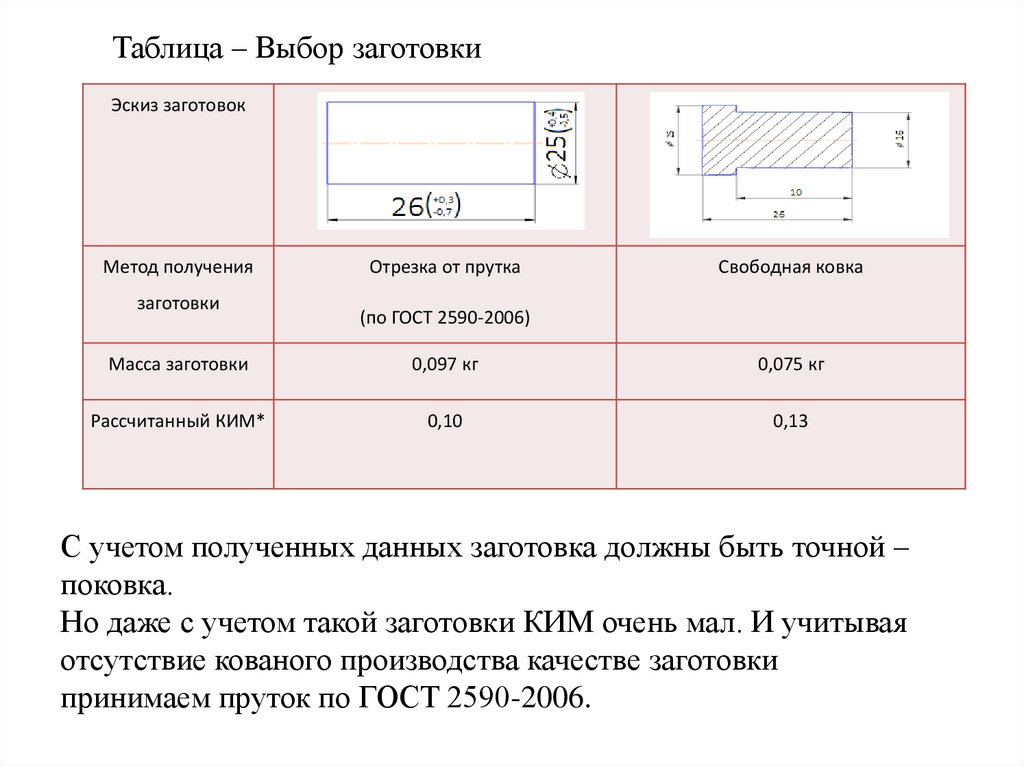
Таблица – Выбор заготовкиЭскиз заготовок
Метод получения
заготовки
Отрезка от прутка
Свободная ковка
(по ГОСТ 2590-2006)
Масса заготовки
0,097 кг
0,075 кг
Рассчитанный КИМ*
0,10
0,13
С учетом полученных данных заготовка должны быть точной –
поковка.
Но даже с учетом такой заготовки КИМ очень мал. И учитывая
отсутствие кованого производства качестве заготовки
принимаем пруток по ГОСТ 2590-2006.
11.
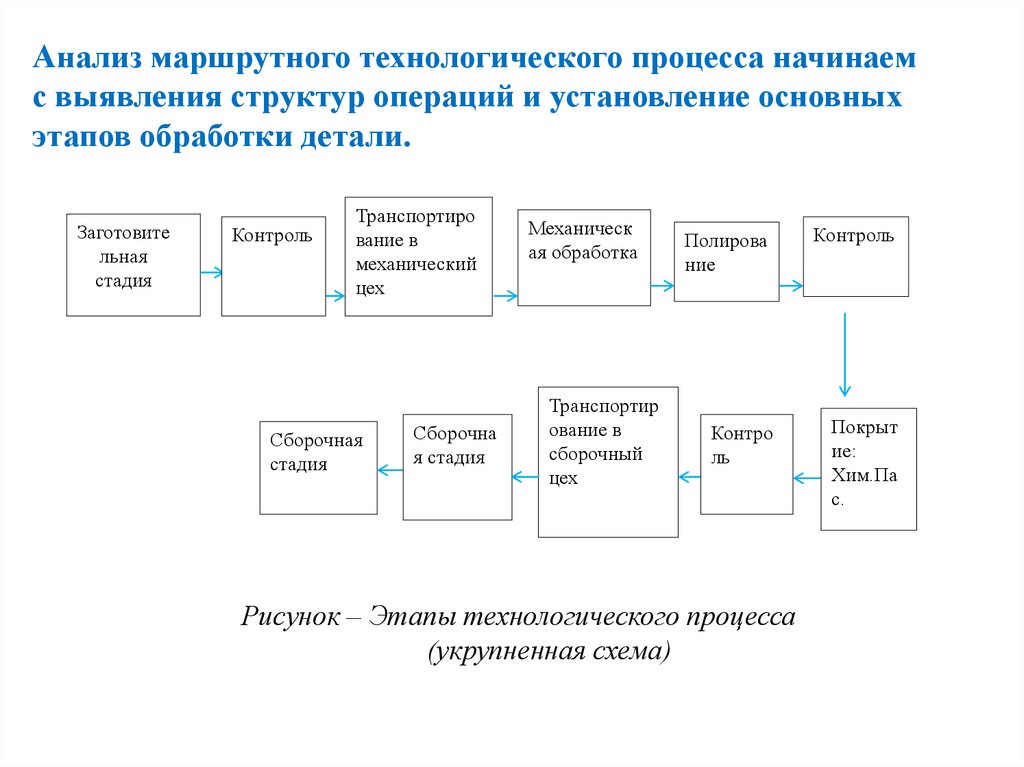
Анализ маршрутного технологического процесса начинаемс выявления структур операций и установление основных
этапов обработки детали.
Заготовите
льная
стадия
Контроль
Транспортиро
вание в
механический
цех
Сборочная
стадия
Сборочна
я стадия
Механическ
ая обработка
Транспортир
ование в
сборочный
цех
Полирова
ние
Контроль
Контро
ль
Покрыт
ие:
Хим.Па
с.
Рисунок – Этапы технологического процесса
(укрупненная схема)
12.
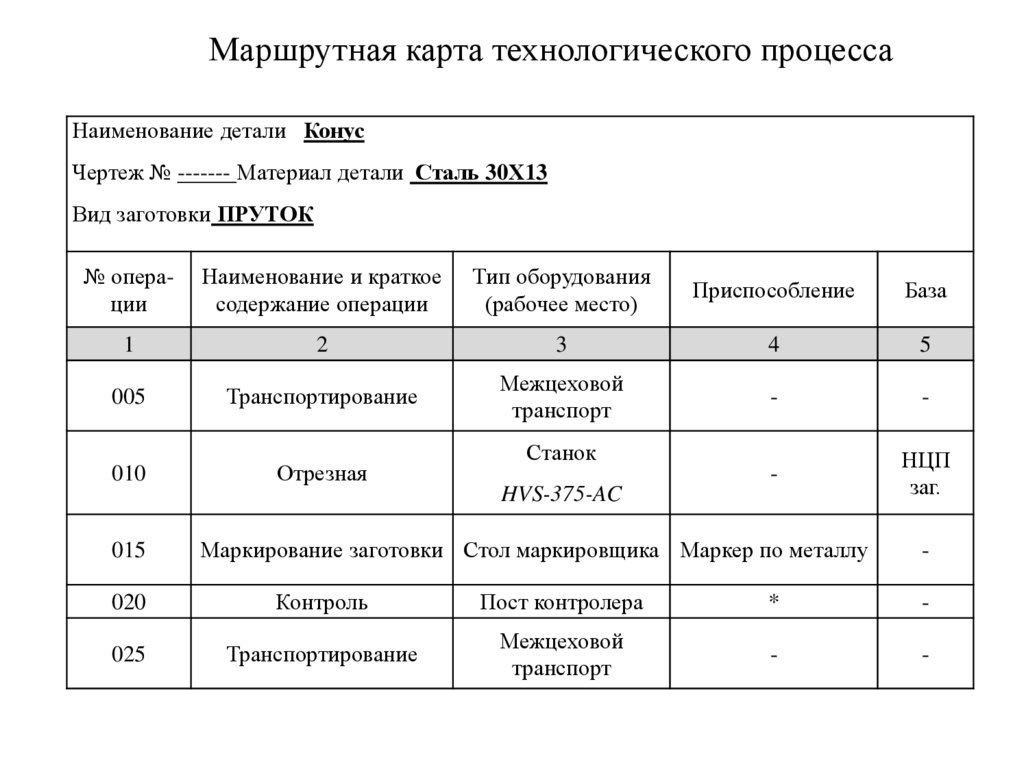
Маршрутная карта технологического процессаНаименование детали Конус
Чертеж № ------- Материал детали Сталь 30Х13
Вид заготовки ПРУТОК
№ операции
Наименование и краткое
содержание операции
Тип оборудования
(рабочее место)
Приспособление
База
1
2
3
4
5
005
Транспортирование
Межцеховой
транспорт
-
-
-
НЦП
заг.
010
Отрезная
Станок
HVS-375-AC
015
Маркирование заготовки Стол маркировщика Маркер по металлу
-
020
Контроль
Пост контролера
*
-
025
Транспортирование
Межцеховой
транспорт
-
-
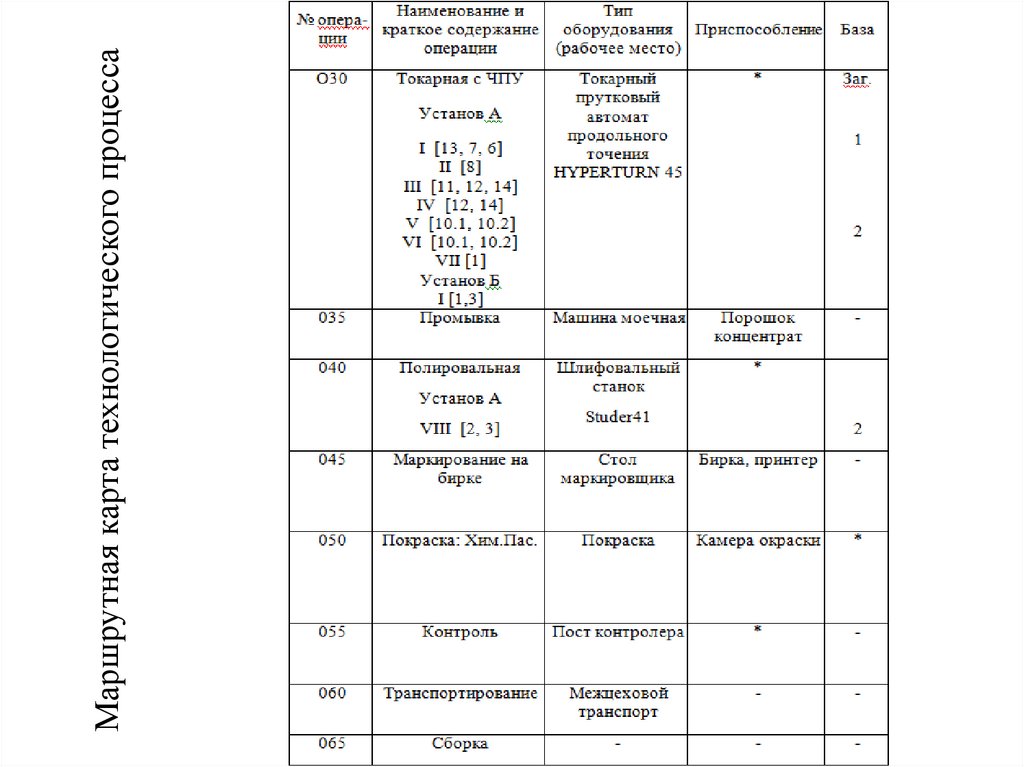
13.
Маршрутная карта технологического процесса14.
Технические характеристики станкаПараметр
Значение
Перемещение по осям X/Y/Z:
160 /(+40/-30) /510 mm
Максимальный диаметр прутка
45 мм
Максимальная частота вращения главного
7000 об/мин
шпинделя
Токарный автомат продольного
точения HYPERTURN 45
Максимальная мощность главного шпинделя
15 кВт
Максимальная
7000 об/мин
частота
вращения
контршпинделя
Максимальная мощность контршпинделя
15кВт
Количество револьверных головок
2
Количество позиций в револьверных головках
12 (все приводные и не
приводные)
Барфидер:
emco top load 8-42/3200
Тип крепления инструмента в револьверных
VDI25
головках
Максимальная частота вращения инструмента
в револьверной головке 1
6000 об/мин
15.
Этапы обработки поверхностей и их характеристики16.
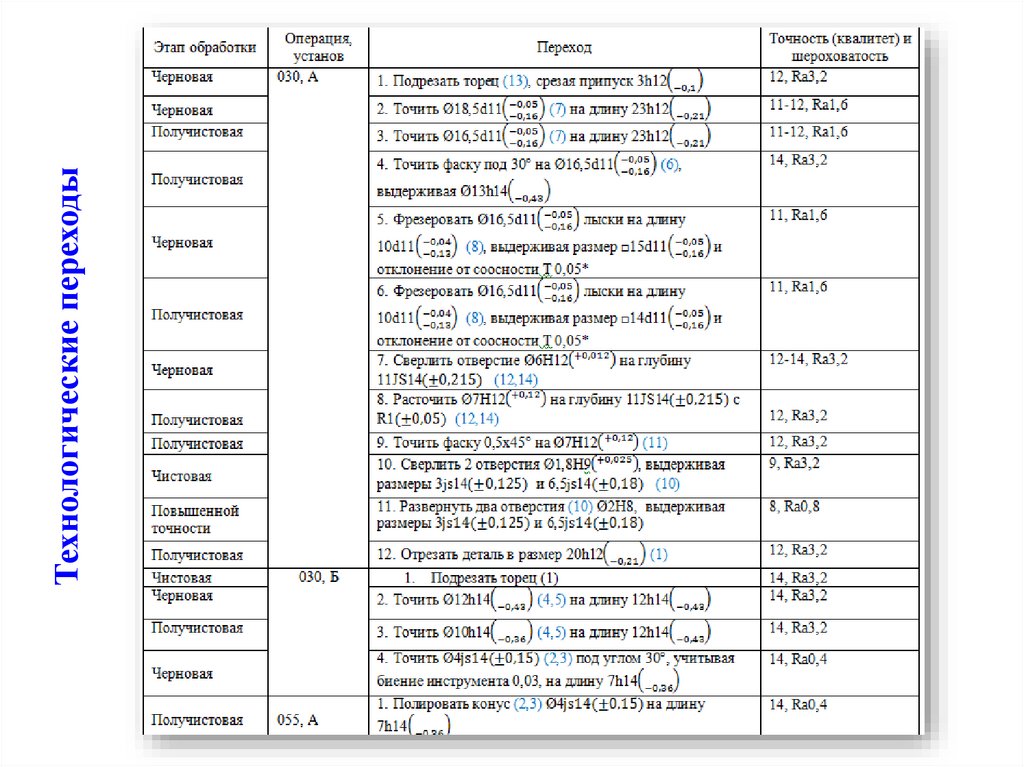
Технологические переходы17.
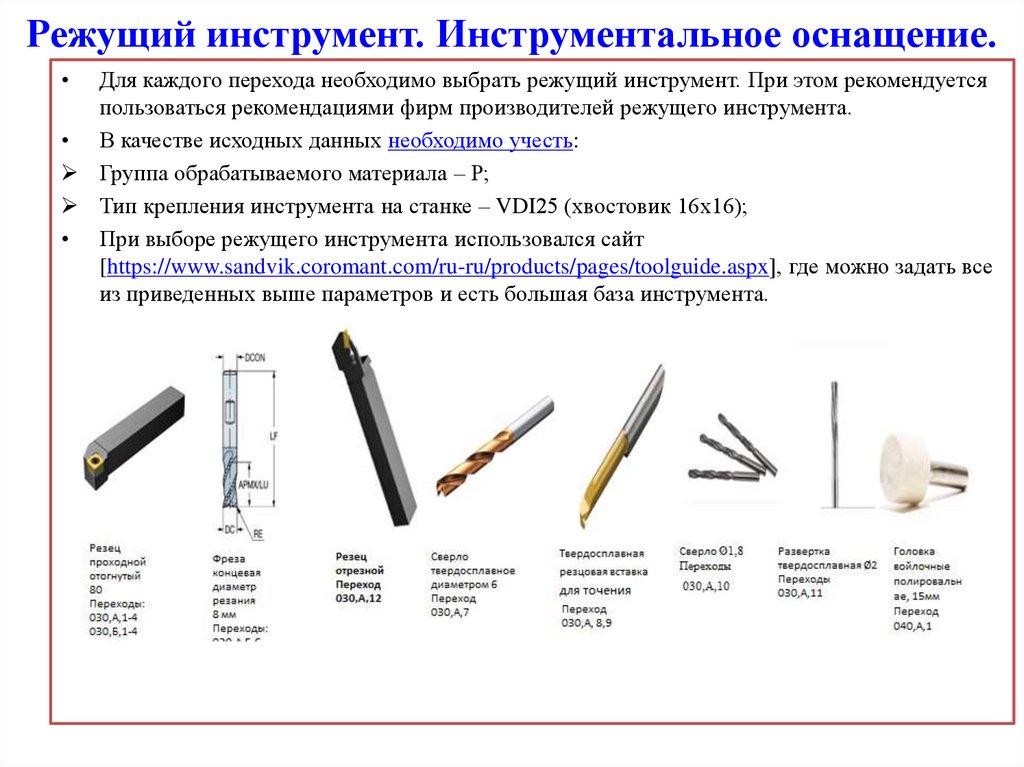
Режущий инструмент. Инструментальное оснащение.Для каждого перехода необходимо выбрать режущий инструмент. При этом рекомендуется
пользоваться рекомендациями фирм производителей режущего инструмента.
• В качестве исходных данных необходимо учесть:
Группа обрабатываемого материала – Р;
Тип крепления инструмента на станке – VDI25 (хвостовик 16х16);
• При выборе режущего инструмента использовался сайт
[https://www.sandvik.coromant.com/ru-ru/products/pages/toolguide.aspx], где можно задать все
из приведенных выше параметров и есть большая база инструмента.
18.
Режущий инструмент. Инструментальное оснащение.• С учетом выбранного режущего инструмента дополнительно
подбирается вспомогательный инструмент и формируется
инструментальная наладка на каждый переход.
• VDI - одна из наиболее распространенных систем крепления
инструмента для токарных обрабатывающих центров с приводным
инструментом, крепление осуществляется одним болтом, что
обеспечивает быстроту съема-установки.
• VDI блоки по сложности конструкции и целевому направлению
инструментов разделяются на Статические и Приводные. Второй тип
служит для расширения возможностей имеющегося оборудования и
выполнения операций вращающимся инструментом: фрезерования,
сверления, нарезания резьбы метчиком и т.п.
• Расположение гнезд в револьверной головке: диаметральное.
19.
Режущий инструмент. Инструментальное оснащение.а) Блок стационарный прямой для обработки на
переходах 1-4, 12 установа А; 1-4 установа Б.
б) Блок приводной угловой и цангу для
обработки на переходе 5-7,10, 11
в) Держатель расточных резцов Т1-25-32-085 и переходник
от цилиндрического хвостовика с лыской к CoroTurnⓇ XS
для обработки на переходах 8,9 – растачивание.
20.
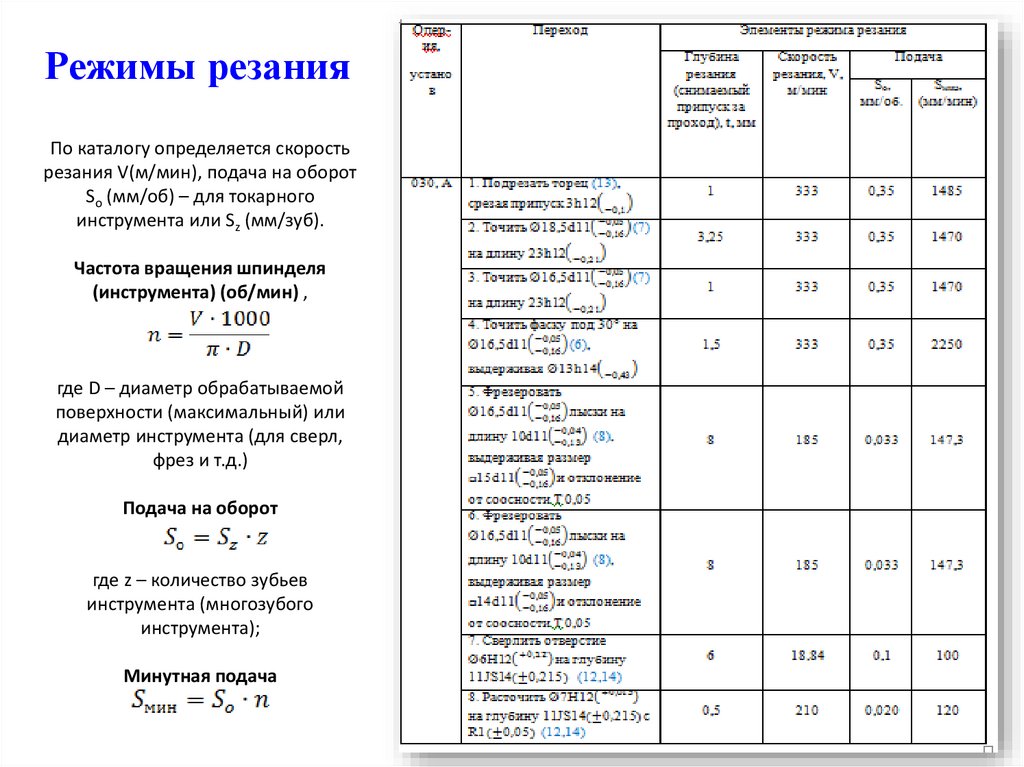
Режимы резанияПо каталогу определяется скорость
резания V(м/мин), подача на оборот
So (мм/об) – для токарного
инструмента или Sz (мм/зуб).
Частота вращения шпинделя
(инструмента) (об/мин) ,
где D – диаметр обрабатываемой
поверхности (максимальный) или
диаметр инструмента (для сверл,
фрез и т.д.)
Подача на оборот
где z – количество зубьев
инструмента (многозубого
инструмента);
Минутная подача
21.
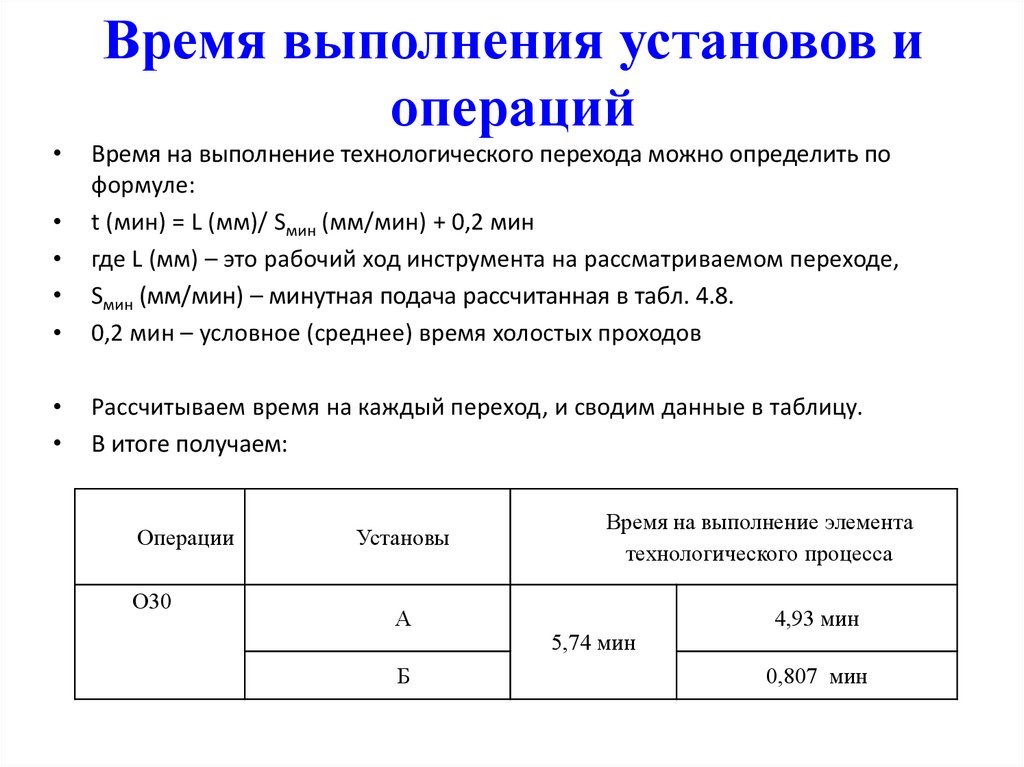
Время выполнения установов иопераций
Время на выполнение технологического перехода можно определить по
формуле:
t (мин) = L (мм)/ Sмин (мм/мин) + 0,2 мин
где L (мм) – это рабочий ход инструмента на рассматриваемом переходе,
Sмин (мм/мин) – минутная подача рассчитанная в табл. 4.8.
0,2 мин – условное (среднее) время холостых проходов
Рассчитываем время на каждый переход, и сводим данные в таблицу.
В итоге получаем:
Операции
О30
Установы
А
Б
Время на выполнение элемента
технологического процесса
5,74 мин
4,93 мин
0,807 мин
22.
Средства измерения23.
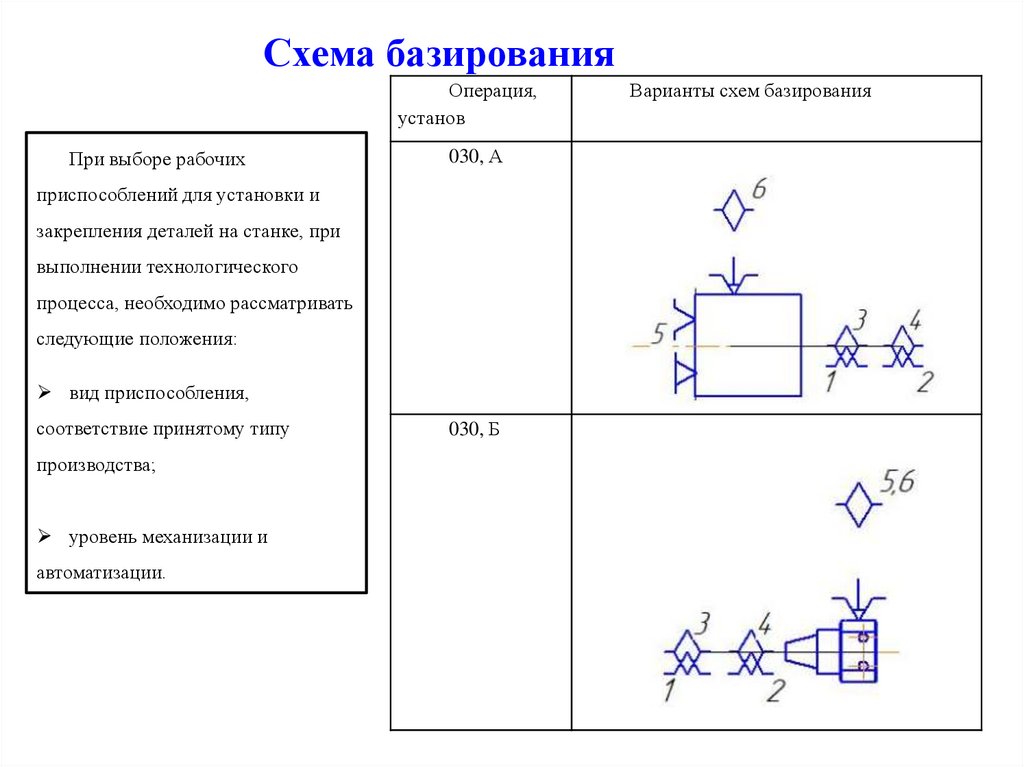
Схема базированияОперация,
установ
При выборе рабочих
030, А
приспособлений для установки и
закрепления деталей на станке, при
выполнении технологического
процесса, необходимо рассматривать
следующие положения:
вид приспособления,
соответствие принятому типу
производства;
уровень механизации и
автоматизации.
030, Б
Варианты схем базирования
24.
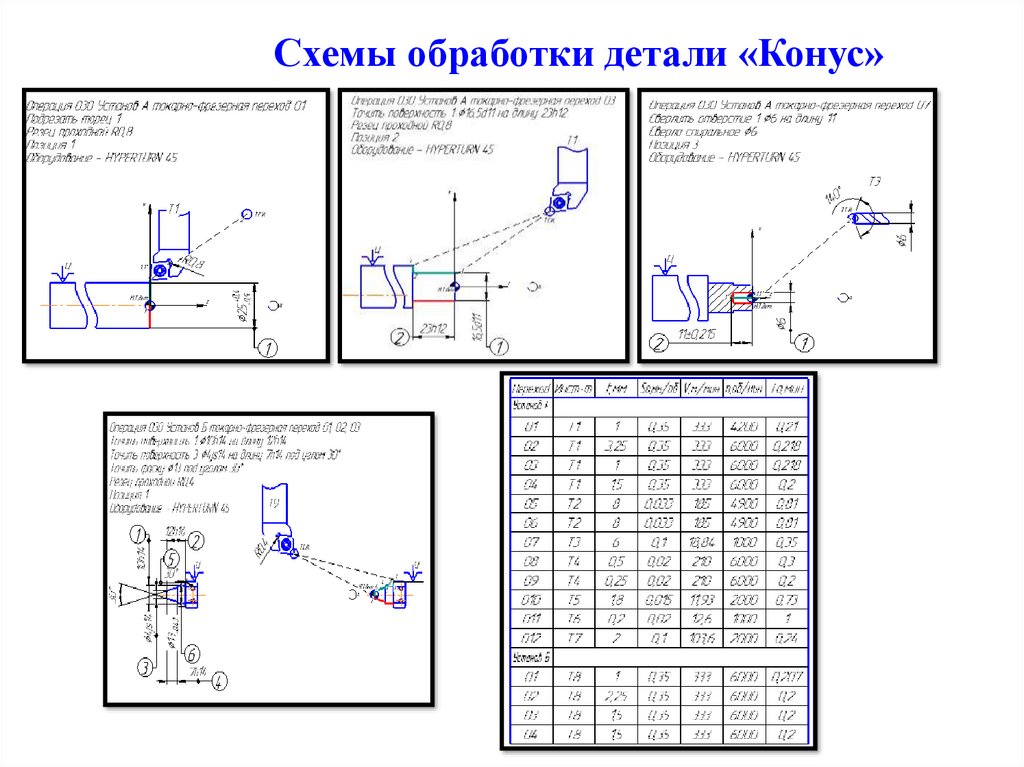
Схемы обработки детали «Конус»25.
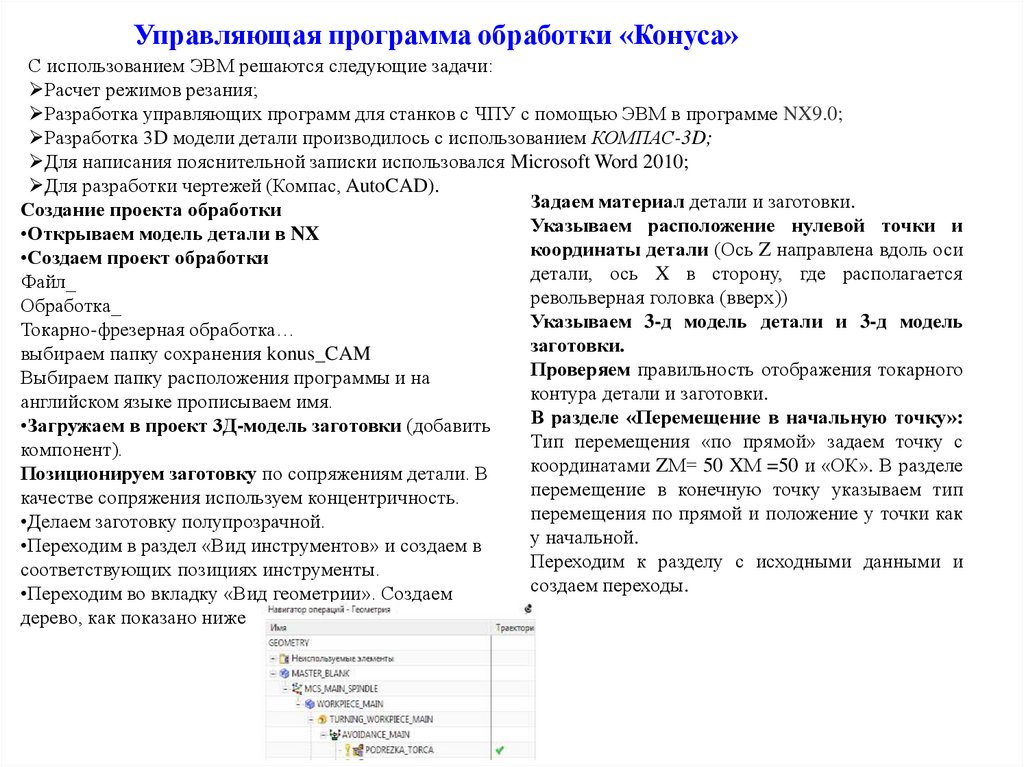
Управляющая программа обработки «Конуса»С использованием ЭВМ решаются следующие задачи:
Расчет режимов резания;
Разработка управляющих программ для станков с ЧПУ с помощью ЭВМ в программе NX9.0;
Разработка 3D модели детали производилось с использованием КОМПАС-3D;
Для написания пояснительной записки использовался Microsoft Word 2010;
Для разработки чертежей (Компас, AutoCAD).
Задаем материал детали и заготовки.
Создание проекта обработки
Указываем расположение нулевой точки и
•Открываем модель детали в NX
координаты детали (Ось Z направлена вдоль оси
•Создаем проект обработки
детали, ось X в сторону, где располагается
Файл_
револьверная головка (вверх))
Обработка_
Указываем 3-д модель детали и 3-д модель
Токарно-фрезерная обработка…
заготовки.
выбираем папку сохранения konus_CAM
Проверяем правильность отображения токарного
Выбираем папку расположения программы и на
контура детали и заготовки.
английском языке прописываем имя.
В разделе «Перемещение в начальную точку»:
•Загружаем в проект 3Д-модель заготовки (добавить
Тип перемещения «по прямой» задаем точку с
компонент).
координатами ZМ= 50 XМ =50 и «ОК». В разделе
Позиционируем заготовку по сопряжениям детали. В
перемещение в конечную точку указываем тип
качестве сопряжения используем концентричность.
перемещения по прямой и положение у точки как
•Делаем заготовку полупрозрачной.
у начальной.
•Переходим в раздел «Вид инструментов» и создаем в
Переходим к разделу с исходными данными и
соответствующих позициях инструменты.
создаем переходы.
•Переходим во вкладку «Вид геометрии». Создаем
дерево, как показано ниже
26.
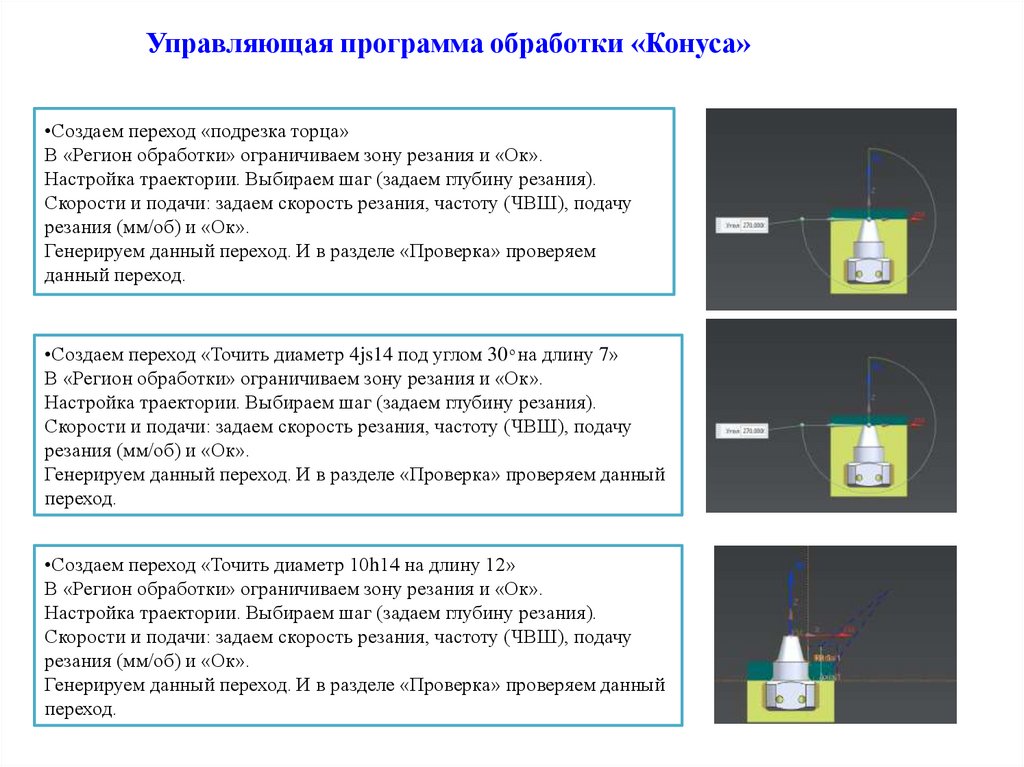
Управляющая программа обработки «Конуса»•Создаем переход «подрезка торца»
В «Регион обработки» ограничиваем зону резания и «Ок».
Настройка траектории. Выбираем шаг (задаем глубину резания).
Скорости и подачи: задаем скорость резания, частоту (ЧВШ), подачу
резания (мм/об) и «Ок».
Генерируем данный переход. И в разделе «Проверка» проверяем
данный переход.
•Создаем переход «Точить диаметр 4js14 под углом 30 ͦ на длину 7»
В «Регион обработки» ограничиваем зону резания и «Ок».
Настройка траектории. Выбираем шаг (задаем глубину резания).
Скорости и подачи: задаем скорость резания, частоту (ЧВШ), подачу
резания (мм/об) и «Ок».
Генерируем данный переход. И в разделе «Проверка» проверяем данный
переход.
•Создаем переход «Точить диаметр 10h14 на длину 12»
В «Регион обработки» ограничиваем зону резания и «Ок».
Настройка траектории. Выбираем шаг (задаем глубину резания).
Скорости и подачи: задаем скорость резания, частоту (ЧВШ), подачу
резания (мм/об) и «Ок».
Генерируем данный переход. И в разделе «Проверка» проверяем данный
переход.
27.
Безопасность технологической системыДля создания условий обеспечивающих безопасность работы
на станках необходимо:
огорождение вращающихся и движущихся частей
расположенных вне корпуса;
устройства, защищающие рабочего от пыли и стружки;
полностью исправленные предохранительные устройства,
ограничения хода,
предохранение от чрезмерных напряжений;
надежное закрепление инструмента и детали.
28.
Выводы:в целом деталь проста по конфигурации,
все поверхности детали доступны для обработки;
на поверхности 14 (Б) центровое отверстие не допускается,
что усложняет обработку внутренней торцевой поверхности;
при сверление отверстий 10.1, 10.2 может возникнуть увод
сверла, для избегания этого необходимо первоначально
предусмотреть центровочные отверстия;
нет четкого разграничения поверхностей с разной точностью,
при этом с учетом технологии изготовления детали принимаем
на соседних поверхностях 2 и 3 одинаковую шероховатость, что
повышает квалитет поверхности 3 до IT=5;
все размеры, указанные на чертеже, соответствуют рядам
предпочтительности.