





















 industry
industrySimilar presentations:










Технологический процесс механической обработки детали «Узел стыковочный»
1. Министерство образования Иркутской области Государственное бюджетное профессиональное образовательное учреждение Иркутской
МИНИСТЕРСТВО ОБРАЗОВАНИЯ ИРКУТСКОЙ ОБЛАСТИГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ИРКУТСКОЙ ОБЛАСТИ
«ИРКУТСКИЙ АВИАЦИОННЫЙ ТЕХНИКУМ»
ДП.15.02.16.25.22-1.08
Технологический процесс
механической обработки детали
«Узел стыковочный»
Выполнил студент 4 курса
группы ТМ-22-1
Зарипов Рустам Русланович
2. Расположение узла
Деталь «Узел стыковочный» расположен вконструкции узла закрылка самолета S-21U
Рисунок 1 – Положение узла в системе самолета
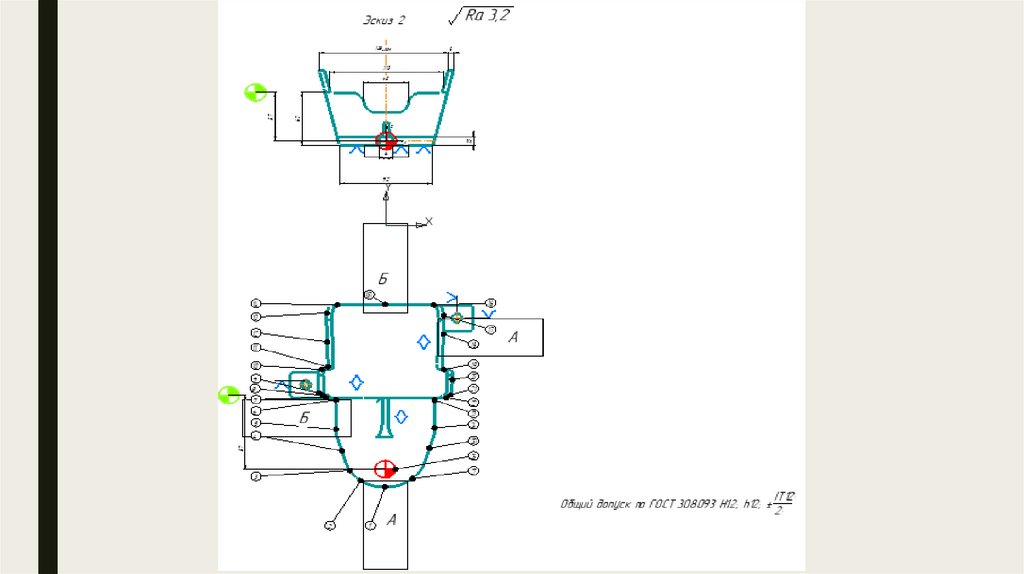
Рисунок 2 – Положение детали в узле
3. Описание детали
Предназначен для вертикального крепления.Длина – 214 мм, ширина – 133 мм, высота – 88 мм.
Масса детали – 1,26 кг
IT12
Общий квалитет точности детали H12, h12, ± 2 .
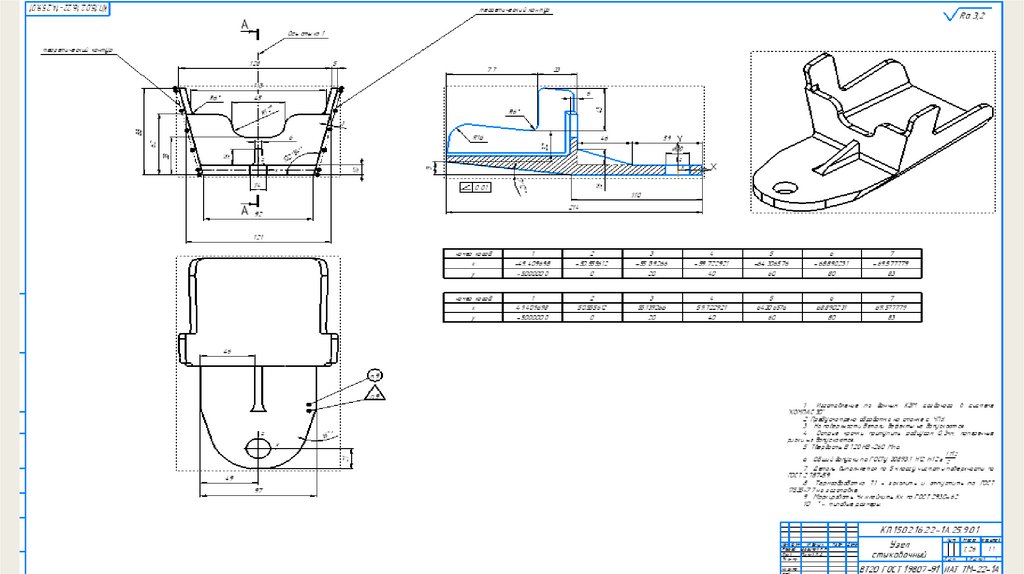
Рисунок 3 – Узел стыковочный
4.
5. Материал детали и его свойства
ВТ20 ГОСТ 19807-91 — высокопрочный жаропрочный деформируемый псевдоα-сплав титана, разработанный во Всероссийском научно-исследовательскоминституте Авиационных Материалов (ВИАМ).
В его основе алюминий, титан, цирконий, ванадий, молибден, остальное
используют в качестве легирующих элементов.
Таблица 1 - Химический состав в % материала ВТ20 ГОСТ 19807-91
Ti
Al
Zr
V
Fe
Si
C
N
O
H
Mo
84,938–
5,5–7%
1,5–2,5%
0,8–2,5%
до 0,3%
до 0,15%
до 0,1%
до 0,05%
до 0,15%
до 0,012%
0,5-2%
91,7%
6. Маршрут обработки детали
Первый этап – подготовка и обработкабазовых
поверхностей
и
отверстий,
операции с 005-020
1 005
0200
Второй этап - обработка заготовки на
станке с ЧПУ и её контроль, операции
025 - 035
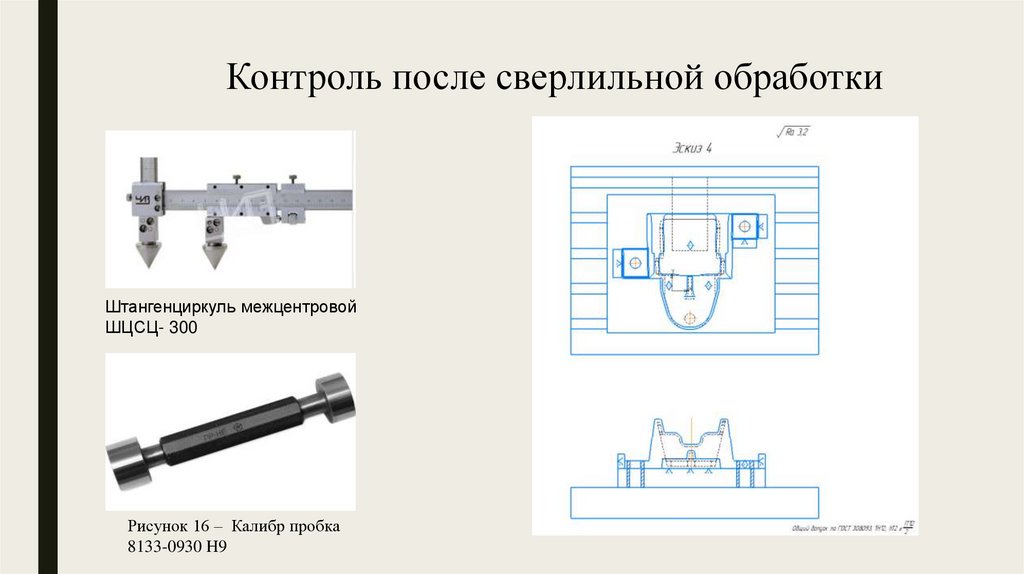
Контроль
4
2 010
3 015
4273
0108
Слесарная
4 020
0200
Контроль
5
4210
Радиально-сверлильная
6
7
030
035
0108
0200
4234
Фрезерная с ЧПУ
Универсально – фрезерная
5
6
025
025
Слесарная
Контроль
030
035
0108
0200
Слесарная
Контроль
Третий этап - окончательная доработка детали и её контроль,
операции 040- 080
7
040
0401
Транспортирование
8
045
0386
Контроль неразрушающими
проникающими веществами
9
050
020
Контроль
10
055
0401
Транспортирование
11
060
7141
Окисление химические
12
065
0200
Контроль
13
070
0401
Транспортирование
14
075
7310
Грунтование
15
080
0200
Контроль
16
085
0401
Транспортирование
17
090
0180
Маркирование
18
095
0200
Контроль
7. Определение типа производства
Таблица 2 – Определение типа производства по массе и объему годовой продукцииГодовой объём выпуска, шт.
Тип производства
Легкие,
Средние,
Тяжелые,
до 20 кг
До 300 кг
Свыше 300 кг
Единичное
До 100
До 10
1…5
Мелкосерийное
101…500
11…200
6…100
Среднесерийное
501…5000
201…1000
101…300
Крупносерийное
5001…50000
1001…5000
301…1000
Массовое
Свыше 50000
Свыше 5000
Свыше 1000
Согласно приведенной таблице, при заданной программе в год 1800 штук
и массе детали равной 1,26 кг, тип производства - Среднесерийное.
8. Обоснование типа производства
Тип производства согласно ГОСТ 3.1108-74 характеризуются коэффициентом закрепления операцийза одним рабочим местом или единицей оборудования.
Где: О – число всех различных операций;
Р – число рабочих мест, на которых выполняются данные
операции.
О
Кз.о. = Р ;
21
Кз.о. = = 2,1
10
Тип производства
Кз.о.
Массовое
1
Крупносерийное
Св. 1 до 10
Среднесерийное
От 10 до 20
Мелкосерийное
От 20 до 40
Единичное
Св. 40
т.к КЗО = 2,1 − крупносерийное производство.
9. Определение деталей в партии и периодичность ее запуска
Для определения оптимального размера операционной партии использую формулу:Где N - количество деталей в годовом объёме выпуска иделий, шт;
t - необходимый запас заготовок на складе (для деталей больших размеров t = 10) ;
ФД - число рабочих дней в году (ФД = 247 дней , в 2 смены при двух днях отдыха в