























 industry
industry drafting
draftingSimilar presentations:










Технологический процесс механической обработки детали «Узел навески 1»
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕХАНИЧЕСКОЙ ОБРАБОТКИ детали
Министерство образования Иркутской областиГосударственное бюджетное профессиональное образовательное учреждение
Иркутской области
«ИРКУТСКИЙ АВИАЦИОННЫЙ ТЕХНИКУМ»
ДП.15.02.15.25.21-1.13.10
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕХАНИЧЕСКОЙ
ОБРАБОТКИ ДЕТАЛИ
«УЗЕЛ НАВЕСКИ 1»
Студентка группы ТМ-21-1
Шишмарёва Д. С.
Дипломный руководитель
Каверзина Е. С.
2. Деталь «узел навески 1»
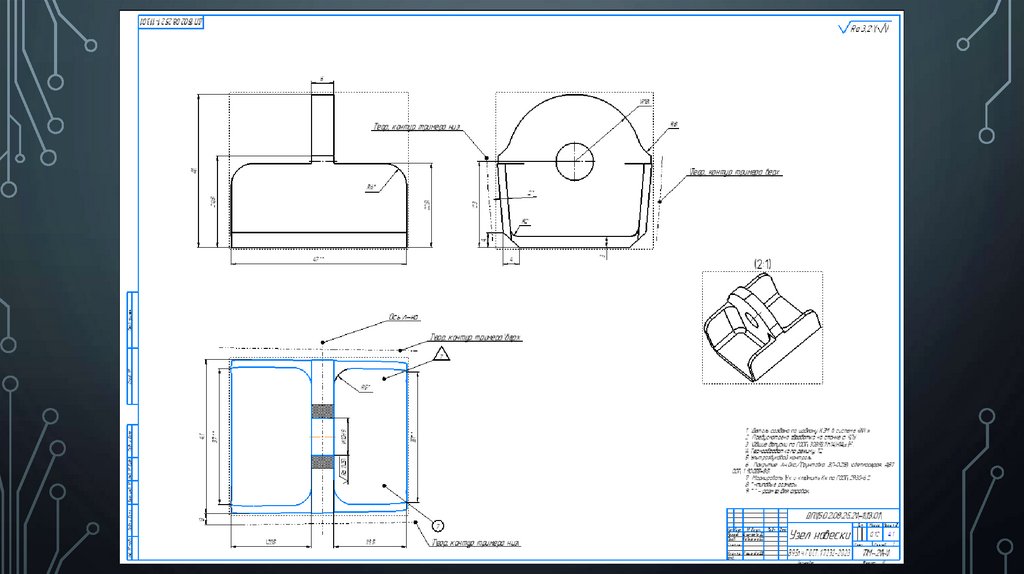
ДЕТАЛЬ «УЗЕЛ НАВЕСКИ 1»1. Деталь «Узел навески 1» является корпусной деталью не сложной формы, односторонняя,
симметричная, имеет средние габариты: длина – 47 мм, высота – 41 мм, ширина – 41.
2. К конструктивным особенностям детали относятся:
‾ Два открытых карманов сложной формы;
‾ Бобышка диаметром 36 мм, с отверстием диаметром 10 мм, на ширину 6;
‾ Общий квалитет точности детали h14, H14, ±14/2;
‾ Отверстие диаметром 10H9, с шероховатостью Ra 1,6;
‾ Общая шероховатость поверхностей Ra 3,2;
3. Материал детали В95пч ГОСТ 17232-2023, масса детали 0,12 кг.
Рисунок 1 – Узел навески
3.
4. Материал детали и его свойства
МАТЕРИАЛ ДЕТАЛИ И ЕГО СВОЙСТВАВ95пч ГОСТ 17232-2023 - это алюминиевый сплав, который
обладает высокой прочностью и жёсткостью при комнатной
температуре и при высоких температурах.
1. Твердость материала: HB 10 -1 = 105 Мпа.
2. В закаленном и искусственно состаренном
состоянии
Сплав широко используется
в производстве
алюминиевых профилей
различной формы и
размеров, включая
шестигранные, круглые и
прямоугольные профили.
(Т2)
(направление вырезки образцов — поперечное (П)):
3. Временное сопротивление (σВ) – от 500 до 560 Мпа.
4. Предел текучести (σ0,2) – от 420 до 500 МП.
5. Относительное удлинение (δ) – не менее 7,0 % (из-за образования
твёрдых кристаллических образований).
6. Обрабатываемость резанием: хорошая обработка резанием.
Таблица 1. Химический состав
Fe
Si
Mn
Ti
Al
Cu
Mg
0,15
0,25
0,05
0,1
92,1-90,5
0,05
7,2-7,8
Zn
0,1
5. Маршрут обработки детали
МАРШРУТ ОБРАБОТКИ ДЕТАЛИПервый этап – подготовка и обработка
базовых поверхностей и отверстий
операции с 005-020
Третий этап – окончательная
станке с ЧПУ и её контроль, операция с доработка детали и её контроль,
операция с 055-110
Второй этап – обработка заготовки на
025-050
• 005 Контрольная
• 025 Фрезерная с ЧПУ
• 010 Универсально - Фрезерная (подготовка
• 030 Слесарная
• базовых поверхностей)
• 035 Контрольная
• 015 Слесарная
• 040 Транспортирование
• 020 Контроль
• 045 Термическая обработка
• 050 Контроль
• 055 Транспортирование
• 060 Контроль неразрушающий
акустический (ультразвуковой)
• 065 Транспортирование
• 070 Окисление электрохимическое
• 075 Контроль
• 080 Транспортирование
• 085 Грунтование
• 090 Контроль
• 095 Транспортирование
• 100 Маркирование
• 105 Контроль
22 различных операций, 11 рабочих мест исполнения.
• 110 Упаковывание в бумагу
6. Определение типа производства
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВАТаблица 2 – Зависимость типа производства от годового объема выпуска деталей.
Масса детали – 0,12 кг.
Объем выпуска –1800 шт.
Предварительное определение типа производства – среднесерийное.
7. Обоснование типа производства
ОБОСНОВАНИЕ ТИПА ПРОИЗВОДСТВАДЛЯ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО РАЗМЕРА ОПЕРАЦИОННОЙ ПАРТИИ ИСПОЛЬЗУЕТСЯ ФОРМУЛА:
О
Кз.о. =
Р
Где:
О – число всех различных операций;
Р – число рабочих мест, на которых выполняются данные операции.
22
Кз.о. =
= 1,8
11
Таблица 3– Тип производства в зависимости о К.з.о
Так как Кз.о. = 1,8 − крупносерийное производство.
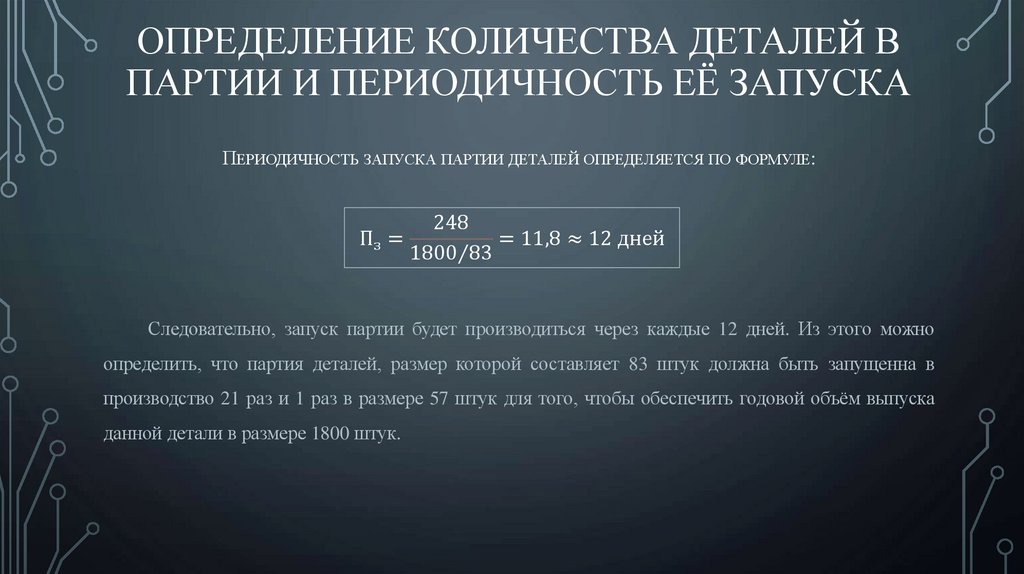
8. Определение количества деталей в партии и периодичность её запуска
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ ВПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА