



















 mechanics
mechanics industry
industrySimilar presentations:










Технологический процесс обработки детали заглушка
1. Министерство образования и науки РФ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «ОМСКИЙ ГОСУД
Министерство образования и науки РФФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«ОМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Машиностроение и материаловедение»
Выпускная квалификационная работа
на тему:
Разработка технологического процесса обработки
детали «заглушка»
Научный руководитель: доцент, к.т.н. Пантюхова К.Н.
Выполнила: студентка Каип А.А
Группа: МТМ-131
2. Цель выпускной квалификационной работы: Разработать технологический процесс обработки детали «Заглушка».
Задачи выпускной квалификационной работы :• Провести анализ детали;
• Выбрать материал для изготовления;
• Обосновать способ изготовления детали;
•Разработать карты термической и механической
обработки.
2
3. Эскиз детали заглушки
Техническиетребования к детали
• σв = 600 МПа
• ρ < 5600 кг/м3
• Твердость 2550HB
3
4. Анализ выбора материала
ПрочностьПлотность
700
10000
500
8000
ρ, кг/м3
600
σв, МПа
400
300
200
6000
4000
2000
100
0
0
В95
08Х18Н10Т
В95
08Х18Н10Т
4
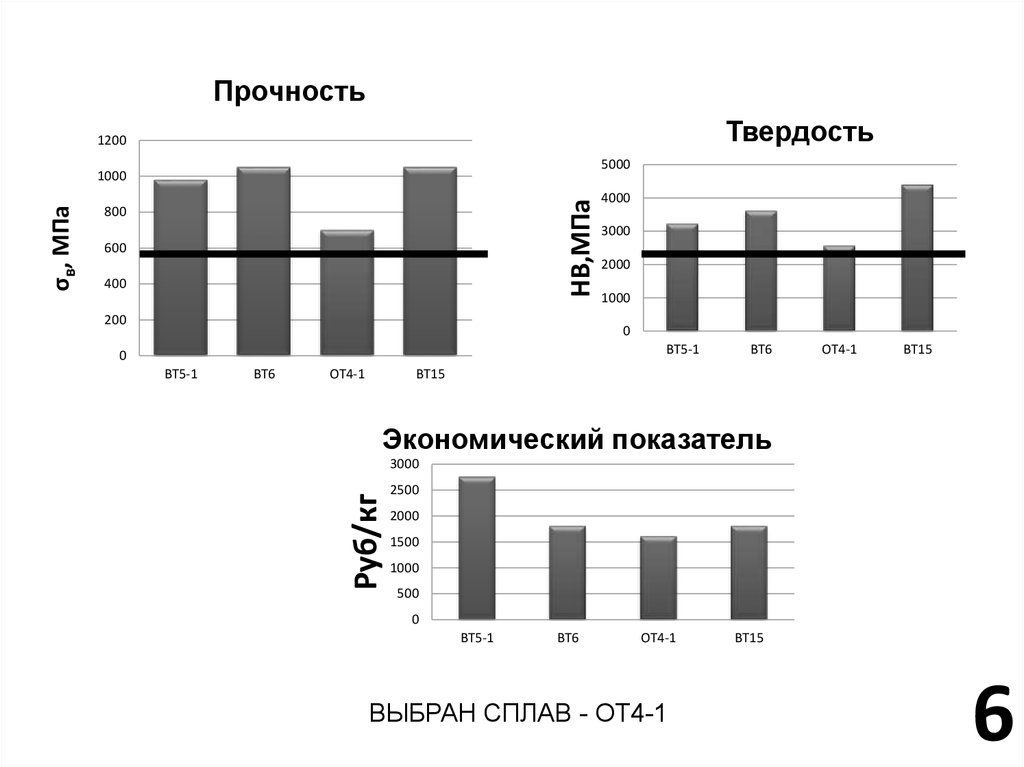
5. Выбор титанового сплава
56.
ПрочностьТвердость
1200
5000
HB,МПа
800
600
400
200
4000
3000
2000
1000
0
ВТ5-1
0
ВТ5-1
ВТ6
ОТ4-1
ВТ6
ОТ4-1
ВТ15
ВТ15
Экономический показатель
3000
Руб/кг
σв, МПа
1000
2500
2000
1500
1000
500
0
ВТ5-1
ВТ6
ОТ4-1
ВЫБРАН СПЛАВ - ОТ4-1
ВТ15
6
7. Входной контроль
Общий вид спектрометра7
8. Эскиз 3D модели детали заглушка
89. Определение типа производства
Типпроизводства
Годовой выпуск детали
Мелкие
(до 10 кг)
Единичное
До 100
Мелкосерийное
100-500
Среднесерийное 500-5000
Крупносерийное 5000-50000
Свыше
Массовое
50000
Средние
( св. 10 до
100 кг)
До 10
10-200
200-500
500-5000
Тяжелые
(св. 100 кг)
Свыше 5000
Свыше 1000
До 5
5-100
100-300
300-1000
9
10. Способ получения заготовки
ШтамповкаЛитье
10
11. Достоинства и недостатки
Достоинства ГОШМеньшая опасность разрушения;
Оборудование меньшей
мощности;
Устраняется необходимость
промежуточных отжигов;
Возможность образования
мелкозернистой структуры.
Недостатки
Трудность поддержания
постоянной высокой
температуры;
Низкое качество поверхности;
Затруднен точный контроль
размеров поковки;
Неоднородность структуры и
механических характеристик.
Достоинства ХОШ
• Повышение предела прочности и
предела пластичности металла.
• Повышение твердости металла, но
снижение его пластичности.
• Повышение качества поверхности и
допусков на размеры.
Недостатки
• Возникают остаточные напряжения,
не всегда благоприятные;
• Зеренная структура металла
искажается и фрагментируется;
•Легко подвергать обработке только
относительно небольшие изделия
11
12. Отрезка прутков проката
Диаметр355 мм
Мощность
2400 Вт
Посадочный диаметр,
мм
Max глубина пропила
под углом 90°
Плавный пуск
Угол поворота тисков
влево/вправо
Max число оборотов
на холостом ходу
Поддержание
оборотов под
нагрузкой
Вес
Габариты в упаковке
25.4
120 мм
Нет
45 гр.
4000 об/мин
Нет
14.5 кг
12
535x425x295 мм
13. График зависимости нагрузки от расстояния
1314. Выбор оборудования
Номинальное усилие, кН (т)Ход под номинальным
усилием, мм
Ход ползуна, мин-1
630 (63)
4
120
Наибольшее расстояние
между столом и ползуном в
его нижнем положении при
наибольшем ходе, мм
300
Расстояние от ползуна до
станины, мм
Величина регулировки
расстояния между столом и
ползуном, мм
400/700
Размеры стола , мм
580*860
Размер отверстий рабочего
стола, мм
220*260
Толщина подштамповой
плиты, мм
100
Размеры ползуна , мм
280*380
Размер отверстия ползуна
(диаметр x глубина), мм
Ф60*75
Расстояние между стойками
станины, мм
450
Мощность электродвигателя
Общий вид кривошипноштамповочного пресса
80
7,5
Габаритные размеры , мм
2220x1530x2650
Масса нетто/брутто, кг
6520/7320
14
15. Технологическая карта механической обработки
1516. Выбор станочного оборудования
Максимальный диаметрустанавливаемый над
станиной, мм
Максимальный диаметр
устанавливаемый над
суппортом, мм
Габариты
Токарно-винторезный станок с
ЧПУ АС16М20Ф3
Наибольший диаметр
обрабатываемой
заготовки над станиной
(мм)
Расстояние между
центрами
Скорость вращения
шпинделя
Диаметр отверстия в
шпинделе
Мощность шпинделя
(кВт)
Максимальный
крутящий момент
шпинделя, НМ
500
200
3700х2260х1650
320
1000
20-2500
55
11
1000
16
17. График режима термической обработки
1718. Вакуумная печь
1819. Контроль качества
Твердомер БринелльТШ-2
Разрывная машина
19
20. Карта термической обработки
2021. Вывод
• проведен анализ условий работы детали«заглушка»;
• назначен материал – ОТ4-1;
• способ получение заготовки - холодная объемная
штамповка;
• разработаны технологические карты
механической и термической обработки;
• назначены операции входного и выходного
контроля.
21