

























 б) Схема установки пластин для отливки биметаллических заготовок: а) и б)-двухслойные листы")

 б) Схема непрерывно отливки биметаллов: а)-трехслойных, б)-двухслойных, 1 и 2-кристаллизаторы, 3- основной, 4-плакирующий")













")





 плоская поверхность, б)-полузащищенный фланец, в)-защищищенный фланец (типа")









 industry
industrySimilar presentations:










Схема работы многовалковой листоправильной машины
1. Схема работы многовалковой листоправильной машины
2.
Конструкции щеток для очистки стальныхлистовых заготовок
3.
Схема работы гильотинных ножниц:а - с параллельными ножами; б - с наклонными ножами;
1-стол; 2-прижимы пневматические; 3-нижний нож 4-верхний нож;
5-подвижная траверса 6-заготовка;7-упор
4.
Дефекты при резкелистового проката
5.
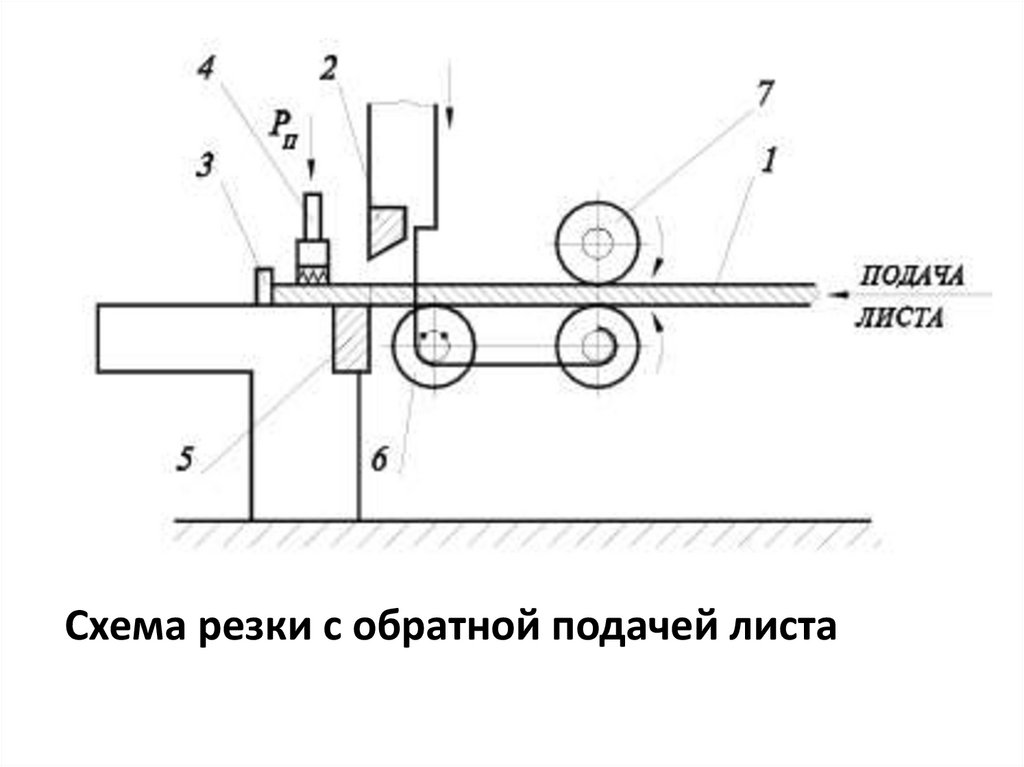
Схема резки с обратной подачей листа6.
а)б)
в)
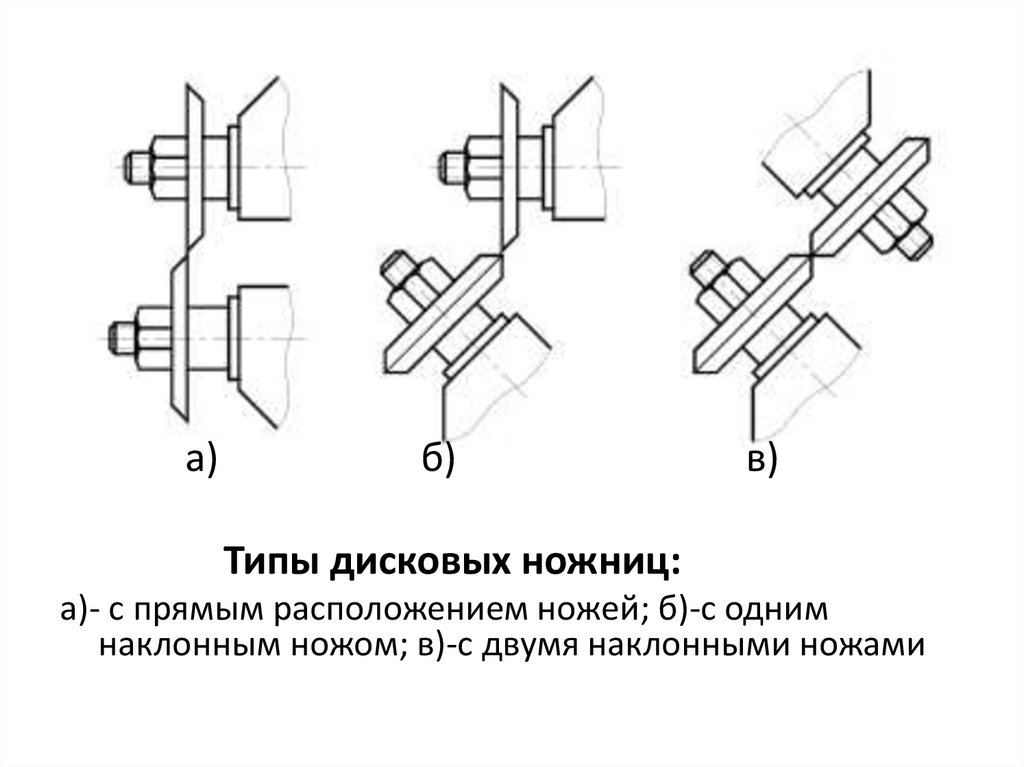
Типы дисковых ножниц:
а)- с прямым расположением ножей; б)-с одним
наклонным ножом; в)-с двумя наклонными ножами
7.
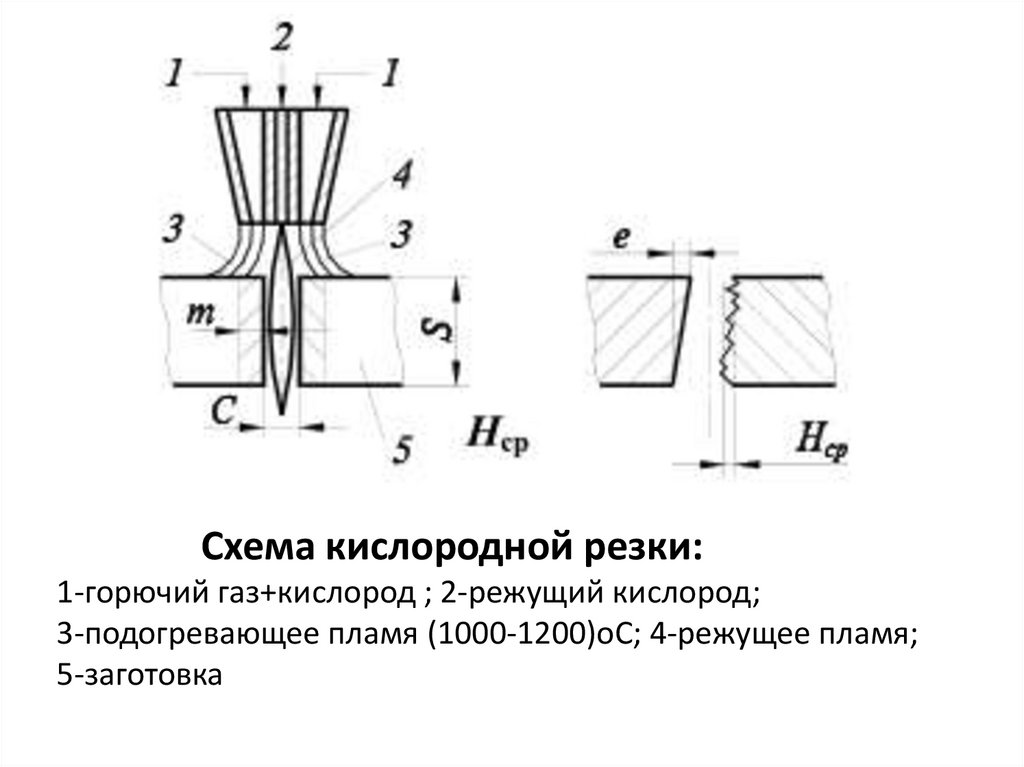
Схема кислородной резки:1-горючий газ+кислород ; 2-режущий кислород;
3-подогревающее пламя (1000-1200)оС; 4-режущее пламя;
5-заготовка
8.
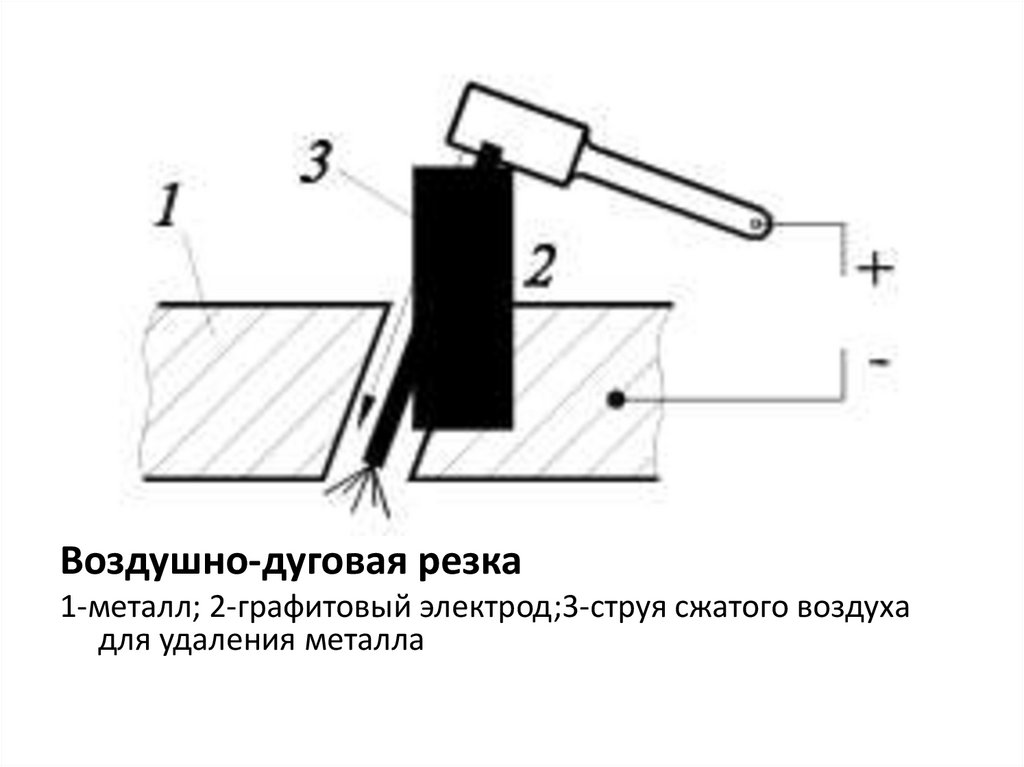
Воздушно-дуговая резка1-металл; 2-графитовый электрод;3-струя сжатого воздуха
для удаления металла
9.
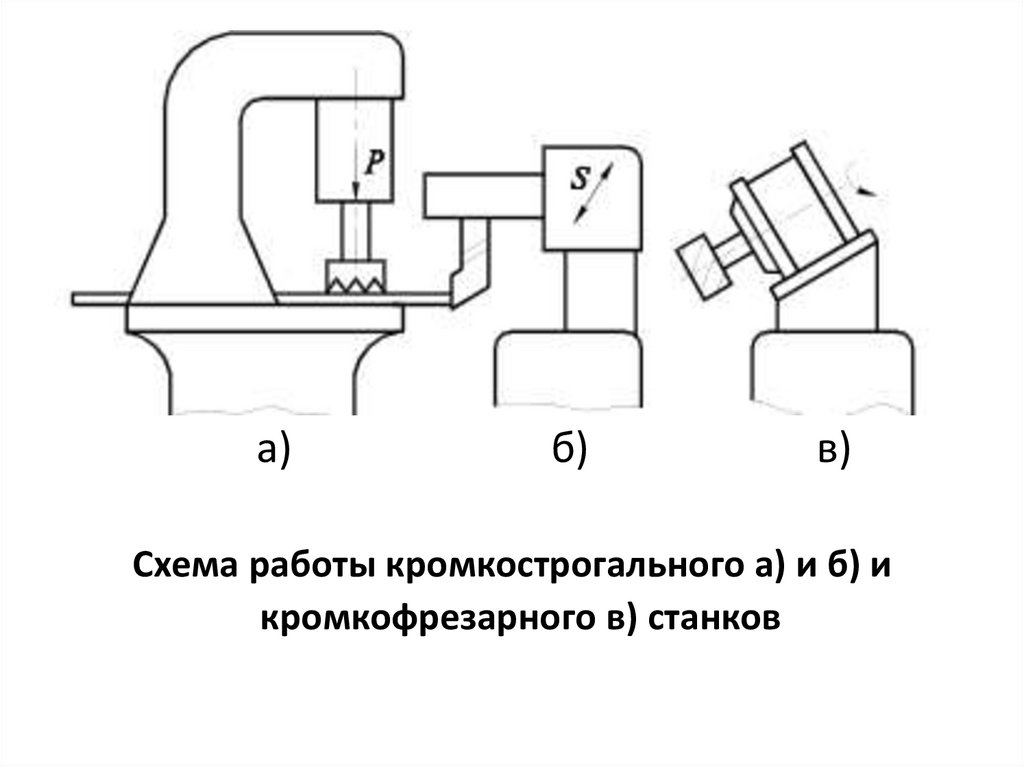
а)б)
в)
Схема работы кромкострогального а) и б) и
кромкофрезарного в) станков
10.
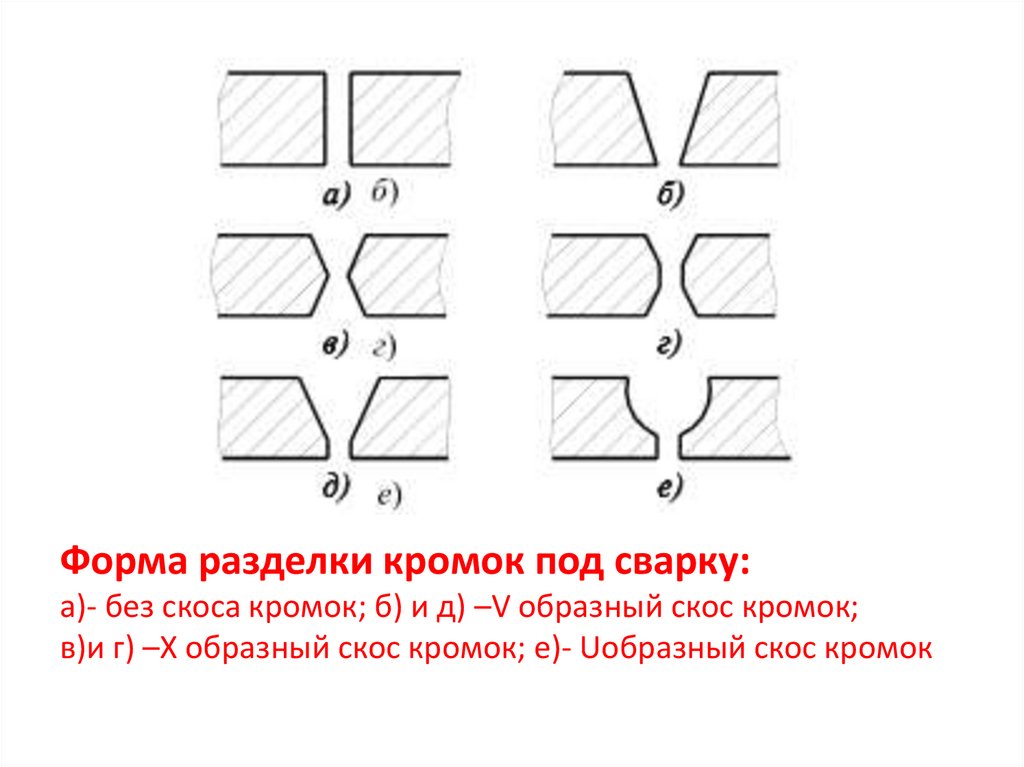
Форма разделки кромок под сварку:а)- без скоса кромок; б) и д) –V образный скос кромок;
в)и г) –X образный скос кромок; e)- Uобразный скос кромок
11.
12.
13.
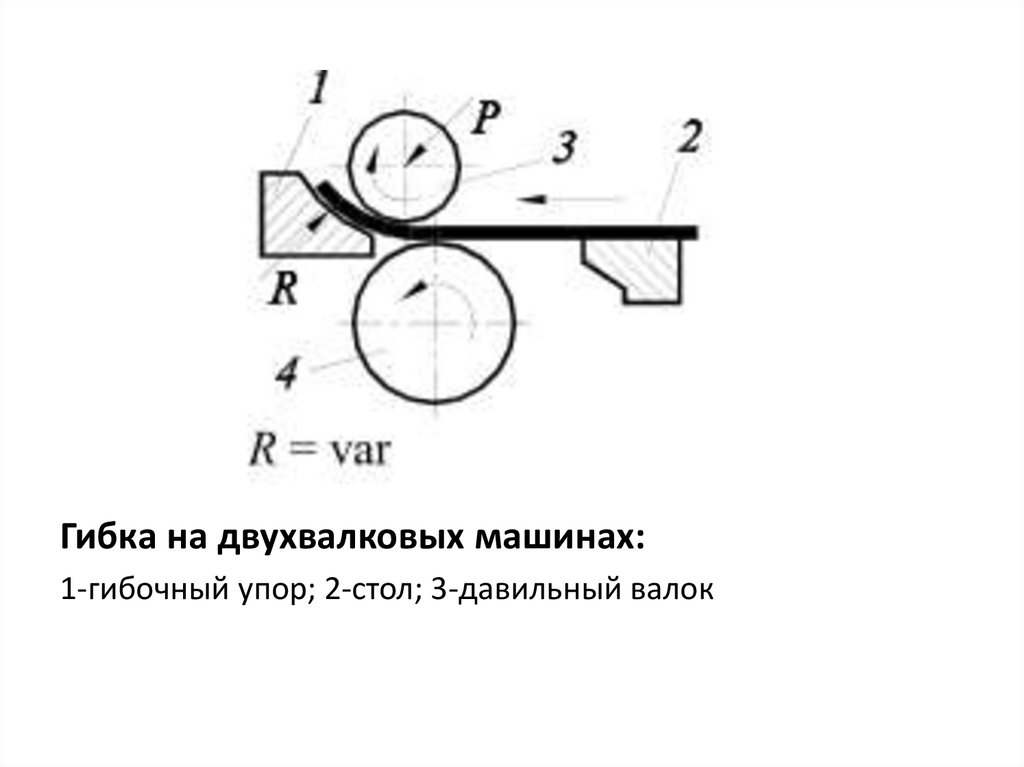
Гибка на двухвалковых машинах:1-гибочный упор; 2-стол; 3-давильный валок
14.
Вальцы с эластичным покрытием15.
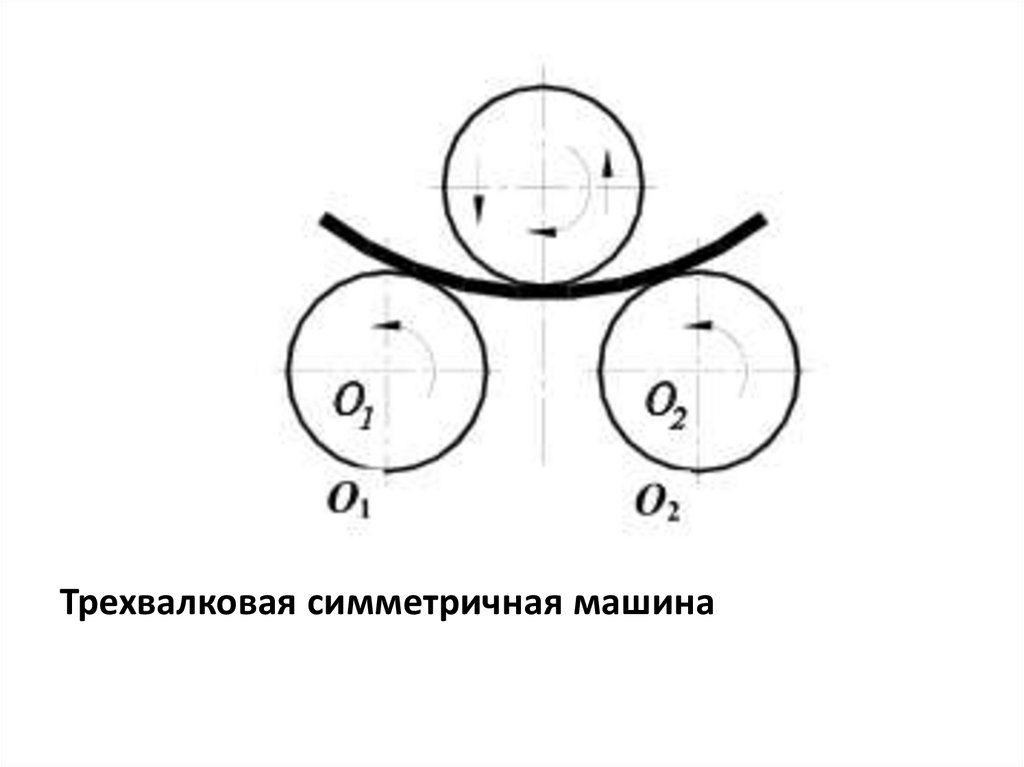
Трехвалковая симметричная машина16.
Гибка листа на машинах с ассиметричнымрасположением валков
17.
Четырехвалковая листогибочная машина18.
Гибочная машина с поворотной траверсой:1-нажимная траверса; 2-оправка; 3-заготовка; 4-стол;
5- поворотная траверса
19.
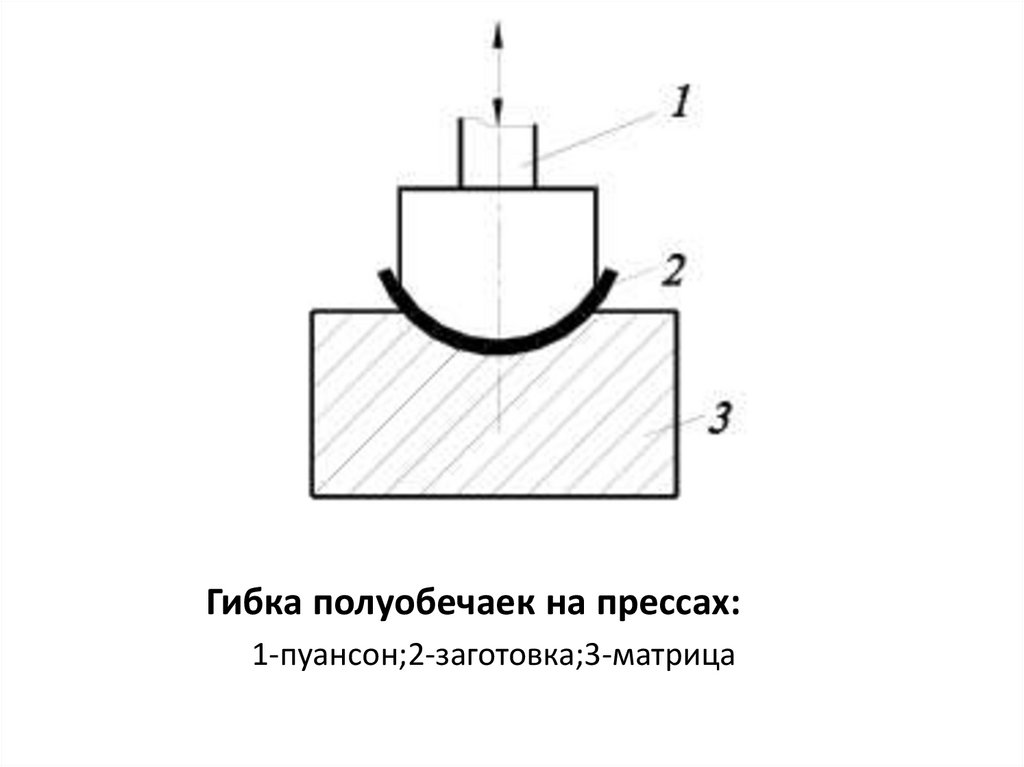
Гибка полуобечаек на прессах:1-пуансон;2-заготовка;3-матрица
20.
а)б)
в)
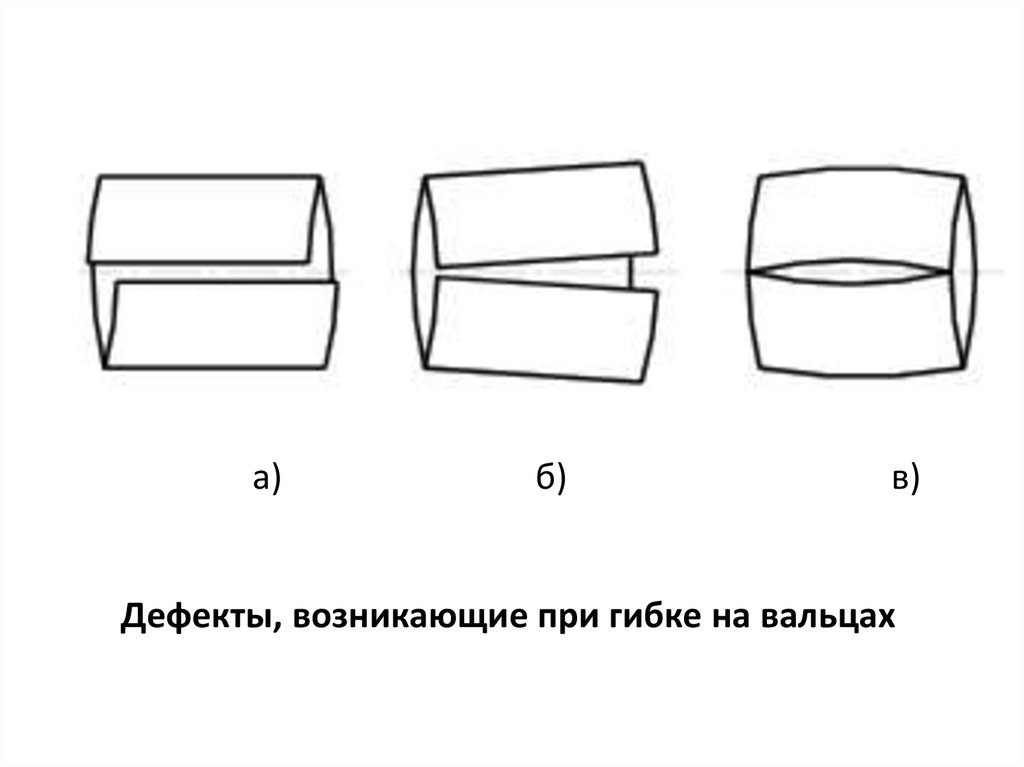
Дефекты, возникающие при гибке на вальцах
21.
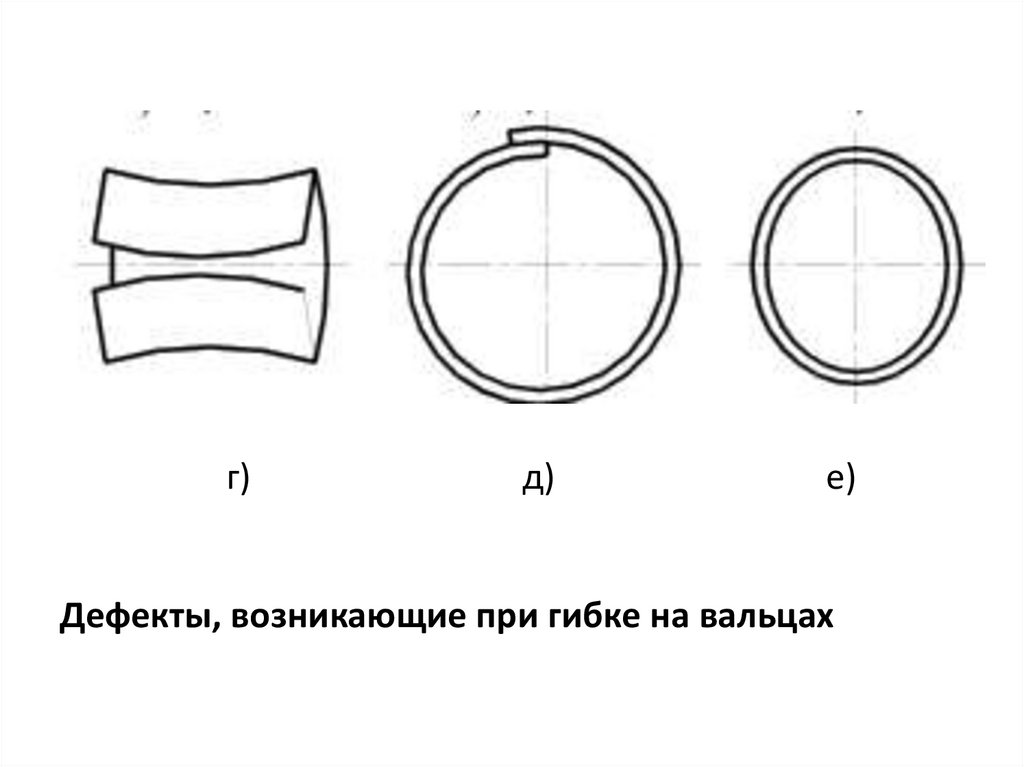
г)д)
е)
Дефекты, возникающие при гибке на вальцах
22.
Схема гибки конических обечаек на трехвалковыхмашинах
23.
Схема свертывания конических обечаек:1-заготовка; 2и5-опоры; 3и4-кромки заготовки
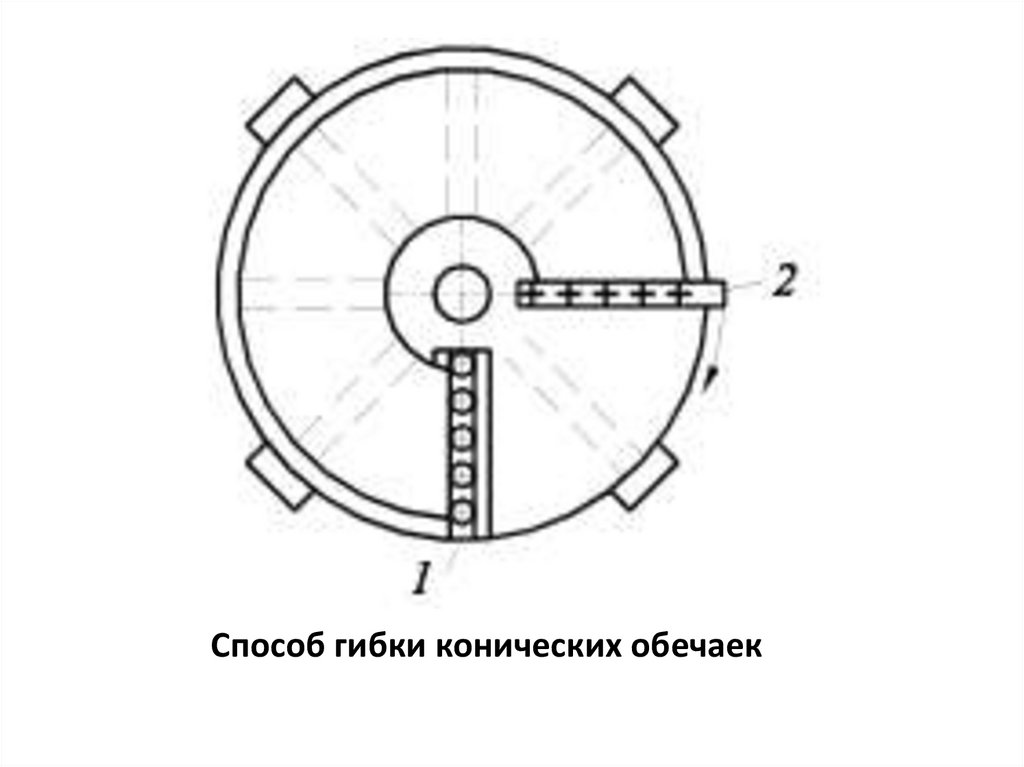
24.
Cпособ гибки конических обечаек25.
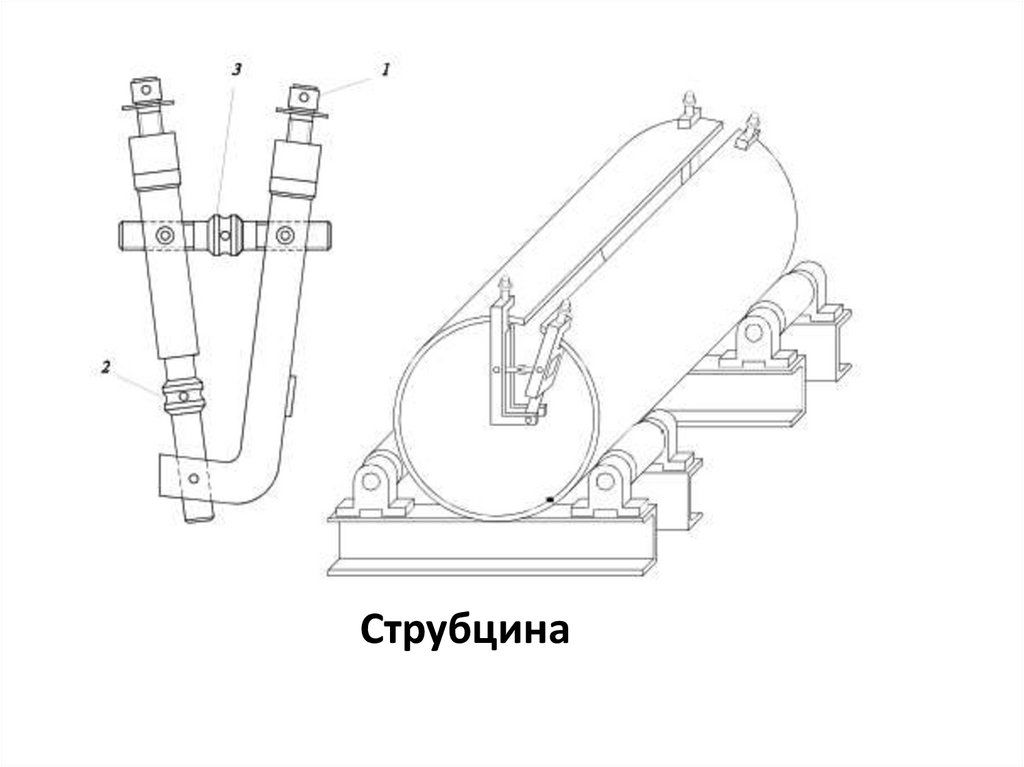
Струбцина26.
а)а)
б)
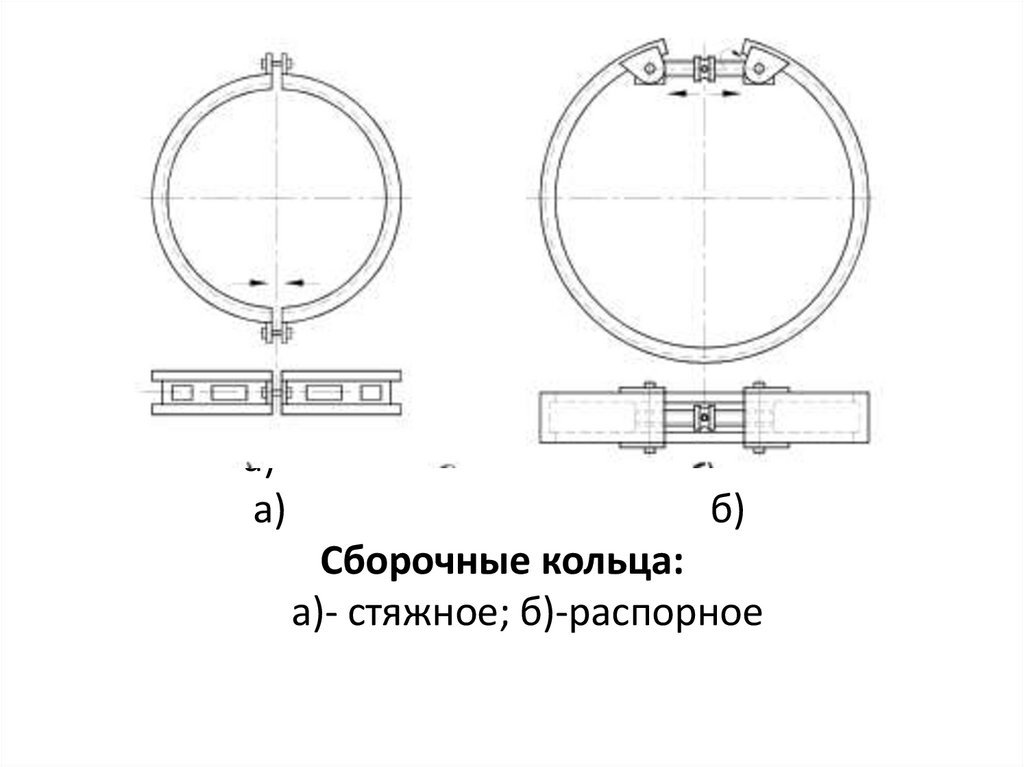
Сборочные кольца:
а)- стяжное; б)-распорное
27. Калибрующее кольцо
28.
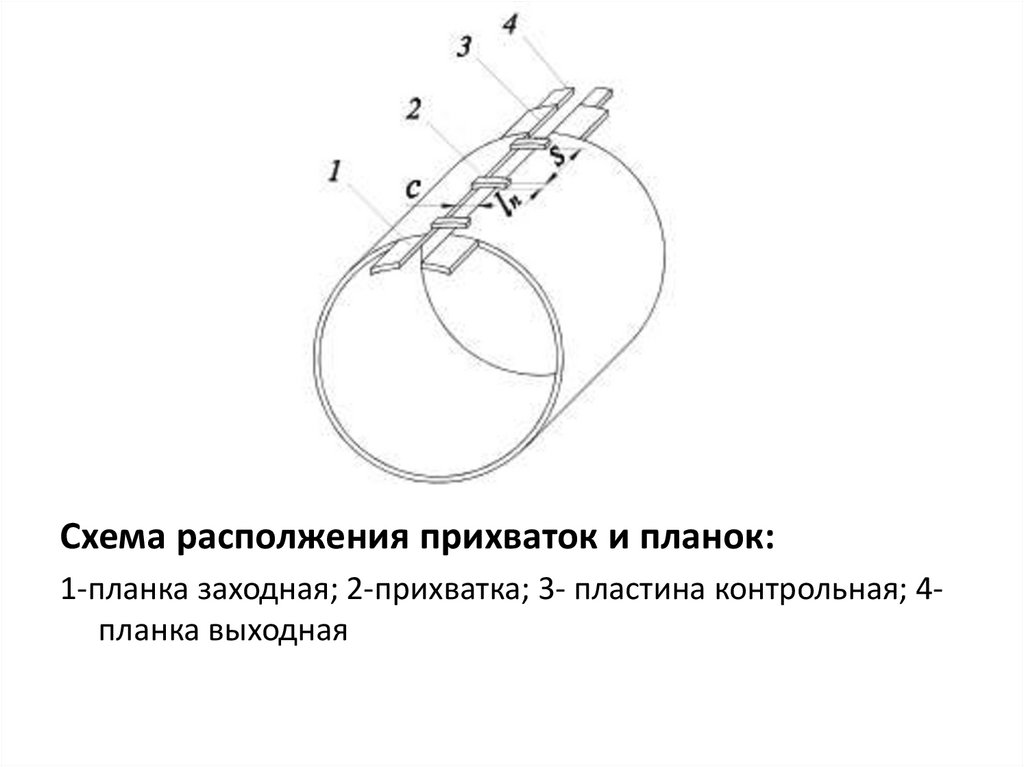
Схема располжения прихваток и планок:1-планка заходная; 2-прихватка; 3- пластина контрольная; 4планка выходная
29. Схема сборки обечаек на роликовых стендах
30. Схема сборки обечайки и днища
31.
Нахлест кромок32.
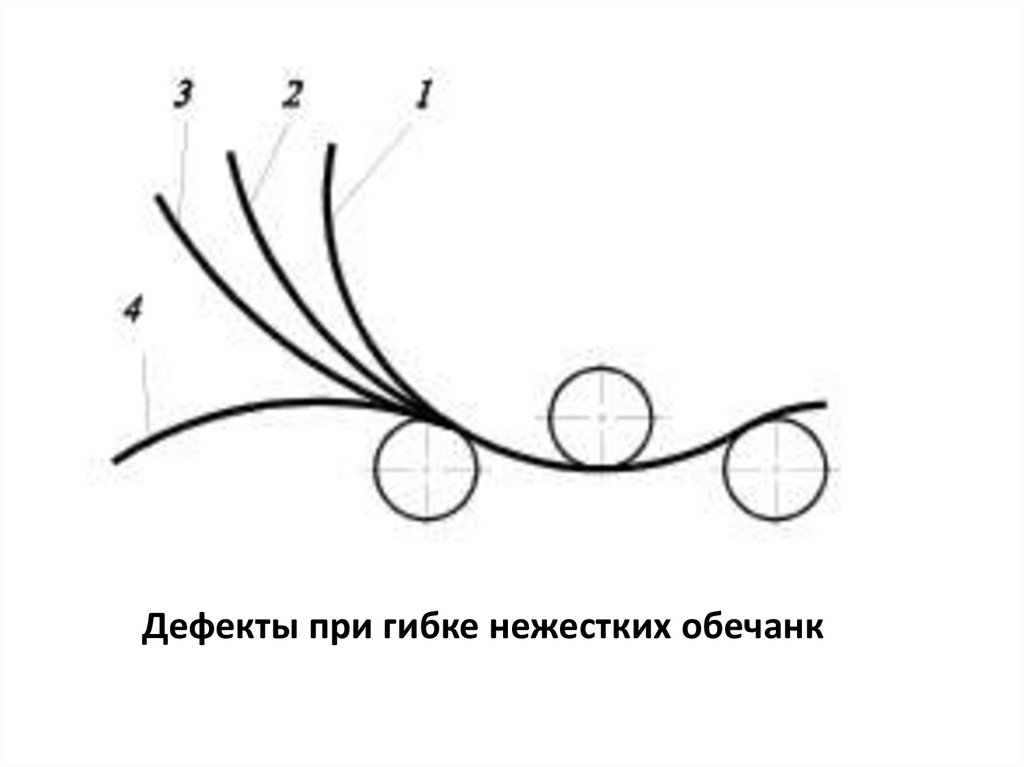
Дефекты при гибке нежестких обечанк33.
Устройство для гибки нежестких обечаек:1- поддерживающее устройство; 2- телескопические
опоры
34.
35.
36.
37.
38.
39.
40.
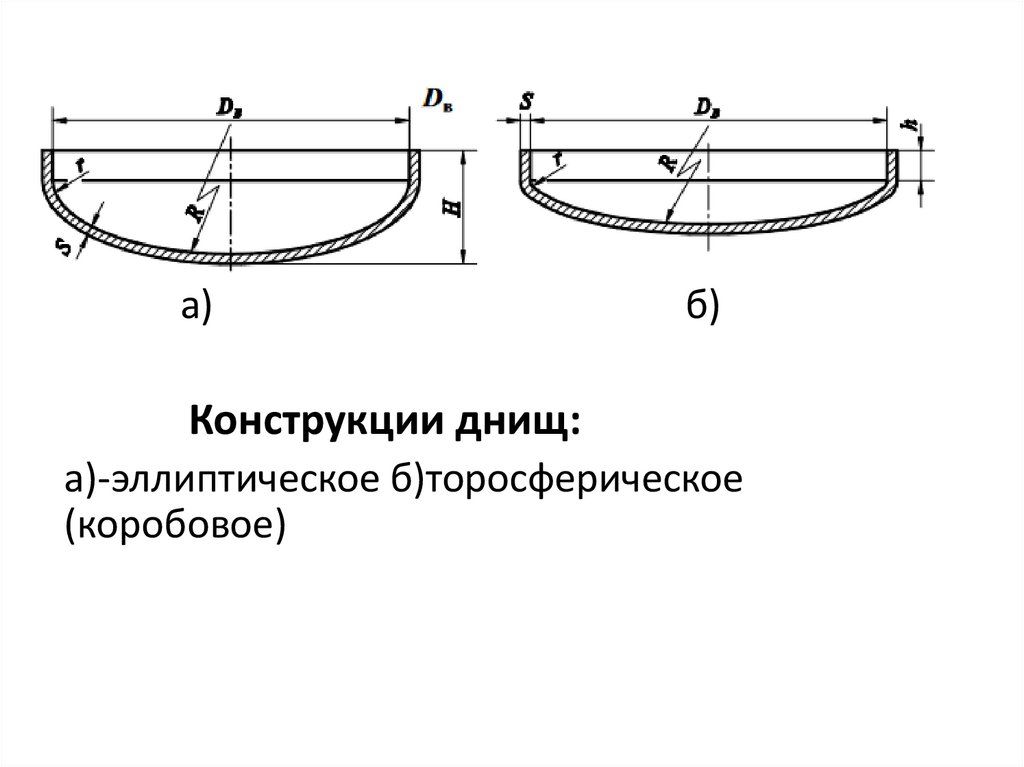
а)б)
Конструкции днищ:
а)-эллиптическое б)торосферическое
(коробовое)
41.
а)в)
б)
г)
д)
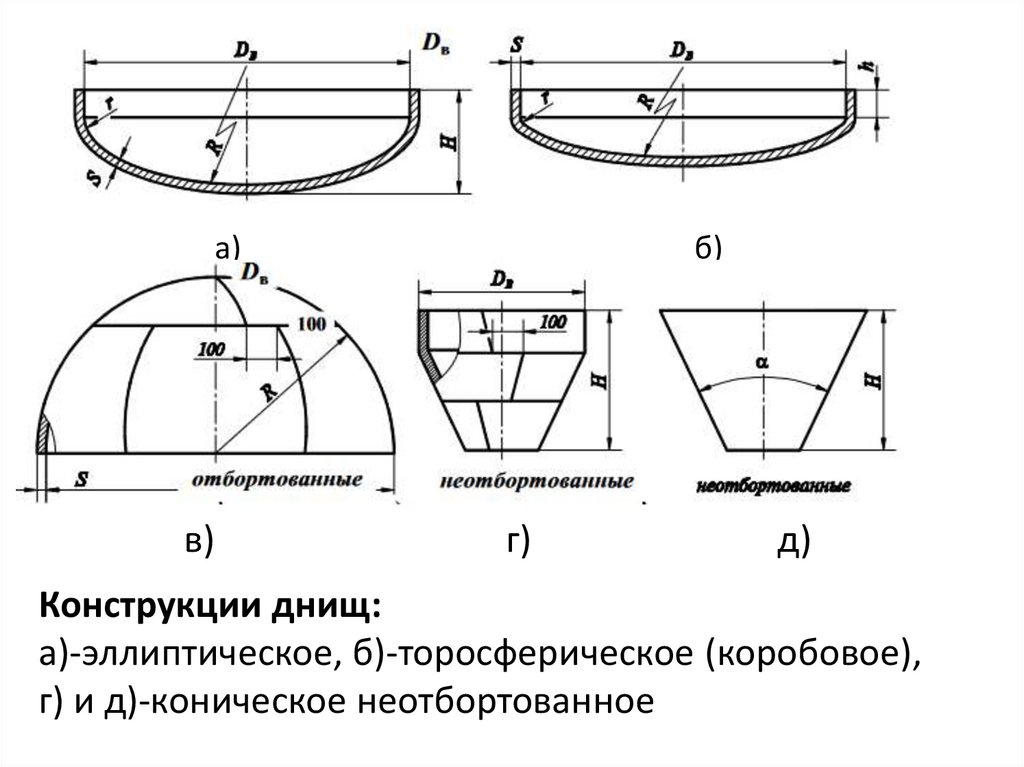
Конструкции днищ:
а)-эллиптическое, б)-торосферическое (коробовое),
г) и д)-коническое неотбортованное
42.
е)ж)
з)
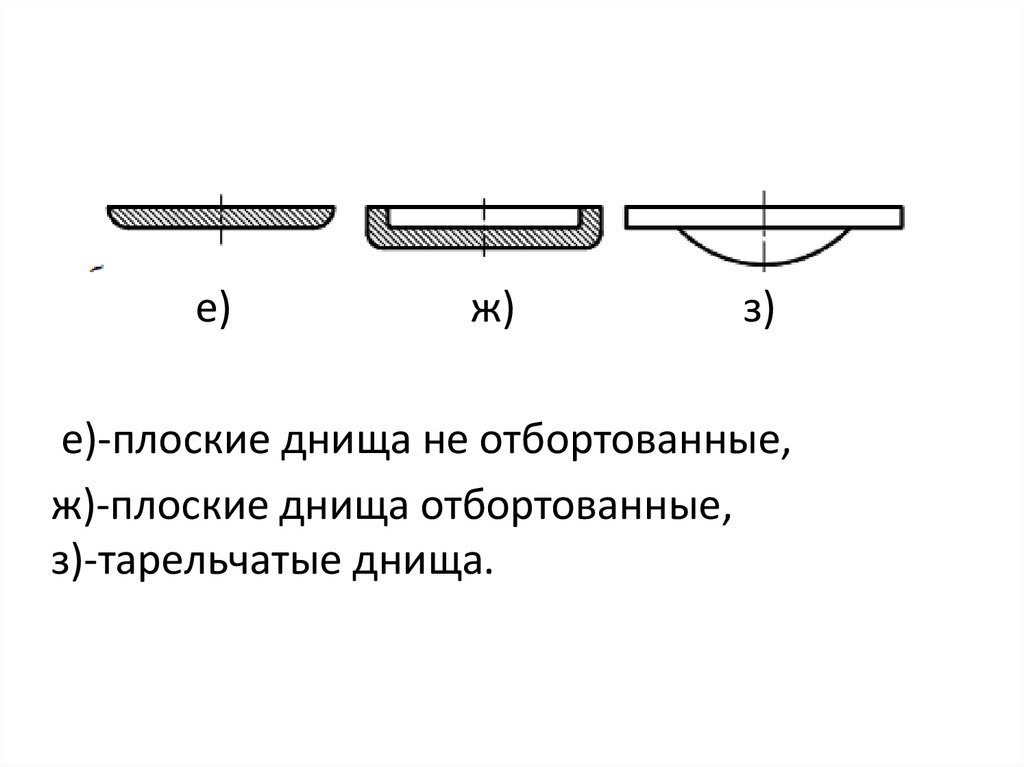
е)-плоские днища не отбортованные,
ж)-плоские днища отбортованные,
з)-тарельчатые днища.
43.
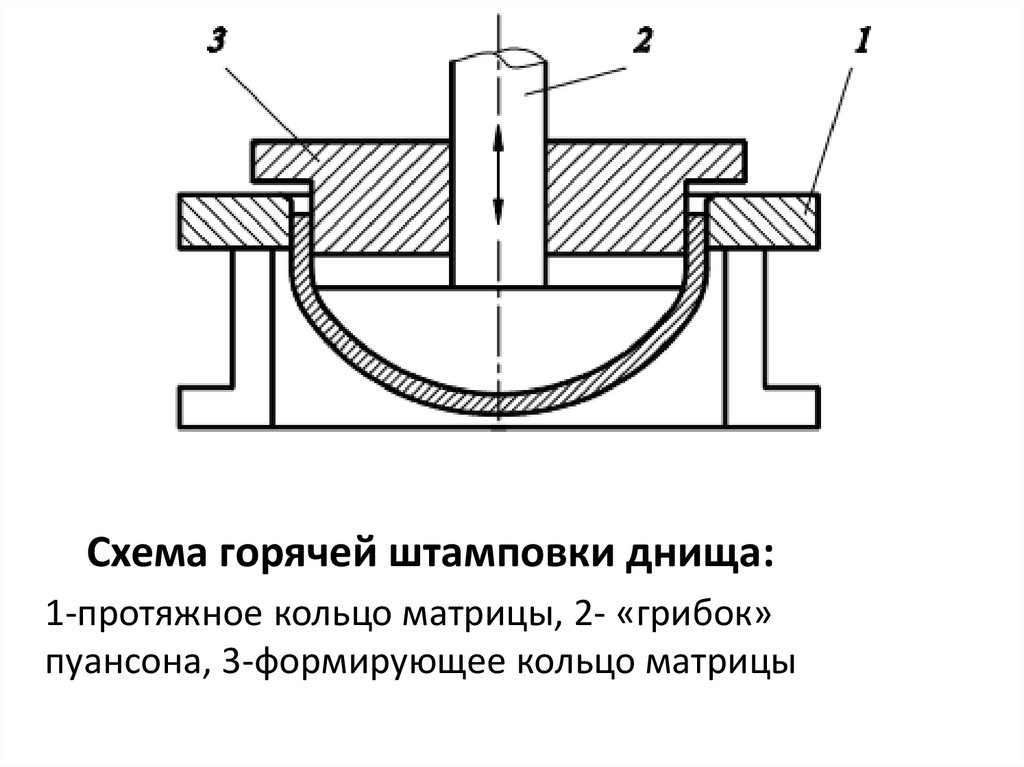
Схема горячей штамповки днища:1-протяжное кольцо матрицы, 2- «грибок»
пуансона, 3-формирующее кольцо матрицы
44.
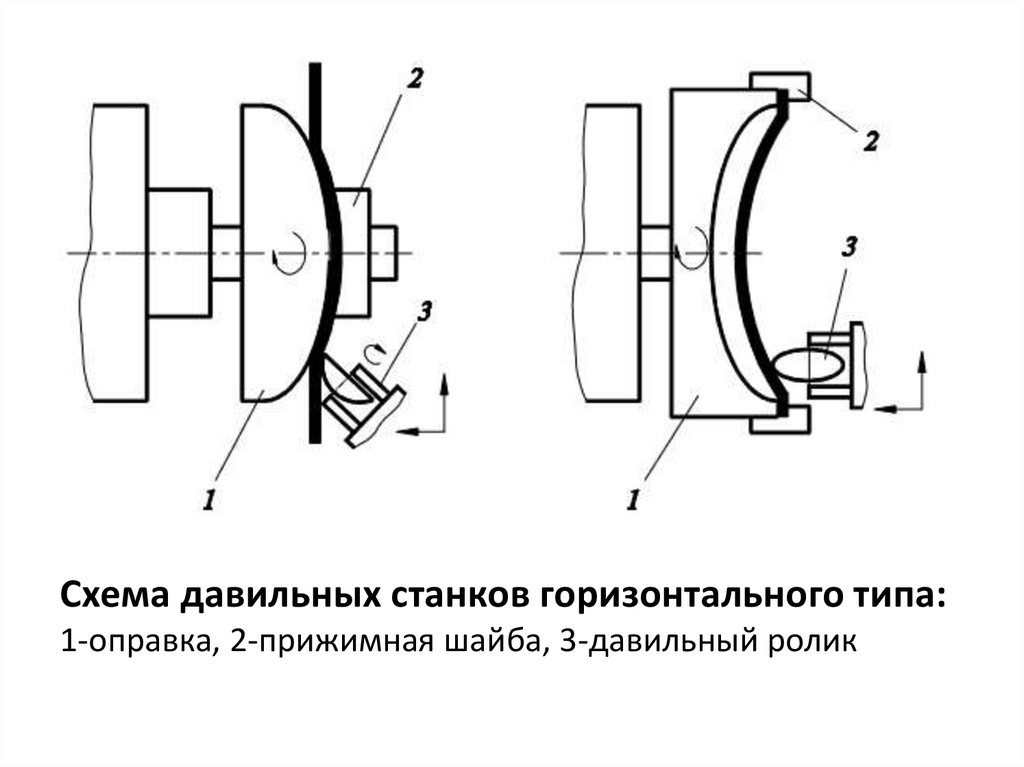
Схема давильных станков горизонтального типа:1-оправка, 2-прижимная шайба, 3-давильный ролик
45.
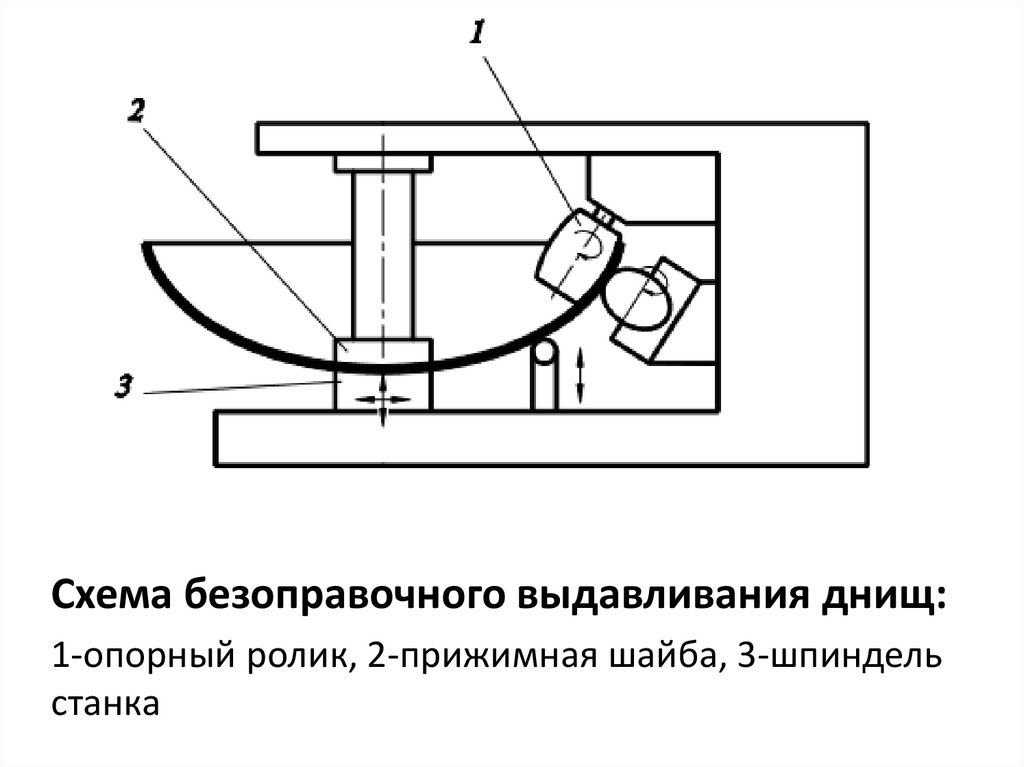
Схема безоправочного выдавливания днищ:1-опорный ролик, 2-прижимная шайба, 3-шпиндель
станка
46.
Схема работы портальной машины:1-неподвижный бортовочный, 2-неподвижный
давильный валки
47.
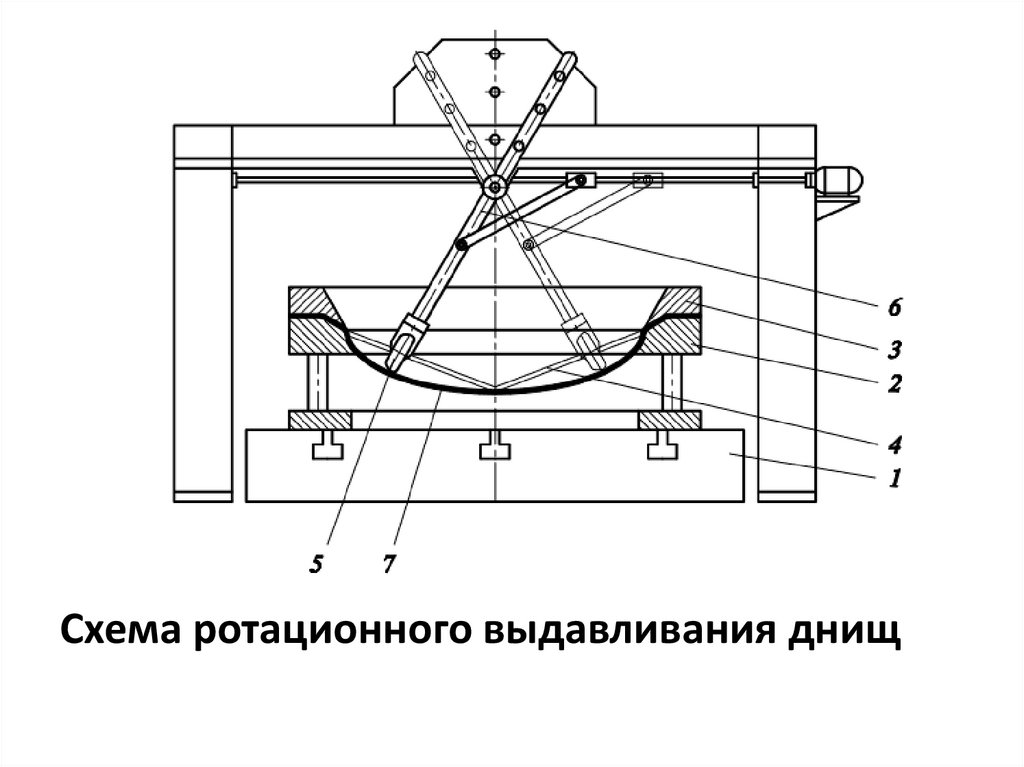
Схема ротационного выдавливания днищ48.
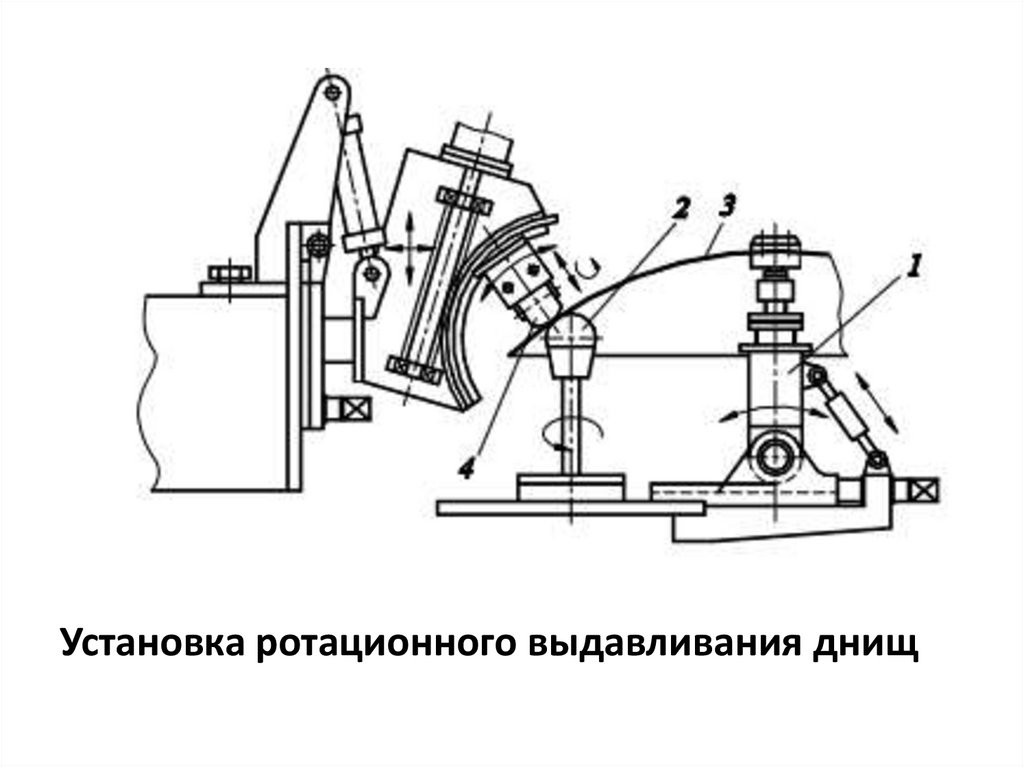
Установка ротационного выдавливания днищ49.
Штамповка тонкостенных днищ:1-заготовка, 2-протяжное кольцо, 3-фланец
50.
Пресс двойного действия:1-заготовка, 2-штамп, 3-плунжер, 4-прижим
51.
Гидравлическая вытяжка днища52.
Схема правки днища:1-днище, 2-калибровачное кольцо,
3-пустотелая камера, 4-гидроцилиндр.
53.
Схема калибровки днищ обжимом:1-пуансон, 2-днище, 3-корпус матрицы, 4-протяжное кольцо
54.
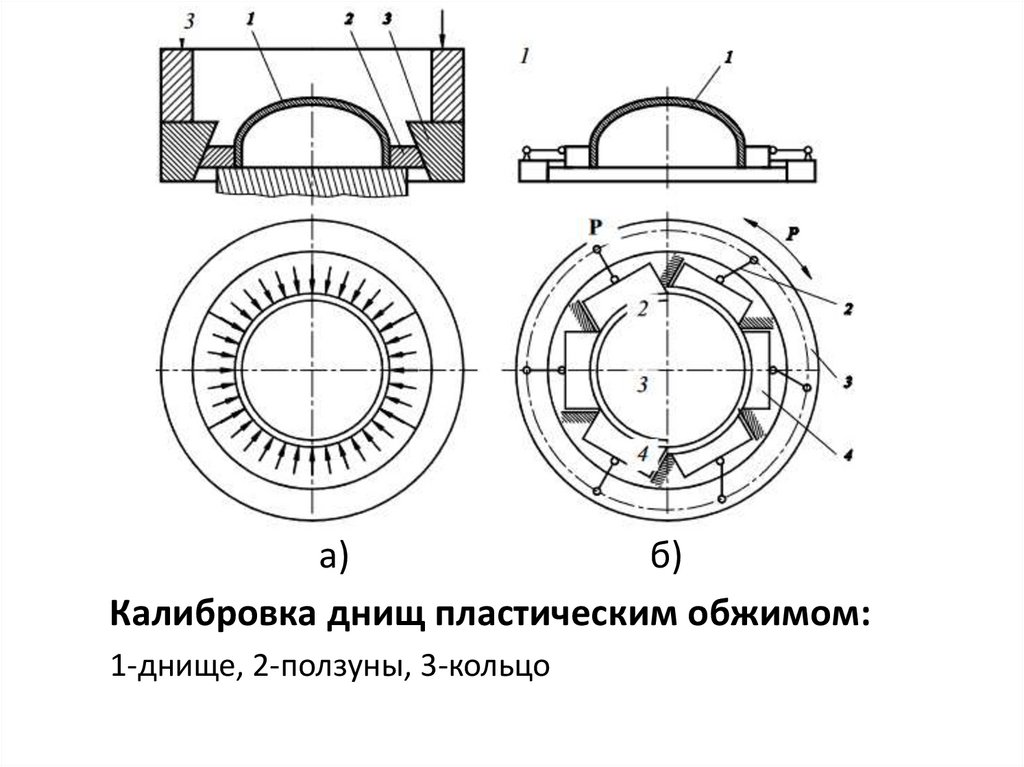
а)б)
Калибровка днищ пластическим обжимом:
1-днище, 2-ползуны, 3-кольцо
55. Копирующее устройство для снятия односторонней фаски: 1-обкатывающий ролик,2-пружина прижимная, 3-резец
56.
Копирующее устройство для снятия двухстороннейфаски
1-обкатывающий ролик,2-пружина прижимная, 3-резец
57. Установка для производства трехслойного биметалла методом холодной прокатке в рулонне
58. Установка для производства трехслойного биметалла методом холодной прокатке в рулонне
59. Схема прокатки биметалла в профильных валках
60.
61. а) б) Схема установки пластин для отливки биметаллических заготовок: а) и б)-двухслойные листы
62.
63.
64.
65. Заливка жидкого металла непосредственно на плакируемый металл
66.
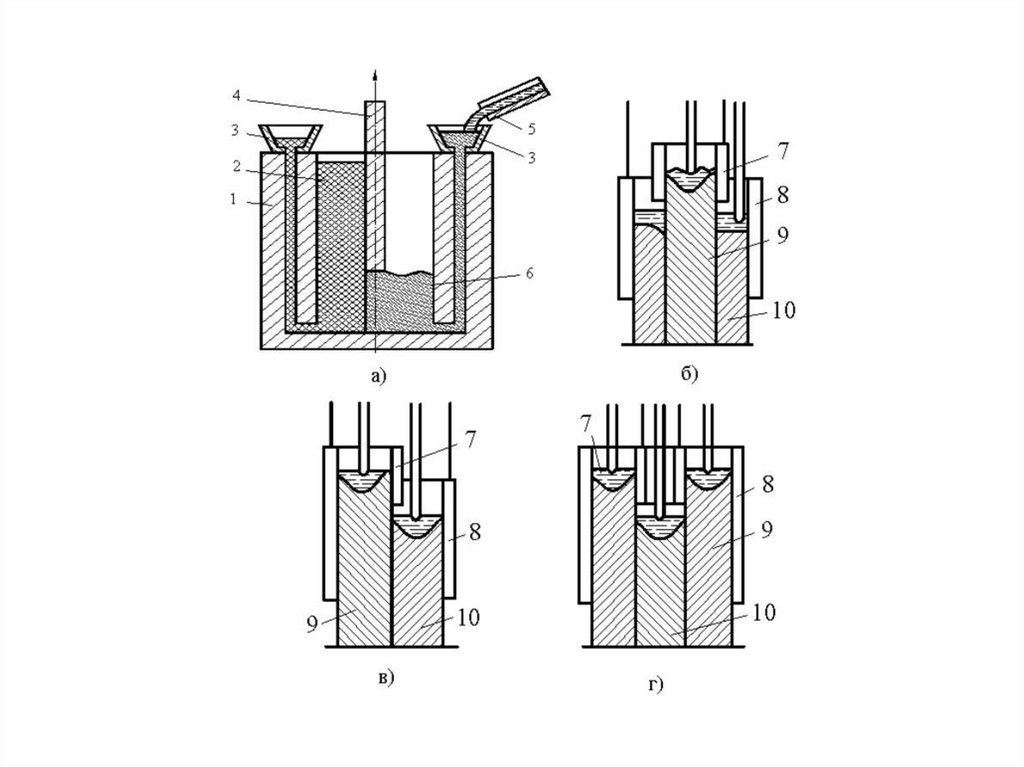
67. а) б) Схема непрерывно отливки биметаллов: а)-трехслойных, б)-двухслойных, 1 и 2-кристаллизаторы, 3- основной, 4-плакирующий
а)б)
Схема непрерывно отливки биметаллов:
а)-трехслойных, б)-двухслойных, 1 и 2кристаллизаторы, 3- основной, 4-плакирующий слой
68.
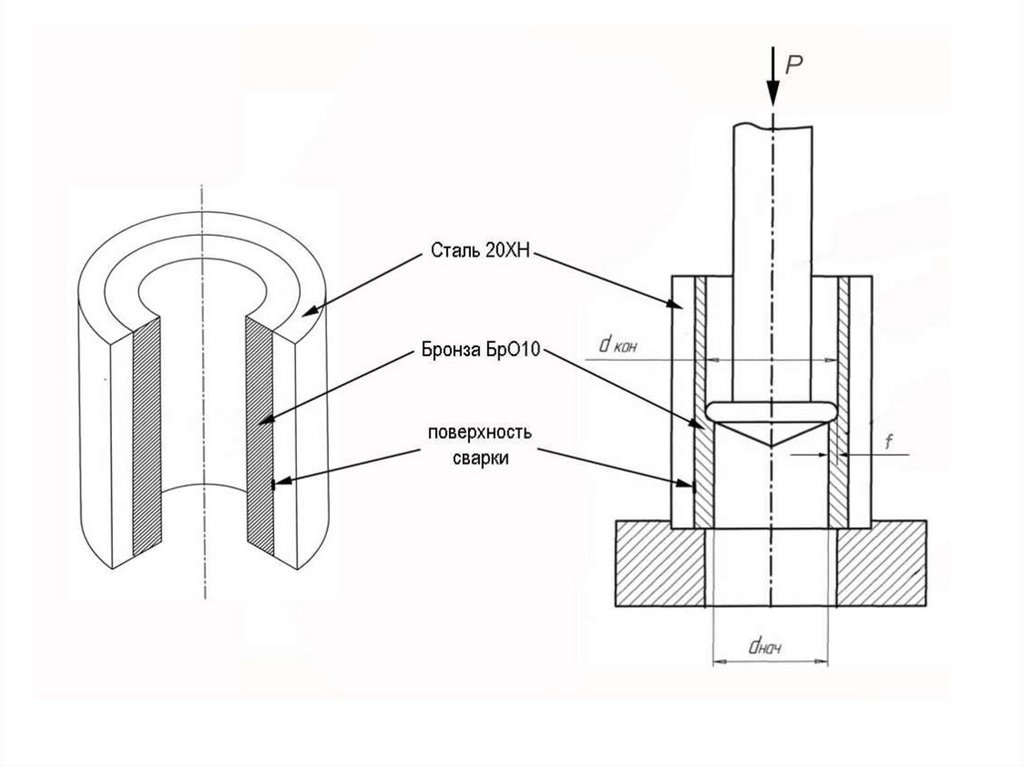
69. Схема футерования труб волочением: 1-наружная труба,2-внутренняя труба, 3-обжатый конец, 4-фильера
Схема футерования труб волочением:1-наружная труба,2-внутренняя труба, 3-обжатый конец, 4фильера
70.
71.
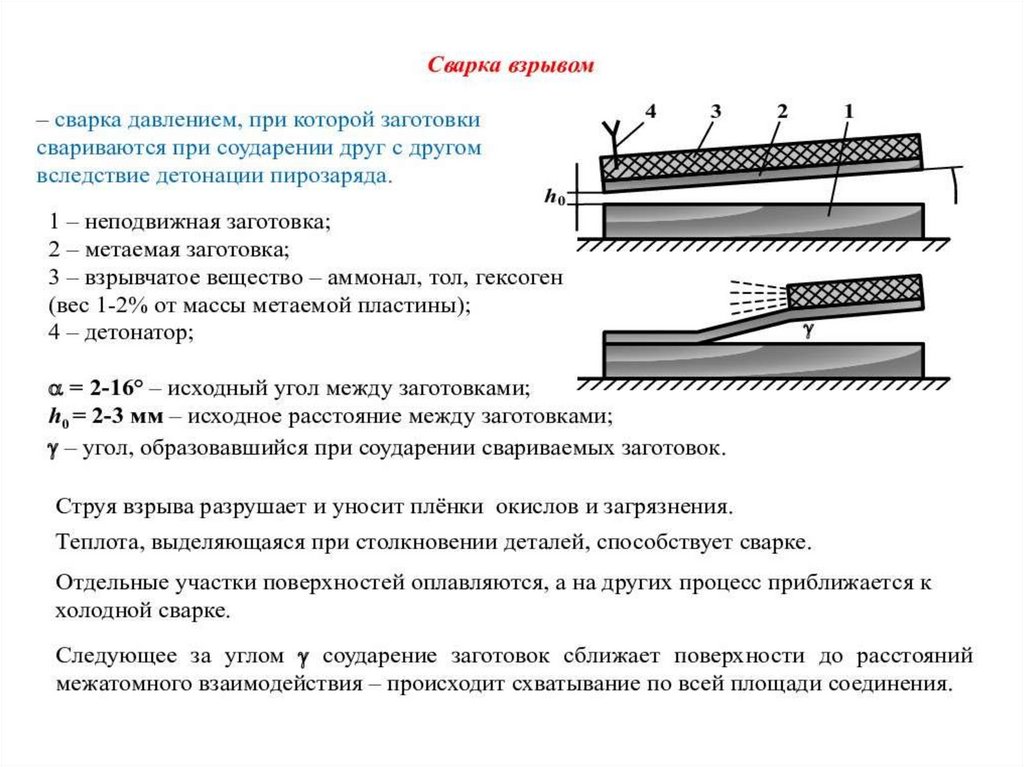
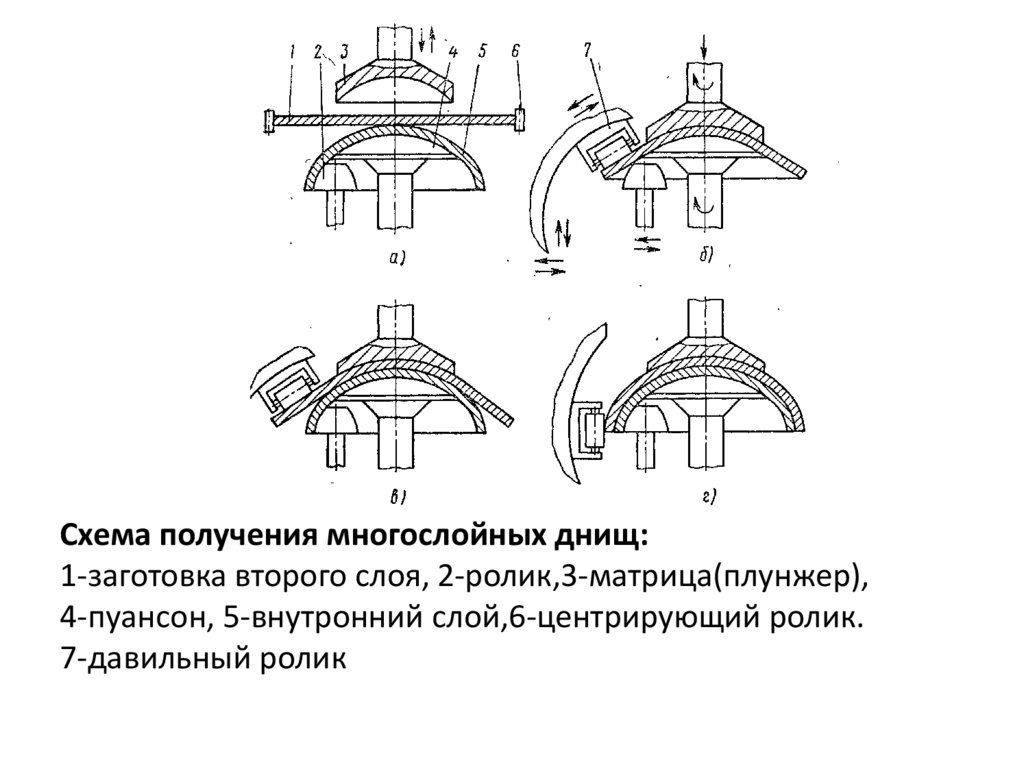
Схема получения многослойных днищ:1-заготовка второго слоя, 2-ролик,3-матрица(плунжер),
4-пуансон, 5-внутронний слой,6-центрирующий ролик.
7-давильный ролик
72.
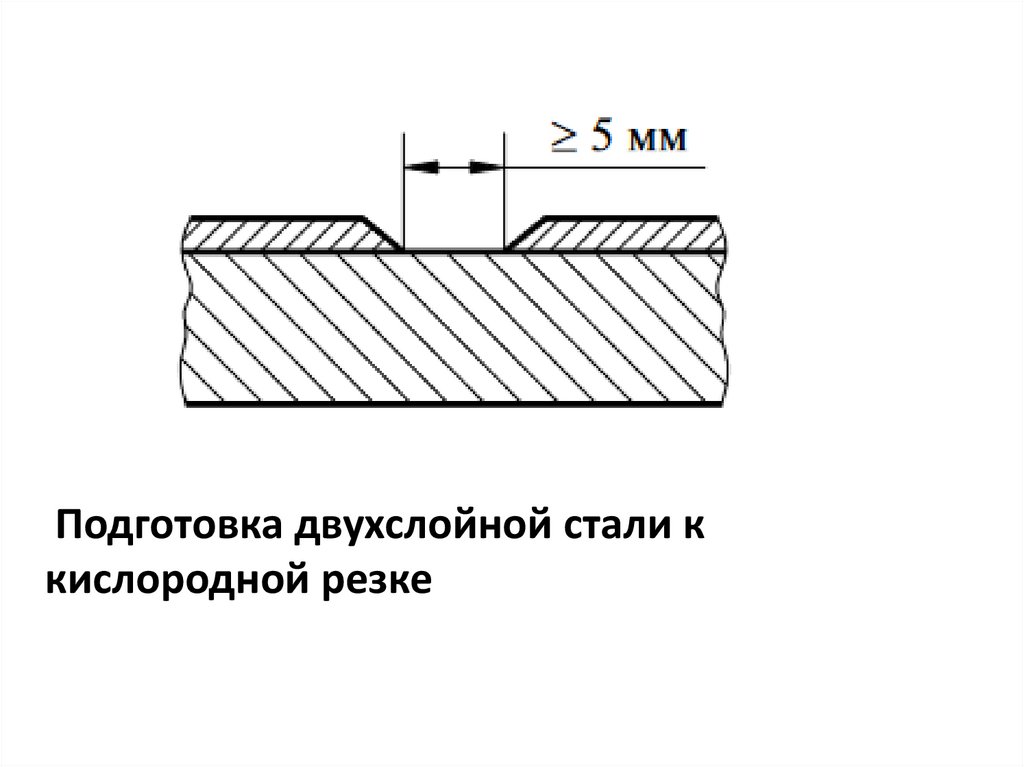
Подготовка двухслойной стали ккислородной резке
73.
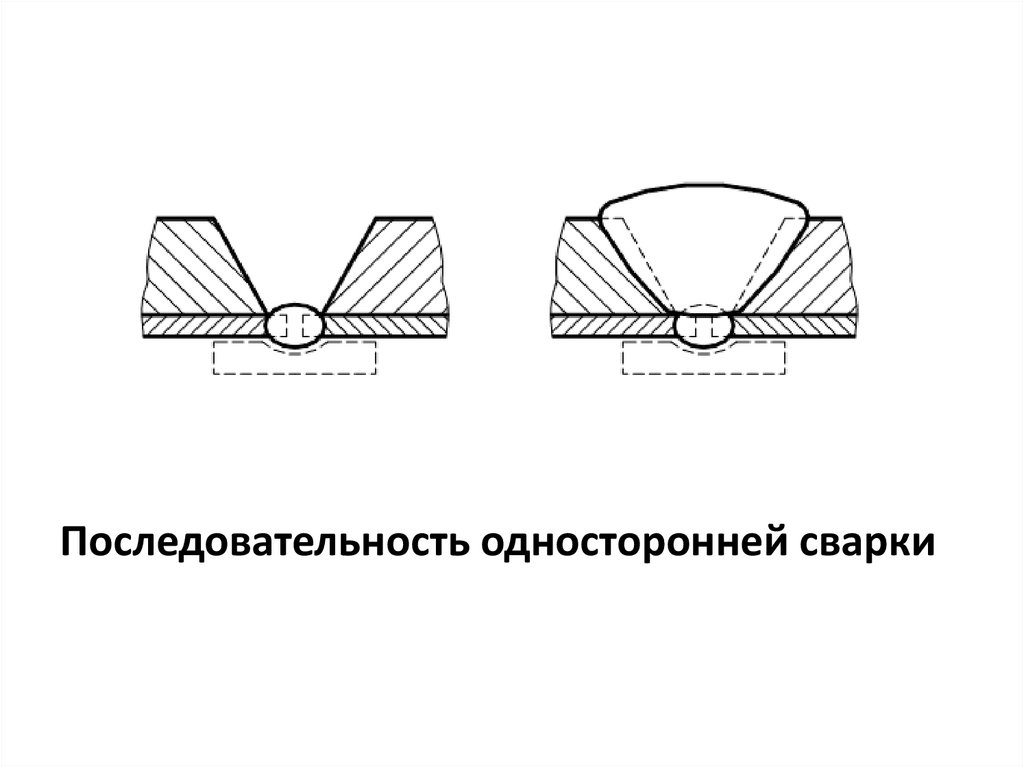
Последовательность односторонней сварки74.
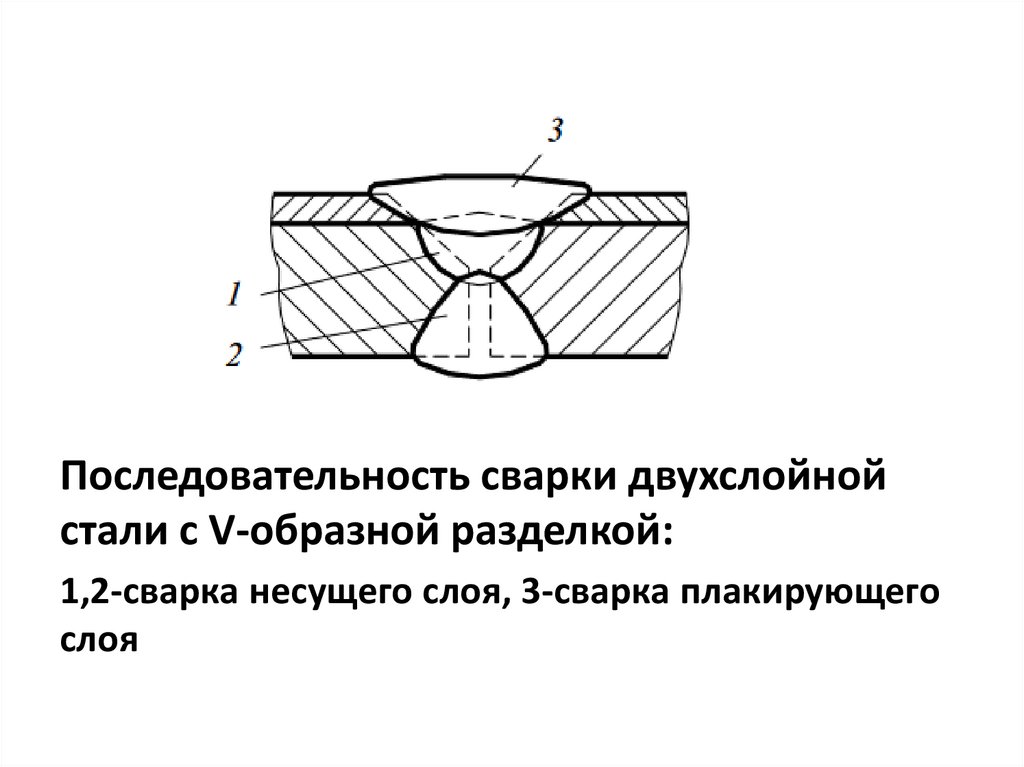
Последовательность сварки двухслойнойстали с V-образной разделкой:
1,2-сварка несущего слоя, 3-сварка плакирующего
слоя
75.
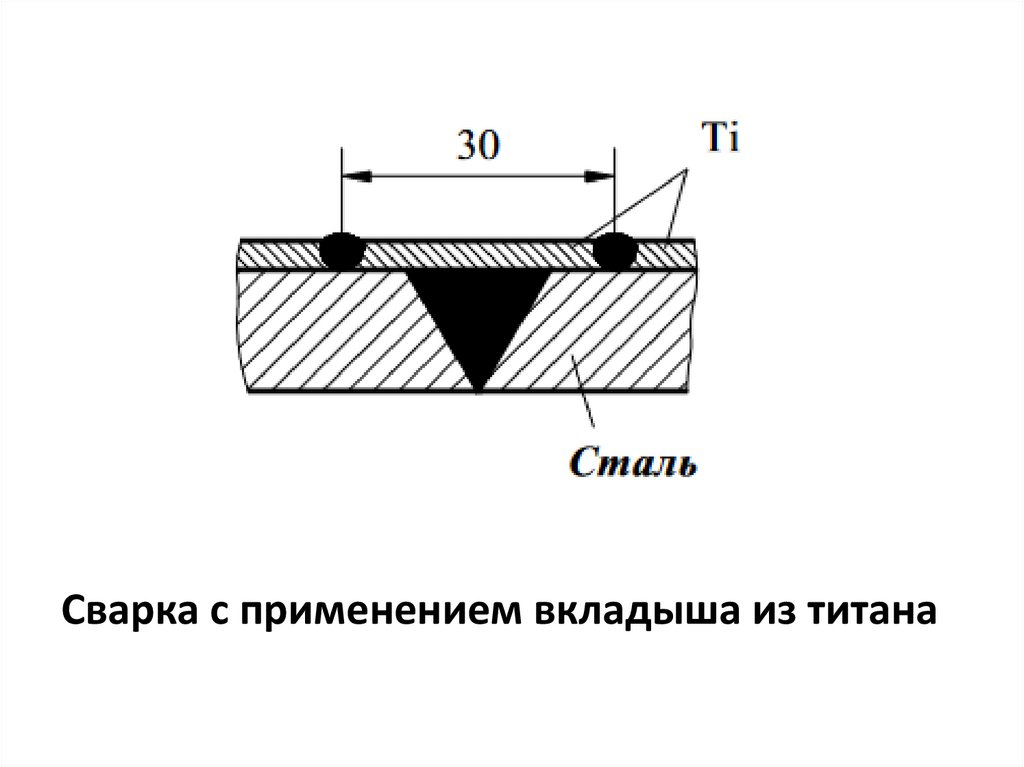
Сварка с применением вкладыша из титана76.
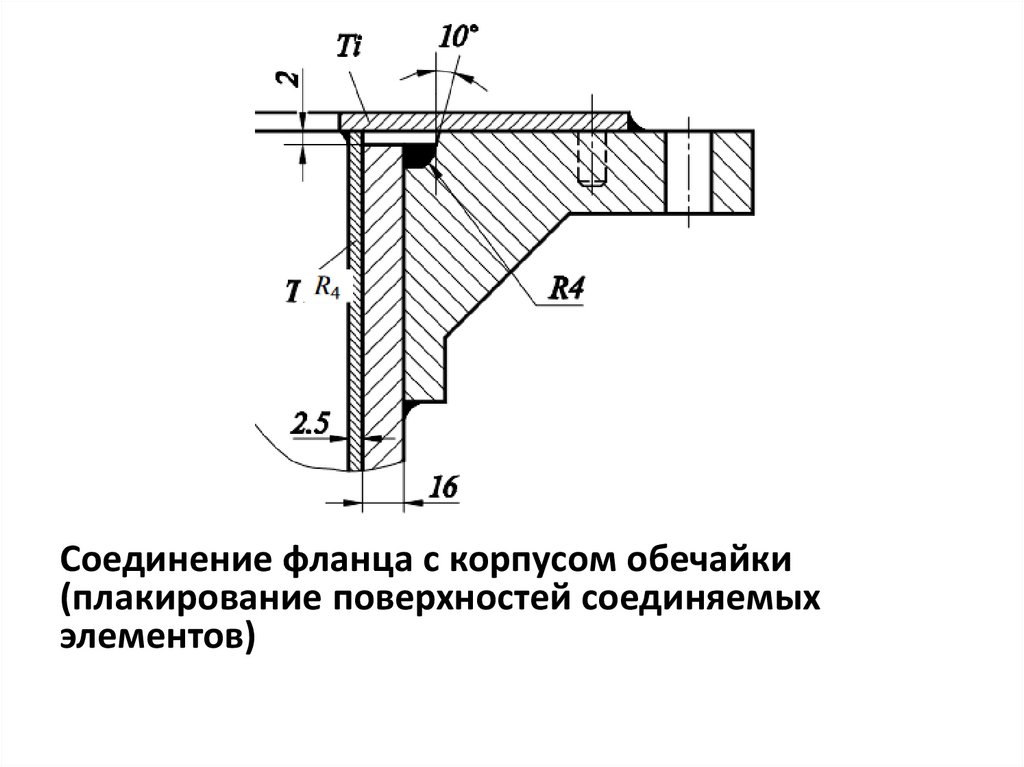
Соединение фланца с корпусом обечайки(плакирование поверхностей соединяемых
элементов)
77. Установка для безкопирной вырезки отверстий в корпусах аппаратов
78. Установка для газовой вырезки отверстий
79.
80.
81.
82.
83.
84.
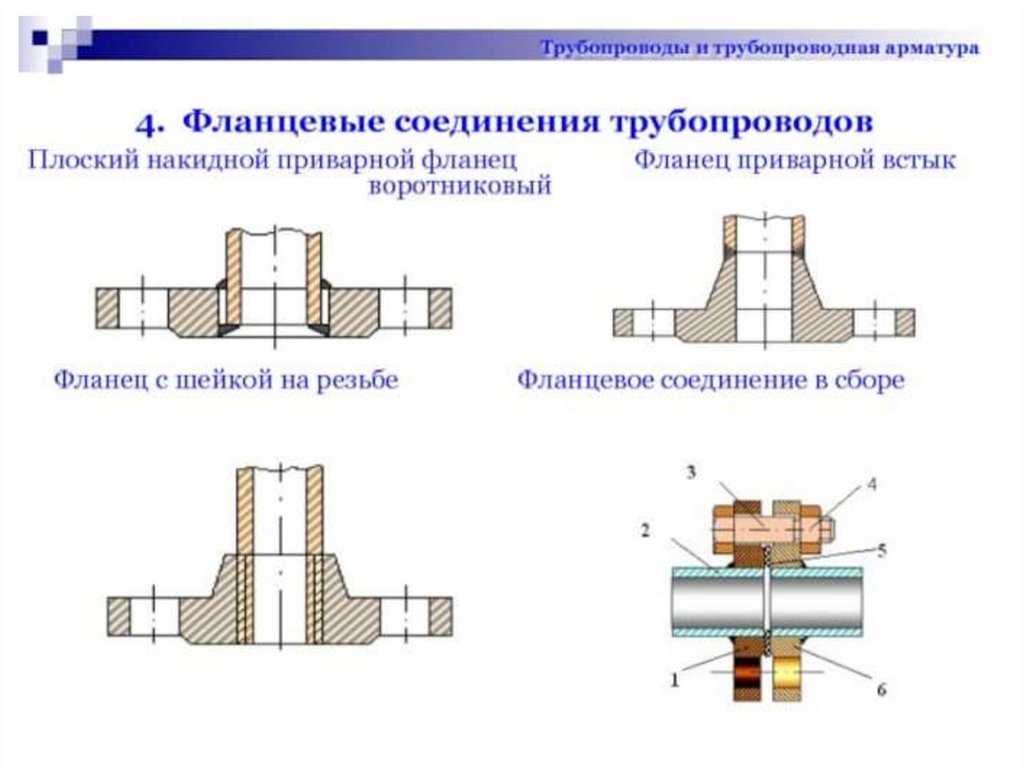
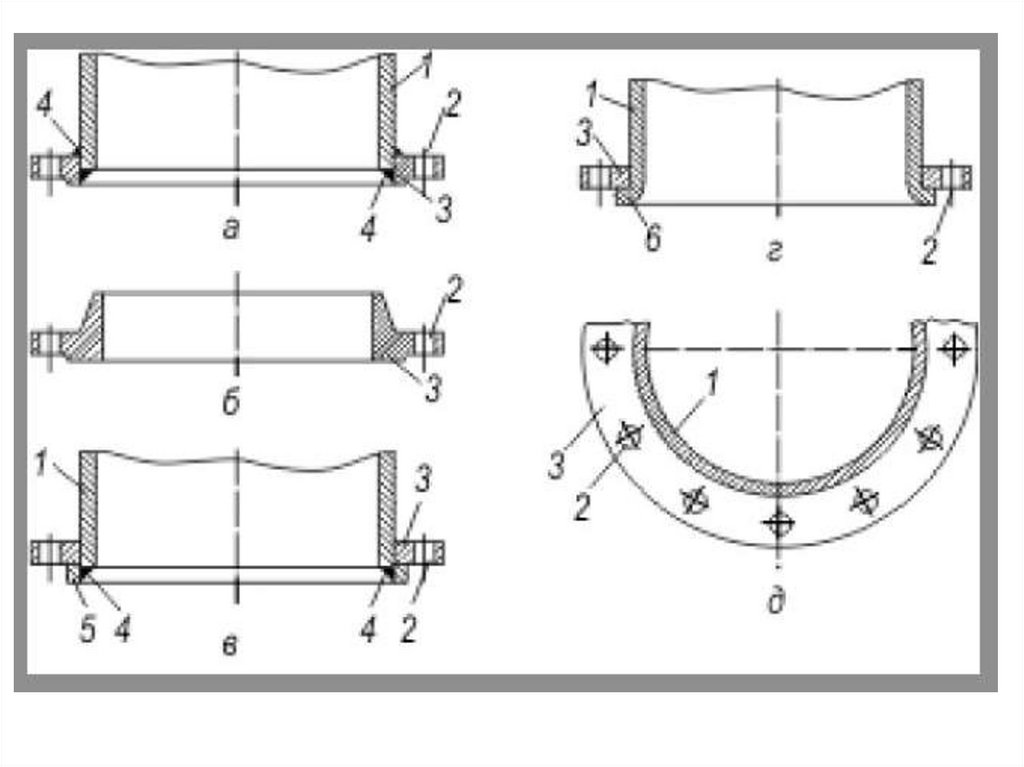
85. Конструкции фланцев
86.
87.
88.
89.
90.
91.
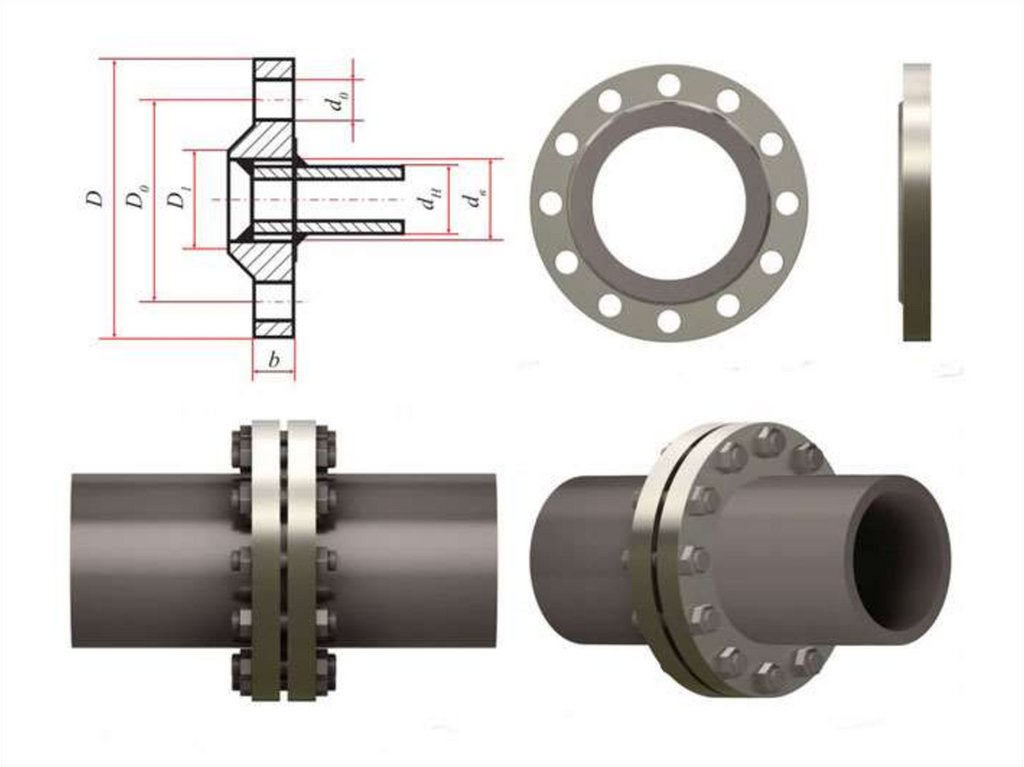
92. Фланцевое соединение
93. Приварка фланца в стык
94. Свободный фланец (пластмасса)
95.
96.
97.
98.
99.
Литой фланец задвижки трубопровода100. Виды уплотнительных паверхностей фланцев: а) плоская поверхность, б)-полузащищенный фланец, в)-защищищенный фланец (типа
Виды уплотнительных паверхностей фланцев:а) плоская поверхность, б)-полузащищенный фланец, в)защищищенный фланец (типа шип-паз), г)-фланец с
металлической прокладкой
101.
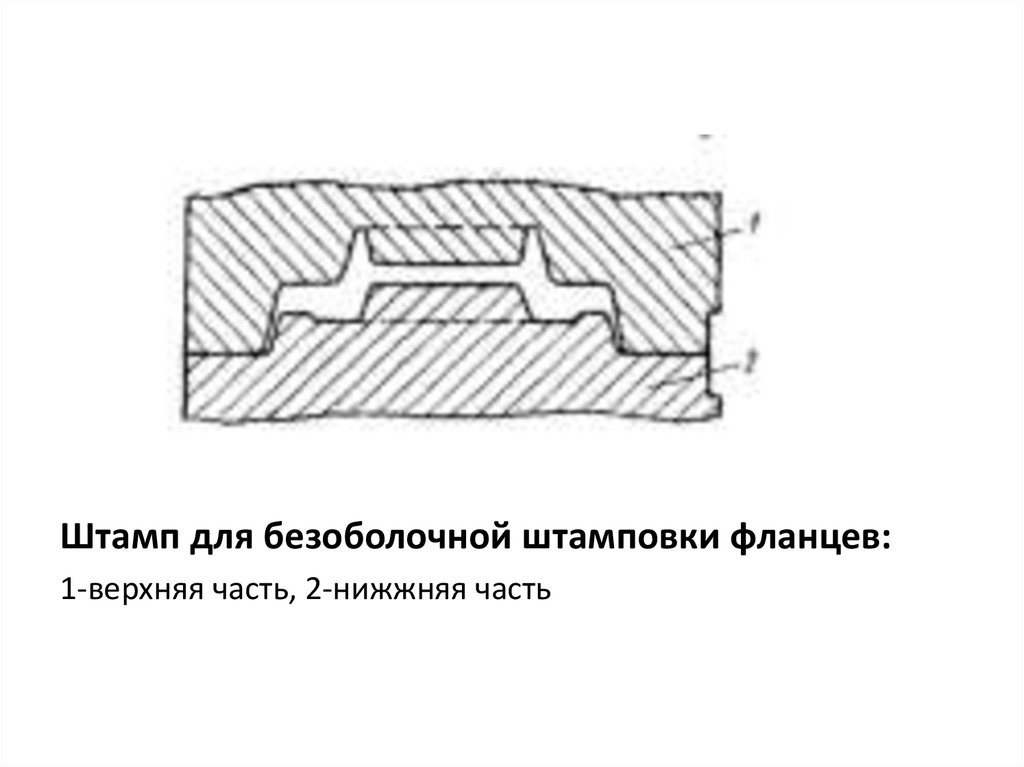
Штамп для безоболочной штамповки фланцев:1-верхняя часть, 2-нижжняя часть
102.
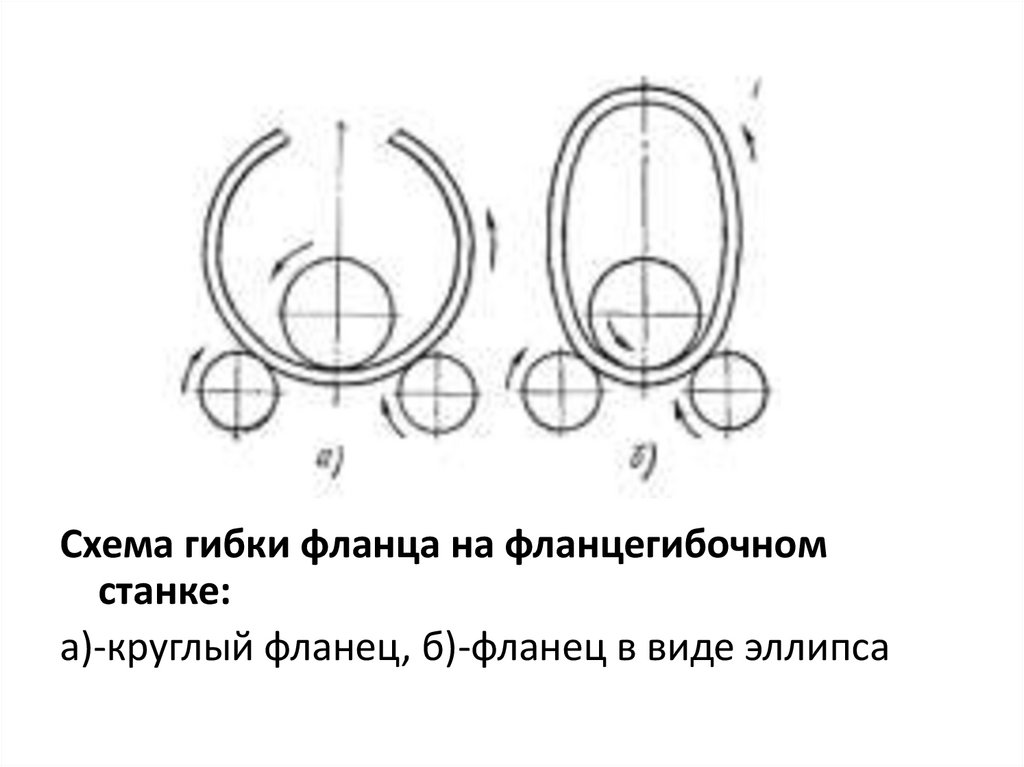
Схема гибки фланца на фланцегибочномстанке:
а)-круглый фланец, б)-фланец в виде эллипса
103.
Ролики с направляющими пазами:1-полоса, 2-ролики
104.
Схема прокатки фланца на кольцепрокатном станке:1и2-консольные валки, 3-заготовка, 4-пружина, 5-два упорных
ролика
105.
Профиль линзы после штамповки106.
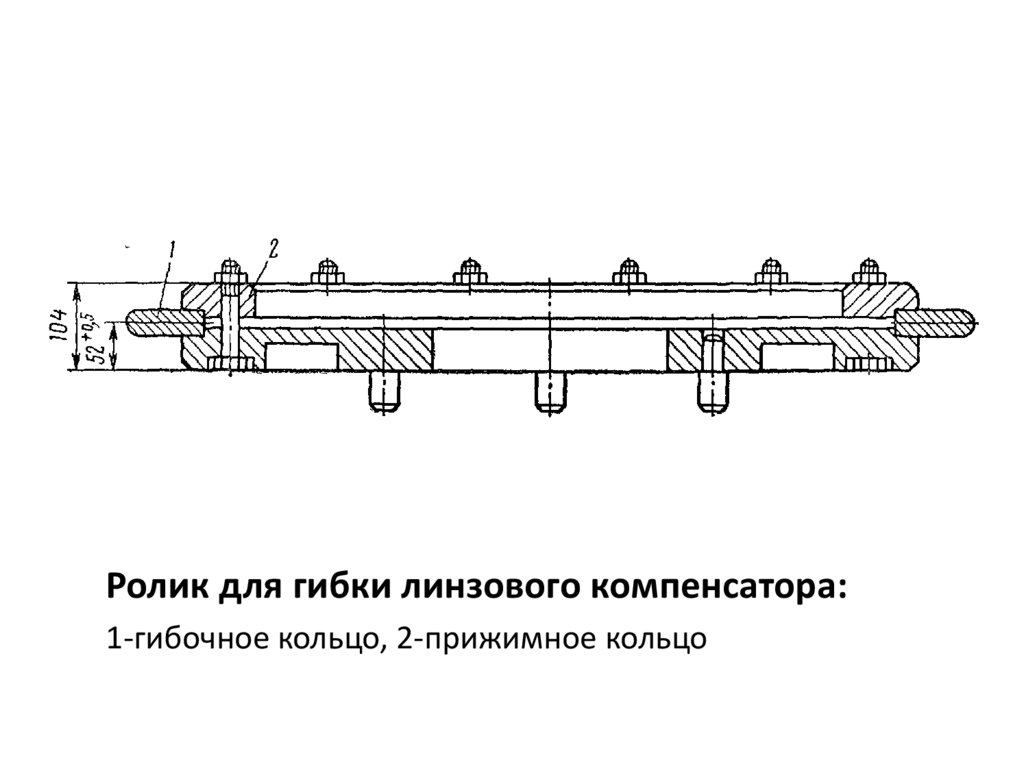
Ролик для гибки линзового компенсатора:1-гибочное кольцо, 2-прижимное кольцо
107.
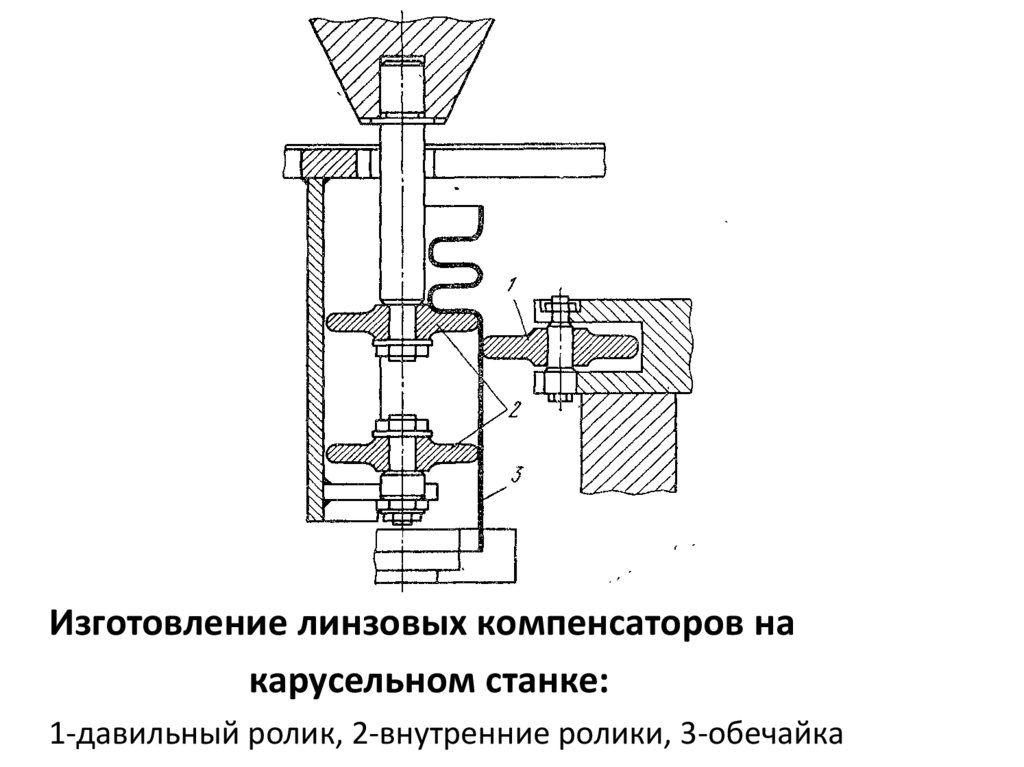
Изготовление линзовых компенсаторов накарусельном станке:
1-давильный ролик, 2-внутренние ролики, 3-обечайка
108. Конструкция гибкого элемента двухслойного куомпенсатора
109.
110.
111.
112.
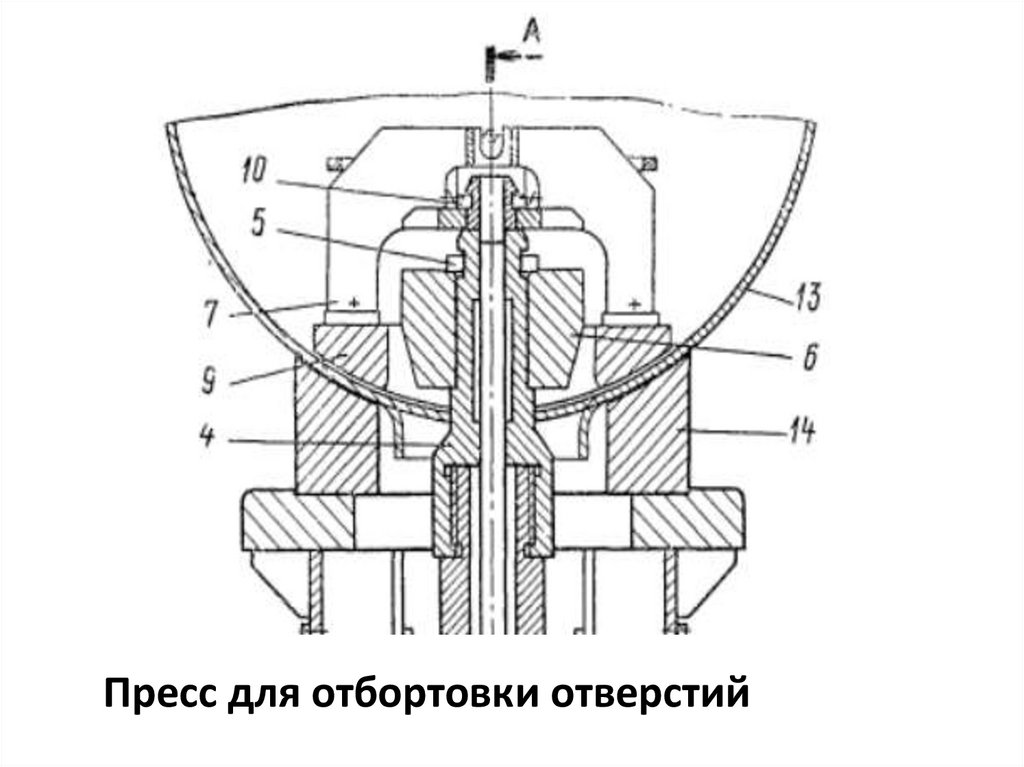
Пресс для отбортовки отверстий113.
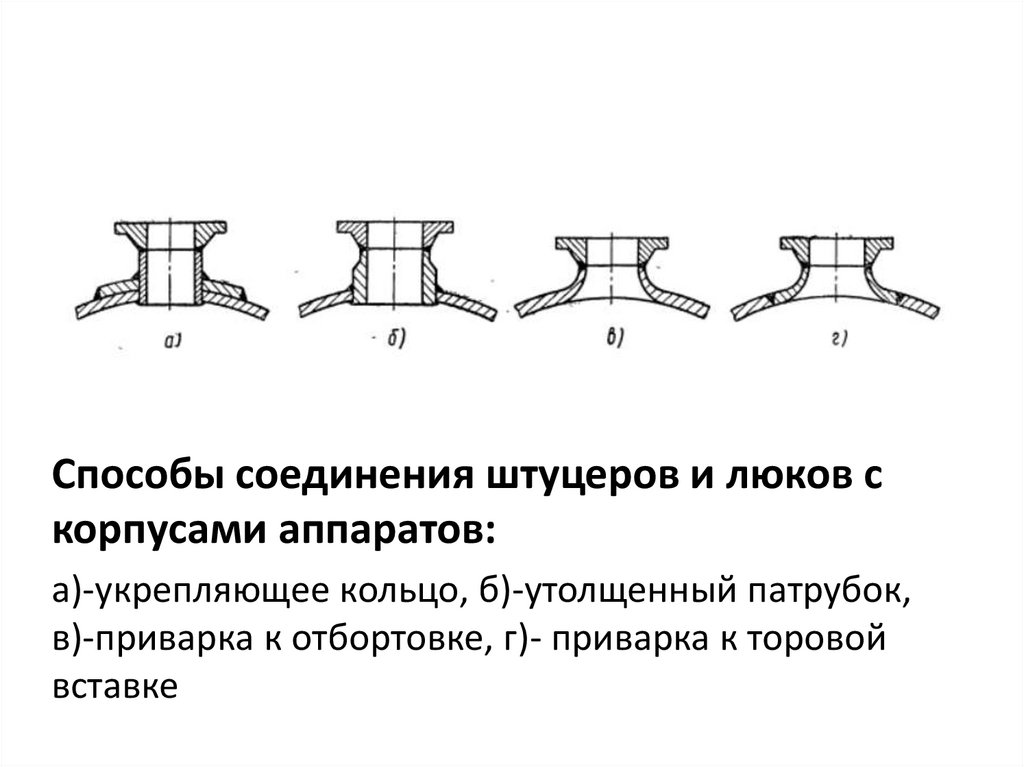
Способы соединения штуцеров и люков скорпусами аппаратов:
а)-укрепляющее кольцо, б)-утолщенный патрубок,
в)-приварка к отбортовке, г)- приварка к торовой
вставке
114.
115.
116.
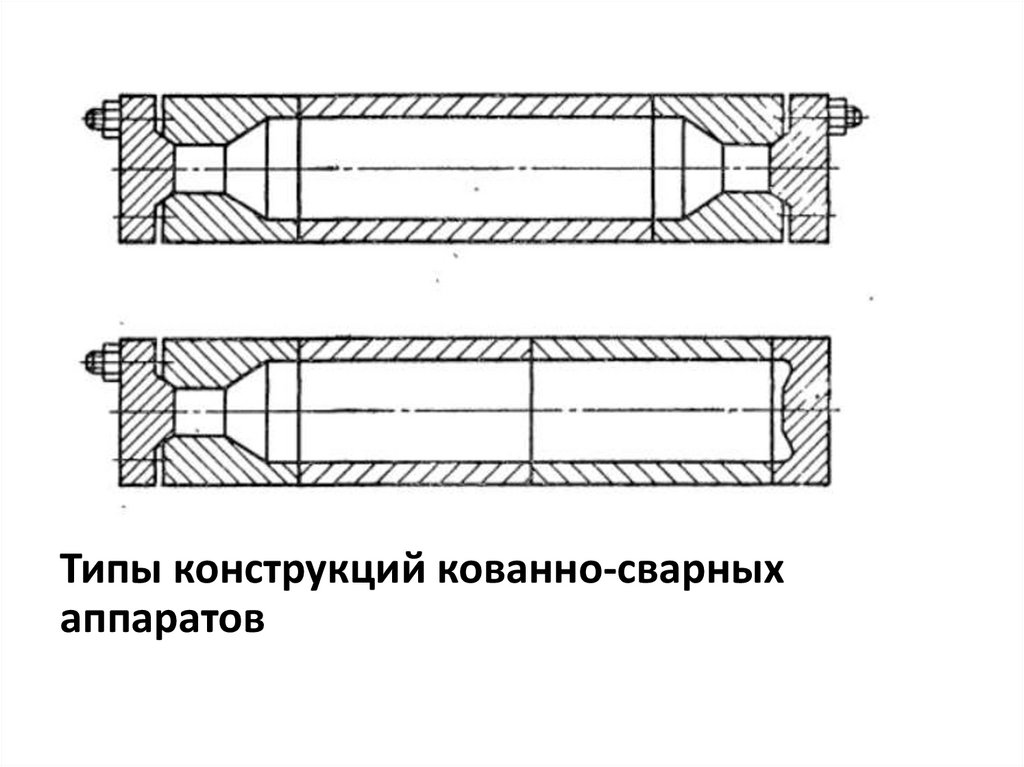
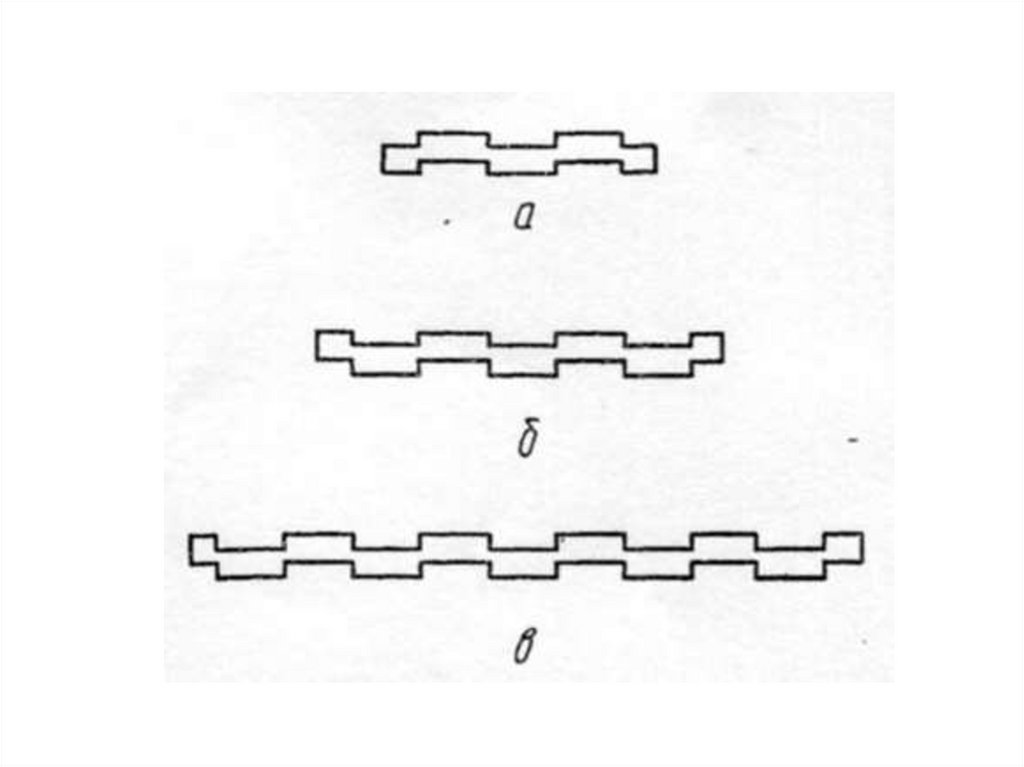
Типы конструкций кованно-сварныхаппаратов
117.
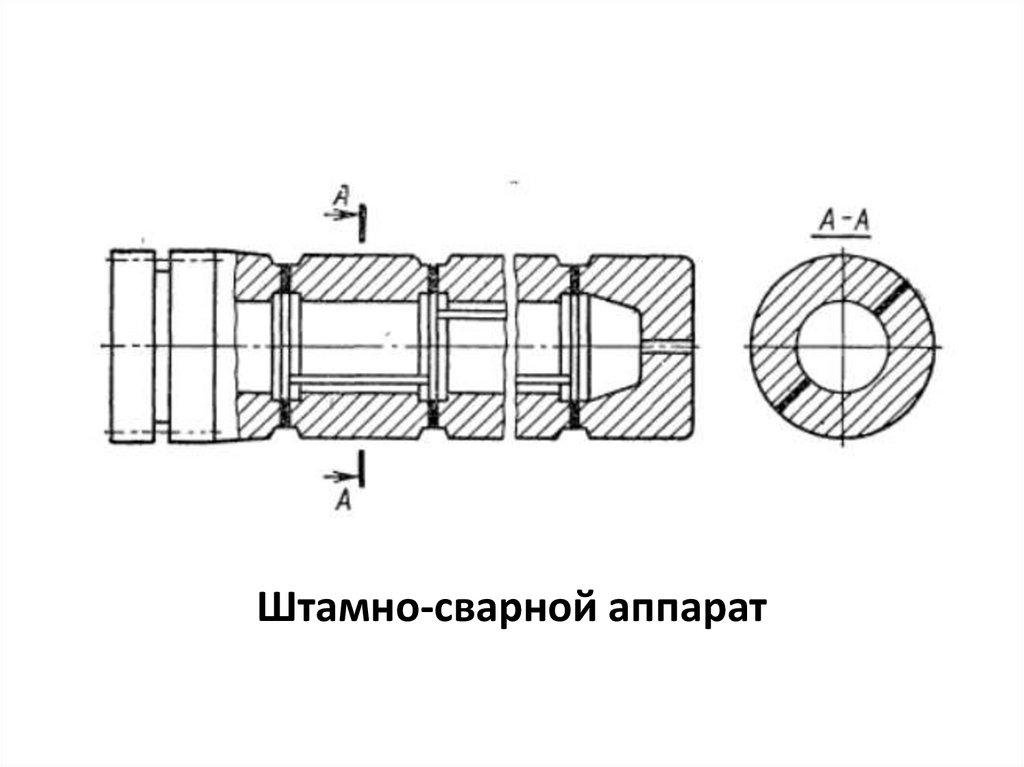
Штамно-сварной аппарат118.
119.
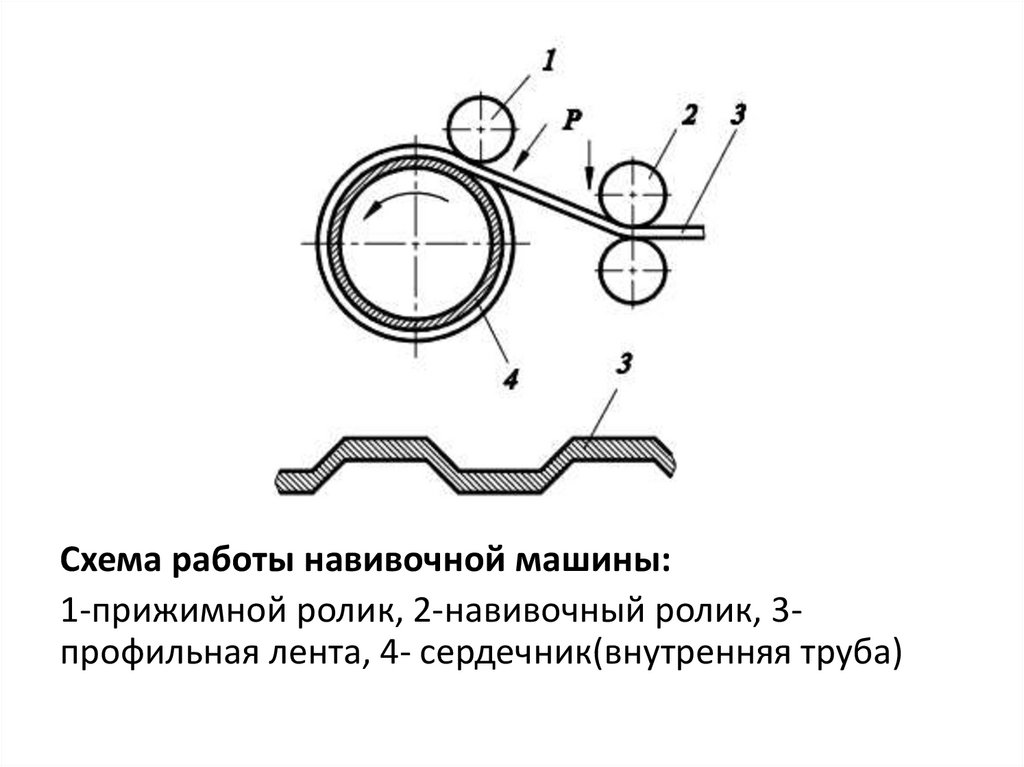
Схема работы навивочной машины:1-прижимной ролик, 2-навивочный ролик, 3профильная лента, 4- сердечник(внутренняя труба)
120.
121.
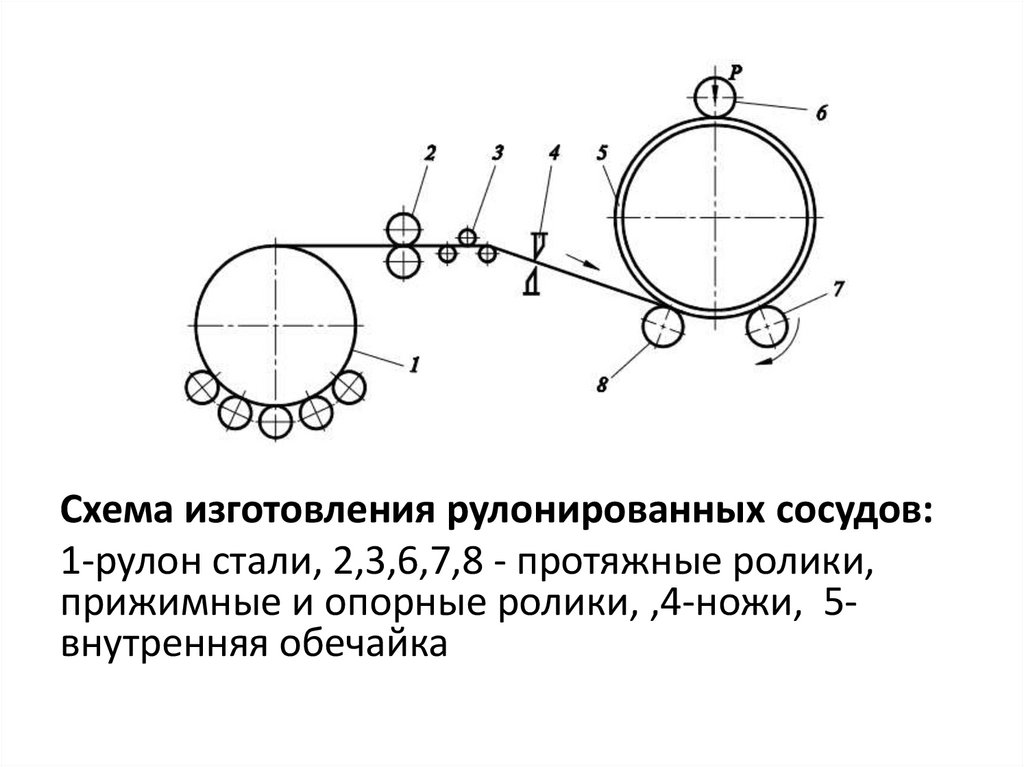
Схема изготовления рулонированных сосудов:1-рулон стали, 2,3,6,7,8 - протяжные ролики,
прижимные и опорные ролики, ,4-ножи, 5внутренняя обечайка
122.
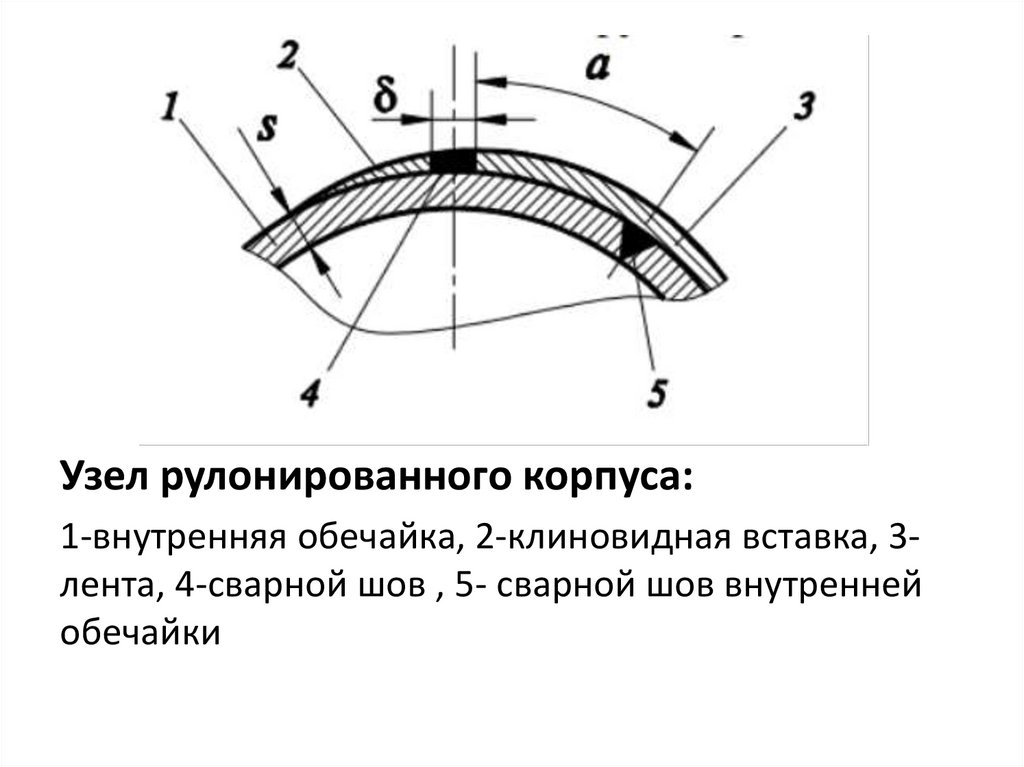
Узел рулонированного корпуса:1-внутренняя обечайка, 2-клиновидная вставка, 3лента, 4-сварной шов , 5- сварной шов внутренней
обечайки
123.
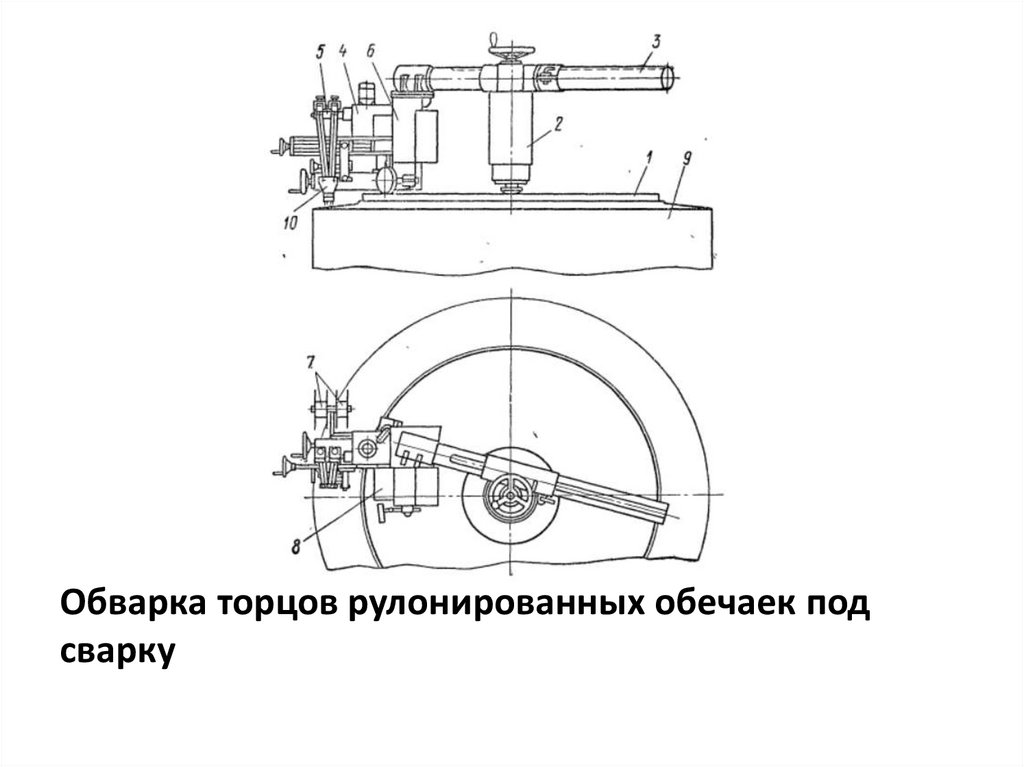
Обварка торцов рулонированных обечаек подсварку
124.
125.
Изготовление многослойных аппаратов наложениемдвух изогнутых половин:
1-бандажи, 2-гидравлические цилиндры
126.
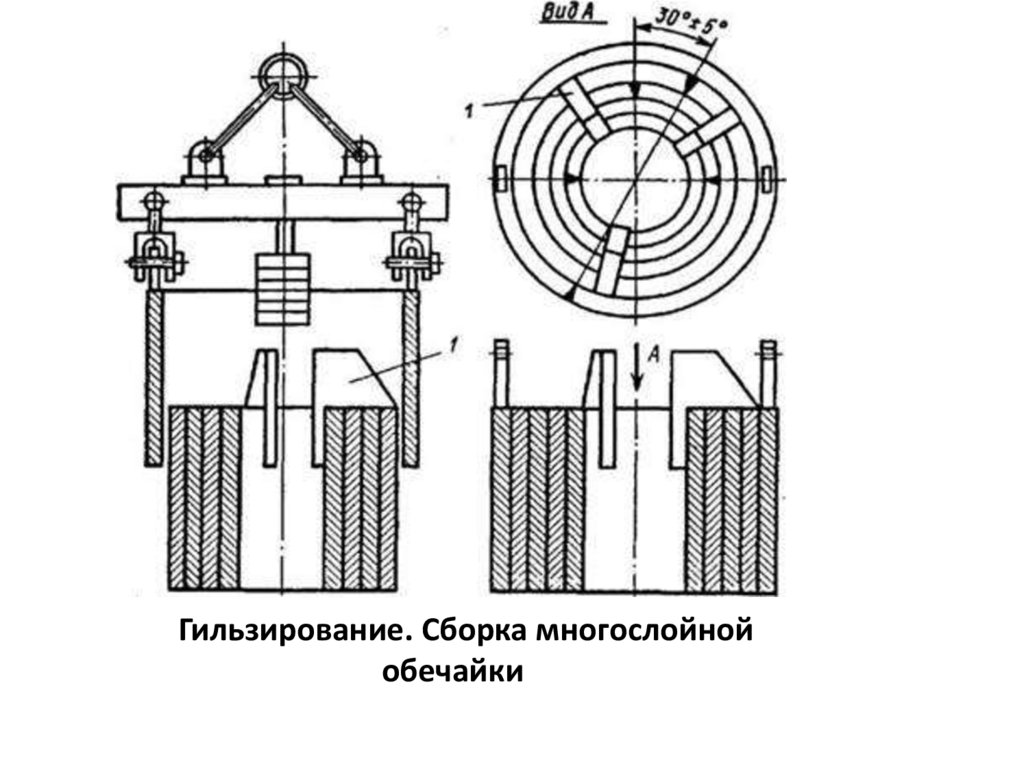
Гильзирование. Сборка многослойнойобечайки