


 industry
industrySimilar presentations:










Технологический процесс изготовления конструкции поперечной переборки сухогруза
1. Технологический процесс изготовления конструкции поперечной переборки сухогруза
Выполнил студент группы 41.1-зГусев Д.С.
Руководитель: Пестерев И.М.
2.
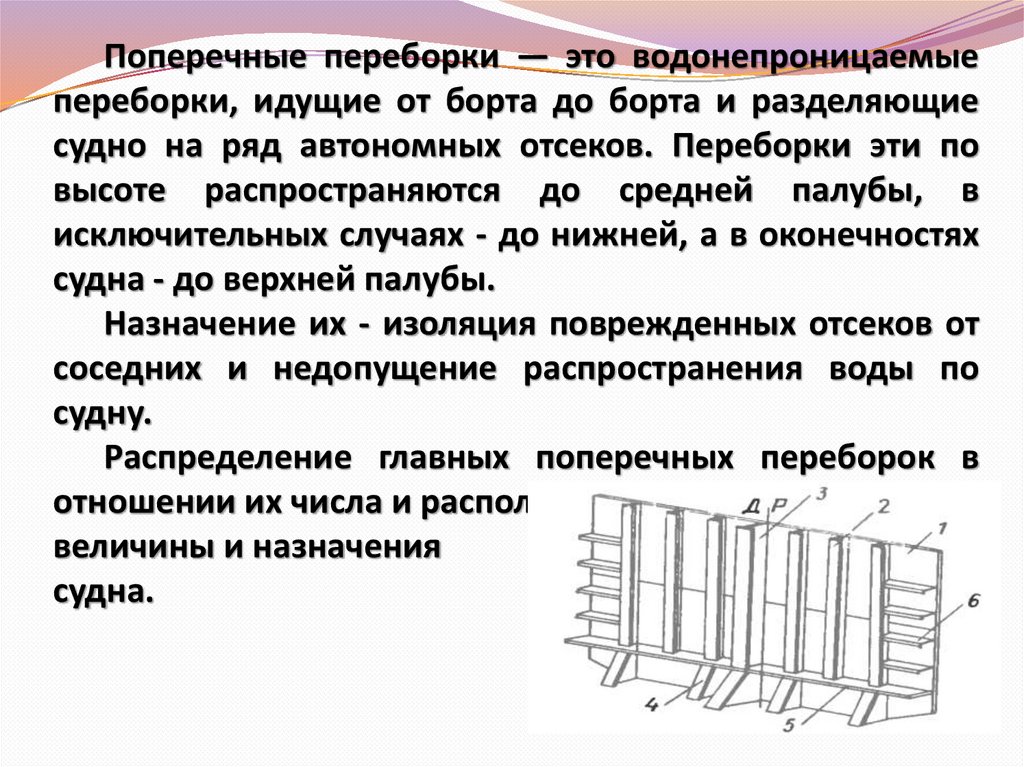
Поперечные переборки — это водонепроницаемыепереборки, идущие от борта до борта и разделяющие
судно на ряд автономных отсеков. Переборки эти по
высоте распространяются до средней палубы, в
исключительных случаях - до нижней, а в оконечностях
судна - до верхней палубы.
Назначение их - изоляция поврежденных отсеков от
соседних и недопущение распространения воды по
судну.
Распределение главных поперечных переборок в
отношении их числа и расположения зависит от
величины и назначения
судна.
3.
4.
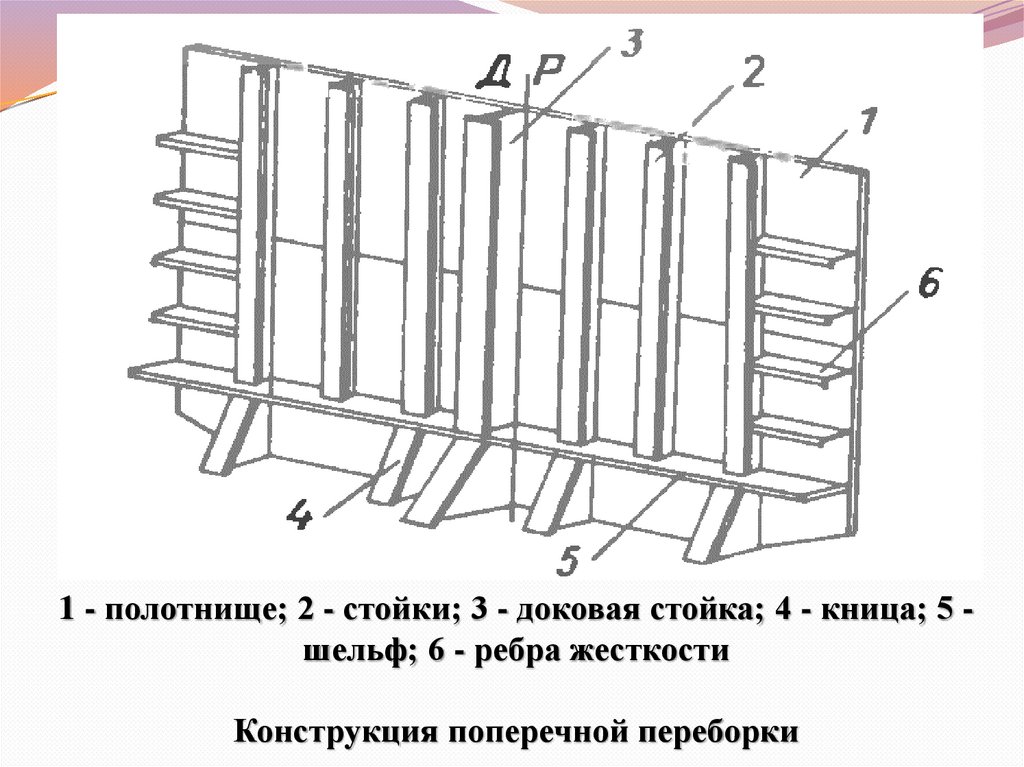
1 - полотнище; 2 - стойки; 3 - доковая стойка; 4 - кница; 5 шельф; 6 - ребра жесткостиКонструкция поперечной переборки
5.
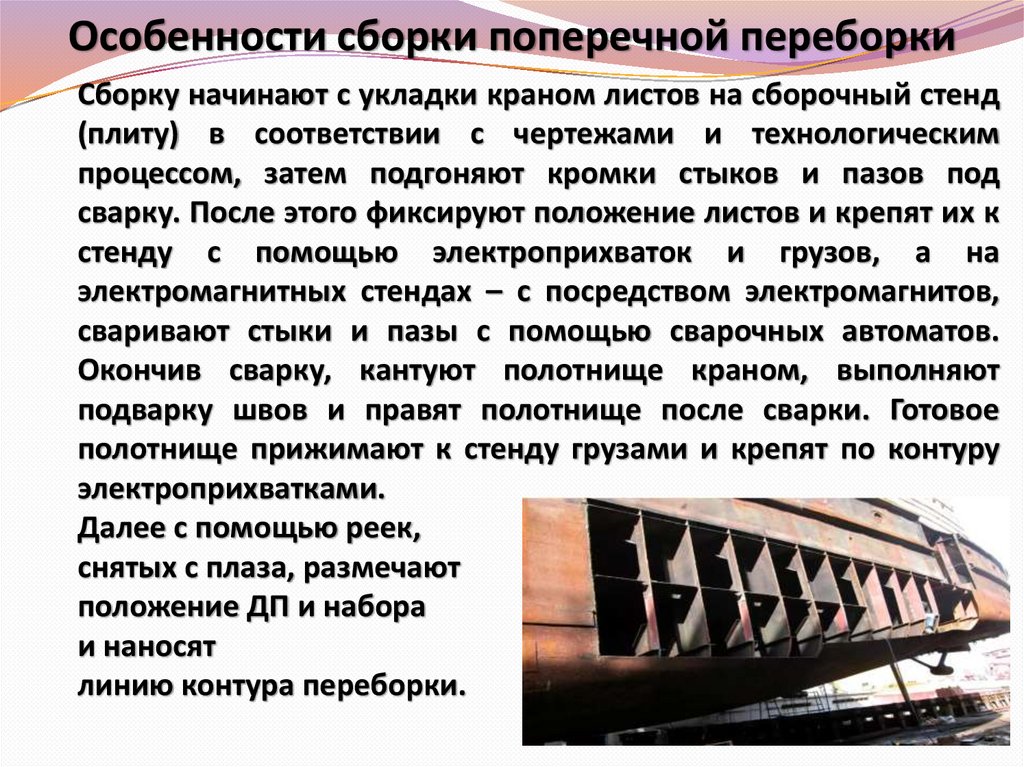
Особенности сборки поперечной переборкиСборку начинают с укладки краном листов на сборочный стенд
(плиту) в соответствии с чертежами и технологическим
процессом, затем подгоняют кромки стыков и пазов под
сварку. После этого фиксируют положение листов и крепят их к
стенду с помощью электроприхваток и грузов, а на
электромагнитных стендах – с посредством электромагнитов,
сваривают стыки и пазы с помощью сварочных автоматов.
Окончив сварку, кантуют полотнище краном, выполняют
подварку швов и правят полотнище после сварки. Готовое
полотнище прижимают к стенду грузами и крепят по контуру
электроприхватками.
Далее с помощью реек,
снятых с плаза, размечают
положение ДП и набора
и наносят
линию контура переборки.
6.
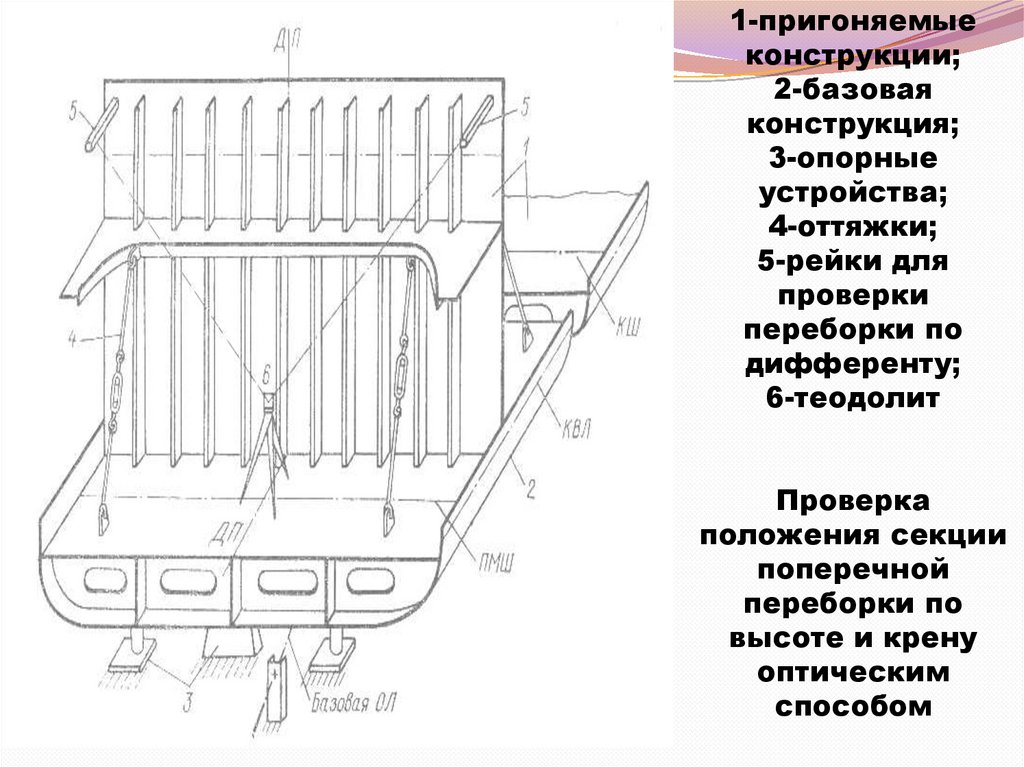
1-пригоняемыеконструкции;
2-базовая
конструкция;
3-опорные
устройства;
4-оттяжки;
5-рейки для
проверки
переборки по
дифференту;
6-теодолит
Проверка
положения секции
поперечной
переборки по
высоте и крену
оптическим
способом
7.
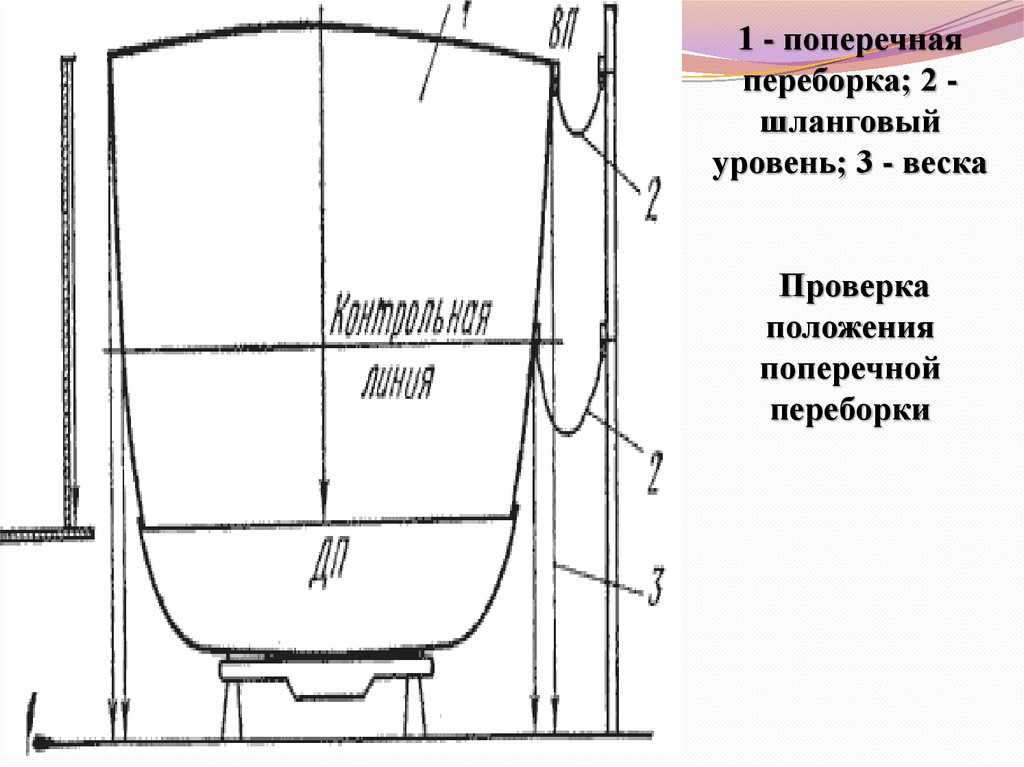
1 - поперечнаяпереборка; 2 шланговый
уровень; 3 - веска
Проверка
положения
поперечной
переборки
8.
По окончании всех разметочных работ приступают кустановке стоек набора, плотно прижимают их к полотнищу
и прихватывают со стороны полки. Проверив правильность
установки
стоек,
приваривают
их
к
полотнищу
полуавтоматической
или
ручной
сваркой.
Весьма
эффективной в данном случае может быть сварка
наклонным электродом (гравитационный способ сварки).
После сварки срубают прихватки, крепящие
полотнище к стенду, и кантуют полотнище, устанавливая на
выровненные брусья. Затем размечают на переборке по
размерам чертежа места установки деталей насыщения
(наклёпышей, стаканов, панелей, шпилек и т. д.), делают все
необходимые вырезы в переборке, устанавливают и
приваривают детали насыщения. Готовую переборку
окончательно правят, удаляют технологические припуски,
очищают не зачищенные места от ржавчины, грунтуют за
один раз (за исключением монтажных кромок шириной 50
мм.), маркируют и сдают ОТК.
9.
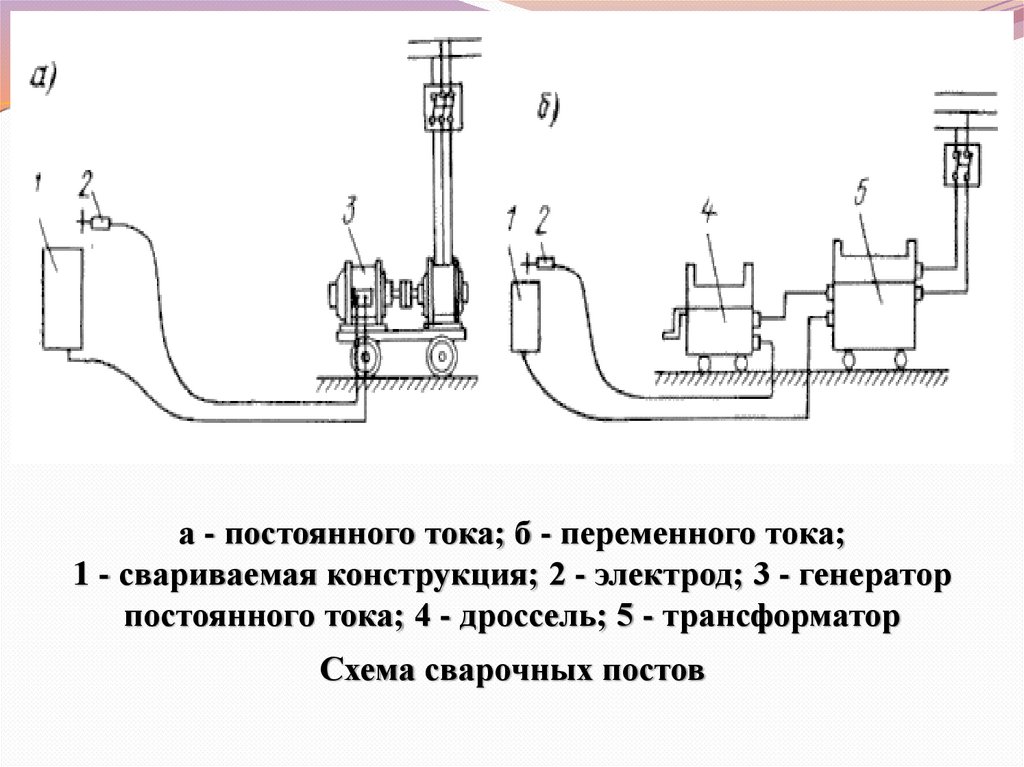
а - постоянного тока; б - переменного тока;1 - свариваемая конструкция; 2 - электрод; 3 - генератор
постоянного тока; 4 - дроссель; 5 - трансформатор
Схема сварочных постов
10.
Контроль качества изготовления поперечнойпереборки сухогруза
При изготовлении секций техническому контролю подлежат сборка
и сварка секций; сдача секции на конструктивность; испытание сварных
швов на непроницаемость.
После сдачи корпусных конструкций ОТК и испытаний на
непроницаемость их грунтуют. Перед грунтованием конструкции очищают от
окалины, ржавчины, масел и других загрязнений с помощью специальных
пневматических молотков для обивки окалины, пневматических стальных
щеток, скребков и протирки ветошью.
Контроль качества работ при изготовлении конструкции должен
осуществляться производственными и контрольными мастерами УКП,
технологической службой цеха-изготовителя, специалистами НТУ, при этом
необходимо руководствоваться требованием чертежей, пунктами
технологического процесса и нормативно-технической документацией.
При этом проверяется:
Качество деталей, поступающих на сборку;
Качество сборки под сварку;
Качество выполненных сварных швов;
Приемка готовой конструкции.
11.
12.
Техника безопасности при производстве работОдним из обязательных условий безопасного труда является
постоянное изучение и строгое соблюдение правил техники безопасности.
Работы по сборке узлов и секций необходимо выполнять на площадках,
оборудованных в соответствии с технологическим процессом изготовления
конструкций.
К выполнению электросварочных работ допускаются лица, прошедшие
обучение, сдавшие экзамен и получившие удостоверение на право
выполнения этих работ.
Подъем и перемещение грузов в корпусных цехах с помощью кранов и
других подъемно-транспортных средств выполняют рабочие, прошедшие
специальное обучение и сдавшие экзамены заводской комиссии. Нельзя
подменять стропальщика и подавать команды крановщику.
К работе на механизированном оборудовании допускаются только
лица, прошедшие специальное обучение и сдавшие технический экзамен.
Запрещается самовольно включать механизмы, менять положение их
органов управления.
Для выполнения работ на конструкциях, расположенных выше
человеческого роста (над уровнем ближайшего настила), необходимо
устанавливать леса. Работать с трапов запрещается.
13.
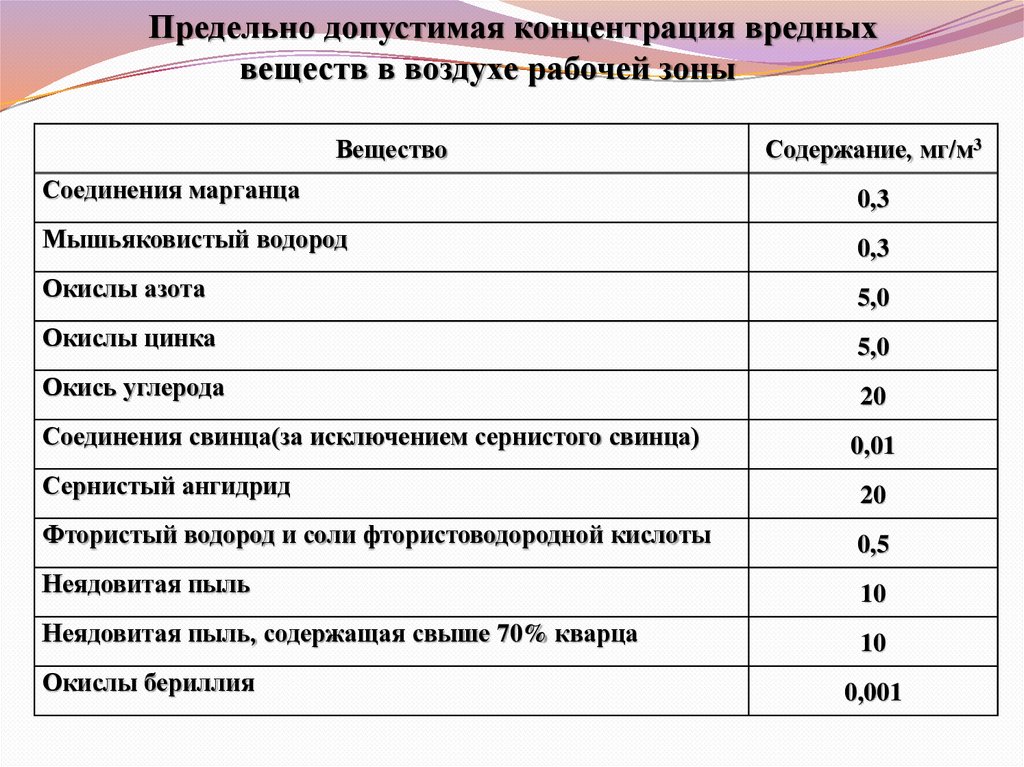
Предельно допустимая концентрация вредныхвеществ в воздухе рабочей зоны
Вещество
Содержание, мг/м3
Соединения марганца
0,3
Мышьяковистый водород
0,3
Окислы азота
5,0
Окислы цинка
5,0
Окись углерода
20
Соединения свинца(за исключением сернистого свинца)
0,01
Сернистый ангидрид
20
Фтористый водород и соли фтористоводородной кислоты
0,5
Неядовитая пыль
10
Неядовитая пыль, содержащая свыше 70% кварца
10
Окислы бериллия
0,001