
 industry
industrySimilar presentations:










Разработка технологического процесса изготовления газовой сваркой конструкции «Декоративная решётка»
1.
Разработкатехнологического
процесса изготовления
газовой сваркой
конструкции
«Декоративная решётка»
САМУЙЛОВ ПАВЕЛ, С-33.
2.
Цель и задачи:Цель:
Разработка технологического процесса газовой сварки конструкции «Декоративная решётка»
Задачи:
Проанализировать сварную металлоконструкцию
Выбрать и обосновать способ сварки , параметры режима сварки
Выбрать сварочное оборудование
Выбрать сварочные материалы
Составить технологическую карту
Проконтролировать качество сварных соединений
Рассчитать нормы времени на сварку изделий
Рассчитать параметры режима сварки
12.11.2024
3.
1. Аналитическая часть.
Конструкционный материал сварной металлоконструкции.
Cm1 – (Cm2); Свариваемость – хорошая(I); CЭКВ, % = не более 0.25 – вывод – сварка будет
проходить хорошо.
Химический состав Ст1 – в основном состоит из железа (Fe).
Механическое свойство – предел прочности при растяжении – 310-420 Мпа; Относительное
удлинение после взрыва – 23-26%.
Технологические свойства – свариваемость без ограничений; флюсочувствительность – не
чувствительна; склонность к отпускной хрупкости – не склонна.
12.11.2024
4.
1. Аналитическаячасть
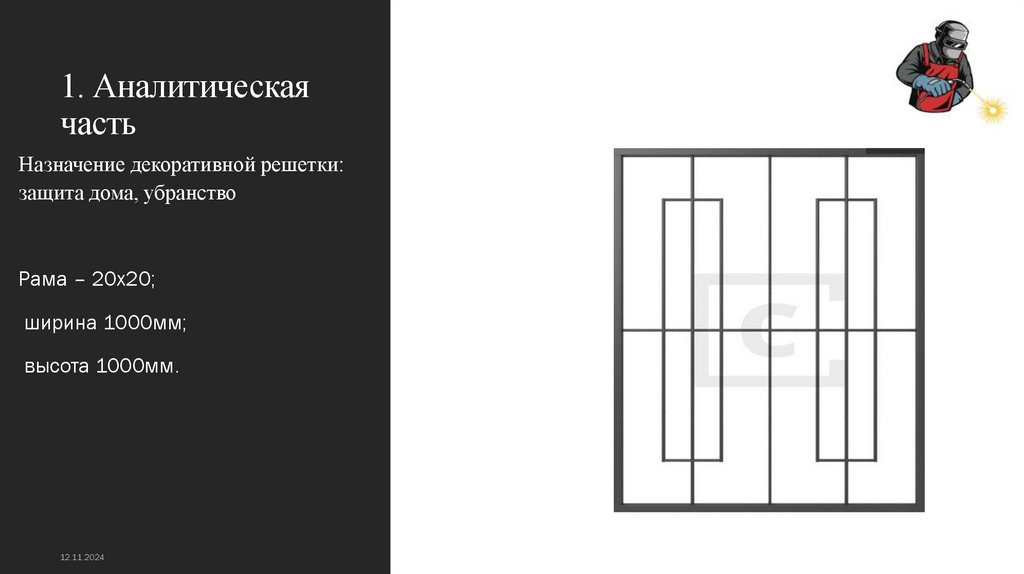
Назначение декоративной решетки:
защита дома, убранство
Рама – 20х20;
ширина 1000мм;
высота 1000мм.
12.11.2024
5.
2. Расчетно-организационная часть.«+» - низкая цена оборудования, возможность сварки и
резки в полевых условиях, регулирование мощности
пламени в широких пределах, сварка большинства видов
металлов и сплавов, плавной нагрев, предотвращающий
деформацию деталей и образование трещин.
«-» - повышенная опасность работы, возможная
деформация, не позволяет работать с металлами толще 5мм.
12.11.2024
6.
Оборудование газосварки:ацетиленовый генератор или баллон с горючим газом;
кислородный баллон; редукторы; сварочная горелка с
набором сменных наконечников; шланги для подачи
горючего газа и кислорода в горелку; сварочный стол;
приспособления для сборки изделий под сварку; комплект
инструментов.
12.11.2024
7.
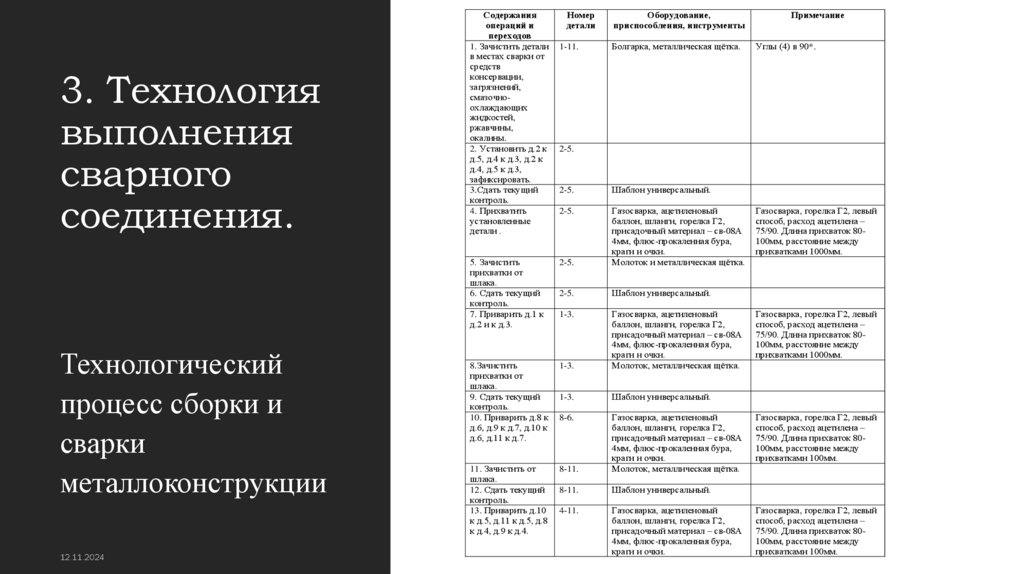
3. Технологиявыполнения
сварного
соединения.
Технологический
процесс сборки и
сварки
металлоконструкции
12.11.2024
Содержания
операций и
переходов
1. Зачистить детали
в местах сварки от
средств
консервации,
загрязнений,
смазочноохлаждающих
жидкостей,
ржавчины,
окалины.
2. Установить д.2 к
д.5, д.4 к д.3, д.2 к
д.4, д.5 к д.3,
зафиксировать.
3.Сдать текущий
контроль.
4. Прихватить
установленные
детали .
Номер
детали
1-11.
Оборудование,
приспособления, инструменты
Болгарка, металлическая щётка.
Примечание
Углы (4) в 90*.
2-5.
2-5.
Шаблон универсальный.
2-5.
5. Зачистить
прихватки от
шлака.
6. Сдать текущий
контроль.
7. Приварить д.1 к
д.2 и к д.3.
2-5.
Газосварка, ацетиленовый
баллон, шланги, горелка Г2,
присадочный материал – св-08А
4мм, флюс-прокаленная бура,
краги и очки.
Молоток и металлическая щётка.
2-5.
Шаблон универсальный.
1-3.
8.Зачистить
прихватки от
шлака.
9. Сдать текущий
контроль.
10. Приварить д.8 к
д.6, д.9 к д.7, д.10 к
д.6, д.11 к д.7.
1-3.
Газосварка, ацетиленовый
баллон, шланги, горелка Г2,
присадочный материал – св-08А
4мм, флюс-прокаленная бура,
краги и очки.
Молоток, металлическая щётка.
1-3.
Шаблон универсальный.
8-6.
11. Зачистить от
шлака.
12. Сдать текущий
контроль.
13. Приварить д.10
к д.5, д.11 к д.5, д.8
к д.4, д.9 к д.4.
8-11.
Газосварка, ацетиленовый
баллон, шланги, горелка Г2,
присадочный материал – св-08А
4мм, флюс-прокаленная бура,
краги и очки.
Молоток, металлическая щётка.
8-11.
Шаблон универсальный.
4-11.
Газосварка, ацетиленовый
баллон, шланги, горелка Г2,
присадочный материал – св-08А
4мм, флюс-прокаленная бура,
краги и очки.
Газосварка, горелка Г2, левый
способ, расход ацетилена –
75/90. Длина прихваток 80100мм, расстояние между
прихватками 1000мм.
Газосварка, горелка Г2, левый
способ, расход ацетилена –
75/90. Длина прихваток 80100мм, расстояние между
прихватками 1000мм.
Газосварка, горелка Г2, левый
способ, расход ацетилена –
75/90. Длина прихваток 80100мм, расстояние между
прихватками 100мм.
Газосварка, горелка Г2, левый
способ, расход ацетилена –
75/90. Длина прихваток 80100мм, расстояние между
прихватками 100мм.
8.
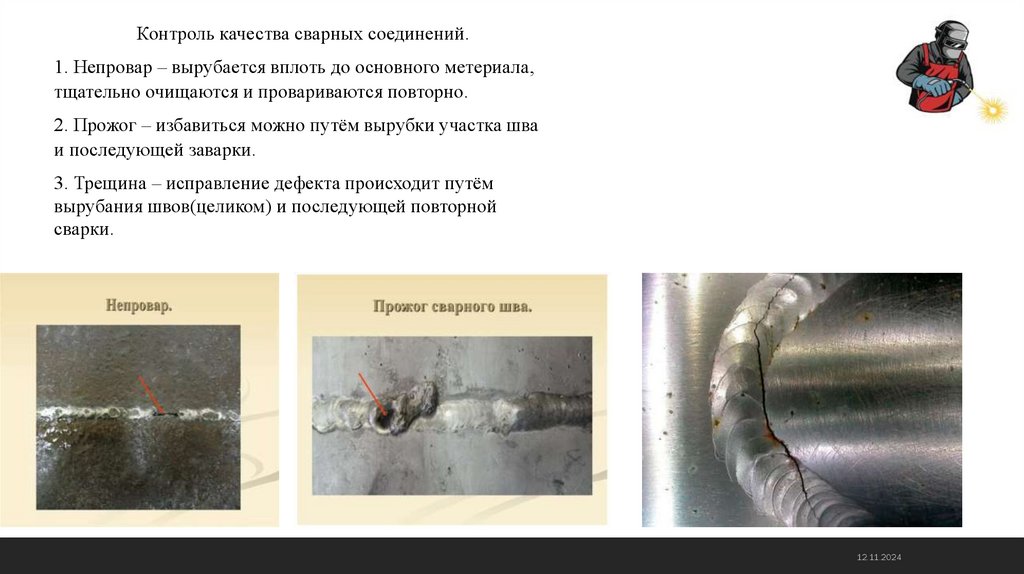
Контроль качества сварных соединений.1. Непровар – вырубается вплоть до основного метериала,
тщательно очищаются и провариваются повторно.
2. Прожог – избавиться можно путём вырубки участка шва
и последующей заварки.
3. Трещина – исправление дефекта происходит путём
вырубания швов(целиком) и последующей повторной
сварки.
12.11.2024
9.
4. Экономическая частьДиаметр прутка – 4мм. – 250р.
Расход ацетилена – 75/90 л/ч(при Г2)
Скорость сварки – Vсв = A/S – 3 м/ч.
Ацетилен – 1.4 кг/10л – 3100р
Кислород – 10л – 6000р
Материал (Ст1, проф.трубы) – 3894р
Работа сварщика – 7000р
Работа шлифовщика – 2000р(3ч)
Грунтовка – 403р
Краска – 1600р
Итог: 250+3100+6000+3894+7000+2000+403+1600 =
24.247р
12.11.2024
10.
5. Охрана трудаПеред началом выполнения работ по газовой сварке и газовой резке (далее - газопламенные работы) работниками, выполняющими эти работы,
проверяются:
1) герметичность присоединения рукавов к горелке, резаку, редуктору, предохранительным устройствам;
2) исправность аппаратуры, приборов контроля (манометров), наличие разрежения в канале для горючего газа инжекторной аппаратуры;
3) состояние предохранительных устройств;
4) правильность подводки кислорода и горючего газа к горелке, резаку или газорезательной машине;
5) наличие воды в водяном затворе до уровня контрольного крана (пробки) и плотность всех соединений в затворе на пропуск газа, а также плотность
присоединения шланга к затвору;
6) наличие и исправность средств пожаротушения;
7) исправность и срок поверки манометра на баллоне с газом.
В случае обнаружения утечек кислорода и ацетилена из трубопроводов и газоразборных постов и невозможности быстрого устранения неисправностей
поврежденные участки трубопроводов и газоразборные посты должны быть отключены, а помещение - провентилировано.
Отогрев замерзших ацетиленопроводов и кислородопроводов производится только паром или горячей водой. Запрещается применение открытого огня и
электрического подогрева.
В помещениях, в которых проводятся газопламенные работы, предусматривается вентиляция для удаления выделяющихся вредных газов.
12.11.2024
11.
Спасибо за внимание.12.11.2024