
 chemistry
chemistrySimilar presentations:





")




Полимерные материалы для аддитивных технологий
1.
ПОЛИМЕРНЫЕ МАТЕРИАЛЫДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ
2.
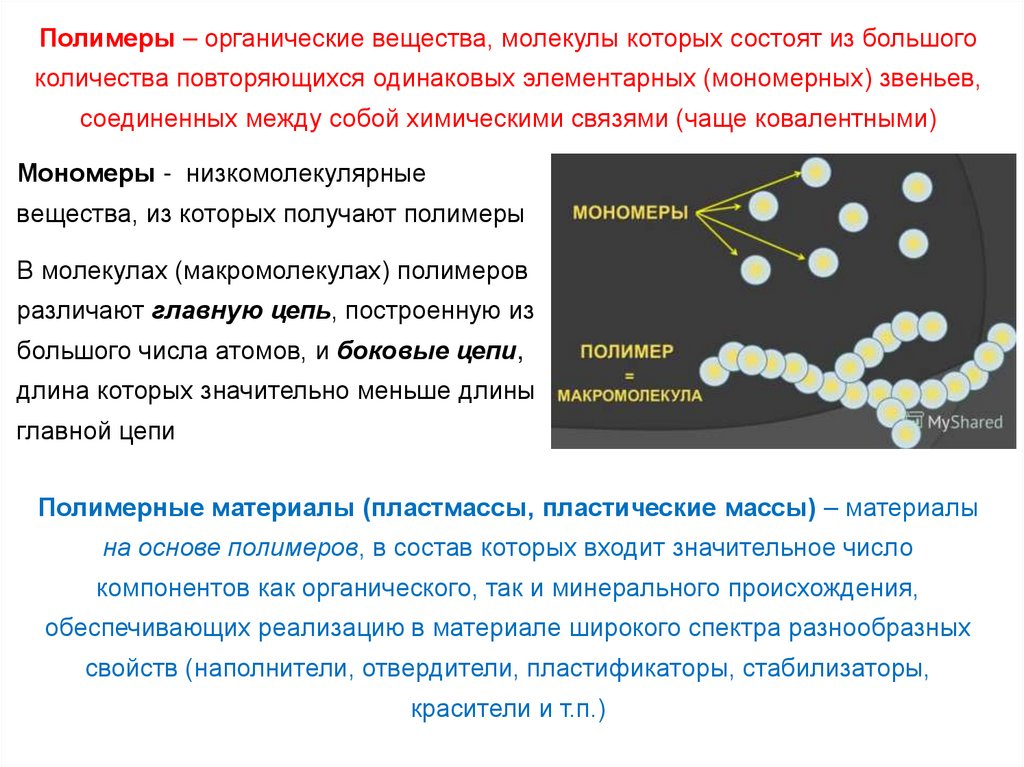
Полимеры – органические вещества, молекулы которых состоят из большогоколичества повторяющихся одинаковых элементарных (мономерных) звеньев,
соединенных между собой химическими связями (чаще ковалентными)
Мономеры - низкомолекулярные
вещества, из которых получают полимеры
В молекулах (макромолекулах) полимеров
различают главную цепь, построенную из
большого числа атомов, и боковые цепи,
длина которых значительно меньше длины
главной цепи
Полимерные материалы (пластмассы, пластические массы) – материалы
на основе полимеров, в состав которых входит значительное число
компонентов как органического, так и минерального происхождения,
обеспечивающих реализацию в материале широкого спектра разнообразных
свойств (наполнители, отвердители, пластификаторы, стабилизаторы,
красители и т.п.)
3.
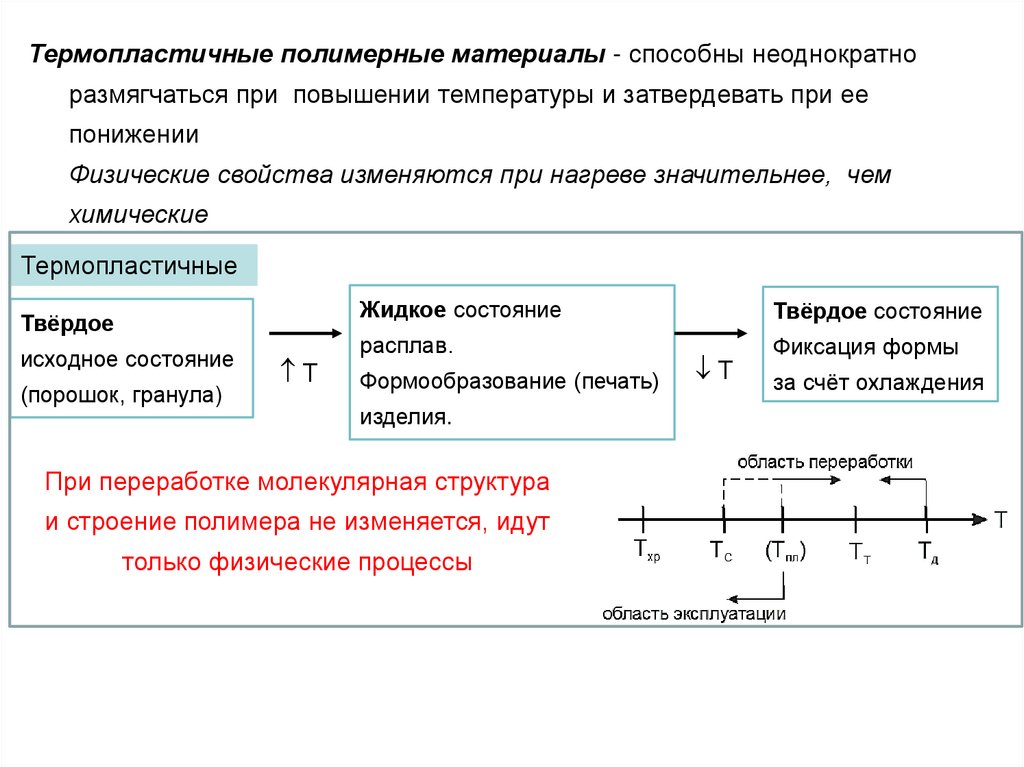
Термопластичные полимерные материалы - способны неоднократноразмягчаться при повышении температуры и затвердевать при ее
понижении
Физические свойства изменяются при нагреве значительнее, чем
химические
Термопластичные
Твёрдое
исходное состояние
(порошок, гранула)
Т
Жидкое состояние
Твёрдое состояние
расплав.
Фиксация формы
Формообразование (печать)
изделия.
При переработке молекулярная структура
и строение полимера не изменяется, идут
только физические процессы
Т
за счёт охлаждения
4.
ТЕМПЕРАТУРНЫЕ ПЕРЕХОДЫПлавление
• Температура плавления - температура равновесного фазового перехода
кристаллического (твёрдого) тела в жидкое состояние при постоянном
внешнем давлении и наоборот
Полимеры при температурах выше температуры плавления находятся в
жидком (вязкотекучем) состоянии, а при температурах ниже температуры
плавления в высокоэластичном (твердом)
Стеклование
• Температура стеклования — температура, при которой полимер переходит
при охлаждении из высокоэластичного или вязкотекучего состояния в
стеклообразное
Полимер при температурах выше температуры стеклования находится в
пластичном состоянии, а при температурах ниже температуры стеклования
в твердом и достаточно хрупком состоянии
5.
СОСТАВ ПЛАСТИЧЕСКИХ МАСС (ПЛАСТМАСС)• Основной полимер
• Наполнители (твердые материалы органического и неорганического происхождения)
для повышения прочности, твердости, теплостойкости и придания
специальных свойств;
• Пластификаторы (олеиновая кислота, стеарин, дибутилфталат и др.) - для
повышения пластичности;
• Отвердители, ускоряющие переход пластмасс в неплавкое, твердое и
нерастворимое состояние (для термореактивных)
• Стабилизаторы - органические вещества, предотвращающие или
замедляющие процесс старения;
• Красители (пигменты)
6.
НЕПРЕРЫВНЫЕТЕРМОПЛАСТИЧНЫЕ МАТЕРИАЛЫ
ДЛЯ FDM ТЕХНОЛОГИИ
7.
СОСТАВ СЫРЬЯОсновной термопластичный полимер
• Форма гранул: цилиндр, шар, чечевица, куб,
прямоугольная пластина (стремятся получить форму
гранул, близкую к сферической)
• Размер - несколько миллиметров
• Форма и размеры гранул зависят от типа
полимера
• Гранулы полимера, как правило, белые или
прозрачные
Добавки (мастербатч) - вводят доли %
• Цветовой мастербатч – концентрированная
смесь цветовых пигментов для окраски
пластика
• Присадочный мастербатч - для придания
пластику дополнительных свойств
8.
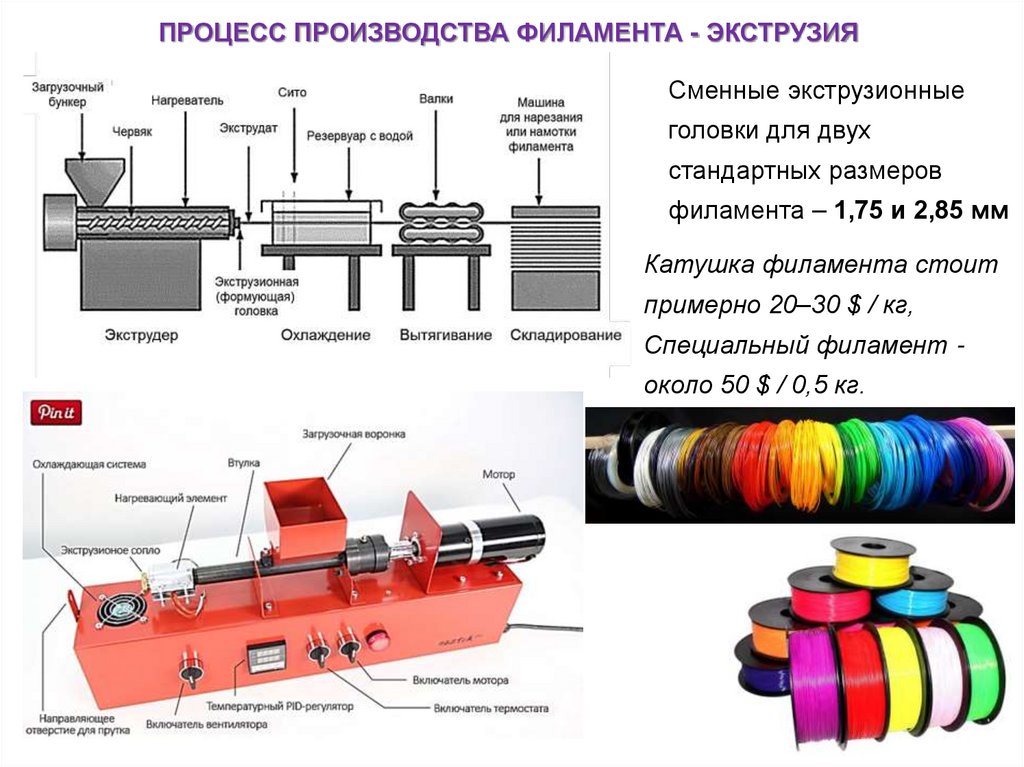
ПРОЦЕСС ПРОИЗВОДСТВА ФИЛАМЕНТА - ЭКСТРУЗИЯСменные экструзионные
головки для двух
стандартных размеров
филамента – 1,75 и 2,85 мм
Катушка филамента стоит
примерно 20–30 $ / кг,
Специальный филамент около 50 $ / 0,5 кг.
9.
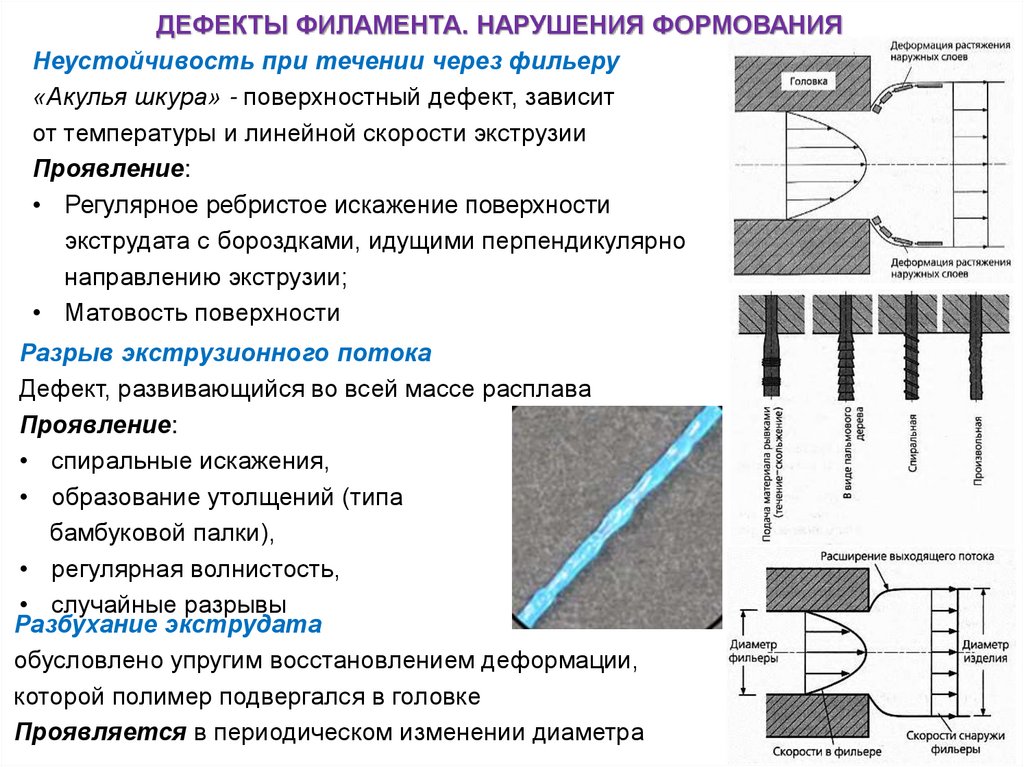
ДЕФЕКТЫ ФИЛАМЕНТА. НАРУШЕНИЯ ФОРМОВАНИЯНеустойчивость при течении через фильеру
«Акулья шкура» - поверхностный дефект, зависит
от температуры и линейной скорости экструзии
Проявление:
• Регулярное ребристое искажение поверхности
экструдата с бороздками, идущими перпендикулярно
направлению экструзии;
• Матовость поверхности
Разрыв экструзионного потока
Дефект, развивающийся во всей массе расплава
Проявление:
• спиральные искажения,
• образование утолщений (типа
бамбуковой палки),
• регулярная волнистость,
• случайные разрывы
Разбухание экструдата
обусловлено упругим восстановлением деформации,
которой полимер подвергался в головке
Проявляется в периодическом изменении диаметра
10.
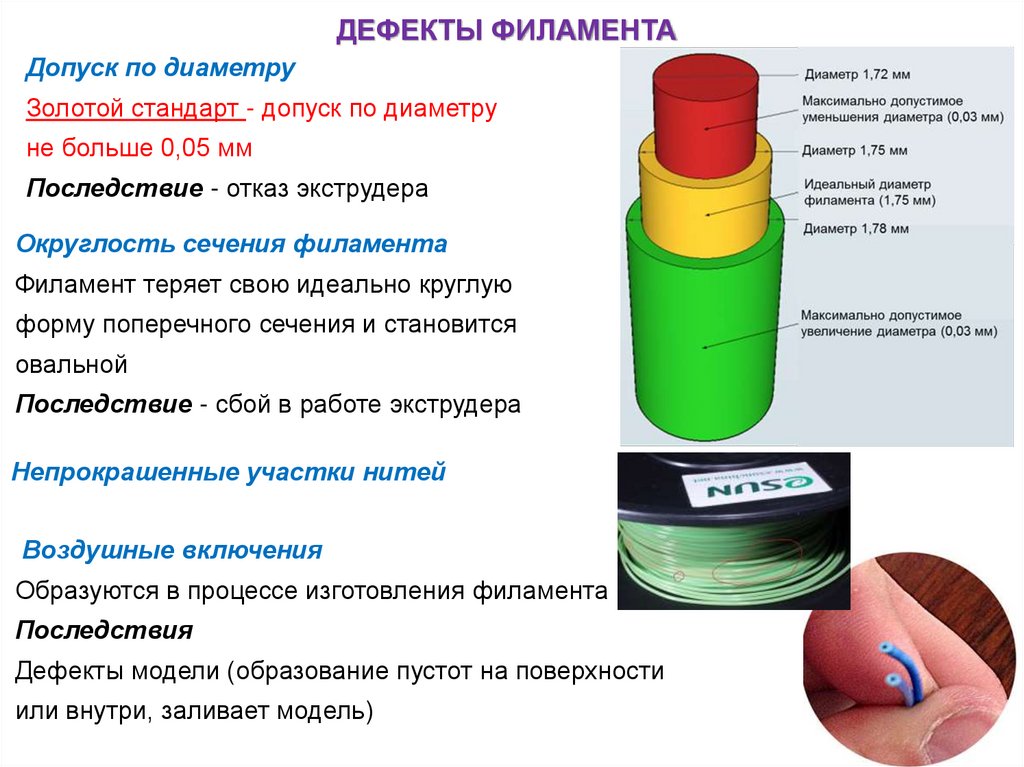
ДЕФЕКТЫ ФИЛАМЕНТАДопуск по диаметру
Золотой стандарт - допуск по диаметру
не больше 0,05 мм
Последствие - отказ экструдера
Округлость сечения филамента
Филамент теряет свою идеально круглую
форму поперечного сечения и становится
овальной
Последствие - сбой в работе экструдера
Непрокрашенные участки нитей
Воздушные включения
Образуются в процессе изготовления филамента
Последствия
Дефекты модели (образование пустот на поверхности
или внутри, заливает модель)
11.
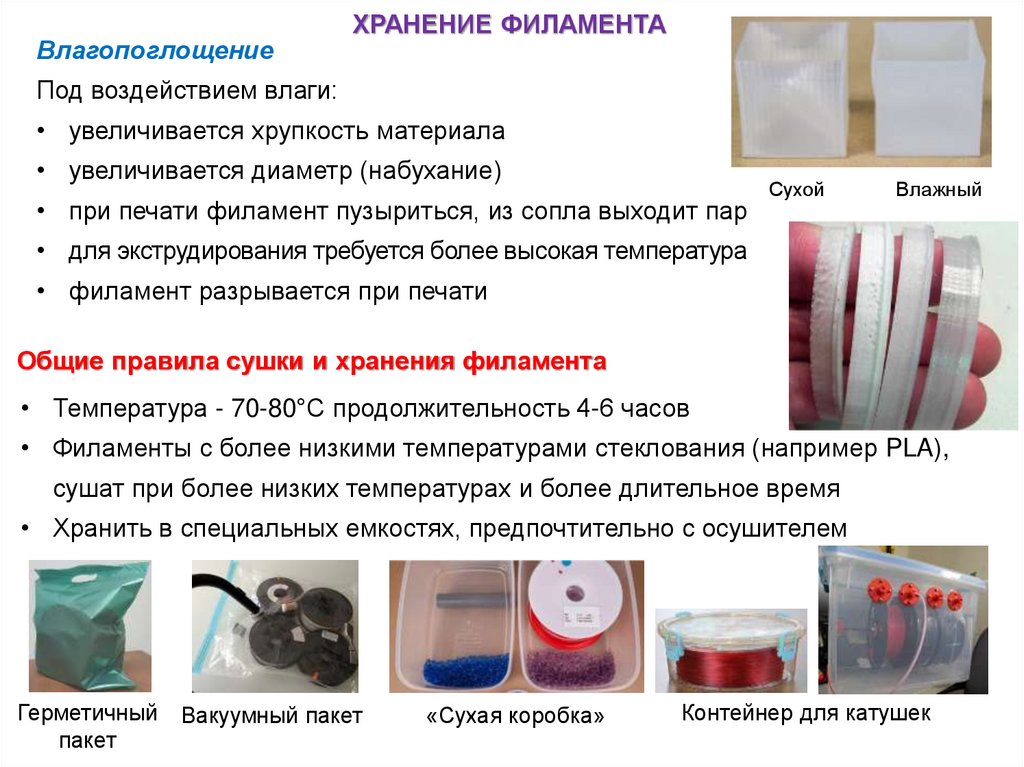
ВлагопоглощениеХРАНЕНИЕ ФИЛАМЕНТА
Под воздействием влаги:
• увеличивается хрупкость материала
• увеличивается диаметр (набухание)
• при печати филамент пузыриться, из сопла выходит пар
Сухой
Влажный
• для экструдирования требуется более высокая температура
• филамент разрывается при печати
Общие правила сушки и хранения филамента
• Температура - 70-80°С продолжительность 4-6 часов
• Филаменты с более низкими температурами стеклования (например PLA),
сушат при более низких температурах и более длительное время
• Хранить в специальных емкостях, предпочтительно с осушителем
Герметичный
пакет
Вакуумный пакет
«Сухая коробка»
Контейнер для катушек
12.
ДОСТОИНСТВА ФИЛАМЕНТА С ДИАМЕТРОМ 1,75 ММ• Чем легче филамент из расчета на единицу длины, тем меньшие массы
приходится перемещать мотору экструдера, и тем легче ему производить
эту работу.
• Сила, необходимая для проталкивания пластика в экструдер меньше,
потому что давление, образующееся внутри сопла, тоже будет меньше.
• Филамент с меньшим диаметром нагревается быстрее и поэтому можно
печатать быстрее.
• Позволяет использовать более компактную конструкцию горячего сопла
экструдера.
• Меньшие по размеру сопла позволяют добиться более точного
управления потоком пластика и уменьшает риск протеканий.
• Возможность очерчивать более точно контуры и делать более острые
углы.