

















































































































































 chemistry
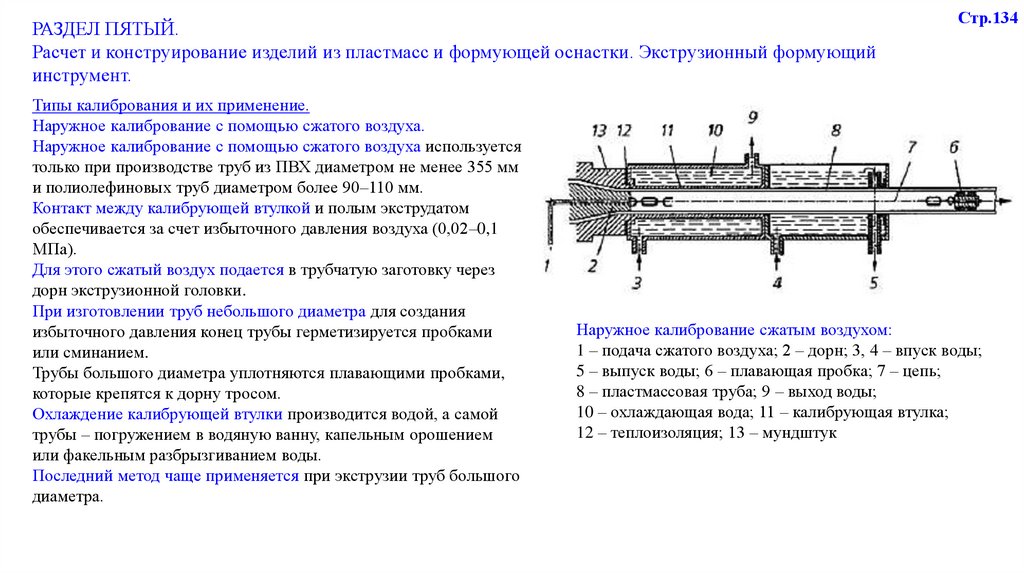
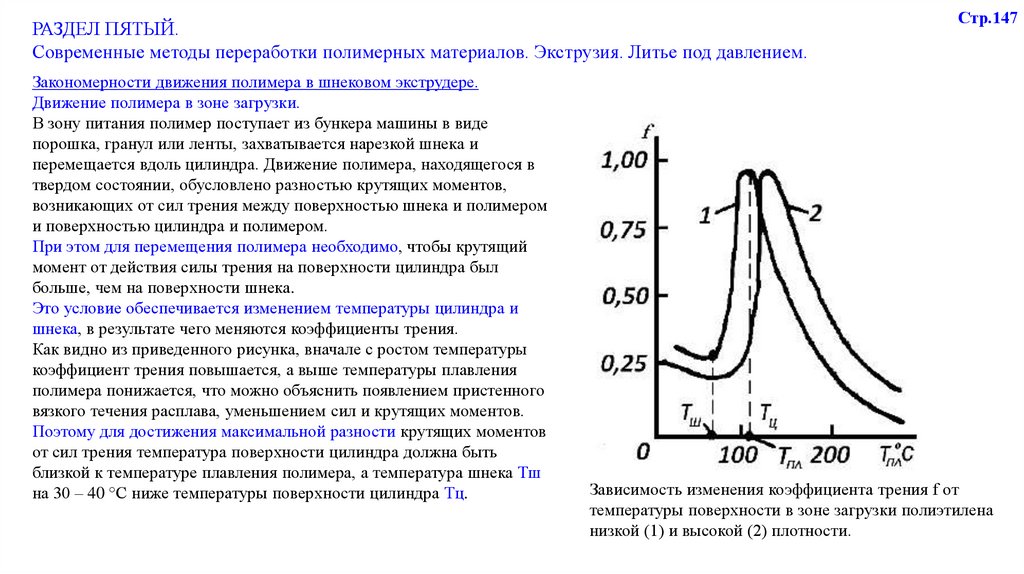
chemistrySimilar presentations:




")





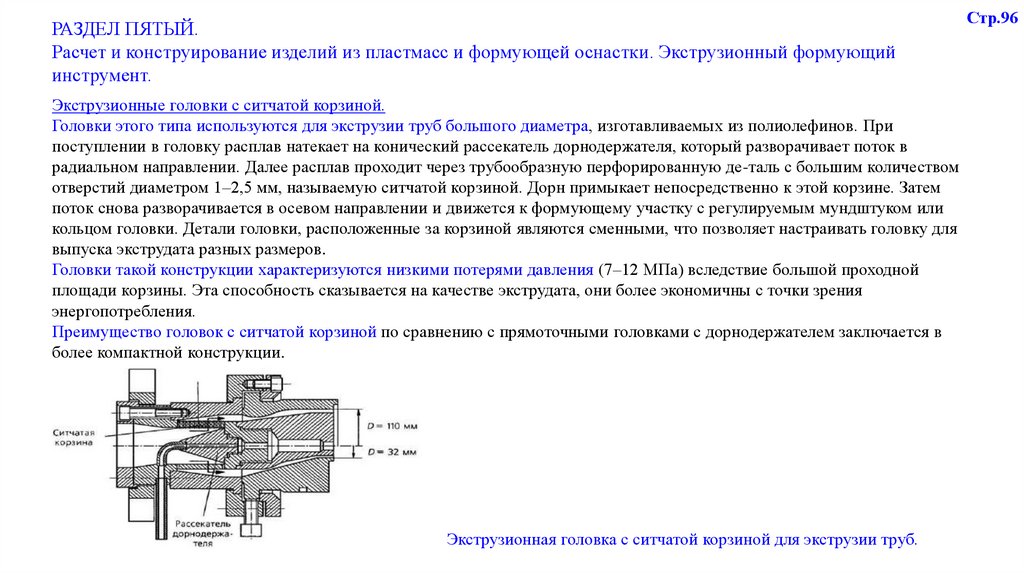
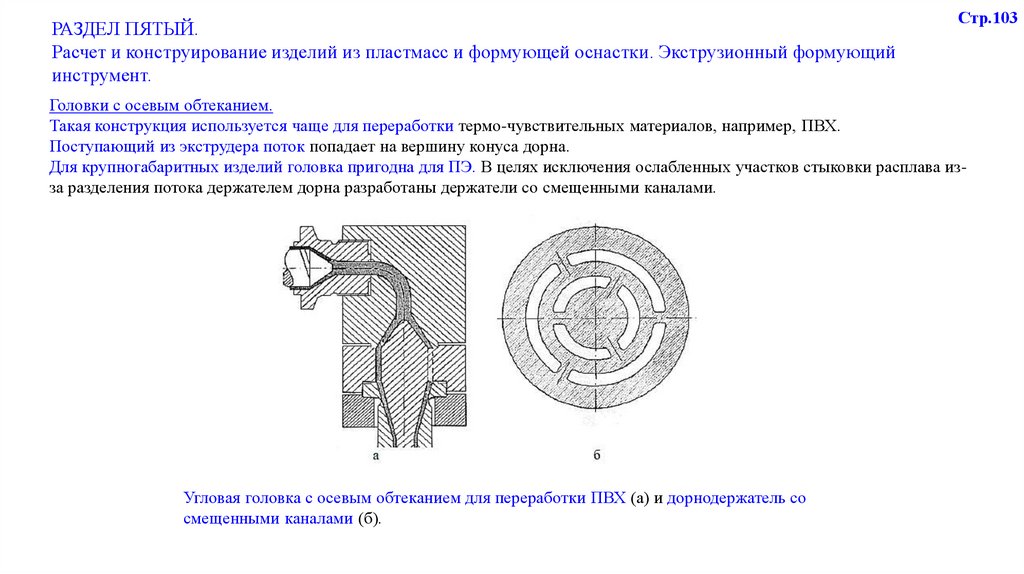
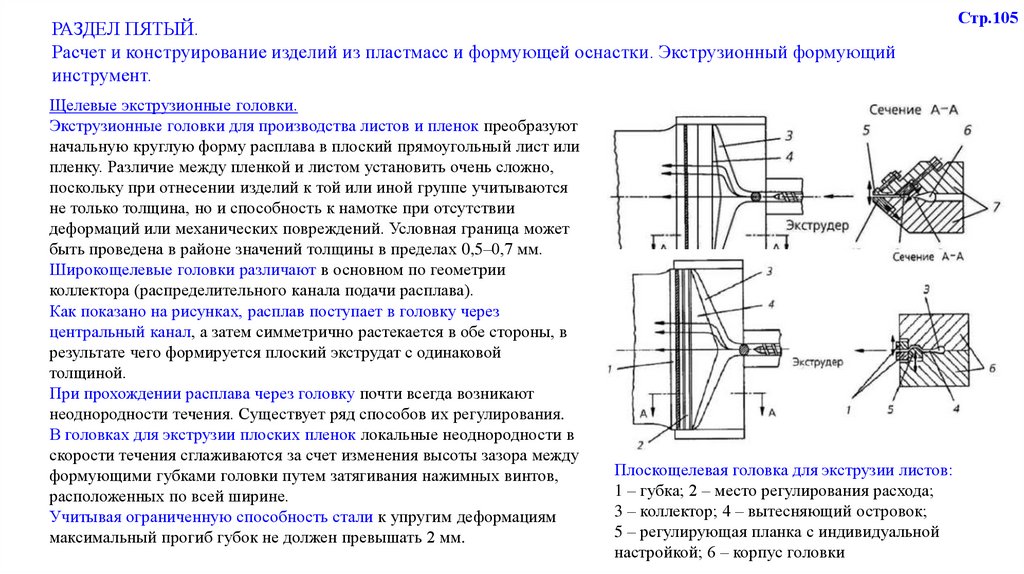
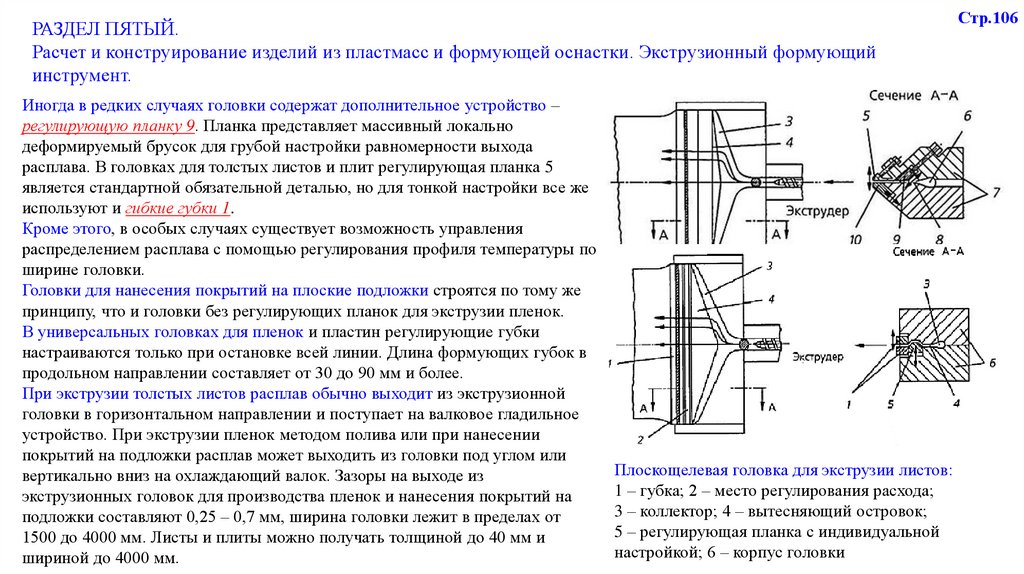
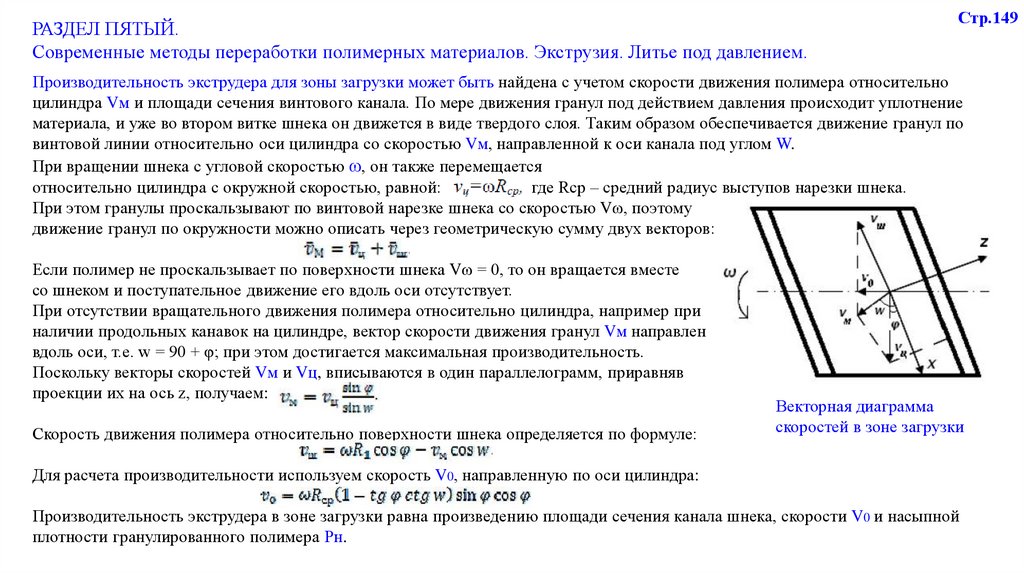
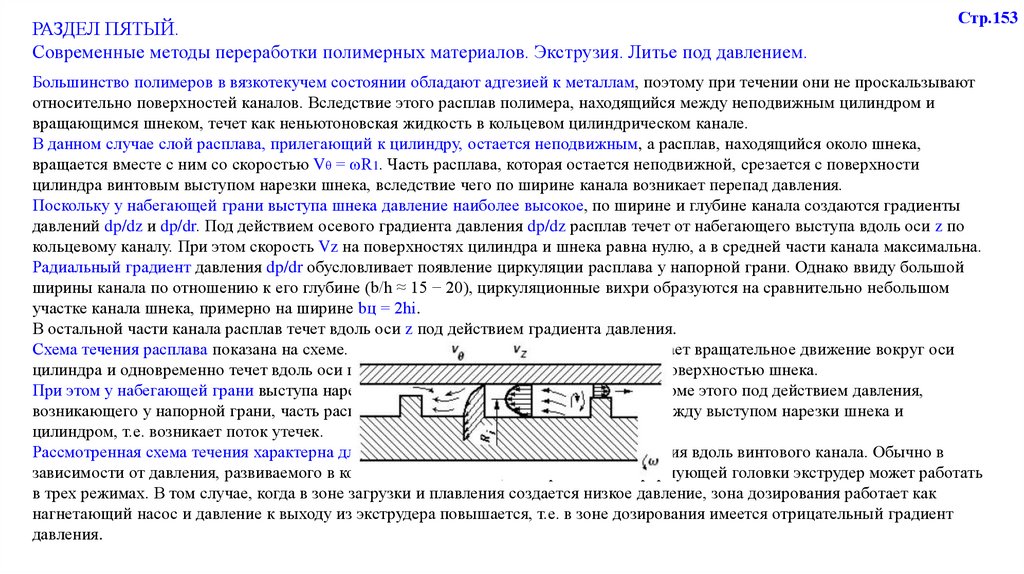
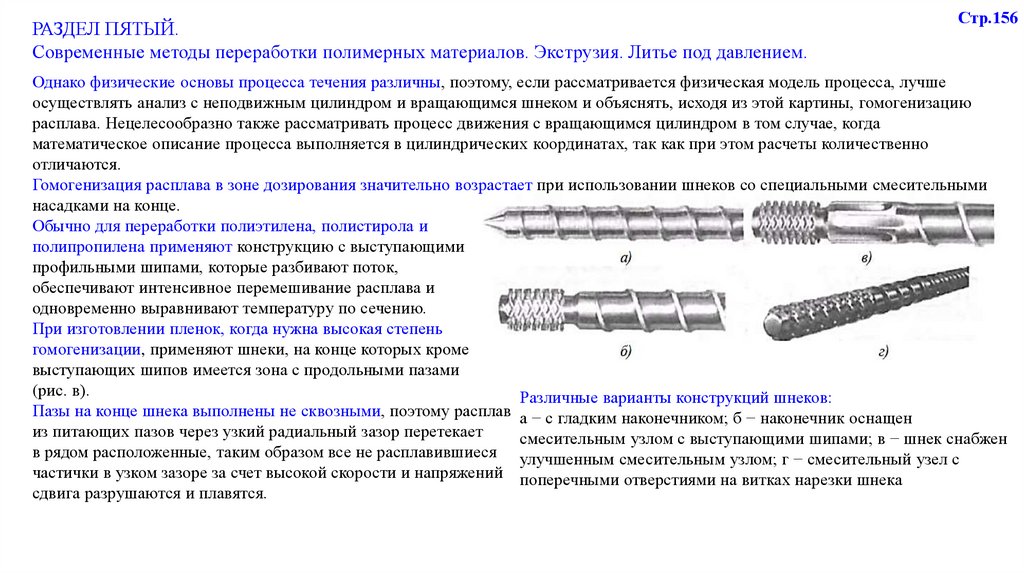
Современные методы переработки полимерных материалов
1.
ЭКСТРУЗИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВОбучающий курс
Предназначен для студентов, обучающихся по направлениям подготовки
«Химическая технология» (бакалавриат) и «Химическая технология»
(магистратура), изучающих дисциплины «Расчет и конструирование изделий из
полимеров и оснастки», «Разработка конструкции и расчет технологической
оснастки».
Содержит необходимый материал для глубокого усвоения курсов специальных
дисциплин магистров и дисциплин профессионального цикла бакалавров
направления «Химическая технология» всех форм обучения.
Рекомендовано для формирования профессиональных компетенций в
соответствии с ФГОС 3-го поколения.
АНО ДПО УЦ «ТЕХНОСЕРВИС», 2022г.
2.
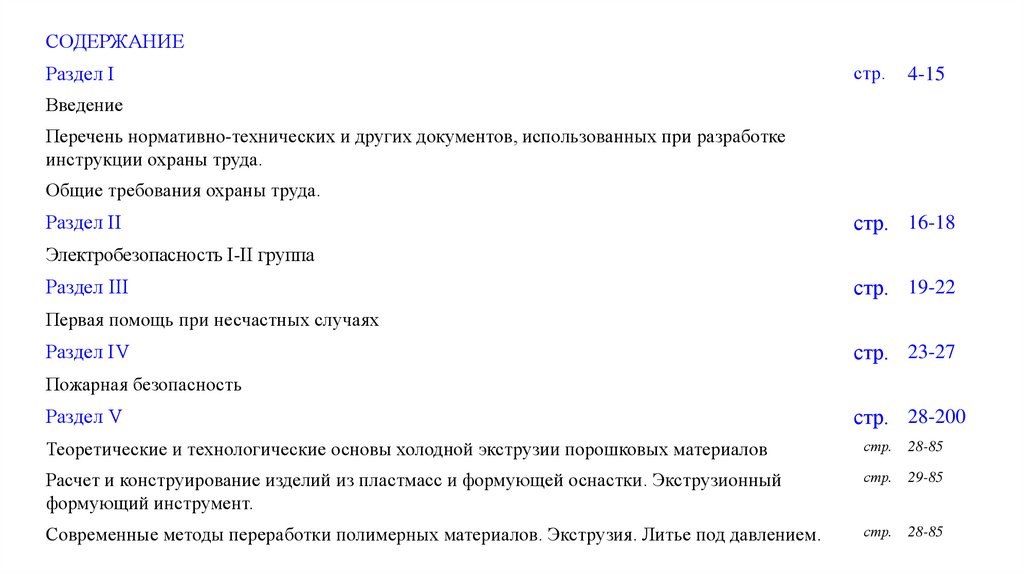
СОДЕРЖАНИЕРаздел I
стр.
4-15
Введение
Перечень нормативно-технических и других документов, использованных при разработке
инструкции охраны труда.
Общие требования охраны труда.
Раздел II
стр. 16-18
Электробезопасность I-II группа
Раздел III
стр. 19-22
Первая помощь при несчастных случаях
Раздел IV
стр. 23-27
Пожарная безопасность
Раздел V
стр. 28-200
Теоретические и технологические основы холодной экструзии порошковых материалов
стр.
28-85
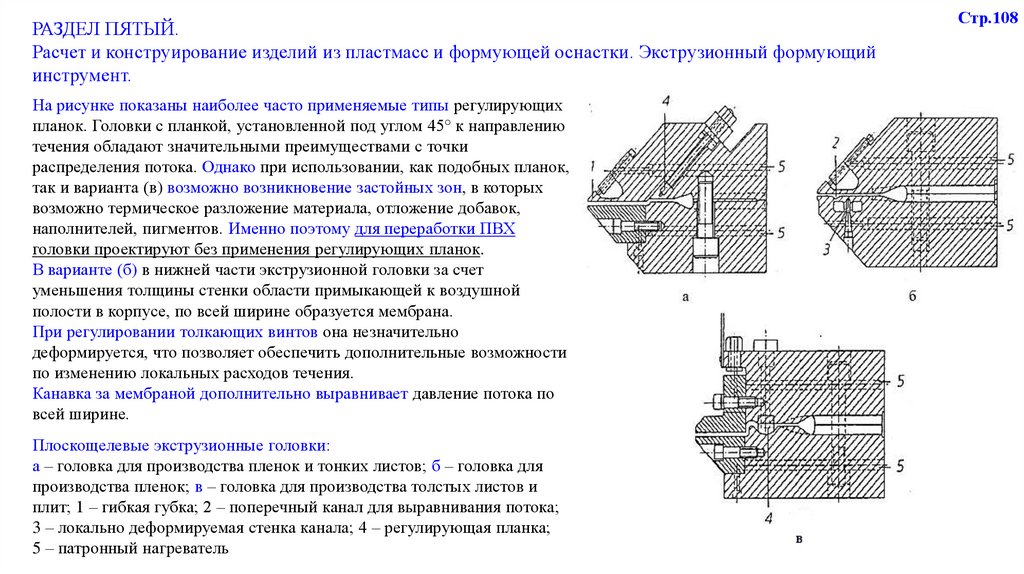
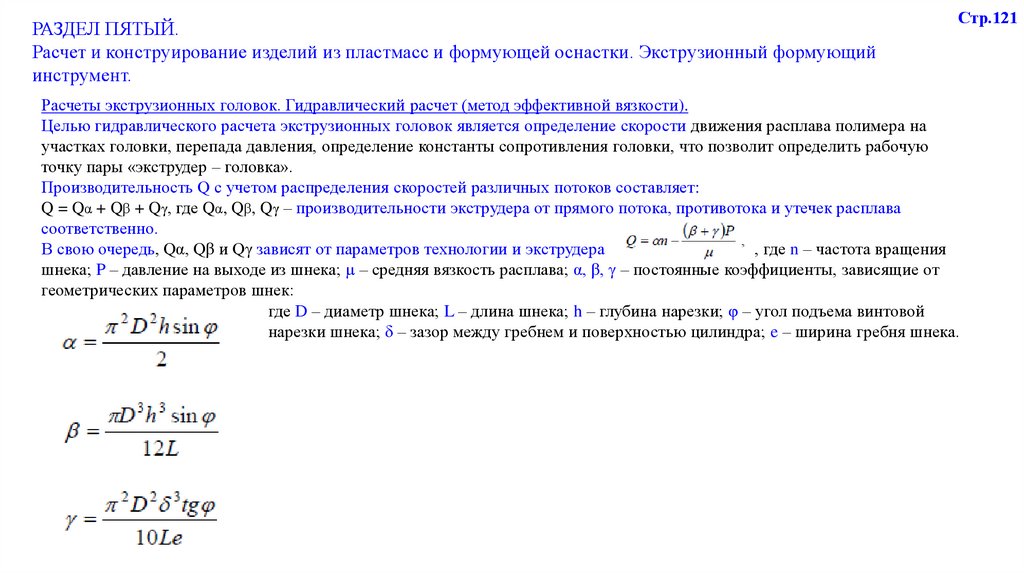
Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный
формующий инструмент.
стр.
29-85
Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
стр.
28-85
3.
УЧЕБНЫЙ ПЛАН−
−
−
−
−
−
−
−
−
−
охрана труда;
пожарная безопасность;
электробезопасность;
оказание первой помощи пострадавшим;
теоретические и технологические основы холодной экструзии порошковых
материалов;
расчет и конструирование изделий из пластмасс и формующей оснастки;
экструзионный формующий инструмент;
современные методы переработки полимерных материалов;
вопросы для проверки знаний (ЭОМ-З) по профессии машинист экструдера;
экзаменационные билеты для аттестации машинистов экструдера.
4.
РАЗДЕЛ ПЕРВЫЙ.Введение.
Экструзия (от англ. extrusion — выталкивание, выдавливание): технологический процесс — метод и процесс получения
изделий из полимерных материалов (резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей,
металлов) путём продавливания расплава материала через формующее отверстие в экструдере.
Экструзия – непрерывный технологический процесс получения изделий определенной формы путем продавливания
расплава полимерного материала через формующее отверстие.
При изготовлении изделий методом экструзии в полимерах протекают в основном физические процессы, например
переход полимера из одного физического или фазового состояния в другое.
К химическим процессам, протекающим при экструзии, можно отнести термическую и механическую деструкцию
полимеров, обусловленную соответственно высокими температурами и большими сдвиговыми напряжениями,
возникающими при течении расплава полимера в рабочих узлах экструдера и формующей головки.
При обеспечении определенных технологических параметров эти химические процессы могут быть сведены к
минимуму или полностью исключены.
Прессование и спекание порошков и гранул дает возможность получать заготовки, по форме максимально
приближенные к готовому изделию и, в некоторых случаях, полностью избежать механической обработки.
Различают дискретные (свойство, противопоставляемое непрерывности, прерывистость) и непрерывные методы
формования порошковых материалов.
Непрерывные методы формования отличаются повышенной производительностью и легче поддаются автоматизации.
Они основаны на прокатке или экструзии материала. Прокаткой получают изделия и заготовки из пластичных
металлических порошков, обладающих хорошей прессуемостью.
Экструзию используют для формования длинномерных изделий различного профиля.
Основные методы реализации — мундштучное и шнековое прессование — отличаются легкостью автоматизации и
высокой производительностью.
Стр.4
5.
РАЗДЕЛ ПЕРВЫЙ.Введение.
В зависимости от температуры формуемого материала различают горячую и холодную экструзию.
Горячая экструзия осуществляется при температурах, соответствующих максимальной пластичности материала.
Этим методом прессуют пластичные металлы, как в литом, так и в измельченном состоянии.
Холодной экструзией формуют пластифицированные измельченные материалы при комнатной температуре или с
небольшим нагревом.
Пластификаторы - это вещества, которые вводят в состав полимерных материалов для придания (или повышения)
эластичности или пластичности при переработке и эксплуатации.
Пластификаторы облегчают диспергирование (тонкое измельчение твёрдых тел или жидкостей, в результате чего
получают порошки, суспензии, эмульсии) ингредиентов, снижают температуру технологической обработки композиций,
улучшают морозостойкость полимеров, но иногда ухудшают их теплостойкость. Некоторые пластификаторы могут
повышать огне-, свето- и термостойкость полимеров.
Общие требования к пластификаторам: хорошая совместимость с полимером, низкая летучесть, отсутствие запаха,
химическая инертность, стойкость к экстракции из полимера жидкими средами, например, маслами, моющими
средствами.
Наиболее распространенные пластификаторы: сложные эфиры, например, диоктилфталат, диметилфталат,
дибутилфталат, дибутилсебацинат, диоктиладипинат, диоктилсебацинат, диизобутилфталат, 2-этилгексил, эфиры
фталевой и тримеллитовой кислоты, сложные эфиры ортофосфорной кислоты.
Используются также минеральные и невысыхающие растительные масла, эпоксидированное соевое масло,
хлорированные парафины и др.
Количество пластификатора в композиции — от 1-2 до 100 % (от массы полимера).
Основной потребитель пластификаторов — промышленность пластмасс (около 70 % общего объёма производства
пластификаторов расходуется на изготовление пластиката)
Стр.5
6.
РАЗДЕЛ ПЕРВЫЙ.Введение.
Перед спеканием пластификатор удаляют из прессовки. Метод универсален, экономичен и высокопроизводителен.
Холодная экструзия позволяет получать изделия сложной формы без механической обработки.
Экструзию используют в разных отраслях промышленности:
− пищевой (изготовление колбас)
− химической (формование термопластов)
− строительной (керамические трубы)
− металлургии
Способы экструзии классифицируют по следующим признакам:
− температуре формования
− структуре и состоянию материала
− степени стационарности процесса
− методу реализации
Обрабатываемый материал может находиться в компактном (беспористом или сжатом), измельченном (порошковом,
гранулированном) и жидком состояниях.
Каждое из этих состояний характеризуется определенными макро- и микроструктурами.
По степени стационарности процесс экструзии бывает:
− дискретным
− циклическим
− непрерывным
Основные методы реализации экструзии: мундштучное прессование, формование на шнековых и дисковых прессах,
обработка материалов на узкоспециализированных устройствах.
Комбинация этих признаков позволяет достаточно полно охарактеризовать выбранный способ формования.
Стр.6
7.
Стр.7РАЗДЕЛ ПЕРВЫЙ.
Перечень нормативно-технических и других документов, использованных при разработке инструкции охраны труда.
1. Межотраслевые правила по охране труда при переработке пластмасс (ПОТ РМ 028-2003).
2. Правила по охране труда при использовании химических веществ (ПОТ РМ-004-97).
3. Межотраслевые правила по охране труда при эксплуатации электроустановок (ПОТ РМ-016-2001).
4. Требования безопасности при производстве работ с применением ручных инструментов (сборник
нормативных документов). - М.: НИЦ «Норматив-Информ», 2004.
5. Правила пожарной безопасности в Российской Федерации (ППБ 01-03).
6. Межотраслевая инструкция по оказанию первой помощи при несчастных случаях на производстве.
- М.: НЦ ЭИАС, 2005.
7. Перечни вредных и (или) опасных производственных факторов и работ, при выполнении которых
проводятся предварительные и периодические медицинские осмотры (обследования), и порядок
проведения этих осмотров (обследований), утвержденные Минздравом РФ от 16.08.04 № 83.
8. Правила обеспечения работников специальной одеждой, специальной обувью и другими
средствами индивидуальной защиты, утвержденные постановлением Минтруда России
от18.12.98№51.
8.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда.
Машинист (оператор) экструдера - это профессия повышенной
опасности, к которой предъявляются дополнительные требования
безопасности труда, включающие в себя специальные требования по
обучению, аттестации, допуску к самостоятельной работе,
инструктажу по охране труда и периодической проверке знаний по
профессии и безопасности труда.
К выполнению работы по профессии машинист экструдера
допускаются работники не моложе 18 лет, имеющие необходимую
теоретическую и практическую подготовку, прошедшие вводный и
первичный на рабочем месте инструктажи по охране труда, обучение
и проверку знании по безопасности труда, аттестованные комиссией
и получившие допуск к самостоятельной работе.
Машинист экструдера должен периодически, не реже одного раза в
год проходить проверку знаний требований охраны труда и получить
допуск к работам повышенной опасности.
Машинист экструдера, независимо от квалификации и стажа работы,
не реже одного раза в три месяца должен проходить повторный
инструктаж по охране труда.
В случае нарушения требований безопасности труда, при перерыве в
работе более чем на 30 календарных дней, он должен пройти
внеплановый инструктаж.
Машинист экструдера должен пройти обучение и проверку знаний
норм и правил работы в электроустановках и получить
соответствующую группу по электробезопасности.
Стр.8
Машинист экструдера, допущенный к самостоятельной
работе, должен знать:
− технологию процесса экструзии и правила его
регулирования;
− физико-химические свойства используемого сырья
− устройство и принцип работы обслуживаемого
оборудования
− правила пользования контрольно-измерительными
приборами
− правила пользования мерительным инструментом
− правила опудривания.
− правила наладки механизмов экструдера и экструзионной
роторной линии на синхронную работу
− схему электропитания агрегата экструдера
− правила работы с подъемно-транспортными механизмами
− требования, предъявляемые к качеству выпускаемых
материалов и изделий
− государственные стандарты и технические условия на
изготовленные материалы и изделия
− правила, нормы и инструкции по охране труда
− способы оказания первой помощи при несчастных
случаях.
9.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда.
Стр.9
Машинист экструдера, направленный для участия в
Если с кем-либо из работников произошел несчастный
несвойственных его профессии работах должен пройти целевой случай, то пострадавшему необходимо оказать первую
инструктаж по безопасному выполнению предстоящих работ.
помощь, сообщить о случившемся непосредственному
Машинисту экструдера запрещается пользоваться
руководителю и сохранить обстановку происшествия, если
инструментом, приспособлениями и оборудованием,
это не создает опасности для окружающих. А в случае
безопасному обращению с которым он не обучен.
невозможности сохранить обстановку без изменений,
Во время работы на машиниста экструдера могут оказывать
произвести фото-видео фиксацию места происшествия.
неблагоприятное воздействие, в основном, следующие опасные Машинист экструдера, при необходимости должен уметь
и вредные производственные факторы:Машинист экструдера, допустивший
оказать первую
помощь
нарушение
или пострадавшему, пользоваться
− повышенная концентрация содержания
вредных веществ
в инструкции
медицинской
аптечкой.
невыполнение
требований
по охране
труда,
воздухе рабочей зоны;
Машинист
экструдера обязан соблюдать трудовую и
рассматривается, как нарушитель
производственной
− не огражденные движущиеся частидисциплины
экструдера; и может быть привлечен
производственную
дисциплину, правила внутреннего
к дисциплинарной
− незащищенные токоведущие частиответственности,
электрооборудования
трудового
распорядка.- и к
а в зависимости
от последствий
экструдера;
Для предупреждения возможности возникновения пожара
уголовной.
− электрический ток, путь которого вЕсли
случае
замыкания
на с причинением
машинист экструдера
должен соблюдать требования
нарушение
связано
материального
нетоковедущие части (например, корпус
оборудования)
пожарной безопасности;
курить разрешается только в
ущерба,
то виновный может привлекаться
к материальной
может пройти через тело человека;ответственности в установленном
специально
отведенных местах.
порядке.
− разряды статического электричества;
Машинист экструдера должен уметь пользоваться в случае
− недостаточная освещенность рабочего места.
возникновения пожара первичными средствами
Для предупреждения возможности заболеваний машинисту
пожаротушения (ручными переносными огнетушителями).
экструдера следует соблюдать правила личной гигиены, в том
числе, перед приемом пищи необходимо тщательно мыть руки с
мылом.
10.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда перед началом работы.
Стр.10
Перед началом работы машинист экструдера должен надеть специальную одежду, специальную обувь и другие средства
индивидуальной защиты.
Специальная одежда должна быть соответствующего размера, чистой и не стеснять движений.
Прежде чем приступать к работе следует проверить состояние рабочего места; если оно не убрано или загромождено,
необходимо принять меры к очистке и привести его в порядок; кроме того, нужно убедиться в наличии свободного подхода к
рабочему месту, а также исправности пола в рабочей зоне.
Поверхность пола должна быть сухой, чистой, гладкой.
Перед начатом работы машинист экструдера должен осмотреть обслуживаемое оборудование и убедиться в его исправности.
Перед началом работы машинист экструдера должен проверить:
− работу вентиляционной системы;
− наличие защитных ограждений на движущихся частях оборудования экструдера;
− проверить целостность изоляции токоведущих проводов;
− наличие и исправность соединения металлических корпусов оборудования экструдера с шиной защитного заземления.
Прежде, чем пустить в ход оборудование, машинисту экструдера следует предварительно удостовериться в том, что системы
безопасности находятся в работоспособном состоянии.
Для предупреждения загрязнения воздуха рабочей зоны вредными химическими веществами экструдер должен быть
оснащен устройством местной вытяжной вентиляции.
Перед началом работы машинисту экструдера нужно убедиться в достаточности и равномерности освещения рабочей зоны.
Перед каждым включением экструдера необходимо убедиться в том, что никто не находится в опасной зоне действия
оборудования.
Машинист экструдера должен лично убедиться в том, что все меры, необходимые для обеспечения безопасности выполнены.
Машинист экструдера не должен приступать к работе, если у него имеются сомнения в обеспечении безопасности при
выполнении предстоящей работы.
11.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда во время работы.
Все операции по наладке и эксплуатации экструдера машинист должен выполнять в соответствии с инструкцией по
эксплуатации оборудования.
Во время работы машинист экструдера должен вести себя спокойно и выдержанно, избегать конфликтных ситуаций,
которые могут вызвать нервно-эмоциональное напряжение и отразиться на безопасности труда.
Во время работы машинисту экструдера следует быть внимательным, не отвлекаться от выполнения своих обязанностей.
Машинисту экструдера не разрешается оставлять свое рабочее место; это допускается только с разрешения
непосредственного руководителя.
Машинист экструдера не должен оставлять работающее оборудование без присмотра.
Машинист экструдера должен выполнять только ту работу, которая ему поручена; если машинисту недостаточно хорошо
известен безопасный способ выполнения работы, он должен обратиться за разъяснением к непосредственному
руководителю.
Во время работы машинисту экструдера необходимо быть внимательным и соблюдать аккуратность для обеспечения
своей безопасности.
Для предупреждения ожогов головки экструдеров должны иметь надежную теплоизоляцию наружных поверхностей с
тем, чтобы температура их поверхностей не превышала 45 °С.
Места возможных выбросов расплавленного материала пластмасс (например, зона головки экструдера) должны быть
оборудованы защитными экранами.
Машинисту экструдера следует выполнять работы специально предназначенным для этого инструментом.
Недопустимо, чтобы из карманов машиниста экструдера высовывались какие-либо предметы (например, инструмент).
Для предупреждения случаев травматизма не следует работать в украшениях (браслетах, кольцах, цепочках и т.п.),
которые могут зацепиться за оборудование экструдера; длинные волосы нужно убрать под специальную сетку для волос.
Машинист экструдера не должен нарушать установленный для него режим работы и отдыха.
Стр.11
12.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда во время работы.
Стр.12
Во время работы машинисту экструдера необходимо минимально использовать ручной труд, предупреждать перенапряжение
внимания и утомления.
Во время работы экструдера около него не должны находиться люди, непосредственно не занятые в работе.
Рабочее место машиниста экструдера не должно быть загромождено посторонними предметами; проходы не следует
загромождать.
Рабочее место и проходы к нему нужно содержать в чистоте и порядке и не загромождать их.
Чистку и смазку движущихся частей оборудования экструдера можно производить только при полной его остановке и
выключенном электродвигателе.
Запрещаются демонтаж и какие-либо манипуляции с защитными и предохранительным и устройствами.
Во время работы машинисту экструдера следует обращать внимание на необычные посторонние шумы.
При переноске
любых
грузов на
следует
соблюдать
установленные
нормыонперемещения
тяжестей вручную.
Инструмент
нужно
размещать
рабочем
месте таким
образом, чтобы
не мешал во (для
времямужчин
работы,и иженщин)
исключалась
При переноске
возможность
еготяжестей
падения. на расстояние до 25 м для мужчин допускается максимальная нагрузка 50 кг.
Женщинам разрешается
поднимать иматериалы
переноситьследует
тяжести
вручную:
Поступающие
в цех для переработки
транспортировать
и разгружать с применением средств механизации.
− постоянно в течение рабочей смены - массой не более 7 кг;
− периодически (до 2-х раз в час) при чередовании с другой работой - массой не более 10 кг.
При
постоянном приготовлении
смесейподаваться
компонентов
необходимо
использовать
весы, дозаторы
другие
Перерабатываемые
материалы должны
к месту
переработки
по мереавтоматические
потребности, готовая
продукцияили
должна
приспособления.
своевременно отправляться на склад.
Запас
исходных загромождение
пылящих материалов
на рабочем
месте не должен
превышать
одной смены.
Не допускается
рабочего
места машиниста
экструдера
сырьем,потребности
готовой продукцией
и тарой.
Места
сбора
готовой
продукции
до
вывоза
ее
на
склад
должны
быть
обеспечены
местными
вытяжными
Загрузка бункера экструдера сырьем должна осуществляться по возможности механическим способом. устройствами.
Во избежание травмирования головы, машинисту экструдера нужно быть особенно внимательным при передвижении возле
низкорасположенных частей оборудования или элементов конструкции помещения.
Во избежание несчастных случаев машинисту экструдера запрещается касаться токоведущих частей электрооборудования, а
также нетоковедущих частей, которые в результате замыкания на корпус могут случайно оказаться под напряжением.
13.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда в аварийных ситуациях.
В случае обнаружения нарушений требований охраны труда, которые создают угрозу здоровью или личной
безопасности, машинист экструдера должен обратиться к руководителю работ и сообщить ему об этом; до устранения
угрозы следует прекратить работу и покинуть опасную зону.
При освобождении экструдера от горячих полимерных материалов (например, при аварии, выходе брака, остановке
машины) сброс материала должен осуществляться в специально предназначенные для этого передвижные емкости с
крышками и вывозиться из цеха в специально установленное для этого место.
При несчастном случае, внезапном заболевании необходимо немедленно оказать первую помощь пострадавшему,
вызвать врача или помочь доставить пострадавшего к врачу, а затем сообщить руководителю о случившемся.
Машинист экструдера должен уметь оказывать первую помощь при ранениях, при этом он должен знать, что всякая рана
легко может загрязниться микробами, находящимися на ранящем предмете, коже пострадавшего, а также в пыли, на
руках оказывающего помощь и на грязном перевязочном материале.
Оказывая первую помощь при ранении, необходимо соблюдать следующие правила:
− нельзя промывать рану водой или даже каким-либо лекарственным веществом
− засыпать порошком и смазывать мазями, так как это препятствует заживлению раны, вызывает нагноение и
способствует занесению в нее грязи с поверхности кожи
− нужно осторожно снять грязь с кожи вокруг раны, очищая ее от краев раны наружу, чтобы не загрязнять рану
− очищенный участок кожи нужно смазать йодом и наложить повязку
Для оказания первой помощи при ранении необходимо:
− вскрыть имеющийся в аптечке перевязочный пакет
− при наложении перевязочного материала не следует касаться руками той его части, которая должна быть наложена
непосредственно на рану
− если перевязочного пакета почему-либо не оказалось, то для перевязки можно использовать чистый платок, чистую
ткань и т.п.; накладывать вату непосредственно на рану нельзя.
Стр.13
14.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда в аварийных ситуациях.
Стр.14
− на то место ткани, которое накладывается непосредственно на рану, нужно накапать несколько капель йода, чтобы получить
пятно размером больше раны, а затем положить ткань на рану
− оказывающий помощь должен вымыть руки или смазать пальцы йодом
− прикасаться к самой ране даже вымытыми руками не допускается
Первая помощь пострадавшему должна быть оказана немедленно и непосредственно на месте происшествия, сразу же после
устранения причины, вызвавшей травму.
Если произошла травма вследствие воздействия электрического тока, то меры оказания первой помощи зависят от состояния, в
котором находится пострадавший после освобождения его от действия электрического тока:
Если пострадавший находится в сознании, но до этого был в состоянии обморока, его следует уложить в удобное положение и до
прибытия врача обеспечить полный покой, непрерывно наблюдая за дыханием и пульсом.
Ни в коем случае нельзя позволять пострадавшему двигаться.
Если пострадавший находится в бессознательном состоянии, но с сохранившимся устойчивым дыханием и пульсом, его следует
удобно уложить, расстегнуть одежду, создать приток свежего воздуха, дать понюхать нашатырный спирт, обрызгать водой и
обеспечить полный покой.
Если пострадавший плохо дышит (очень редко и судорожно), ему следует делать:
− искусственное дыхание и массаж сердца
− при отсутствии у пострадавшего признаков жизни (дыхания и пульса) нельзя считать его мертвым, искусственное дыхание
следует производить непрерывно как до, так и после прибытия врач
− решение о бесцельности дальнейшего проведения искусственного дыхания решает врач.
При обнаружении пожара или признаков горения (задымление, запах гари, повышение температуры и т.п.) оператор обязан
немедленно уведомить об этом пожарную охрану по телефону 01.
До прибытия пожарной охраны машинист экструдера обязан принимать меры по эвакуации людей, имущества и приступить к
тушению пожара.
Машинист экструдера должен оказывать содействие пожарной охране при тушении пожара.
15.
РАЗДЕЛ ПЕРВЫЙ.Общие требования охраны труда. Требования охраны труда по окончании работы.
По окончании работы следует выключить оборудование экструдера, произвести его чистку, предварительно отключив от
электрической сети.
Машинисту экструдера следует освободить рабочее место от посторонних предметов, навести порядок.
По окончании работы необходимо тщательно вымыть руки теплой водой с мылом.
Стр.15
16.
Стр.16РАЗДЕЛ ВТОРОЙ.
Электробезопасность I-II группа.
Группа допуска по электробезопасности – это система квалификационных требований, которые предъявляются к работнику,
занимающемуся на предприятии обслуживанием электротехники.
Электробезопасность I группа.
К ней относится только неэлектротехнический персонал.
Перед началом работы сотрудники, входящие в эту
категорию, должны пройти инструктаж
Электробезопасность - система организационных и
технических мероприятий и средств,
обеспечивающих защиту людей от вредного и
опасного воздействия электрического тока,
электрической дуги, электромагнитного поля и
статического электричества.
Электробезопасность II группа.
Присваивается работникам, не имеющим прямого отношения к
электроустановкам, но использующим при выполнении работы
электрический инструмент, где важна электробезопасность.
17.
РАЗДЕЛ ВТОРОЙ.Электробезопасность I-II группа.
Стр.17
Электротравма - травма, вызванная воздействием электрического тока или статического разряда электричества.
Электротравматизм - явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус - случайное электрическое соединение токоведущей части с металлическими
нетоковедущими частями электроустановки.
Электрическое замыкание на землю - случайное электрическое соединение токоведущей части непосредственно с землей или
нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются:
− воздействие электрического тока, проходящего в электроцепи;
− соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной
необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров);
− прикосновение к токоведущим частям, изоляция которых повреждена;
− касание токоведущих частей через предметы с низким сопротивлением изоляции;
− прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия
или повреждения защитных устройств);
− соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др.
Опасность поражения электрическим током создают источники тока, электрический привод (включая пускорегулирующую
аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и
осветительные установки, электрические ручные машины и т д.
18.
РАЗДЕЛ ВТОРОЙ.Электробезопасность I-II группа.
Стр.18
Электробезопасность при эксплуатации электрооборудования предписывает использование только исправного и заземленного
оборудования. При таком условии поражение человека электротоком полностью исключено.
Техника безопасности требует, чтобы осветительные приборы питались от 12 В, но на практике это редко выполняется. Рабочие
полностью зависят от собственников производства и выполняют их приказы, а не правила техники безопасности.
Несмотря на это, знать основные требования, обеспечивающие личную безопасность, полезно в любой ситуации.
Все оборудование должно работать на холостом ходе с напряжением не более 90 В.
Смертельное напряжение немного выше – 110 В. Сила тока, величиной более 5 сотых Ампера, может стать причиной
электротравмы и летального исхода.
Защитить от поражения током может применение следующих правил техники безопасности:
− необходимо надежно заземлять корпуса машин, аппаратов и установок;
− не следует касаться голыми руками (без диэлектрических перчаток) токонесущих частей работающего оборудования, а также
проводов без изоляции или с поврежденной изоляцией;
− перед началом работ необходимо проверять исправность изоляции проводов, инструмента и оборудования, а также
надежность всех контактных соединений;
− нельзя ремонтировать оборудование и установки, находящиеся под напряжением.
− при поражении электрическом током необходимо:
− срочно отключить ток ближайшим выключателем или отделить пострадавшего от токоведущих частей, используя сухие
подручные материалы (шест, доску и др.), после чего положить его на теплую подстилку и по возможности согреть;
− немедленно вызвать медицинскую помощь, учитывая, что промедление свыше 5-6 мин может привести к непоправимым
последствиям;
− при бессознательном состоянии пострадавшего следует освободить от стесняющей одежды, очистить рот от
посторонних предметов (включая съемные зубные протезы), принять меры против западания языка и немедленно
приступить к искусственному дыханию, продолжая его до прибытия врача или восстановления нормального дыхания.
19.
РАЗДЕЛ ТРЕТИЙ.Первая помощь при несчастных случаях.
Стр.19
Первая помощь – это комплекс мероприятий, направленных на восстановление или сохранение жизни и здоровья
пострадавшего. Первую помощь должен оказывать тот, кто находится рядом с пострадавшим (взаимопомощь) или сам
пострадавший (самопомощь) до прибытия медицинского работника. От того, насколько умело и быстро оказана первая
помощь, зависит жизнь пострадавшего и, как правило, успех последующего лечения. Поэтому каждый должен знать, как
оказывать первую помощь, и уметь оказать ее пострадавшему и себе. Первая помощь оказывается тогда эффективной, когда её
проводят правильно (необходимо обучение) и как можно раньше.
Причинами травматизма являются:
− недостаточная электрическая изоляция и состояние электрооборудования и питающих проводов;
− плохое состояние спецодежды и обуви;
− сырость и теснота помещений и другие факторы.
Первая помощь при электротравме.
Прикосновение к токоведущим частям, находящимся под напряжением, вызывает в большинстве случаев судорожное
сокращение мышц, поэтому пострадавший не может сам выпустить провод, если он держит его в руках.
Необходимо прервать электрический ток, если пострадавший продолжает находиться под его воздействием (выключить
рубильник, вывинтить предохранители).
При этом необходимо учесть следующее:
− одновременно может выключиться электрическое освещение, поэтому в ночное время необходимо обеспечивать освещение
от другого источника;
− пострадавший может упасть, если он находится на высоте, в этом случае должны быть приняты меры, обеспечивающие
безопасность при падении пострадавшего;
− непосредственное прикосновение к человеку, находящемуся под током, опасно для оказывающего помощь, так как он сам
может попасть под напряжение.
20.
РАЗДЕЛ ТРЕТИЙ.Первая помощь при несчастных случаях.
Стр.20
В том случае, когда не удается быстро отключить ток, пострадавшего надо отделить от провода или токоведущей части
оборудования сухой деревянной палкой, доской, веревкой. Пользоваться в этих случаях металлическими или мокрыми
предметами нельзя.
Оказывающий помощь должен принять меры личной предосторожности: надеть резиновые перчатки, сапоги, калоши.
Резиновые перчатки можно заменить сухой шелковой или шерстяной тканью (шарф, суконная кепка), а вместо резиновой обуви
подложить под ноги автомобильную шину или камеру, сухую доску, сухую одежду и т.д.
Пострадавшего необходимо оттащить от токоведущих частей, взяв его за одежду (при условии, что она сухая и не прилегает к
телу), например за полы пиджака или пальто, избегая при этом прикосновения к окружающим металлическим предметам и к
телу пострадавшего.
Если электрический ток проходит через тело пострадавшего в землю и он судорожно сжимает в руках один провод,
рекомендуется подсунуть под ноги пострадавшего сухую доску, чтобы прервать ток.
При поражении током напряжением свыше 1000 В необходимо выключить ток или, надев изолирующие боты и перчатки,
действовать штангой или клещами, рассчитанными на данное напряжение.
После освобождения пострадавшего от действия электротока необходимо убедиться, не потерял ли он сознание и есть ли у
него дыхание и пульс.
Помощь нужно оказывать срочно и энергично до прибытия врача.
Если пострадавший потерял сознание, но дыхание сохранилось, его следует удобно уложить, расстегнуть стесняющую одежду,
создать приток свежего воздуха и обеспечить полный покой.
Пострадавшему надо дать понюхать нашатырный спирт, сбрызнуть лицо водой, растереть и согреть тело.
При отсутствии дыхания нужно немедленно делать искусственное дыхание и массаж сердца.
Наиболее эффективный способ искусственного дыхания - "рот в рот" непосредственно или при помощи s-образной трубки.
Перед началом искусственного дыхания необходимо убедиться в проходимости верхних дыхательных путей, которые могут
быть закрыты запавшим языком или накопившейся слизью.
21.
РАЗДЕЛ ТРЕТИЙ.Первая помощь при несчастных случаях.
Стр.21
При нарушении проходимости дыхательных путей голову пострадавшего следует повернуть набок, удалить слизь и, если
имеются зубные протезы, вынуть их изо рта.
Затем пострадавшего укладывают на спину, освобождают грудь от стесняющей дыхание одежды, под лопатки подкладывают
небольшой валик. Голову следует запрокинуть так, чтобы подбородок находился на одной линии с шеей (это обеспечивает
проходимость верхних дыхательных путей). После быстрой подготовки приступают к искусственному дыханию.
Оказывающий помощь делает глубокий вдох и, прижав свой рот через марлю плотно ко рту пострадавшего, вдувает в его
легкие воздух. Как только грудная клетка пострадавшего достаточно расширится, вдувание прекращают.
Пострадавший производит пассивный выдох, а оказывающий помощь снова делает глубокий вдох и повторяет вдувание.
Частота вдуваний 14 - 16 раз в минуту.
Массаж сердца (закрытый) осуществляется следующим образом.
Пострадавший лежит на спине на чем-нибудь твердом (например, на полу), а оказывающий помощь занимает место сбоку.
Ладонь одной руки кладут на нижнюю треть грудины, другой - на тыльную поверхность первой. Энергичными толчками
обеих рук смещают переднюю стенку грудной клетки на 4 - 5 см в сторону позвоночника.
Во время массажа следует избегать грубых толчков, чтобы не вызвать перелома ребер и не повредить внутренних органов.
Массаж сердца следует производить ритмично с частотой 60 сдавливаний в минуту до появления пульса на сонной и
бедренной артериях (сонная артерия хорошо прощупывается в области переднебоковой поверхности шеи в верхней трети,
бедренная - в паховой области).
Массаж сердца необходимо сочетать с искусственным дыханием. На каждый акт дыхания приходится 4 - 5 толчков в области
сердца.
Удобнее, когда искусственное дыхание и массаж производят два человека (один делает искусственное дыхание, другой массаж). При этом в момент вдувания воздуха массаж сердца прекращается.
Несмотря на простоту способа искусственного дыхания "рот в рот" и закрытого массажа сердца, они требуют практического
показа, что должны обеспечивать работники медицинской службы предприятия.
22.
РАЗДЕЛ ТРЕТИЙ.Первая помощь при несчастных случаях.
Машинист (оператор) экструдера - это профессия повышенной опасности - один из рискованных видов деятельности.
В процессе работы, работники часто получают порой необратимые повреждения и травмы.
Зачастую виной получения повреждений является человеческий фактор - персонал не хочет тратить силы и время на
организацию элементарных мер безопасности, в результате случаются травмы на «поле боя»:
− удар электрическим током;
− повреждение сетчатки и других глазных оболочек;
− ожоги, опаление кожи излучением;
− попадание на кожу капель раскалённого материала;
− отравление выделяющимися при работах газами, пылью, химическими соединениями;
− иные повреждения…
Стр.22
23.
РАЗДЕЛ ЧЕТВЕРТЫЙ.Пожарная безопасность. О мерах пожарной безопасности в цехе полиэтиленовой пленки.
Стр.23
Лица допускаются к работе на объекте только после прохождения обучения мерам пожарной безопасности.
Обучение лиц мерам пожарной безопасности осуществляется путем проведения противопожарного инструктажа и прохождения
пожарно-технического минимума.
К опасным факторам пожара, воздействующим на людей и имущество, относятся:
− пламя и искры;
− тепловой поток;
− повышенная температура окружающей среды;
− повышенная концентрация токсичных продуктов горения и термического разложения;
− пониженная концентрация кислорода;
− снижение видимости в дыму.
К сопутствующим проявлениям опасных факторов пожара относятся:
− осколки, части разрушившихся зданий, сооружений строений, транспортных средств, технологических установок,
оборудования, агрегатов, изделий и иного имущества;
− радиоактивные и токсичные вещества и материалы, попавшие в окружающую среду из разрушенных технологических
установок, оборудования, агрегатов, изделий и иного имущества;
− вынос высокого напряжения на токопроводящие части технологических установок, оборудования, агрегатов, изделий и иного
имущества;
− опасные факторы взрыва, происшедшего вследствие пожара;
− воздействие огнетушащих веществ.
В цехе запрещается оставлять неубранными сгораемые отходы, горючие и легковоспламеняющиеся жидкости.
Инженерно-технический персонал и рабочие обязаны знать и точно выполнять правила технической эксплуатации
технологического оборудования, не допускать работы на неисправном оборудовании.
Работа технологического оборудования должна соответствовать требованиям паспортных данных и технологического регламента.
24.
РАЗДЕЛ ЧЕТВЕРТЫЙ.Пожарная безопасность. О мерах пожарной безопасности в цехе полиэтиленовой пленки.
Производственные помещения и оборудование должны периодически очищаться от пыли, россыпей полимерных
материалов и подтеков масла.
Запрещается загромождать сырьем и готовой продукцией электрораспределительные и пусковые установки.
Полы, стены и перекрытия должны быть выполнены из негорючих материалов.
Места для курения должны обеспечиваться:
− естественной и приточно-вытяжной вентиляцией;
− естественным и искусственным освещением;
− огнеупорными пепельницами и специальными урнами, не менее чем на треть заполненными водой, для сбора окурков,
табачных упаковок и спичек;
− мебелью из негорючих материалов;
− огнетушителем и ящиком с песком;
− наглядной агитацией о вреде курения.
При эксплуатации систем вентиляции и кондиционирования воздуха запрещается:
− оставлять двери вентиляционных камер открытыми;
− закрывать вытяжные каналы, отверстия и решетки;
− подключать к воздуховодам газовые отопительные приборы;
− выжигать скопившиеся в воздуховодах жировые отложения, пыль и другие горючие вещества.
Пожарные гидранты должны находиться в исправном состоянии, их утепление и очистку от снега и льда. В зимнее время
проводится их утепление и очистка от снега и льда. Обязательна доступность подъезда пожарной техники к пожарным
гидрантам в любое время года.
Запрещается стоянка автотранспорта на крышках колодцев пожарных гидрантов.
Пожарные извещатели, знаки пожарной безопасности, в том числе обозначающие пути эвакуации и эвакуационные выходы,
должны находиться в исправном состоянии.
Стр.24
25.
РАЗДЕЛ ЧЕТВЕРТЫЙ.Пожарная безопасность. О мерах пожарной безопасности в цехе полиэтиленовой пленки.
Эвакуационное освещение должно включаться автоматически при прекращении электропитания рабочего освещения.
Не допускается использование в производственных помещениях электронагревательных приборов, не задействованных в
технологическом процессе.
Правилами пожарной безопасности запрещается:
− эксплуатировать электропровода и кабели с видимыми нарушениями изоляции;
− пользоваться розетками, рубильниками, другими электроустановочными изделиями с повреждениями;
− обертывать электролампы и светильники бумагой, тканью и другими горючими материалами, а также эксплуатировать
светильники со снятыми колпаками (рассеивателями), предусмотренными конструкцией светильника;
− пользоваться электроутюгами, электроплитками, электрочайниками и другими электронагревательными приборами, не
имеющими устройств тепловой защиты, а также при отсутствии или неисправности терморегуляторов, предусмотренных
конструкцией;
− применять нестандартные (самодельные) электронагревательные приборы;
− оставлять без присмотра включенными в электрическую сеть электронагревательные приборы, а также другие бытовые
электроприборы, в том числе находящиеся в режиме ожидания, за исключением электроприборов, которые могут и (или)
должны находиться в круглосуточном режиме работы в соответствии с инструкцией завода-изготовителя;
− размещать (складировать) в электрощитовых (у электрощитов), у электродвигателей и пусковой аппаратуры горючие (в том
числе легковоспламеняющиеся) вещества и материалы;
− использовать временную электропроводку, а также удлинители для питания электроприборов, не предназначенных для
проведения аварийных и других временных работ.
Запрещается проводить огневые работы без письменного разрешения.
Огневые работы разрешается проводить только в светлое время суток.
При подготовке к огневым работам необходимо:
− тщательно убрать рабочее место, удалить горючие предметы, при необходимости поставить защитное ограждение;
− полить водой места попадания искр;
Стр.25
26.
РАЗДЕЛ ЧЕТВЕРТЫЙ.Пожарная безопасность. О мерах пожарной безопасности в цехе полиэтиленовой пленки.
− подготовить противопожарный инвентарь: огнетушитель, ведро с водой, песок, кошму и др.
− получить разрешение у ответственного за противопожарное состояние в цехе.
При проведении огневых работ:
− выделить дежурного, который следит за возможными очагами возгорания, принимает меры по их ликвидации;
− следить за состоянием сварочных кабелей, не допускать работу с поврежденными кабелями;
− по окончании работы, при необходимости, полить опасные места водой.
В складских, производственных, административных и общественных помещениях, местах открытого хранения веществ и
материалов, а также размещения технологического оборудования обязательно наличие табличек с номером телефона для
вызова пожарной охраны.
Дежурный охраны должен иметь информацию о количестве работников на территории в ночное время.
Обязательно наличие инструкции о порядке действий обслуживающего персонала на случай возникновения пожара в
дневное и ночное время, телефонной связи, электрических фонарей (не менее 1 фонаря на каждого дежурного), средств
индивидуальной защиты органов дыхания и зрения человека от токсичных продуктов горения.
Каждый работник, обнаруживший пожар или загорание, обязан:
− окриком или стуком о металлические части предупредить работающих;
− прекратить ведение процесса – отключить электрооборудование и вентиляцию;
− вызвать пожарную охрану по телефону -01, сообщить дежурному на проходной;
− вывести из помещения лиц, не участвующих в тушении пожара;
− оказать первую помощь пострадавшим и, при необходимости, вызвать "скорую помощь " по телефону – 03, по
мобильному телефону -112 – "служба спасения ", сообщить на проходную;
− сообщить представителю администрации.
Стр.26
27.
РАЗДЕЛ ЧЕТВЕРТЫЙ.Пожарная безопасность при проведении огневых работ.
Сварка относится к разряду огневых работ, соответственно, к ней предъявляются повышенные требования к
предупреждению возникновения пожара.
Причинами возгораний могут являться горячий металл или шлак, неосторожное обращение с газовой горелкой и
несоблюдение правил эксплуатации, близко расположенные горючие предметы на рабочем месте сварщика.
Вероятность возникновения пожара возрастает при выполнении работ на строительных площадках, закрытых помещениях,
не приспособленных для сварки.
Важным условием предотвращения пожара является соблюдение требований пожарной безопасности:
− держать сварочные кабели следует на расстоянии не менее 5 м от трубопроводов и газовых баллонов;
− в радиусе 5 м не должно находиться горючих и легковоспламеняющихся материалов;
− места проведения огневых работ должны обеспечиваться средствами пожаротушения;
− сварочные работы проводить в специальной защитной одежде, ткань которой способна выдерживать кратковременное
воздействие электрической дуги, а также иметь специальное огнестойкое покрытие;
− недопустимо использование кислородного рукава вместо ацетиленового, и наоборот, использование сжиженных газов
для сварки в колодцах и цокольных этажах не допускается, применение открытого огня для отогрева оборудования
запрещено.
Следует знать и помнить что возгорание от сварки может произойти не сразу, а лишь через некоторое время,
поэтому стоит внимательно осмотреть место проведения работ и убедиться в отсутствии дыма и запаха гари.
Стр.27
28.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Введение.
Экструзия (от англ. extrusion — выталкивание, выдавливание): технологический процесс — метод и процесс получения
изделий из полимерных материалов (резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей,
металлов) путём продавливания расплава материала через формующее отверстие в экструдере.
Экструзия – непрерывный технологический процесс получения изделий определенной формы путем продавливания
расплава полимерного материала через формующее отверстие.
При изготовлении изделий методом экструзии в полимерах протекают в основном физические процессы, например переход
полимера из одного физического или фазового состояния в другое.
К химическим процессам, протекающим при экструзии, можно отнести термическую и механическую деструкцию
полимеров, обусловленную соответственно высокими температурами и большими сдвиговыми напряжениями,
возникающими при течении расплава полимера в рабочих узлах экструдера и формующей головки.
При обеспечении определенных технологических параметров эти химические процессы могут быть сведены к минимуму
или полностью исключены.
Прессование и спекание порошков и гранул дает возможность получать заготовки, по форме максимально приближенные к
готовому изделию и, в некоторых случаях, полностью избежать механической обработки.
Различают дискретные (свойство, противопоставляемое непрерывности, прерывистость) и непрерывные методы
формования порошковых материалов.
Непрерывные методы формования отличаются повышенной производительностью и легче поддаются автоматизации. Они
основаны на прокатке или экструзии материала. Прокаткой получают изделия и заготовки из пластичных металлических
порошков, обладающих хорошей прессуемостью.
Экструзию используют для формования длинномерных изделий различного профиля.
Основные методы реализации — мундштучное и шнековое прессование — отличаются легкостью автоматизации и высокой
производительностью.
Стр.28
29.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Введение.
В зависимости от температуры формуемого материала различают горячую и холодную экструзию.
Горячая экструзия осуществляется при температурах, соответствующих максимальной пластичности материала.
Этим методом прессуют пластичные металлы, как в литом, так и в измельченном состоянии.
Холодной экструзией формуют пластифицированные измельченные материалы при комнатной температуре или с
небольшим нагревом.
Пластификаторы - это вещества, которые вводят в состав полимерных материалов для придания (или повышения)
эластичности или пластичности при переработке и эксплуатации.
Пластификаторы облегчают диспергирование (тонкое измельчение твёрдых тел или жидкостей, в результате чего
получают порошки, суспензии, эмульсии) ингредиентов, снижают температуру технологической обработки композиций,
улучшают морозостойкость полимеров, но иногда ухудшают их теплостойкость. Некоторые пластификаторы могут
повышать огне-, свето- и термостойкость полимеров.
Общие требования к пластификаторам: хорошая совместимость с полимером, низкая летучесть, отсутствие запаха,
химическая инертность, стойкость к экстракции из полимера жидкими средами, например, маслами, моющими
средствами.
Наиболее распространенные пластификаторы: сложные эфиры, например, диоктилфталат, диметилфталат,
дибутилфталат, дибутилсебацинат, диоктиладипинат, диоктилсебацинат, диизобутилфталат, 2-этилгексил, эфиры
фталевой и тримеллитовой кислоты, сложные эфиры ортофосфорной кислоты.
Используются также минеральные и невысыхающие растительные масла, эпоксидированное соевое масло,
хлорированные парафины и др.
Количество пластификатора в композиции — от 1-2 до 100 % (от массы полимера).
Основной потребитель пластификаторов — промышленность пластмасс (около 70 % общего объёма производства
пластификаторов расходуется на изготовление пластификата).
Стр.29
30.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Введение.
Перед спеканием пластификатор удаляют из прессовки. Метод универсален, экономичен и высокопроизводителен.
Холодная экструзия позволяет получать изделия сложной формы без механической обработки.
Экструзию используют в разных отраслях промышленности:
− пищевой (изготовление колбас)
− химической (формование термопластов)
− строительной (керамические трубы)
− металлургии
− инновационные технологии (3-D печать)
Способы экструзии классифицируют по следующим признакам:
− температуре формования
− структуре и состоянию материала
− степени стационарности процесса
− методу реализации
Обрабатываемый материал может находиться в компактном (беспористом или сжатом), измельченном (порошковом,
гранулированном) и жидком состояниях.
Каждое из этих состояний характеризуется определенными макро- и микроструктурами.
По степени стационарности процесс экструзии бывает:
− дискретным
− циклическим
− непрерывным
Основные методы реализации экструзии: мундштучное прессование, формование на шнековых и дисковых прессах,
обработка материалов на узкоспециализированных устройствах.
Комбинация этих признаков позволяет достаточно полно охарактеризовать выбранный способ формования.
Стр.30
31.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Стр.31
Традиционно под горячей экструзией понимают деформацию, осуществляемую при нагреве материала выше его
температуры рекристаллизации. Холодная экструзия проводится, соответственно, ниже этой температуры.
Разделение на горячую и холодную деформацию удобно, так как косвенно указывает на процессы, протекающие в
материале: холодная деформация сопровождается упрочнением металла, а горячая — нет. Соответственно и способы
математического описания напряженно-деформированного состояния, возникающего в материале при холодной и
горячей деформации, будут различаться.
Использование температуры рекристаллизации в качестве ориентира имеет и недостатки. Процесс рекристаллизации
наблюдается только у металлов, к тому же при выполнении ряда условий (степень деформации выше критической,
отсутствие полигонизации, достаточный нагрев).
Температура начала рекристаллизации зависит от ряда дополнительных факторов: чистоты металла, его структуры,
особенностей деформации. Есть и психологическое неудобство — для легкоплавких металлов горячая деформация может
быть проведена при комнатной температуре, без дополнительного нагрева.
При анализе процесса деформации порошковых материалов, особенно пластифицированных, традиционная формулировка
неудобна.
Уплотнение порошков сопровождается относительным перемещением частиц, из которых состоит материал. В то же время
пластическая деформация самих частиц обычно отсутствует. Поэтому механика уплотнения зависит главным образом от
величины межчастичного трения, а не от наличия процесса рекристаллизации.
Если трение слишком велико и препятствует нормальному течению материала, в порошок добавляют пластификатор. В этом
случае пластичность материала определяется в основном свойствами пластификатора.
Таким образом, определения холодной и горячей деформации, основанные на использовании температуры
рекристаллизации, удобны лишь для металлических материалов.
Эта терминология становится бесполезной при формовании пластифицированных порошков и теряет смысл при
формовании неметаллических материалов.
32.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Построение какой-либо теории, например теории экструзии порошковых материалов, связано с нахождением зависимостей,
обладающих максимально возможной общностью. Поэтому при теоретических исследованиях стремятся избежать
допущений и формулировок, сужающих область применения получаемых результатов. Использование же определений
холодной и горячей деформации, основанных на понятии рекристаллизации, сужает эту область, ограничивая ее только
металлическими материалами.
Холодная экструзия — это процесс, осуществляемый без дополнительного нагрева материала. Соответственно, горячая
экструзия проводится с дополнительным подводом тепла к материалу. Такие формулировки просты, естественны и, как
будет показано ниже, удобны при теоретических исследованиях.
Необходимо отметить, что под дополнительным нагревом подразумевается специальный подвод тепла извне (через
поверхности формующего инструмента) или предварительный нагрев самого материала. Процессы внутреннего
тепловыделения, всегда сопровождающие деформацию, дополнительным нагревом не считаются, хотя и приводят к
разогреву смеси.
Наличие внутреннего тепловыделения и его влияние на температурные поля в формуемом материале обычно учитывается
выбранной термодинамической моделью процесса (заложено в самих уравнениях, описывающих деформацию). А внешние
тепловые воздействия задаются граничными (подвод или отвод тепла через контактные поверхности) или начальными
(предварительный нагрев материала) условиями.
Таким образом, в соответствии с предложенными определениями, горячая деформация отличается от холодной ненулевыми
граничными или измененными начальными условиями. Это помогает в постановке задач нахождения напряженнодеформированного состояния в материале независимо от его физической природы.
Экструзия компактных, измельченных и жидких материалов.
В зависимости от структуры и состояния материала различают экструзию компактных (литых) металлов, измельченных
(порошковых и гранулированных) материалов и жидкостей (расплавов и растворов).
Стр.32
33.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Экструзия литых металлов является перспективным методом обработки, позволяющим наиболее полно использовать
явление сверхпластичности. Этот метод все еще не нашел широкого промышленного применения из-за необходимости
использования очень мощного прессового оборудования. Обычно для экструзии компактных металлов применяют жидкость высокого давления, из-за чего процесс называют гидроэкструзией.
Литые металлы подвергают горячей экструзии для увеличения пластичности и уменьшения усилия выдавливания.
Гидроэкструзией обычно обрабатывают тугоплавкие металлы.
Экструзия измельченных материалов начала применяться для получения изделий сравнительно недавно. В эту группу
попадают порошковые и гранулированные материалы, а также, с некоторыми оговорками, любые сыпучие материалы,
например измельченные отходы. Такие материалы формуют без пластифицирующих добавок и с ними. В первом случае
применяют горячую экструзию, процесс мало отличается от формования компактных материалов.
Введение пластификатора позволяет осуществить холодную экструзию. Теория холодной экструзии ППМ (полимеризация
пластмассовых масс) практически отсутствует, технология развивается эмпирическим (экспериментальным)путем.
Экструзия вязких жидкостей — наиболее изученный процесс. Выдавливание расплава через фильеру является основным
способом формования длинномерных изделий из термопластичных полимеров и материалов на их основе.
Это технологически и аппаратно очень развитая область промышленности.
Горячей экструзией получают листы, трубы, пленки, прокладки, поручни для лестниц и другие продукты.
Формование гранулированных пластмасс, моноволокн и сеток также основано на экструзии расплавов полимеров.
Сейчас для формования термопластов используют шнековые прессы, снабженные специальным экструзионным
инструментом. Так как термопласты формуют в расплавленном состоянии, этот процесс обычно относят к горячей
экструзии.
По реологическим и технологическим свойствам растворы и расплавы полимеров сильно отличаются от
пластифицированных порошковых материалов.
Стр.33
34.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Реологические свойства - деформационные свойства материалов (твердых, жидких или газообразных) вне зависимости от
того, из каких субъединиц (компонент) они состоят. Основные переменные, описывающие деформационное поведение
среды, — деформации и скорости деформаций. Характер связи силовых напряжений в материале с этими переменными
составляет главное содержание понятия Р. с. и отражается в виде реологического определяющего соотношения (уравнения).
Важнейшее Р. с. жидкости — вязкость, твердого тела — упругость.
В качестве определяющего реологического соотношения для большого класса жидкостей при обычных условиях можно
использовать закон вязкого трения Ньютона, для твердых тел в области малых деформаций— закон Гука.
На Р. с. смеси (композитного материала) влияют собственные свойства его структурных элементов (деформируемость,
прочность и др.), особенности их движения (ориентация, вращение и др.) и взаимодействия (прочность соединения, захват
жидкой фазы и др.) при деформировании смеси в целом.
Все эти микрореологические явления влияют не только на реологические, но и на другие физические свойства смеси
(тепло- и электропроводность, оптические и диффузионные характеристики и др.).
По Р. с. жидкости классифицируют на ньютоновские (вязкая жидкость, подчиняющаяся в своём течении закону вязкого
трения Ньютона, то есть касательное напряжение и градиент скорости в такой жидкости линейно зависимы. Коэффициент
пропорциональности между этими величинами известен как вязкость) и неньютоновские; к последним относятся
нелинейно-вязкие жидкости с временными эффектами (тиксотропные, вязко-упругие), жидкости с памятью, с внутренними
степенями свободы и др.
Твердые тела по Р. с. классифицируют аналогичным образом и используют ту же терминологию.
Изучение Р. с. необходимо для решения всех практических вопросов гидромеханики и механики твердых деформируемых
тел, включая биомеханику.
Технологические свойства – характеризуют поведение материала при его производстве и применении (дробимость,
уплотняемость, устойчивость к расслоению, смачивающая способность, текучесть, вязкость).
Стр.34
35.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Непрерывная экструзия.
Непрерывным методом формования называют процесс, позволяющий изготовить изделие неограниченной длины без
периодических остановок и перезагрузок. Соответственно, дискретными методами получают изделия конечной длины.
Классическими примерами являются прокатка и формование в закрытой прессформе.
Непрерывная экструзия реализуется обычно с помощью шнековых и дисковых прессов.
Мундштучное прессование при такой классификации находится где-то посередине — изделие бесконечной длины этим
методом не получить, хотя, выбрав контейнер достаточной емкости, практические нужды удовлетворить удается. Одни
авторы считают этот метод непрерывным, другие - дискретным методом формования. Здесь проявляется недостаток
приведенной формулировки — метод экструзии зависит от объема прессформы.
Чтобы избежать терминологических затруднений, предлагается следующая формулировка.
Непрерывным называется метод формования, имеющий стационарную фазу достаточной продолжительности. Процессы,
протекающие при таком формовании, описываются стационарными уравнениями (уравнениями, в которых время не
фигурирует в качестве переменной).
Изделие полностью формируется во время стационарной фазы; начальный и конечный участки, полученные во время входа
процесса в стационарную фазу и выхода из нее соответственно, в случае неудовлетворительного качества удаляются.
Согласно этому определению, мундштучное прессование является непрерывным методом, хотя и не позволяет получать
изделие бесконечной длины.
А вот методы с переменной скоростью экструзии к непрерывным не относятся, даже если длина получаемых изделий ничем
не ограничена.
Под достаточной продолжительностью понимается время, необходимое для получения хотя бы одного изделия за
стационарную фазу.
Стр.35
36.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Способы реализации экструзии.
Экструзия может быть реализована мундштучным прессованием, формованием материалов на шнековых устройствах и
инжекционным прессованием.
Мундштучным прессованием называют формование заготовок путем продавливания смеси порошка с пластификатором
через отверстие в матрице. При мундштучном прессовании можно продавливать через мундштук либо смесь порошка со
связкой, либо предварительно спрессованную заготовку, которую перед продавливанием подогревают.
Инжекционное прессование процесс при котором впрыск дозы расплавленного полимерного материала производят в
неполностью сомкнутую форму. Уплотнение материала осуществляют при окончательном смыкании формы (прессование).
Метод позволяет получать как очень тонкостенные, так и толстостенные детали из термо- и реактопластов. Изделия,
изготовленные этим методом, имеют меньшую анизотропию (зависимость физических свойств вещества от направления)
механических свойств и меньшую усадку.
Кроме того, существует ряд специальных приемов формования, представляющих собой комбинацию упомянутых способов,
часто дополненных элементами прокатки. Примером такой комбинации может служить
устройство для прокатки порошков, позволяющее формовать тонкостенные трубы циклическим методом.
Вообще говоря, методами прокатки можно получать многие виды длинномерных изделий из металлических порошков.
Типичным представителем комбинированных способов формования порошков является клиновое прессование.
Это циклический метод формования или, периодический. Он имеет ряд разновидностей, некоторые из которых позволяют
получать длинномерные изделия (в основном сплошные), схожие с изделиями, получаемыми экструзией
или прокаткой. Способ клинового прессования не имеет стационарной фазы и, в соответствии с приведенным
определением, к непрерывным методам не относится.
Инжекционное прессование.
Этот метод формования применяют для изготовления длинномерных изделий малого поперечного сечения, в основном
порошковых шнуров и проволоки. Он основан на экструзии и отличается высокой производительностью.
Стр.36
37.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Реализуют метод на устройствах, обычно называемых дисковыми экструдерами.
Дисковые экструдеры проще и дешевле червячных прессов. Время пребывания и нагрев материала в таких устройствах
меньше, что важно при переработке термочувствительных и быстроокисляющихся веществ. Недостатками этих машин
являются пульсации скорости и невысокие давления в формующей головке, что ограничивает их применение при работе с
жесткими порошковыми материалами. Используются они в основном для переработки термопластов.
Недостатки дисковых экструдеров частично устранены в дисково-червячных машинах. Выдавливаемый из отверстия
дискового экструдера расплав попадает в цилиндр с червяком, а уже из него экструдируется в виде профиля.
Такие устройства развивают высокие давления и пригодны для формования любых материалов, способных к экструзии.
В последнее время разработан ряд дисковых устройств, предназначенных для формования порошковых материалов. Это
более сложные и мощные машины, чем дисковые экструдеры, используемые в химической промышленности. Они способны
формовать низкопластифицированные и, в некоторых случаях, непластифицированные порошковые материалы.
Комбинированные методы экструзии.
Есть способы экструзии, которые трудно отнести к какому-либо из трех основных методов. Обычно они представляют
комбинацию рассмотренных выше способов выдавливания материала.
Так, сочетание элементов экструзии и прокатки использовано в устройстве, где порошковый материал под действием сил
трения продавливается через зазор, образованный специальным стержнем и эластичным вкладышем, имеющим форму тора.
Тор (тороид) — в геометрии, один из видов поверхности, в элементарной геометрии получаемой вращением (по форме
напоминает надувной спасательный круг или бублик).
Вкладыш в процессе формования проворачивается, обеспечивая равномерное уплотнение материала. В способе получения
изделий из труднодеформируемых порошковых материалов тоже сочетаются экструзия и прокатка, но эти приемы
формования чередуются друг с другом. В результате после сложных манипуляций получают длинные изделия из
твердосплавных порошков.
Стр.37
38.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Горячая и холодная
экструзия.
Комбинация шнекового и мундштучного формования реализована в способе экструзии порошковых материалов, где
материал продавливается шнеком через матрицу, совершающую возвратно-поступательные движения.
Давление подпора при формовании с помощью автоматики изменяется по определенному закону, что позволяет получать
изделия повышенной однородности.
Совместить шнековое и мундштучное прессование можно и без пульсаций, присущих предыдущему способу. Для этого
предложен способ прессования порошков сферическим шнеком, совершающим в процессе формования прецессионное
движение.
Иногда, при изготовления трубчатых изделий, экструзия используется как одна из операций.
Так, в способе изготовления тепловых труб сначала экструзией формируют наружное покрытие на специальной оправке, а
затем переносят его на трубу с одновременной пропрессовкой. Необходимую капиллярно-пористую структуру фитиля
получают введением в порошок специального наполнителя.
Для обработки внутренних поверхностей труб малого диаметра дополнительно используют магнитные силы.
Метод ротационного прессования представляет собой формование на дисковом экструдере, усиленном специальными
лопастями. Хотя внешне это устройство похоже на дисковый пресс, его возможности значительно шире. Большие усилия,
развиваемые таким устройством, часто достаточны для прессования низкопластифицированных и непластифицированных
порошков.
Стр.38
39.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.39
Многие технологические свойства порошков и, в первую очередь, их текучесть, могут быть улучшены введением в
материал связующе-пластифицирующих добавок. К такому приему прибегают и при формовании изделий сложной формы,
и при экструзии порошковых материалов.
Некоторые расходы, связанные с введением и удалением пластификатора, компенсируются высокой точностью размеров и
формы прессовок, что позволяет избежать затрат на их механическую обработку. Кроме того, пластификатор значительно
уменьшает усилие прессования и износ инструмента, что также снижает себестоимость изделий.
Состояние теории.
В порошковой металлургии высокопластифицированные композиции применяют сравнительно недавно, теория их
деформации разработана слабо. Такие материалы сильно отличаются по свойствам от классических порошков, их поведение
не описывается уравнениями, используемыми в порошковой металлургии. По реологическим и триботехническим
(способность к снижению силы трения) свойствам они ближе к термопластам, хотя и от них отличаются значительно.
Пластифицированный порошковый материал.
Пластифицированный порошок состоит из двух существенно различающихся по своим свойствам составляющих: твердых
частиц и мягкого пластификатора. Обычно присутствует также газовая фаза.
Гидродинамическая аналогия.
Пластифицированный порошковый материал ассоциируется с очень вязкой жидкостью. Так как это явно не ньютоновская
жидкость, то рассматривают различные реологические модели: от простого тела Бингама-Шведова (двухэлементная вязкопластическая модель, то есть тело, сочетающее свойства вязкости и пластичности) до весьма сложных тел.
Наиболее простую классификацию вязких жидкостных систем предложил A.Додж. Согласно этой классификации жидкости
бывают:
− вязкими
− с нестационарными реологическими характеристиками
− с нестационарными упруго-вязкими характеристиками
40.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
К первой группе относятся:
− ньютоновские жидкости с линейной кривой течения
− бингамовские вязкопластичные среды (например, масляные краски)
− аномально-вязкие системы с нелинейной кривой течения
Высокопластичные порошковые композиции по своим реологическим характеристикам ближе всего к аномально-вязким
телам.
Вторая и третья группы по свойствам далеки от пластифицированных порошков.
Различают два вида аномально-вязких сред:
− псевдопластичные (свойство, при котором вязкость жидкости уменьшается при увеличении напряжений сдвига),
это свойство проявляет себя в некоторых сложных веществах, таких как лава, кетчуп, кровь, краски и лак для ногтей, а
также общее свойство для полимерных веществ
− дилатантные (свойство, при котором вязкость возрастает при увеличении скорости деформации сдвига)
Псевдопластичностью обладают суспензии с асимметричными частицами, а дилатансия характерна для паст и суспензий с
большим содержанием твердой фазы. Для аномально-вязких псевдопластичных систем предложено большое количество
реологических моделей, но наибольшее распространение получила степенная модель Оствальда-Рейнера.
Большим недостатком этой модели является зависимость ее основных коэффициентов от температуры.
Пластифицированные порошковые материалы с точки зрения реологии являются пластично-вязкими телами.
Порошковые материалы предложено считать жестковязкопластичными, лишенными упругих свойств.
Состояние таких тел определяется температурой, пористостью и параметрами упрочнения. Течение пластифицированных
порошков эта модель не отражает, так как они упрочнению не подвержены, а влияние температуры на пластификатор
совсем не такое, как на металлический порошковый материал.
Теория может оперировать лишь коэффициентами, инвариантными к основным параметрам процесса деформации
(давление, скорость течения, их производные).
Стр.40
41.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Для традиционных жидкостей таким коэффициентом, в известных пределах, является вязкость. В гидродинамической же
аналогии вязкость зависит от многих параметров процесса течения: давления, скорости приложения нагрузки и др. Это не
позволяет решать уравнения деформации аналитически, а при численном решении требуется вводить зависимость вязкости
от упомянутых величин для каждого конкретного случая.
Математический аппарат гидродинамики хорошо развит лишь для несжимаемых жидкостей, а пластифицированный
порошок способен сжиматься, по крайней мере, до тех пор, пока пластификатор не займет в нем все межчастичное
пространство. Поэтому гидродинамическая аналогия для описания процесса деформации пластифицированных порошков,
вообще говоря, неприменима.
Аналогия с компактным материалом.
Известны попытки применения уравнений механики деформируемого твердого тела для описания течения
пластифицированных порошков.
Основанием для этого является наличие у пластифицированного материала некоторой прочности, что объясняется
связующими свойствами пластификатора. Подобный эффект отсутствует как в жидкостях, так и в традиционных
порошковых материалах.
Математическое описание в этом случае строится в терминах: предел текучести, коэффициент Пуассона, коэффициент
трения. Эти параметры, оставаясь постоянными в известных пределах для компактных материалов, являются сложными
функциями напряженного состояния для сжимаемых тел. Возникает такая же ситуация, как и в гидродинамике: проведение
аналитических преобразований при переменных коэффициентах невозможно.
Следует выделить случай, когда пластифицированный порошковый материал становится несжимаемым.
Для высокопластифицированных композиций такое состояние наступает при сравнительно небольших давлениях, в отличие
от классических порошков.
Стр.41
42.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Свойства несжимаемого материала во многом стабилизируются: предел текучести перестает зависеть от напряжений,
исчезает способность к упрочнению (которая при уплотнении связана не с наклепом частиц, а с ростом плотности
материала, то есть понимается в расширенном смысле). Связь между нормальными и касательными напряжениями на
поверхности контакта с инструментом становится линейной.
Для такого материала применимы уравнения деформации компактного неупрочняемого тела, но со специфическими
граничными условиями.
В теории обработки металлов давлением касательные напряжения на поверхности деформации обычно считают не
зависящими от нормальных напряжений (их задают как часть предела текучести) или зависящими линейно (в этом случае
пользуются коэффициентом трения). Иногда даже удается получить удовлетворительное совпадение с экспериментальными
данными, вовсе пренебрегая внешним трением. Это объясняется тем, что при прессовании компактных металлов большая
часть энергии деформации затрачивается на изменение формы, на внутреннее трение. Поэтому закон внешнего трения не
особенно важен.
Пластифицированный порошок в неуплотняемом (сжатом) состоянии, принципиально не отличаясь от литого
неупрочняемого металла, имеет предел текучести на несколько порядков меньше. Это приводит к значительному снижению
затрат энергии на формоизменение и увеличению доли энергопотерь на внешнее трение.
В такой ситуации малейшая неточность в задании граничных условий приводит к большому расхождению результатов
теории и эксперимента. Наконец, об этой аналогии можно сказать то же, что и о гидродинамической: ее теория хорошо
развита лишь для несжимаемых материалов.
Порошковая аналогия.
Общей теории уплотнения порошковых материалов пока не существует. В основе такой теории должна лежать зависимость
плотности порошкового тела от вида напряженного состояния, опирающаяся на инвариантные к напряжениям
коэффициенты.
Стр.42
43.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Большое разнообразие порошковых материалов, используемых в технике, делает построение общей теории чрезвычайно
сложной задачей.
Предприняты многочисленные попытки решения более простой задачи по отысканию связи между плотностью и давлением
при всестороннем сжатии порошка. Получены многочисленные уравнения прессования, имеющие ограниченные области
применения.
Универсальной зависимости даже для простейшего вида напряженного состояния не обнаружено. Причины этого
следующие.
Во-первых, реальный объект, рассматриваемый различными теориями прессования - металлический порошок - и его
расчетная модель не тождественны.
Во-вторых, основные задачи пластичности и контактной прочности из-за серьезных математических трудностей только
сформулированы и в общем случае не решены, что приводит к необходимости использования гипотез, с той или иной
степенью точности отражающих процессы, происходящие в действительности. И, наконец, при выводе уравнений
прессования часто не учитываются отдельные факторы: скорость деформации, внешнее и внутреннее трение и др.
Давление прессования зависит главным образом от следующих параметров: пределов текучести и прочности материала,
модулей упругости, коэффициента Пуассона. Нельзя пренебрегать также влиянием геометрии зоны формования и трения.
С одной стороны, часть упомянутых величин дублируют друг друга, а с другой — в уравнениях прессования не все факторы, влияющие на плотность, учтены (скорость прессования, размер и форма частиц и т.д.). Самое же главное, что
большинство из этих параметров являются функциями напряженно-деформированного состояния, а при проведении
аналитических преобразований их приходится считать постоянными величинами.
Экспериментально легко убедиться, что ни одно из уравнений прессования не описывает процесса уплотнения
высокопластифицированного порошкового материала. Как отмечалось, такой материал уже при небольших (по меркам
порошковой металлургии) давлениях становится несжимаемым — даже это явление пока не смоделировано.
Стр.43
44.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
В порошковой металлургии математическое описание обычно использует коэффициенты внешнего и межчастичного
трения, коэффициент бокового давления.
Эти величины даже для непластифицированных порошков зависят от действующих напряжений. Известно, что для
пластифицированного порошка упомянутые коэффициенты не только зависят от давления, но и зависят нелинейно, а,
следовательно, для построения теории непригодны. Необходимо найти инвариантные к давлению характеристики.
Таким образом, пластифицированный порошок по своим свойствам существенно отличается от вязких жидкостей,
компактных высокопластичных металлов и чистых (непластифицированных) порошков. Теория, описывающая поведение
ППМ при его деформации, отсутствует.
Внешнее трение пластифицированного порошка не может быть описано с помощью закона Кулона-Амонтона
(эмпирический закон, устанавливающий линейную связь между поверхностной силой трения, возникающей при
относительном скольжении тел, и силой нормальной реакции, действующей на тело со стороны поверхности) из-за сильной
зависимости коэффициента трения от напряжения.
Теоретические проблемы экструзии.
Отмечается, что при анализе энергетических затрат процесс горячей экструзии целесообразно разбить на четыре этапа:
− выдавливание недоуплотненного материала из контейнера
− уплотнение основного материала
− этап установившейся экструзии
− перемещение материала относительно стенок контейнера
Сделан вывод о том, что на начальном этапе прессования работа в основном затрачивается на уплотнение порошка, а после
завершения этого процесса — на экструзию материала. Несмотря на сильное отличие свойств ППМ и
непластифицированных порошков, такая постановка задачи представляется перспективной для любых неупрочняемых сред.
Стр.44
45.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Теория шнекового формования.
Теоретических работ, посвященных шнековому формованию пластифицированных порошковых материалов, мало.
Так как особенности течения материала сильно зависят от наряженного состояния, анализ процесса деформации шихты в
канале шнека разбит на два этапа: уплотнение и выдавливание.
Это позволяет аналитически решить задачу выдавливания несжимаемого и неупрочняемого тела, а процесс изменения
плотности материала исследовать на этапе его уплотнения, предшествующем процессу выдавливания.
Процесс выдавливания рассмотрен при следующих допущениях:
− зазор между гребнем винта и корпусом отсутствует, глубина канала меньше его ширины и значительно меньше радиуса
винта, а угол подъема винтовой линии мал. Эти допущения позволяют пренебречь циркуляционной составляющей
скорости (составляющая скорости в поперечном к оси канала направлении) и влиянием боковых ребер. Решается
плоская задача, получающаяся после развертки винтовых поверхностей шнека и цилиндрической поверхности корпуса.
− предполагается, что перерабатываемая масса подчиняется обобщенному реологическому уравнению:
− обрабатываемый продукт несжимаем и полностью занимает рабочую зону межвиткового пространства; он движется
сплошным потоком, без образования разрывов
− режим течения ламинарный (течение, при котором жидкость или газ перемещаются слоями без перемешивания и
пульсаций), силы трения о поверхность могут быть меньше внутренних сил трения. Силы инерции и ускорения
пренебрежимо малы.
− теплообмен продукта с окружающей средой отсутствует, его температура изменяется только вдоль винтового канала,
оставаясь постоянной в двух других направлениях
Стр.45
46.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.46
− аналитическое исследование адиабатического течения возможно только в том случае, если константы реологического
уравнения не зависят от температуры продукта. Этому требованию отвечает обобщенный степенной закон, который
можно представить в виде:
где В1, n0 и m — реологические константы и индекс течения, не зависящие от температуры Т продукта.
Сделанные допущения позволили аналитически исследовать кинематику и энергетику изотермического и адиабатического
процессов выдавливания в условиях простого и сложного сдвига. Столь глобальный подход привел к весьма сложным
соотношениям, опирающимся на многочисленные эмпирические коэффициенты, процедура измерения которых не описана.
Полученные результаты вряд ли могут быть использованы на практике, хотя с теоретической точки зрения они, несомненно,
представляют интерес.
Еще более сложны процессы уплотнения и отжима материала в канале шнека. Постановка задачи в этом случае отличается от
рассмотренной за счет изменения плотности формуемой шихты и концентрации компонент в ней. Непостоянство плотности и
состава значительно усложняет задачу. В этом случае необходимо выводить уравнения состояния продукта в зависимости от
перепада давления при движении его в шнековом устройстве.
Формально для этого необходимо знать один из термодинамических потенциалов системы как функцию всех своих
параметров. Обычно в качестве такого потенциала используется свободная энергия. Однако, поскольку термодинамика не
занимается микроструктурой систем, она не может дать четкого представления о потенциале взаимодействия между
отдельными дискретными составляющими системы.
Эта задача приближенно решается в рамках статистической механики, но удовлетворительных количественных результатов
получить таким путем пока не удается. Поэтому представляется целесообразным рассматривать процесс уплотнения как
изменение фазового соотношения на макроскопическом уровне, характеризуя его массовыми и объемными соотношениями.
В случае изменения концентрации при аналитической постановке задачи необходимо учитывать две характерные
особенности: изменение концентрации за счет нелинейной фильтрации и стохастические процессы изменения концентрации.
47.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
При этом необходимо учитывать возможность образования скелета твердой фазы в процессе отжима.
К сожалению, такая задача не решена.
В условиях ламинарного течения и отсутствия инерционных сил уравнение течения сжимаемого материала (содержащего
газовую фазу) имеет вид с
где Рс — осредненная плотность материала, Dv/Dt — субстанциальная производная, П — тензор напряжений.
Это уравнение течения получено при следующих допущениях: винтовой канал заменен призматическим каналом с
прямоугольным сечением, а поверхность цилиндра — горизонтальной плоскостью; поверхность цилиндра движется под
углом к направлению оси канала; жидкость смачивает поверхности канала и движется под действием напряжений сдвига,
которые возникают при относительном перемещении цилиндра и канала; концевые эффекты и наличие вертикальной
компоненты скорости не учитываются.
Такие допущения сводят задачу к одномерной.
Даже при столь сильных упрощениях в результате математических преобразований получено уравнение, аналитическое
решение которого невозможно.
Обычно, анализируя деформацию материала в канале шнека, ограничиваются рассмотрением процессов уплотнения и
выдавливания. Некоторые исследователи отмечают, что не менее важны процессы загрузки шнека и транспортировки
материала в его первых витках. Именно здесь создаются начальные условия, используемые затем в уравнениях течения и
деформации. Действительно, давление в зоне загрузки очень мало по сравнению с давлением прессования, но им нельзя
пренебрегать: задав в качестве начального условия нулевое давление на входе канала, большинство моделей выдаст нуль и
на выходе устройства.
Свободная транспортировка сыпучего материала в канале шнека - весьма сложный процесс. Идеализированному описанию
движения материальной частицы по винтовой линии посвящены труды многих ученых и технологов.
Стр.47
48.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Основным недостатком идеализированных физических моделей является отсутствие учета стесненного движения частиц в
ограниченном пространстве канала шнека, их взаимодействия и наличия противодавления.
Это порождает путаницу между коэффициентами заполнения канала и производительности, которые совпадают лишь при
отсутствии противодавления.
Материал будет перемещаться шнеком лишь в том случае, когда сила трения его частиц о поверхность цилиндра,
возникающая из-за центробежной силы, вызывает окружное проскальзывание частиц. Кроме этих сил на частицу действуют
сила тяжести и т.н. сила положения. Последняя представляет собой силу инерции и направлена вдоль канала шнека в
направлении, противоположном направлению перемещения материала. Решение задачи о транспортировке материала
шнеком описано в монографии и из-за громоздкости здесь не приведено. Оно пригодно для любых сыпучих материалов, в
том числе и для пластифицированных порошков после операции гранулирования.
Процесс заполнения канала шнека материалом существенно зависит от вида применяемого в устройстве дозирования.
Различают весовое и объемное дозирование; первое точнее, а второе проще и потому применяется чаще.
При объемном дозировании продукт подается из загрузочного устройства в приемную зону шнека под действием
собственного веса.
Продолжительность операции заполнения канала зависит от подвижности материала и геометрических особенностей
канала, а также геометрии зоны загрузки. Последний фактор формализуется особенно трудно.
Истечение сыпучего материала через отверстие в днище бункера представляет собой процесс выпадения отдельных частиц
из свода, образующегося над отверстием; этот свод иногда называют «динамическим разгружающим сводом». При этом
предполагается, что выпадение частиц из свода происходит только под действием сил тяжести, поэтому высота столба
продукта не влияет на скорость истечения. Подобный подход к решению задачи для пластифицированных порошков надо
применять с большой осторожностью.
Усилие червячного пресса, необходимое для формования пластифицированных порошковых материалов, может быть
рассчитано при следующих допущениях:
Стр.48
49.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
− напряжения сдвига в пластифицированной порошковой массе по всему сечению канала червяка превышают ее предел
текучести (т.е. смесь достаточно жидкая)
− вязкость массы не зависит от давления и, следовательно, постоянна по всей длине канала; авторы делают оговорку, что
такое упрощение допустимо только для зоны дозировки (а затем применяют его для всего шнека)
− переработка массы осуществляется в изотермических условиях, что, по утверждению авторов, соответствует
принудительному охлаждению пресса и малой глубине канала шнека (ниже будет показано, что условия, в которых
находится материал в канале шнека, очень далеки как от изотермических, так и от адиабатических)
− материал полностью прилипает к поверхностям цилиндра и канала шнека (справедливо только для жидкостей)
Мощность, потребляемая червяком при переработке пластифицированных порошковых материалов, может быть определена
как сумма мощностей тепловыделения и потенциальной энергии потока.
В случае вязкоупругого тела функция диссипации усложняется, что приводит к весьма громоздким уравнениям.
Слабым местом шнекового формования является высокая энергоемкость процесса. Теоретически обоснованная конструкция
шнека, оптимизированная по энергосиловым показателям, способна решить некоторые проблемы.
Как видно, теория деформации ППМ в настоящее время отсутствует. Решены лишь некоторые частные задачи; прямой
перенос этих решений в порошковую металлургию невозможен из-за больших различий в реологии исследованных смесей
и пластифицированных порошков.
Технология экструзии.
Технология холодной экструзии мало зависит от химического состава и свойств исходного порошкового материала. Она
заключается в пластификации порошка, подготовке материала к формованию, экструзии, удалении пластификатора и
спекании изделий. Перед экструзией в порошковый материал вводят много пластификатора, количество и состав которого
полностью определяют технологические свойства шихты.
Так можно формовать самые разные порошки: керамику, тугоплавкие металлы, нержавеющие и инструментальные стали,
железоникелевые сплавы, карбид вольфрама.
Стр.49
50.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Экструзией пластифицированных порошков получают изделия сложной формы с хорошими механическими свойствами:
корпуса часов, детали вычислительной и медицинской техники.
Несмотря на большую усадку, возможно получение точных размеров при плотности изделий 95...99%.
Выбор пластификатора.
К пластификатору предъявляются довольно жесткие требования. Кроме связующих, пластифицирующих и смазывающих
свойств он должен быть дешевым и недефицитным, легко перемешиваться с порошком и легко извлекаться из прессовок, не
препятствовать процессу спекания и не загрязнять готовых изделий. Применяют неорганические и органические
пластификаторы.
Неорганические пластификаторы используют при формовании тугоплавких соединений. Описан процесс мундштучного
прессования порошка дисилицида молибдена, пластифицированного бентонитовой глиной.
Такая глина состоит из 65% SiO2, 20% Al2O3 и 15% H2O, ее концентрация в материале составляет 4...10%.
Главным недостатком неорганических пластификаторов является невозможность их удаления из прессовки. Они сильно
загрязняют изделие, что ограничивает область применения таких добавок. К тому же надо считаться с химической
активностью некоторых неорганических составляющих.
Неорганические пластификаторы в порошковой металлургии широкого распространения не нашли. Значительно удобнее
работать с органическими наполнителями.
Органические пластификаторы: воск, парафин, поливиниловый спирт, раствор синтетического каучука в бензине,
полиэтилен, оксид полиэтилена, раствор поливинилацетата в ацетоне, метакрилат в виде раствора в трихлорэтане,
полиэтиленгликоль, раствор диатанагаминоэтилового эфира, алкилен янтарной кислоты, крахмальный клейстер, тефгон и
стеарат, этиленстеарамид, поливинилбутирол, сульфитно-спиртовая барда, препарированная каменноугольная смола,
меласса и многие другие.
Выбор основы для шликера или пластификатора чрезвычайно важен, поскольку эти вещества могут сильно загрязнить
материал газами (кислородом, водородом, азотом) и углеродом при спекании.
Стр.50
51.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Описано влияние трех наиболее распространенных пластификаторов на газосодержание никелевых сплавов.
Установлено, что поливиниловый спирт и полиизобутилен в меньшей степени загрязняют материал, чем камфара, которая
позволяет получать более прочные заготовки. Также отмечается, что поливиниловый спирт не приводит к увеличению
содержания кислорода в никелевых сплавах при спекании в вакууме и лишь незначительно загрязняет сплав углеродом.
К сожалению, весьма распространенный в твердосплавной промышленности пластификатор — парафин — в этих
сравнениях не участвовал.
Отмечается, что пластификаторы могут вносить в материал загрязнения, поэтому при их выборе следует соблюдать ряд
условий. Так, пластификатор не должен реагировать с керамической и металлической фазами в процессе спекания, должен
легко удаляться, не вносить вредных примесей и способствовать получению более плотных изделий.
Вследствие этого исключается применение какого-либо универсального пластификатора, пригодного для всех материалов.
Составы наиболее эффективных термопластичных связок для шликеров, состоящих из порошков металлов и керамики.
Это касторовое масло, олеиновая и стеариновая кислоты, а также пчелиный воск. Добавка пчелиного воска обеспечивает
наибольшее снижение вязкости шликера и улучшает его литейные свойства.
Стр.51
52.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Из органических пластификаторов наиболее универсальным является парафин. Он не дефицитен и обладает хорошей
связующей, пластифицирующей и смазывающей способностями.
Парафин легко удаляется из прессовки и почти не загрязняет изделие углеродом. Парафиновый пластификатор широко
используют в твердосплавной промышленности, при производстве изделий из металлических порошков и других сыпучих
материалов.
На основе парафина создано множество пластифицирующих и связующих композиций. Формовать с парафином можно
любые порошковые материалы, так как он химически инертен. Технологические свойства смеси можно изменять в широких
пределах, изменяя количество вводимого пластификатора и температурный режим формования.
Введение в порошок 7...15% массы парафина позволяет уменьшить коэффициенты внешнего и межчастичного трения в
5...10 раз, а плотность материала увеличить с 62 % до 100 % (при давлении 100 МПа).
Отмечается, что по достижении определенной концентрации пластификатора в порошке давление выдавливания резко
уменьшается и становится возможной холодная экструзия материала.
Эффективность использования парафина можно заметно увеличить применением поверхностно-активных веществ.
Исследовано влияние олеиновой CH3(CH2)15COOH, пальмитиновой CH3(CH2)14COOH и стеариновой CH3(CH2)16COOH
кислот. Отмечается, что добавка 1% любой из этих кислот на каждые 5% парафина снижает давление прессования на 10
МПа.
Другими словами, 1% ПАВ (поверхностно-активное вещество) заменяет 2...3% пластификатора (в известных пределах,
конечно).
Пластификация порошка.
Подготовка смесей к прессованию — важная операция, без которой невозможно получение качественных заготовок.
Пластичность материала зависит не только от выбранного пластификатора и его концентрации в материале, но также от
способа введения добавки и влажности смеси.
Количество пластификатора в порошке может достигать по объему 50%, на качестве изделий это не отражается.
Стр.52
53.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Дополнительное брикетирование и вакуумирование шихты позволяют еще более увеличить ее пластичность.
При производстве твердосплавных спиральных изделий (сверл, фрез, разверток) методом мундштучного прессования
порошок пластифицируют следующим образом. В него добавляют 6...15% массы парафина в виде мелкой стружки, затем
массу нагревают до температуры 80...120 ⁰С и тщательно перемешивают. После этого ее продавливают через мундштук или
многоканальную фильеру для гомогенизации (этой операции можно избежать за счет применения ПАВ) и спрессовывают в
цилиндрические брикеты.
При формовании прессформу нагревают до 35...40 ⁰С; экструзию осуществляют со степенью обжатия 94...99% и скоростью
истечения материала 2...3 мм/с. Отмечается, что при использовании в качестве пластификатора парафина давление
истечения минимально.
Пластификация тугоплавких соединений перед мундштучным прессованием подробно исследована на примере порошка
карбида циркония. Использовался пластификатор, состоящий из 40% парафина, 40% воска и 20% олеиновой кислоты (по
массе). Содержание пластификатора варьировалось в пределах 34...45% (по объему). Отмечается, что при меньшем
содержании пластификатора экструзия не идет, а при большем возникают проблемы с его удалением и спеканием изделий.
Для получения более однородной массы ее многократно продавливали на прессе через мундштук (весьма эффективная
операция). После введения пластификатора и гомогенизации смеси получался материал, пригодный для холодной
экструзии.
Другой распространенный пластификатор — крахмальный клейстер — вводят в порошок следующим образом. Клейстер
заливают в порошковый материал и смесь длительно перемешивают на каландрах. Полученную шихту протирают через
сито с ячейкой 2 мм и перемешивают для усреднения содержания пластификатора, затем сушат в вакуумном шкафу в
течении двух часов при температуре 120 ⁰С. Качество приготовления материала контролируют на капиллярном
вискозиметре (измеряют вязкость).
Свойства ППМ во многом зависят не только от количества и состава пластификатора, но также от способа его введения в
порошок и качества перемешивания шихты.
Стр.53
54.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Дело в том, что пластификатор, даже при равномерном его распределении в материале, может по разному располагаться
между частицами порошка. Наилучшим считается случай, когда каждая частица оказывается покрытой тонкой пленкой
пластификатора.
Для получения такого материала предложен способ пластификации, заключающийся в плакировании частиц порошка
пленкой термопластичного материала. Плакирование осуществляют в камере, наполненной парами нагретого
пластификатора. Холодные частицы порошка, попадая в такую камеру, конденсируют на себе пленку этого вещества и
падают в поддон уже с нанесенным покрытием. После такой обработки порошок приобретает максимально возможную
пластичность при фиксированном количестве пластифицирующей добавки.
Более простой способ пластификации порошков, например, железный порошок марки ПЖ2М4 со средним размером частиц
100мкм смешивали со стеаратом цинка непосредственно в процессе размола.
Качество пластификации оказалось выше, чем при введении наполнителя в предварительно размолотый порошок.
Исследования, однако, ограничились введением всего 2% пластификатора. Вероятно, при большем количестве
органической добавки процесс размола затрудняется.
Иногда удобнее иметь дело не с порошковым, а с гранулированным материалом. Такой материал легче транспортируется
шнеком, лучше поступает из бункера, стабильнее при хранении. Для гранулирования пластифицированных порошков
предложено устройство, содержащее сферический шнек и неподвижный нож-сетку. Размер получаемых гранул
регулируется выбором необходимой сетки. Работа устройства напоминает работу мясорубки, лишенной подвижного ножа;
нарезка материала осуществляется за счет движения шнека.
Для получения проницаемых пористых изделий в порошок или прессовку вводят специальный наполнитель. Так, при
изготовлении стальных фильтров, осуществляют пропитку материала синтетическим церезином в вакууме. Обработанные
заготовки подвергают обезжириванию и последующему травлению в смеси кислот. Возможна также пропитка материала
жидким легкоплавким металлом, что способствует сохранению открытой пористости при обработке резанием; после
обработки металл удаляют испарением в вакууме.
Стр.54
55.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Пластификация порошка для последующей холодной экструзии имеет свои особенности. В результате этой операции
необходимо получить максимально пластичный материал. Отличительной особенностью такого материала является
исчезновение в нем газовой фазы при сравнительно небольших давлениях.
Другими словами, высокопластифицированная композиция легко уплотняется до компактного состояния без пластической
деформации частиц, ее образующих.
Количество пластификатора, которое необходимо ввести в порошок для получения высокопластифицированной
композиции, можно рассчитать по формуле:
где Рпл, Рп и Р — плотность пластификатора, пикнометрическая (истинная) и насыпная (масса единицы его объема при
свободной насыпке) плотности порошка соответственно.
Это соотношение получено из расчета, что в пластифицированной композиции пластификатор должен занимать все
межчастичное пространство порошка, находящегося в состоянии свободной насыпки.
Формование пластифицированных порошков.
Пластифицированные порошки формуют дискретными и непрерывными способами. В дискретных способах число циклов
подачи шихты в прессформу соответствует числу циклов прессования и размеры изделий ограничены в трех измерениях.
В непрерывных способах подача шихты в зону формования осуществляется независимо от числа циклов прессования и
размеры изделий ограничены только в двух измерениях.
В современной технике постоянно растет потребность в изделиях сложных форм, обладающих улучшенным
эксплуатационными характеристиками. Прежде всего, это детали из пористых материалов с развитой поверхностью:
фильтрующие элементы обыкновенные и повышенной прочности, детали теплообменных устройств, фитили тепловых
труб, смесители и загустители, пламепреградители.
Стр.55
56.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Применение пористых покрытий в теплообменных устройствах позволяет повысить коэффициент теплопередачи до 35% и
тепловой поток до 1.12 МВт/м2. Выполнен расчет параметров винтового оребрения, обеспечивающего максимальную
теплопередачу.
Такую сложную поверхность можно получить лишь экструзией пластифицированных порошков. Более простые кольцевые
ребра могут быть получены накаткой.
Высокопористые электроды с оребрением используют в электрохимии. Изготовляют их из нитрида титана, а продольные
ребра увеличивают прочность электродов, плотность которых не превышает 50%. Трубы и стержни с развитой
поверхностью используют в пилотируемых космических кораблях в качестве топливных элементов, работающих на водороде и кислороде. Получают такие изделия холодной экструзией порошковых материалов.
До сих пор самым распространенным способом изготовления порошковых изделий сложной формы является обработка
резанием. Резание пористых порошковых заготовок имеет ряд особенностей, связанных с их низкой прочностью и
закрытием пор при обработке.
Порошковые изделия относят к труднообрабатываемым, причем, чем выше пористость, тем труднее их резать. Заготовки
для обработки резанием обычно получают экструзией пластифицированных порошков.
Актуальной задачей является формование спеченных проницаемых материалов. Для получения изделий сложной формы из
таких материалов иногда применяют способ, при котором, в порошок специальными приемами вводят повышенное
количество парафина для увеличения прочности прессовок. После экструзии заготовки обрабатывают резанием и лишь
затем спекают. Такая технология позволяет получать изделия практически любой формы, поверхностные поры при резании
не закрываются, отсутствуют отходы и износ инструмента.
Изделия, полученные резанием пластифицированных заготовок, имеют точность размеров и шероховатость поверхностей,
недоступные для традиционных методов порошковой металлургии. Возможно получение изделий практически любой
формы. Однако такая технология трудоемка, непроизводительна, плохо поддается автоматизации.
Стр.56
57.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.57
Наиболее распространенный способ соединения пористых металлов — сварка. Применяется аргонно-дуговая сварка с
плавящимся электродом, а также диффузионная и контактная сварка. Проблемы изготовления сварных фильтров методом
контактной сварки из листов коррозионностойкой стали, титана и никеля подробно исследованы.
Технология изготовления труб с винтовыми ребрами из САПа (спеченный алюминиевый порошок), заключается в
прессовании брикетов на гидравлическом прессе, обтачивании их на токарном станке, экструзии этих брикетов, вакуумном
отжиге и допрессовке. Полученные короткие трубы сваривают, получая изделие необходимой длины.
Простые заготовки, полученные экструзией, можно склеить и получить весьма сложное изделие. Склеивание обеспечивает
герметичность соединения при незначительном увеличении массы изделия.
Однако клеевые соединения обладают низкой теплоустойчивостью (до 300 ⁰С) и подвержены старению. Кроме того, клей
затекает в поры, ухудшая свойства изделий. Этим же недостаткам подвержены и паяные соединения.
Близким к экструзии является формование изделий шликерным литьем, особенно если литье осуществляют под давлением.
Этот метод издавна широко используется в керамической промышленности, в последнее время его стали применять и в
порошковой металлургии. Так получают изделия особо сложной формы из дисперсных порошков. Формование проводят без
нагрузок или с небольшими нагрузками. Обычно применяют гипсовые формы; перспективными представляются пористые
разъемные формы, изготовленные из металлических порошков.
Процесс экструзии может быть активизирован вибрацией. Иногда виброуплотнение используют как самостоятельный метод
формования труднопрессуемых порошков. Вибрация облегчает выдавливание и улучшает равномерность загрузки
материала из бункера. При использовании шнековых устройств экструзия становится стабильнее, количество аварийных
остановок пресса уменьшается.
Во многих областях техники используются трубчатые изделия с развитой поверхностью. Они нужны, прежде всего, в
теплообменных устройствах и фильтрах. Если одновременно с развитой поверхностью требуется высокая пористость и
проницаемость, то получение таких изделий возможно лишь методом экструзии пластифицированного порошкового
материала.
58.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Формуют трубы с оребрением на сложных шнековых устройствах. Трубчатые изделия с наружными винтовыми ребрами
можно формовать на двухшнековом прессе, шнеки в котором установлены соосно.
Это устройство позволяет также получать армированные трубы, причем арматура в них расположена винтом. Такая
ориентация волокон эффективна в устройствах, работающих под давлением.
Еще шире технические возможности у устройства с гибким шнеком — оно позволяет получать трубы как с наружным, так и
с внутренним оребрением. Более того, в нем предусмотрена возможность формования изделий с закрытой винтовой
полостью (по которой может прокачиваться, например, охлаждающая жидкость). Это устройство позволяет регулировать
шаг винтовых ребер прямо в процессе формования.
Технически сложную задачу представляет собой формование покрытий на внутренних поверхностях трубчатых изделий.
Такая необходимость может возникнуть в процессе изготовлении тепловых труб, теплообменников, фильтров и некоторых
других устройств. При большой длине трубы ее внутренняя поверхность становится относительно недоступной.
Традиционно в порошковой металлургии покрытия получают припеканием свободнонасыпанных порошков, напрессовкой с
последующим припеканием, накаткой роликом-электродом с одновременным привариванием, обмазкой шликерами,
центробежным формованием. Все эти методы дискретны и позволяют получать либо гладкие покрытия, либо покрытия с
незначительно развитой поверхностью. Значительно больше возможностей предоставляет использование
пластифицированных порошков.
Нанесение покрытий на внутренние поверхности труб удобнее проводить в два этапа. Сначала осуществляют формование
наружного покрытия на специальной оправке методом экструзии. Оправка, представляющая собой стержень с дорном на
конце, пропускается сквозь осевое отверстие шнека и выдавливается вместе с материалом. Затем ее помещают
внутрь обрабатываемой трубы и протягивают. Дорн, расположенный на одном из концов оправки, напрессовывает покрытие
на внутреннюю поверхность трубы. Операции нанесения покрытия на оправку и трубу можно совместить.
Если наносимое покрытие должно иметь развитую поверхность (например, в теплообменниках или фильтрах с большой
грязеемкостью), эффективно использование двухшнекового устройства.
Стр.58
59.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.59
Оно обеспечивает нанесение внутренних покрытий с продольными и винтовыми ребрами. В устройстве предусмотрена
обработка поверхностей различного профиля.
Технически сложной задачей является и формование изделий переменного по длине профиля. Решается она обычно
экструзией материала через матрицу, образованную подвижными элементами, способными к синхронному перемещению.
Например, материал можно непрерывно продавливать через матрицу, выполненную в виде четырех сопрягаемых
внутренними поверхностями кулачков, связанных между собой механизмом перемещения.
В процессе экструзии кулачки движутся в соответствии с заданной программой, образуя изделие переменного профиля.
Вместо кулачков могут быть использованы подвижные ролики.
Метод формования материалов с органическими добавками идеально подходит для получения пористых изделий.
После отгонки наполнителя остается проницаемая капиллярно-пористая структура, которая сохраняется и после спекания.
Более сложные проницаемые изделия с большим количеством сквозных отверстий, необходимых для стока конденсата
(например, в фитилях тепловых труб), можно получить методом центробежного формования.
Из пластифицированных порошков можно формовать и многослойные проницаемые изделия, используемые иногда в качестве
фильтрующих элементов повышенной грязеемкости. Для этого удобно использовать многозаходный шнек с раздельной
загрузкой витков разными материалами. Специальная форма винтовой нарезки на выходе шнека обеспечивает
надежное соединение слоев в биметаллическое изделие. Принципиально возможно получение изделий, состоящих более чем
из двух слоев. Многослойные трубчатые изделия можно формовать также с помощью ступенчатого шнека. Каждая ступень
шнека в таком устройстве загружается принудительно своим порошковым материалом. Матрица изготовлена таким образом, чтобы не нарушать сформированную на шнеке многослойную структуру.
На шнековых прессах формуют композиционные материалы, армированные как непрерывными, так и дискретными
волокнами. Дискретные волокна могут быть дополнительно ориентированы мощным магнитным полем, подобно тому, как это
имеет место при производстве постоянных магнитов с большой коэрцитивной силой. Естественно, волокна должны быть
ферромагнитными, желательно также, чтобы они обладали магнитной анизотропией.
60.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Удаление пластификатора и спекание изделий.
Обычно процедуру удаления термопластичных органических
наполнителей совмещают со спеканием, что приводит к
экономии электроэнергии и снижению трудоемкости
изготовления изделий по сравнению с разделением этих
процессов.
Режим спекания при этом несколько усложняется за счет
добавления изотермических выдержек и ограничения
скорости нагрева на начальном этапе термической обработки.
Теоретические проблемы спекания порошковых смесей с
наполнителями подробно исследованы. Описаны
диффузионные модели порошковых смесей и
количественные критерии степени их гомогенизации.
Рассмотрены феноменологические явления объемного
Объемная диффузия — процесс, связанный (как и в случае
диффузионного роста при спекании смешанных порошковых
поверхностной диффузии) с перемещением частиц (атомов,
объектов. Однако особенности спекания
молекул или кластеров), происходящий в объеме материала,
пластифицированных порошковых материалов не объяснены.
характеризуется наиболее высокой величиной энергии
В процессе спекания пластификаторы могут выгорать,
активации и низким значением коэффициента диффузии по
коксоваться, возгоняться либо оставаться без изменений.
сравнению с поверхностной и зернограничной диффузиями.
Как видно из таблицы, в случае парафина, он оказывается вне
конкуренции так как не содержит золу и кокс.
Стр.60
Содержание золы и кокса в органических пластификаторах
Пластификатор
Массовая
доля, %
Отношение
растворителя к
растворяемому
веществу
Зола
Кокс
Крахмальный клейстер
2,45
6,7
4:1
Раствор поливинилового спирта в
воде
0,58
1,1
4:1
Парафин
0
0
-
Раствор парафина в бензине
0
0
2:1
Раствор парафина в бензоле
0
0
2:1
Раствор каучука в бензине
0,94
1,5
10:1
Раствор бакелита в спирте
…
50
10:1
Загрязнение изделий углеродом зависит не только от
используемого пластификатора, но и от режима спекания.
Минимальное загрязнение наблюдается при нагреве изделий до
400...450 ⁰С на воздухе - пластификатор выгорает. Если
прессовки сразу нагревают в защитной атмосфере, то количество
вносимого в изделия углерода равно содержанию кокса в сухом
пластификаторе.
61.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.61
Широко распространенный пластификатор — синтетический каучук — удаляют следующим образом. Изделия помещают в
графитовую лодочку и засыпают графитовой крупкой. Садка в печь производится при температуре 500...600 ⁰С и дается
тридцатиминутная выдержка. За это время пластификатор полностью выгорает. Затем печь продувают инертным газом,
дальнейшее спекание производят в атмосфере водорода. Спеченные изделия имеют пористость 20...25%.
Термообработка прессовок, полученных методом мундштучного прессования из порошков тугоплавких соединений,
пластифицированных смесью воска с парафином, проходит в два этапа. На первом этапе удаляют пластификатор в вакуумной
печи, которую нагревают до 350 ⁰С и делают двухчасовую выдержку. На втором этапе спекают изделие в печи с графитовым
нагревателем в среде аргона. Использование вакуумной печи обеспечивает удаление пластификатора из прессовок, что
предохраняет печь для спекания от загрязнения продуктами термического разложения пластификатора. Это дорогое решение
гарантирует высокое качество получаемых изделий.
Оборудование для совмещения операций удаления пластификатора и спекания изделий выпускается в промышленных
масштабах. Современные печи для депарафинизации и предварительного спекания снабжены вакуумноцерезиновым насосом
и графитовым нагревателем.
При исследовании процесса удаления пластификатора обычно контролируют массу образцов, что связано с рядом неудобств.
Термопластичные пластификаторы при нагреве разжижаются, прессовка теряет прочность и ее трудно взвешивать.
Кроме того, такая методика не позволяет изучить процесс миграции жидкого пластификатора в дисперсную засыпку.
Перспективна методика контроля за процессом удаления пластификатора по изменению электропроводности материала.
В экспериментах использовался пластификатор, состоящий из парафина с добавкой полиэтилена (5...7%, против
седиментации - осаждение частиц в водных или воздушных условиях).
В железный порошок ПЖ6М вводили 15...20% массы такого пластификатора и прессовали брикеты. При нагреве брикетов до
50...55 ⁰С наблюдалось уменьшение металлических контактов, а при температуре 55...130 ⁰С происходило удаление жидкого
пластификатора в дисперсную засыпку (каленый оксид алюминия). При нагреве до 150 ⁰С в течение двух часов удалялось
70% органики. Затем заготовки нагревали со скоростью 200 ⁰С в час до температуры спекания (1000...1100 ⁰С).
62.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.62
Усадка составила всего 1...1.5%, а пористость изделий — 50...60%. Сделан вывод: основная часть пластификатора удаляется в
адсорбент в жидком состоянии.
Влияние органических пластификаторов — крахмала и полиакриламида — на процесс спекания железных и стальных
порошков хорошо изучено. Установлено, что крахмал не оказывает заметного влияния на процесс спекания железа и сталей.
Полиакриламид увеличивает усадку и прочность изделий, это лучший пластификатор для нержавеющих сталей.
Однако применение его для порошков железа и обыкновенных сталей чревато чрезмерным их окислением. Удаляются эти
пластификаторы относительно безболезненно.
Иногда совмещение операций спекания и удаления пластификатора нежелательно, так как требует специального
оборудования, защищающего внутреннее пространство печи от продуктов разложения органики. Кроме того, при
совмещении операций пластификатор безвозвратно теряется, а выделяющиеся газы загрязняют атмосферу. Избежать
неприятностей позволяет предварительное удаление пластификатора перед спеканием. Для этого можно использовать
высокочастотное электрическое поле и действие капиллярных сил. Собранный пластификатор может быть использован
повторно.
Частичное удаление пластификатора иногда возможно уже на завершающем этапе формования. Так, при изготовления
фильтрующих элементов с переменной пористостью по сечению, удаление пластификатора из периферийных слоев
заготовки совмещено с процессом формования.
Отгонка идет по наружной поверхности тонкостенного изделия, поэтому удается удалить практически весь пластификатор.
В каком-то смысле это идеальный процесс формования пластифицированных порошков: после прессования пластификатор
тут же удаляется и на выходе оказывается заготовка без посторонних добавок. Получить изделия переменной пористости
возможно и принципиально другим способом.
Спекание крупногабаритных прессовок с термопластичной связкой затруднено резким уменьшением прочности изделия при
нагреве. Это приводит к изменению формы заготовки и даже ее разрушению под действием собственного веса.
63.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.63
Если порошок, из которого сделано изделие, ферромагнитен, проблема деформации может быть решена использованием
поддерживающего магнитного поля. Так как магнитные свойства материала по мере его нагрева изменяются, предусмотрено
плавное увеличение напряженности поддерживающего магнитного поля вплоть до точки Кюри, непосредственно перед
которой делают изотермическую выдержку.
При формовании порошков на шнековом прессе выделяется большое количество теплоты, которая обычно уходит в
окружающую среду без ощутимой пользы. Из-за этого увеличивается энергоемкость экструзии, делая ее
неконкурентоспособной по экономическим показателям. Высокая энергоемкость процесса формования — главный
недостаток шнековых устройств.
Оказывается, этот недостаток иногда можно превратить в достоинство. Если трение материала о формообразующие
поверхности усилить искусственно, то выделяющейся теплоты может хватить для спекания прессовки непосредственно
после ее формования — из пресса выходит готовое изделие. Более того, тепловыделение на разных участках можно
регулировать, обеспечив возможность вращения не только шнеку, но и цилиндру, в котором он установлен. Матрица
устройства, реализующего этот способ, также может вращаться, что регулирует тепловыделение на самом ответственном
участке.
Формующий инструмент может двигаться весьма сложно. Это также приводит к дополнительному тепловыделению и
спеканию материала. Возможность регулировки температуры обеспечивается путем изменения режимов формования.
Дополнительным источником тепла может быть также специальный ротор-нож, разрезающий полуфабрикат на пластины
перед экструзией. Изделия, полученные таким способом, имеют повышенную плотность. Вращение матрицы еще более
расширяет его технические возможности.
Совмещение операций формования и спекания возможно и на дисковых экструдерах, где в результате интенсивного трения
материала об инструмент выделяется много тепла. Впервые это использовали японцы при производстве порошковой
проволоки. Температура материала в процессе прессования достигает 300...700 ⁰С, этого достаточно для спекания
некоторых порошков. На выходе изделие быстро охлаждают, и материал не успевает окислиться.
64.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
При совмещении операций формования и спекания время, необходимое для спекания, значительно сокращается. Процесс
диффузии интенсифицируется высоким давлением и касательными напряжениями в материале, как при сварке трением.
Время спекания и окисление материала минимальны, к тому же зона спекания изолирована от окружающей среды и может
быть насыщена газами-восстановителями, выделяющимися из органических наполнителей.
Подводя итог, можно отметить, что основные этапы технологии формования и спекания пластифицированных порошков
проработаны достаточно хорошо. И все-таки в промышленном производстве ППМ используют неоправданно редко.
Вероятно, причиной этого является не только консерватизм, но и отсутствие хороших конструкторско-технологических
методик, позволяющих грамотно проектировать новые технологические процессы и оборудование. А для создания таких
методик необходима теория экструзии порошковых материалов.
Свойства пластифицированных порошков.
Свойства ППМ сильно отличаются от свойств чистых порошков — сказывается влияние пластификатора. Поэтому многие
методики измерения, разработанные для порошковых материалов, не годятся для пластифицированных порошков.
Более того, пластифицированный материал часто удобнее характеризовать совсем другими параметрами.
Например, для ППМ такое свойство, как текучесть, не может быть измерено по стандартной методике. В то же время, для
пластифицированных порошков весьма полезной характеристикой оказывается предел текучести, так как они при
приложении нагрузки приобретают некоторую прочность.
Теоретические построения неразрывно связаны со свойствами материалов. Формулы и уравнения содержат параметры,
которые надо измерять экспериментально, иначе проведение численных расчетов окажется невозможным. Примером таких
параметров могут служить коэффициенты и трения, вязкость, предел текучести и т.д.
Как указывалось выше, многие теоретики поступают не вполне корректно. Они получают решения уравнений, содержащие
множество коэффициентов, и на этом останавливаются, оставляя проблемы измерения этих коэффициентов
экспериментаторам. Очень часто методики необходимых измерений отсутствуют вообще. В итоге невозможно
воспользоваться результатами теоретических исследований, так как нельзя провести вычисления.
Стр.64
65.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.65
Триботехнические характеристики.
Под триботехническими характеристиками понимают коэффициенты, описывающие внешнее и внутреннее трение. К ним
относятся коэффициент сцепления, коэффициенты внутреннего и внешнего трения (скольжения и покоя), а также
коэффициенты, используемые в более сложных нелинейных законах трения.
Рассчитать теоретически коэффициенты трения порошкового материала довольно сложно. Связано это с сильной их
зависимостью от удельного давления. Для коэффициента внешнего трения получено расчетное соотношение:
где t0 — прочность на срез молекулярных связей; p — удельное давление прессования; — относительная фактическая
площадь контактов порошка с шероховатой поверхностью; — пьезокоэффициент, характеризующий увеличение прочности
на срез молекулярных связей с увеличением нормального давления; — параметр, характеризующий геометрию
поверхности трения.
Для пластифицированных порошковых материалов ни расчетов, ни экспериментальных исследований не проводилось.
Так как при выводе соотношения смазывающий эффект пластификатора не учитывался, вряд ли оно пригодно для описания
поведения таких материалов.
Обычно триботехнические характеристики порошковых материалов измеряют на трибометрах с цилиндрическим пуансоном.
Порошок сжимают в прессформе, один из пуансонов которой может вращаться (для этого используют опорный подшипник).
Измеряя вращающий момент, необходимый для проворота пуансона, вычисляют коэффициенты внешнего и внутреннего
трения. В последнем случае используют пуансоны с рифленым торцом.
На таких приборах можно исследовать и пластифицированные порошки, если позаботиться о герметичности посадок.
Коэффициенты внешнего и внутреннего трения ППМ сильно зависят от приложенного давления во всем диапазоне
исследованных давлений (0...100 МПа), при этом нет такого участка на кривой f =f(σ), где этой зависимостью можно было бы
пренебречь.
66.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.66
Количественно коэффициенты трения пластифицированных порошков при очень малых давлениях больше, а при больших
давлениях значительно меньше, чем у порошков без наполнителей.
Недостатком трибометра с цилиндрическим пуансоном является неравномерность распределения скоростей скольжения в
радиальном направлении: на оси прибора она равна нулю, а на краях пуансона имеет максимальное значение.
При вычислении коэффициентов трения проводят интегрирование по радиусу пуансона, что ведет к осреднению скоростей
скольжения. Такой прием дает методическую погрешность измерения, особенно заметную при исследовании сил трения
покоя.
Избавиться от этого недостатка можно с помощью кольцевого трибометра. В нем рабочая зона представляет собой кольцо,
что позволяет исключить влияние центральной части. Неравномерность скоростей остается, но она значительно
уменьшается.
Однако такое устройство не нашло широкого применения из-за сложности изготовления и эксплуатации. Для успешной
работы с прибором необходима огромная точность изготовления (соосность поверхностей, точность форм и посадок).
Малейшее отклонение формы кольцевых пуансона или матрицы приводит к появлению дополнительных сил трения на
боковых поверхностях этих элементов, что искажает полученный результат.
Трибометры используют в основном для измерения коэффициентов трения. Коэффициенты сцепления, требующие
измерений при очень малых давлениях, удобнее исследовать на приборе с параллельными пластинами, одна из которых
подвижна. Такие устройства часто используются для изучения особенностей пластической деформации. Замена гладких
пластин на пластины с рифлеными поверхностями позволяет исследовать также внутреннее трение в порошковом материале.
Сильная зависимость коэффициентов трения от напряжений не позволяет проводить математические преобразования:
операции аналитического интегрирования и дифференцирования возможны лишь для инвариантных к напряжениям
триботехнических характеристик.
67.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.67
Как известно, порошковый материал передает приложенное к нему давление в разных направлениях по-разному.
Так, при одноосном нагружении порошка в прессформе, давление на боковой поверхности формы будет меньше, чем под
пуансоном. Количественно это явление характеризует коэффициент бокового давления.
Коэффициент бокового давления представляет собой отношение наименьшего и наибольшего главных нормальных
напряжений (σ33/σ11) при одноосном прессовании материала. Он широко используется в технических расчетах на прочность
и износостойкость формующего инструмента, а также при анализе напряженно-деформированного состояния, возникающего
в порошковых материалах при деформации.
Значение коэффициента бокового давления даже для непластифицированных порошков достаточно велико и обычно
составляет 0,2 – 0,5; причем, чем пластичнее материал, тем это значение больше: для вольфрама 0,2, для железа 0,39, для
олова 0,49, для меди 0,54, для серебра 0,72, для свинца 0,79. Для высокопластифицированных композиций этот коэффициент
может достигать значений, близких к единице.
Коэффициент бокового давления растет с увеличением плотности прессовки, но для разных материалов по-разному: чем
пластичнее металл, тем в большей степени его величина связана с давлением прессования. Объясняется это относительным
уменьшением сопротивляемости межчастичных контактов сдвигу, что наблюдается с возрастанием как давления
прессования, так и пластичности прессуемого материала. Для малопластичных металлов (например, вольфрама) и хрупких
материалов (например, карбида вольфрама) значение коэффициента бокового давления растет в области низких давлений
прессования, а выше 200 МПа остается постоянным.
Экструзия сопровождается интенсивным трением материала о поверхность инструмента. Теоретический анализ процесса
деформации порошка требует задания граничных условий, представляющих собой касательные напряжения, действующие на
боковой поверхности материала. Эти напряжения определяются силами трения, зависящими от коэффициента трения
порошка об инструмент и коэффициента бокового давления.
68.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.68
Попытки вычислить коэффициент бокового давления исходя из физических свойств порошка и технологических параметров
процесса уплотнения представляют чисто теоретический интерес, так как сводят проблему измерения одного параметра к
ряду других.
Измеряют коэффициент бокового давления с использованием тензометрии (измерение напряжений). Такой подход имеет
существенные недостатки, главные из которых — низкая точность измерения и плохая воспроизводимость результатов.
Тензометр — прибор для электрического измерения силы, который преобразует действие силы на объект в электрический
сигнал, отражающий величину приложенной силы, вызывая изменения тока в цепи, который может быть измерен и
отображен в единицах измерения силы.
Тензор (напряжённый) — применяемый в математике и физике объект линейной алгебры, заданный на векторном
пространстве объема конечной размерности. В физике в качестве объема обычно выступает физическое трёхмерное
пространство (куб) или четырёхмерное пространство-время, а компонентами тензора являются координаты
взаимосвязанных физических величин.
Использование тензоров в физике позволяет глубже понять физические законы и уравнения, упростить их запись за счет
сведения
многих
связанных тарирования
физических величин
в один
а также
записывать
уравнения
в форме,
не зависящей
Связано это
со сложностью
тензодатчика
и тензор,
юстировки
передающего
усилие
штифта.
Малейшее
смещениеот
выбранной
последнего системы
приводитотсчета.
к изменению показаний. Можно сказать, что положение передающего штифта сильнее влияет на
результаты измерений, чем сама величина бокового давления. Точно установить штифт на одном уровне с поверхностью
прессформы практически невозможно; к тому же при приложении нагрузки наблюдаются неконтролируемые
перемещения штифта, приводящие, мягко говоря, к потере точности измерений.
Если для непластифицированных порошков существует широкий интервал давлений, в котором произведение
коэффициентов трения и бокового давления остается практически постоянным, то для пластифицированных
порошковых материалов такого интервала не существует. Поэтому задать граничные условия, используя относительную
стабильность такого произведения коэффициентов, также невозможно.
69.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Пластичность и структурная прочность.
Механические свойства материалов — прочность, пластичность, вязкость — определяют их способность сопротивляться
деформации и разрушению под воздействием внешних сил.
Механические свойства зависят не только от состава, но также от структуры материала. Если для литых металлов под
структурой понимают форму, размер и характер взаимного расположения фаз, то для порошковых тел на первое место
выходят особенности их дисперсной структуры.
Структура сыпучего материала зависит от размера и формы его частиц, а также от добавок, вводимых в материал для
улучшения технологических свойств.
Стандартные методики определения критериев прочности и пластичности применимы лишь для спеченных порошковых
материалов, и то с некоторыми оговорками. Разработаны также нестандартные устройства и методики исследования
механических свойств спеченных материалов, учитывающие особенности таких тел.
В механике грунтов для их характеристики издавна используют пенетрометры — приборы, позволяющие по глубине
проникновения стального конуса в грунт судить о его структурной прочности. Аналогичные исследования оказываются
полезными и для порошковых материалов.
Структурную характеристику сыпуче-пластичных тел изучает физико-химическая механика. Появилась она задолго до
порошковой металлургии, однако ее методы как нельзя лучше подходят для характеристики порошковых структур, в том
числе и пластифицированных. Наиболее полезной характеристикой оказалась пластическая прочность структуры,
впервые введенная в употребление академиком П.А. Ребиндером. Само название этой величины революционно: в
классической механике твердых тел пластичность и прочность являются понятиями- антагонистами.
По Ребиндеру пластическая прочность структуры представляет собой максимальное из возможных касательных
напряжений в материале. Для пластифицированных порошков она зависит от состава пластификатора и его
концентрации в смеси, способа пластификации порошка и его влажности.
Стр.69
70.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.70
Измеряют эту технологическую характеристику методом погружения конуса в исследуемый материал на коническом
пластомере:
где P — нагрузка, приложенная к конусу; H — глубина погружения конуса; α — угол при вершине конуса; kα— постоянная
конуса.
Пластическая прочность структуры оказалась полезной характеристикой при исследовании пластифицированных порошков.
Она измерена для многих материалов, как со скелетной фазой (порошки с пластичными добавками), так и без нее.
Некоторые исследователи отмечают, что эта характеристика равна сопротивлению материала пластической деформации.
Упомянутая методика позволяет измерять прочность структуры лишь на свободной поверхности. Подстановка этих значений
в формулы, описывающие какой либо процесс деформации порошкового материала, будет приводить к ошибкам, так как в
реальных устройствах материал обычно находится под нагрузкой.
Реологические свойства чистых пластификаторов неплохо изучены. Исследованы водные растворы крахмала,
карбоксилметилцеллюлозы, этансульфанатцеллюлозы и поливинилового спирта; бензиновый раствор синтетического
каучука и восьмипроцентный раствор полиакриламида.
Реологические свойства (свойства тел, связанные с течением и деформацией) таких материалов лучше всего описывают
модели Максвелла-Шведова и Кельвина. Реология пластифицированных порошков не исследовалась.
Реологические характеристики пластифицированных порошков не рассчитаны. Течение композиции, состоящей из жесткой
скелетной фазы и пластичного наполнителя, вряд ли может быть описано теоретически с приемлемой точностью.
Реология смеси, состоящей из порошка дисилицида молибдена (90...96%) и бентонитовой глины подчиняется закону
Бингама-Шведова:
71.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.71
Теория экструзии порошковых материалов.
Процесс деформации материала в экструдерах, можно разделить на две фазы: предварительное его уплотнение и
выдавливание через коническую матрицу. Эти фазы технологически могут быть реализованы как раздельно, так и совместно.
В первом случае сначала прессуют заготовки, которые впоследствии подвергают экструзии. Во втором случае формуют
непосредственно порошковый материал.
Свойства и поведение высокопластифицированного порошкового материала, подвергаемого экструзии, сильно зависят от его
плотности. Поэтому целесообразно каждую фазу деформации рассматривать раздельно, независимо от того, как они
взаимосвязаны в конкретной технологии. Если уплотнение и экструзия производятся совместно, то уравнения, описывающие
их деформацию, будут иметь общее граничное условие.
Например, напряженное состояние в материале, выходящем из канала шнека, является граничным условием при
исследовании процесса выдавливания его через коническую матрицу.
Анализ процесса экструзии проводится в два этапа. На первом этапе рассматривается процесс уплотнения материала,
предшествующий его выдавливанию. Эта часть анализа для каждого метода экструзии имеет свои особенности. Так, при
мундштучном прессовании уплотнение материала осуществляется в прессформе, при шнековом формовании — в канале
шнека.
На втором этапе рассматривается экструзия уплотненного до компактного состояния материала. Эта часть анализа является
общей для всех способов и устройств, реализующих экструзию.
Допущения и ограничения.
Пластифицированный порошковый материал может быть уплотнен до компактного состояния без пластической деформации
его частиц. Другими словами, пластификатора в порошке должно быть достаточно много, в противном случае экструзия
пластифицированного материала невозможна. Количество пластификатора, обеспечивающее выполнение этого условия,
может быть найдено из соотношения. Деформация материала осуществляется за счет течения пластичной фазы.
72.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.72
Пластификатор, заполняющий межчастичное пространство, препятствует образованию «скелета» из твердых частиц.
Динамический свод ни при каких условиях не образуется, арочный эффект отсутствует. Отсутствие пластической
деформации частиц порошка предохраняет металлические фазы от упрочнения.
Связь между касательными и нормальными напряжениями на поверхности трения задается соотношением
если деформация сопровождается уплотнением материала и соотношением
если деформируется
спрессованный до компактного состояния материал.
В этих выражениях коэффициенты a, b, c и f не зависят от действующих напряжений. Это позволяет проводить
аналитические преобразования, вынося их за знаки интегрирования и дифференцирования. Указанные соотношения прошли
хорошую экспериментальную проверку.
Инерционные силы пренебрежимо малы.
Это допущение позволяет анализировать плоские модели, получающиеся разверткой некоторых сложных пространственных
поверхностей (например, поверхностей винтового канала). Его надо применять с большой осторожностью в зоне загрузки
материала, где инерционные силы и сила тяжести создают условия, принимаемые в качестве граничных при решении
краевых задач.
Уплотнение пластифицированного порошка.
Особенности процесса уплотнения пластифицированного порошка зависят как от выбранного способа экструзии, так и от
конкретного устройства, его реализующего. Уплотнение всегда осуществляется в замкнутой полости, ограниченной, в общем
случае, как подвижными, так и неподвижными поверхностями. Геометрия этой полости в совокупности с наличием
подвижных и неподвижных поверхностей определяют метод формования.
Все устройства для непрерывной экструзии материалов имеют канал, соединяющий загрузочный бункер с конической
матрицей. Такой канал необходим для транспортировки и уплотнения порошкового материала. Форма канала, наличие
подвижных и неподвижных поверхностей, его образующих, являются удобными параметрами при классификации
экструдеров.
73.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.73
В дисковых экструдерах канал может быть расположен на цилиндрической или торцовой поверхности диска. Канал на
торцовой поверхности свернут по спирали, а на цилиндрической поверхности он может быть извилистым или кольцевым.
Неподвижная поверхность канала принадлежит обычно прижимному башмаку, хотя и здесь возможны варианты.
В шнековых прессах канал свернут по винтовой линии и расположен на внешней или внутренней поверхности
цилиндрического шнека. Используют также конические и даже сферические шнеки. Часто каналом снабжены разнообразные
по форме наконечники шнеков.
Несмотря на многообразие каналов, после их развертки остаются только три существенных признака: длина, профиль и
наличие подвижных и неподвижных поверхностей. На подвижных поверхностях действуют активные силы трения,
способствующие перемещению материала, а неподвижные поверхности тормозят его, создавая необходимый для уплотнения
подпор.
Так как процессы деформации материала, сопровождаются изменением плотности, в качестве граничного условия выбран
параболический закон трения.
Теоретические проблемы шнекового формования.
Наиболее эффективный метод холодной экструзии пластифицированных порошковых материалов — шнековое формование.
Существуют две проблемы, с которыми приходится сталкиваться при шнековом прессовании: высокая энергоемкость и
нестабильность процесса формования. Для решения этих проблем необходим детальный анализ процессов, происходящих в
материале при движении его по каналу шнека. Другими словами, нужна теория процесса шнекового формования
пластифицированных порошковых материалов.
Как отмечалось выше, теоретических работ, посвященных шнековому формованию, довольно много. Подавляющее
большинство исследователей анализируют движение вязких жидкостей в винтовых каналах, проверяя на адекватность
различные реологические модели вязко-пластичных, вязко-упругих и более сложных тел. Результаты таких разработок
применимы к материалам химической и пищевой промышленности: жидким термопластам, резинам, мясному фаршу и т.д.
74.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Слабее исследована возможность применения гидродинамической аналогии в шнековом формовании. Она позволяет
использовать развитый математический аппарат гидродинамики для анализа деформации материалов, способных к вязкому
течению. Однако порошковые материалы, даже высокопластифицированные, оказываются слишком жесткими для такого
подхода. Математические модели, полученные с использованием гидродинамической аналогии, плохо отражают
особенности деформации ППМ — слишком сильно эти материалы отличаются от жидкостей, даже очень вязких.
Применение гидродинамической аналогии оправдано лишь для полужидких композиций — различных растворов и
расплавов.
Термодинамика шнекового формования.
Работа силовых шнековых устройств сопровождается интенсивным трением и тепловыделением, приводящим к разогреву
материала и элементов пресса. Изменение температуры сильно отражается на технологических свойствах
пластифицированных порошков, так как большинство наполнителей термопластичны.
Интенсивность тепловыделения можно регулировать, изменяя скорость вращения и геометрию шнека, а также выбирая
материал с необходимыми триботехническими характеристиками. Ниже будет показано как, используя особенности
термопластичных материалов, уменьшить энергопотери и увеличить эффективность шнекового формования, а также
получить некоторые дополнительные возможности.
Идеальный тепловой режим.
Работа шнекового пресса тем эффективнее, чем больше различие в коэффициентах трения материала о шнек и цилиндр, в
котором он установлен. Трение материала о поверхность цилиндра в окружном направлении стремятся увеличить как
конструкторскими (специальный рельеф), так и технологическими приемами. К последним относятся методы изменения
триботехнических свойств используемых материалов, например, целенаправленным изменением их температуры на разных
участках шнека.
Увеличение силы трения материала о цилиндр эффективная, но вынужденная мера. Энергосбережению этот прием явно не
способствует.
Стр.74
75.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.75
Предпочтительнее достигать необходимого эффекта уменьшением трения материала о шнек. На этом пути не так много
возможностей: повышение чистоты поверхности шнека, применение антифрикционных материалов и выбор оптимальных
режимов прессования.
Формование термопластичных материалов, к которым относятся пластифицированные порошки, предоставляет интересную
возможность уменьшения трения на шнеке. Как известно, наиболее эффективным приемом, снижающим трение, является
смазка.
По техническим причинам, сложно организовать смазку труднодоступной поверхности шнека, к тому же смазывающее
вещество будет уноситься материалом и загрязнять его.
Большинство распространенных термопластичных пластификаторов (парафин, поливиниловый спирт) плохо смазывают
металлические поверхности. Но даже если удается подобрать наполнитель, обладающий хорошими пластифицирующими и
смазывающими свойствами одновременно, эффект от его применения будет незначительным: надо уменьшать трение только
на шнеке, а не на всех трущихся поверхностях.
Решение этой проблемы существует — для необходимого изменения соотношения коэффициентов трения достаточно
обеспечить режим формования, при котором трение материала о шнек будет жидкостным, а о корпус — сухим.
Для большинства используемых пластификаторов такой режим найти удается, а для некоторых его удается и реализовать.
Изменить характер трения с сухого на жидкостное проще всего изменением температуры трущейся поверхности. Если
поверхность шнека нагрета выше температуры плавления пластификатора, а поверхность корпуса — нет, то необходимый
режим формования будет обеспечен. Дополнительно надо следить, чтобы пластификатор не расплавился по всему объему
материала и не закипел на поверхности шнека.
Таким образом, тепловой режим, обеспечивающий эффективное формование термопластичных материалов на шнековом
прессе, имеет вид
где Тк и Тш — температуры трущихся поверхностей корпуса и шнека соответственно, а
Тпл и Ткип — температуры плавления и кипения пластификатора.
76.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.76
Проще всего обеспечить необходимый тепловой режим, нагревая шнек и охлаждая корпус. Хотя такое решение
дополнительно увеличивает энергоемкость процесса формования, оно не накладывает ограничений на выбор скоростей
вращения шнека, что упрощает решение технологических задач. Но полностью достоинства шнекового формования
раскроются лишь в том случае, когда необходимый тепловой режим будет обеспечен только за счет тепловыделения,
возникающего в результате трения материала о поверхности шнека и корпуса.
В ряде случаев оптимизировать температуры можно изменением скорости вращения шнека. При достижении нужного
температурного режима наблюдается резкое уменьшение энергоемкости процесса — потери энергии на трение перестают
быть потерями, они превращаются в необходимый источник теплоты; потребность в дополнительном подогреве шнека
исчезает. Резко увеличивающаяся эффективность работы пресса позволяет значительно снизить потребляемую мощность —
вращать шнек при жидкостной смазке намного легче.
Анализ влияния различных параметров на тепловой режим.
Полученные соотношения позволяют провести анализ влияния различных параметров процесса формования на
температурные поля. Плотности тепловых потоков на поверхностях контакта материала с элементами пресса задаются
соотношениями
, где ƒк и ƒш - коэффициенты трения материала о корпус и шнек
соответственно, pк и pш — давление материала на поверхности корпуса и шнека, cк и cш - коэффициенты, учитывающие
влияние винтового канала на тепловые потоки, Vкп и Vкш - скорости скольжения порошкового материала относительно
поверхностей корпуса и шнека.
Неравномерность распределения теплового потока, связанная с наличием канала на шнеке, в расчете не учитывается, а
уменьшение средней плотности теплового потока при равномерном распределении его на всю внутреннюю поверхность
корпуса корректируется коэффициентом
где Sкп - площадь контакта внутренней поверхности корпуса с материалом, Sк — площадь внутренней поверхности корпуса;
δ и φ — толщина гребня и угол подъема винтовой нарезки соответственно.
77.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.77
Расчетным образом установлено, что температурный режим формования сложным образом зависит от многих параметров,
которые могут быть разделены на энергосиловые, триботехнические, теплотехнические, геометрические и кинематические.
Влияет на свойства материала (а, следовательно, и на все параметры процесса) также время, прошедшее с момента
включения пресса. При конвективном теплообмене с окружающей средой процесс становится стационарным (при
выбранных параметрах) лишь через 3–5 часов.
Отсюда можно сделать вывод, что при формовании ППМ в промышленных условиях шнековый пресс лучше не выключать
вообще, в противном случае первые несколько часов могут получаться изделия с нестабильными свойствами.
Большинство параметров, участвующих в расчетах в качестве аргументов, непригодны для оперативного управления
режимом формования, так как не могут изменяться динамично. Действительно, для изменения геометрических параметров
шнека, теплофизических или триботехнических характеристик материалов требуется остановка пресса и замена
определенных элементов.
Расчет диапазона рабочих скоростей шнека.
Оперативно процессом формования можно управлять, изменяя угловую скорость шнека. Доказано, что для обеспечения
стабильной работы пресса необходим определенный температурный режим. Он может быть достигнут правильным выбором
угловой скорости шнека. Рабочий диапазон скоростей шнека находят расчетным способом (путем построения диаграмм), где
по точкам пересечения линий, соответствующих температурам поверхностей шнека и корпуса с температурой плавления
пластификатора. Если угловая скорость шнека лежит внутри этого диапазона, температурный режим будет обеспечен
исключительно за счет процессов тепловыделения, без дополнительного теплового воздействия.
Можно сделать следующий вывод: при проектировании шнекового пресса для формования термопластичных материалов
необходимо стремиться к тому, чтобы разница в температурах поверхностей шнека и корпуса была максимально возможной.
Шнек при этом, естественно, должен греться сильнее корпуса. Несоблюдение этого условия потребует дополнительного
нагрева или охлаждения элементов пресса, что усложнит его конструкцию и сделает процесс формования менее стабильным
и более энергоемким.
78.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.78
Технологические свойства пластифицированных порошковых материалов.
Описанные выше теоретические построения и методики полезны практически только в том случае, если все параметры,
входящие в расчетные соотношения, известны. Эти параметры можно взять из научно-технических публикаций или
измерить самостоятельно. Все они связаны с технологическими свойствами формуемых материалов.
Технологические свойства высокопластифицированных порошковых композиций, подвергаемых холодной экструзии, сильно
отличаются как от свойств порошков, так и от свойств термопластов. Это новый, практически не изученный класс
материалов, сочетающих сыпучесть со способностью к пластическому течению при сравнительно небольших давлениях и
температурах.
Важными характеристиками пластифицированных порошковых материалов являются предел текучести и структурная
прочность — свойства, характеризующие скорее вязкопластичные, а не порошковые среды. Технологические свойства,
которые необходимо исследовать для проведения расчетов с помощью полученных выше соотношений, можно разделить на
три группы:
− уплотняемость
− триботехнические характеристики
− пластические свойства
Под уплотняемостью понимается зависимость плотности материала от вида напряженного состояния и температуры.
Триботехнические характеристики — это коэффициенты внутреннего и внешнего трения, а также инвариантные к
напряжениям триботехнические константы.
Из пластических характеристик особый интерес представляют предел текучести и структурная прочность материала.
Методика исследования уплотняемости материалов.
Под уплотняемостью материала понимают зависимость его плотности от напряженного состояния. Обычно это исследование
проводят, сжимая порошок в закрытой прессформе. Более сложное напряженное состояние возникает в материале при
дополнительном приложении поперечных напряжений.
79.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.79
Для пластифицированного порошка такие характеристики, как прессуемость и формуемость, теряют свою актуальность.
Действительно, с увеличением концентрации пластификатора в порошке нижний предел формуемости стремится к нулю, а
верхний - к бесконечности. Другими словами, связная прессовка, обладающая достаточной для транспортировки
прочностью, получается практически при любом давлении, а перепрессовать материал до получения в нем дефектов не
удается.
Пластифицированный порошковый материал в общем случае состоит из частиц порошка, твердого или жидкого
пластификатора и газовой фазы.
Газы могут находиться в свободном состоянии, образуя т.н. пористость, внутри частиц порошка и внутри пластификатора.
Способность материала к уплотнению определяется возможностью выдавливания из него газовой фазы при приложении
нагрузки, а также упругой деформацией остающихся газов. Упругая деформация твердых и жидких составляющих при
рассматриваемых нагрузках (до 100 МПа) невелика.
Жидкие пластификаторы содержат незначительное количество газов и могут считаться несжимаемыми в широком диапазоне
давлений.
Твердые пластификаторы, как правило, содержат заметное количество газовой фазы и их уплотняемостью пренебрегать
нельзя. Так, наиболее распространенный пластификатор - парафин - в твердом состоянии уплотняется почти на четверть, в
то время как жидкий парафин практически несжимаем.
Исследование уплотняемости порошков обычно проводят с использованием сложного оборудования, оснащенного
встроенными микропроцессорами. Попутно измеряют усилие выталкивания, коэффициенты трения и бокового давления,
работу прессования.
Изучение особенностей уплотнения материала при сложнонапряженном состоянии проводят на приборе для трехосного
сжатия образца.
80.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Триботехнические свойства порошковых материалов.
К триботехническим характеристикам относят различные параметры, связывающие касательные и нормальные напряжения
на поверхности трения и внутри материала.
Это, прежде всего, коэффициенты внешнего и внутреннего трения, а также различные инвариантные к напряжениям
коэффициенты, используемые в более сложных граничных условиях.
Коэффициенты трения и бокового давления.
Пластификация материала сильнее влияет на внешнее трение. Коэффициенты внешнего трения могут падать до величин
0.11…0.12, что характерно для трения со смазкой. Как показывают наблюдения, легкоплавкий парафин (температура
плавления около 42 ⁰С) при больших скоростях скольжения материала относительно инструмента расплавляется на
поверхности трения и смазывает ее. Внутри материала при малых скоростях деформации такого явления не наблюдается.
Рост давления прессования приводит к уменьшению коэффициентов как внешнего, так и внутреннего трения.
С увеличением концентрации пластификатора различие между порошками уменьшается. При достаточно высокой степени
пластификации (около 40% об.), когда парафин занимает все межчастичное пространство, разница в коэффициентах трения
практически исчезает.
Именно поэтому холодной экструзией можно формовать любые порошковые материалы — их поведение определяется в
основном выбранным пластификатором и его количеством, а не исходным порошком.
Похожая картина наблюдается и при исследовании коэффициентов бокового давления, с той лишь разницей, что эти
коэффициенты растут с увеличением давления прессования.
У непластифицированных порошков рассматриваемые коэффициенты при давлении 75 МПа отличается почти в два раза
(0.33 у меди и бронзы, 0.18 — у порошка твердого сплава). У высокопластифицированных материалов это различие не
превышает 10%. Справедливо прежнее утверждение: если объемная концентрация пластификатора в порошке достигает
40%, различие в поведении высокопластифицированных композиций исчезает. Свойства материала в этом случае
определяются в основном свойствами пластификатора.
Стр.80
81.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.81
В научно-технических расчетах часто встречается комплекс, представляющий собой произведение коэффициентов трения и
бокового давления. В учебниках по порошковой металлургии обычно отмечают, что такое произведение слабо зависит от
давления прессования и его можно выносить за знаки интегрирования и дифференцирования как постоянную величину.
Проведенные эксперименты убедительно доказывают, что произведение коэффициентов внешнего трения и бокового
давления в исследованном диапазоне давлений практически постоянно.
Это утверждение справедливо для всех исследованных материалов. Более того, для высокопластифицированных композиций
это произведение не зависит даже от материала самого порошка — все решает используемый пластификатор.
Примерно такая же картина наблюдается и для произведения коэффициентов внутреннего трения и бокового давления.
Поэтому при проведении технических расчетов исследованный комплекс можно выносить за знаки интегрирования и
дифференцирования, предварительно проведя соответствующие измерения.
Влияние температуры на триботехнические свойства пластифицированных порошков.
Термопластичный пластификатор делает ППМ чрезвычайно чувствительным к температуре. Сильная зависимость всех
технологических свойств пластифицированных порошков от температуры требует тщательного соблюдения технологии
формования. Как было показано выше, производительность процесса формования ограничивает, прежде всего, допустимый
тепловой режим. А он, в свою очередь, определяется коэффициентами внешнего и внутреннего трения.
Влияние температуры материала на коэффициенты внешнего и внутреннего трения неодинаково. Коэффициент внешнего
трения уменьшается с увеличением температуры скачкообразно: резкое его падение в интервале температур 40…50 ⁰С
зафиксировано для всех исследованных порошков.
Уменьшение внешнего трения связано с переходом через температуру плавления парафина (42 ⁰С) — сухое трение при этом
сменяется жидкостным. Этот эффект был использован при поиске оптимального режима работы шнекового пресса.
Коэффициент внешнего трения несколько увеличивается при переходе через температуру плавления парафина и становится
нестабильным. Поэтому материал следует формовать при более низкой температуре, не доводя пластификатор до плавления
по всему объему.
82.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.82
Реологические и пластические свойства материалов.
Обобщенно реологические свойства пластифицированных порошков характеризует давление истечения материала через
капилляр. По этой величине вычисляют вязкость и другие реологические константы. Пластические свойства ППМ лучше
всего отражает такая интегральная характеристика, как структурно-пластическая прочность, представляющая собой
наибольшее касательное напряжение, которое структура выдерживает без разрушения.
Давление истечения материала.
Давление истечения материала через капилляр представляет собой реологическую характеристику шихты, по которой судят о
возможности ее формования методом экструзии. Это давление исследовано в зависимости от содержания пластификатора,
степени радиального обжатия материала и температуры.
Видно, что давление истечения резко возрастает при уменьшении концентрации пластификатора ниже 6% массы. Такого
количества парафина недостаточно для пластификации всего объема порошка, экструзия в этом случае невозможна. При
температуре плавления парафина давление истечения минимально, однако даже небольшой перегрев материала выше этой
температуры резко затрудняет экструзию.
Структурная прочность пластифицированного материала.
Эта характеристика вязко-сыпучих сред возрастает с увеличением давления прессования и уменьшается с увеличением
концентрации пластификатора; обе зависимости близки к линейной.
С ростом количества парафина в материале различия между порошками уменьшаются и практически исчезают при
концентрации пластификатора свыше 12% массы. У высокопластифицированных материалов пластическая прочность
структуры определяется химическим составом пластификатора, а не порошка.
В результате проведенных теоретических и экспериментальных исследований процесса экструзии пластифицированных
порошковых материалов получены следующие результаты:
1. Предложена классификация методов экструзии порошковых материалов, основанная на четырех критериях: температуре
деформации, состоянии материала, степени стационарности процесса формования и методе его реализации.
83.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.83
2. Введено понятие высокопластифицированных порошковых композиций как материалов, способных к течению без
пластической деформации содержащихся в них частиц. Доказано, что только такие материалы пригодны для холодной
экструзии. Уточнено определение холодной экструзии для пластифицированных порошков.
3. Показано, что экструзией формуют разные порошковые материалы: металлы, керамику, твердые и тяжелые сплавы,
ферриты, различные химические соединения и композиции. Общим для всех этих технологий, относящихся к разным
отраслям промышленности и исторически развивающихся независимо, является использование связующепластифицирующих добавок, вводимых в порошок перед прессованием и удаляемых при спекании. Представляется
целесообразным объединение разрозненных процессов формования, базирующихся на выдавливании
пластифицированной шихты, в отдельное направление порошковой металлургии — холодную экструзию порошковых
материалов.
4. Разработаны основы теории деформации пластифицированных порошковых материалов. Построена математическая
модель, связывающая основные параметры процесса экструзии со свойствами материала и геометрическими
особенностями зоны формования. Исследовано напряженно-деформированное состояние, возникающее в процессе
экструзии порошковых материалов, а также процесс уплотнения пластифицированного порошка в канале сложной
формы, ограниченном как подвижными, так и неподвижными поверхностями. Предложена методика проведения
технических расчетов с использованием разработанной математической модели.
5. Исследована механика и термодинамика процесса деформации пластифицированного порошка вращающимся шнеком.
Температурный режим, необходимый для стабильной работы шнекового пресса при формовании термопластичных
материалов, имеет вид
где Тк и Тш — температуры трущихся поверхностей корпуса и шнека
соответственно, а Тпл и Ткип — температуры плавления и кипения пластификатора.
6. Построена термодинамическая модель процесса шнекового формования, позволяющая определить диапазон скоростей
вращения шнека, обеспечивающий такой температурный режим без дополнительного нагрева или охлаждения элементов
пресса.
84.
РАЗДЕЛ ПЯТЫЙ.Теоретические и технологические основы холодной экструзии порошковых материалов. Научно технические
проблемы экструзии порошков.
Стр.84
7. Экспериментально показано, что технологические свойства пластифицированных порошков сильно отличаются от
свойств непластифицированных материалов. Уравнения прессования, используемые в порошковой металлургии, не
описывают адекватно процесс деформации высокопластифицированных композиций. Различие в свойствах порошков
уменьшается с увеличением концентрации пластификатора в материале и практически исчезает при содержании
пластификатора около 40% об.
8. На основе построенных математических моделей разработаны методики проектно-конструкторских расчетов
экструзионного оборудования. Приведены примеры расчета геометрических параметров матрицы и шнека, привода
пресса и опорных узлов. Описана методика расчета некоторых технологических параметров: диапазона допустимых
скоростей вращения шнека и мощности, необходимой для его вращения.
9. Экспериментально исследованы физические и технологические свойства порошковых материалов. Описаны методики и
оборудование для измерения уплотняемости материалов, их триботехнических и реологических характеристик.
Приведены конструкции капиллярного вискозиметра, конического пластомера, порошкового трибометра, устройства для
исследования уплотняемости при разных видах напряженного состояния. Описана оригинальная методика измерения
коэффициента бокового давления, не использующая тензометрию.
10. Проведен ряд экспериментов по исследованию процесса экструзии порошковых материалов на шнековом прессе.
Измерен диапазон рабочих скоростей шнека и коэффициент окружного проскальзывания материала. Исследован процесс
формования изделий с ребрами. Проведено сравнение результатов теоретических расчетов и экспериментально
полученных значений.
85.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.85
Экструзия.
Общая информация о процессе.
Экструзия – это изготовление из гранулированного, порошкообразного или зернистого полимера бесконечного формованного
профилированного изделия.
В экструзионной установке наиболее значимым узлом является сам экструдер.
Принцип работы экструдера состоит в том, что в нагреваемом материальном цилиндре вращается шнек, который захватывает
из бункера материал, перемещает его, уплотняет, расплавляет и гомогенизирует, а затем выдавливает сквозь выходное
(формующее) отверстие головки. Сам по себе экструдер не является машиной для переработки полимеров, а представляет
собой лишь пластифицирующее устройство.
Экструдер, укомплектованный формующей головкой, устройствами калибровки, охлаждения, отвода и намотки – это
технологическая установка для переработки полимеров.
Схема экструзионной линии:
1 – источник энергии; 2 – полимерное сырье; 3 – экструдер; 4 – экструзионная головка; 5 – калибрующее устройство;
6 – охлаждающее устройство; 7 – тянущее устройство; 8 – намотка; 9 – сепаратор; 10 – приемное устройство; 11 – экструдат
(готовая продукция).
86.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Материалы, перерабатываемые экструзией.
Экструзии поддаются все термопласты. Единственное
ограничивающее условие – в состоянии плавления
полимеры должны обладать высокой степенью
вязкости. Это необходимо для того, чтобы вы-ходящий
из формующей полости головки расплав не растекался
и сохранял на короткое время приданную ему форму.
Высокая вязкость расплава достигается либо высокой
степенью полимеризации, либо введением в полимер
специальных добавок.
Из всего обилия термопластов экструзией чаще других
перерабатывается поливинилхлорид (ПВХ), за ним
следуют полиэтилен (ПЭ) и полипропилен (ПП).
В таблице приведены основные термопласты,
перерабатываемые экструзией, и некоторые изделия,
которые могут быть получены по этой технологии.
К монолитным экструдируемым смесям добавились
экструдаты со вспененной текстурой, а также
различные многослойные и комбинированные
материалы для таро упаковки как из полимеров на
основе нефтехимического сырья, так и биоразлагаемых
полимеров.
Стр.86
87.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Конструкция одношнекового экструдера.
Одношнековый экструдер состоит из материального цилиндра с размещенным в нем шнеком, электродвигателя,
загрузочного бункера и редуктора. На цилиндре устанавливаются несколько хомутовых нагревателей (от 4 до 6), каждый из
которых регулируется индивидуально. В каждой зоне нагрева смонтировано охлаждающее устройство для повышения
точности регулировки температуры. Для предотвращения преждевременного оплавления полимера зона цилиндра вблизи
загрузочного отверстия в процессе работы постоянно охлаждается.
В вопросе выбора конструктивного варианта
экструдера особое внимание следует уделять
наиболее важной детали, которой является шнек.
Более других зарекомендовали себя с положительной
стороны трехзонный шнек и шнек с уменьшающимся
шагом и постоянной глубиной нарезки.
Внешне любой шнек состоит из сердечника, который
как бы обвивается относительно узким пояском с
закругленными боковыми поверхностями.
Углубление называются витками шнека.
Схематическое изображение экструдера:
1 – шнек; 2 – материальный цилиндр;
3 – нагреватель; 4 – загрузочный бункер;
5 – редуктор; 6 – двигатель
Стр.87
88.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Важными параметрами, характеризующими работу шнека, являются следующие:
− длина (L) и диаметр (D), а также отношение длины к диаметру (L/D);
− глубина нарезки в начале и конце шнека (h1 и h2);
− длины отрезков с различной глубиной нарезки (L1, L2, L3,);
− ширина гребня (e);
− шаг витка (t);
− угол винтовой нарезки (φ).
Данные о диаметре и соотношении длины и диаметра (L/D) – величины, по которым может быть дана оценка
производительности экструдера. Крутящий момент шнека и его диаметр являются пара-метрами, характеризующими
конструкцию экструдера. Таким образом, экструдеры классифицируются по производительности и изготавливаются только
со шнеками определенного диаметра.
Общепринятые размерные параметры шнеков:
– диаметр (D) - 45, 60, 90, 120, 150, 200, 250;
– длина (L) - от 20 до 30 D (в некоторых современных конструкциях длина шнека достигает 36 D);
– глубины нарезки (h1 и h2) - при условии постоянного шага нарезки определяют коэффициент сжатия шнека; они
необходимы для уплотнения полимерной массы при переходе в состояние плавления.
Воздух, который всегда попадает в цилиндр вместе с загружаемым материалом вытесняется через штуцер. Соотношение
наиболее распространенных шнеков составляет от 1 : 2 до 1 : 3.
Стр.88
89.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Размерные параметры шага витка (t) и ширины гребня (e) согласуются с размерами шнека и, как правило, составляют t=D, a
e=0,1D.
Шнек и цилиндр образуют узел пластикации. Цилиндры могут быть цельными или собранными из двух частей.
При переработке пластикатов ПВХ и при использовании шнеков с дегазацией для ПС, УПС, АБС, ПММА предпочтение
отдают цельным цилиндрам. Для переработки полиолефинов используют сборные цилиндры, которые состоят из короткой
захватывающей втулки (до 3D) и гладкой трубы цилиндра.
Для выполнения специальных задач используются различные геометрии шнеков.
Стр.89
90.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Втулка со стороны загрузочной воронки имеет
несколько про-дольных пазов (длина приблизительно
3D, глубина которых постепенно уменьшается до
нуля.
Сечение пазов может быть круглым или чаще
предпочтение отдают прямоугольным. Втулка
отдельно от цилиндра интенсивно охлаждается.
Экструдеры с захватывающей втулкой позволяют
добиться более быстрого уплотнения гранул
полимера.
Между шнеком и цилиндром имеется зазор в
несколько десятых миллиметра. В процессе работы
экструдера шнек «плавает» в расплаве полимера.
При изготовлении шнека и цилиндра используют
высокопрочные азотированные сорта сталей.
Область загрузки одношнекового экструдера, оформленная во
втулке:
1 – охлаждающий канал; 2 – прямоугольный паз
Стр.90
91.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Вопросы для самопроверки
1. В чем заключается процесс производства изделий методом
экструзии?
2. Каков принцип работы экструдера?
3. Из каких основных узлов состоит экструзионная линия?
4. Какие термопласты перерабатывают экструзией?
5. Назовите основные узлы экструдера.
6. Какие зоны имеет шнек?
7. Какие бывают конструкции цилиндров?
8. Какие геометрии шнеков вы знаете?
Стр.91
92.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки.
Головка – это формообразующий инструмент. Она устанавливается на
конце материального цилиндра и сконструирована таким образом, чтобы
расплав полимера принимал желаемую форму сечения. При этом
необходимо следить за тем, чтобы проточный канал по возможности плавно
переходил к форме сечения изготавливаемого изделия. Это позволяет
расплаву выходить из головки с одинаковой скоростью, а не оставаться в
застойных участках.
При переходе расплава полимера из материального цилиндра в головку он
проходит через узкий участок, обеспечивающий рост давления в цилиндре.
Дополнительную возможность дросселирования дает решетка.
Кроме того, она используется для установки проволочного сита – фильтра.
Для дросселирования применяют и другие способы или устройства
(регулировка зазора между концом шнека и конической стенкой или
дроссельный винт).
Головка разделена на три участка: входная зона, переходной участок или
участок распределения расплава, прямолинейная направляющая зона.
В первой зоне расплав переходит от круглого сечения цилиндра к сечению
канала, который приблизительно повторяет внешние контуры профиля.
На переходном участке расплаву придается форма профиля.
Прямолинейная направляющая зона служит только для выравнивания
профильного потока расплава.
Стр.92
Решетка между цилиндром экструдера и головкой:
1 – решетка; 2 – пакет сеток
93.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Классификация экструзионных головок.
Экструзионные головки отличаются большим
разнообразием типов и конструкций, которые могут быть
классифицированы по основным признакам (см. таблицу).
Формующие головки с кольцевым выходным профилем.
Экструзионные головки, имеющие выходное сечение
кольцевой формы, предназначены для изготовления труб,
шлангов, рукавной пленки, трубчатых заготовок выдувных
изделий, а также для нанесения покрытий на провода,
кабели и трубы. Экструзия труб и шлангов осуществляется
в основном с помощью прямоточных головок.
При экструзии рукавной пленки, армированных рукавов,
трубчатых заготовок, нанесения изоляции экструдер
располагается под углом к направлению выхода экструдата.
Чаще этот угол составляет 90°.
Для производства перечисленных видов продукции в
основном используются экструзионные головки,:
− с дорнодержателем со спицами (типа «паук») или с
перфорированной опорной решеткой;
− с боковым фильтрующим пакетом;
− с боковым входом расплава;
− со спиральным распределителем.
Стр.93
94.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.94
Все перечисленные головки имеют одно общее отличие – наличие формующей зоны постоянных размеров на конце головки
(внешнее кольцо или мундштук). Благодаря ее наличию происходит частичная релаксация макромолекул расплава и
снижение обратимой деформации. Этой зоны нет в головках для экструзии с раздувом, имеющих регулируемую высоту
формующего канала.
За счет индивидуального температурного регулирования выходной зоны можно эффективно управлять качеством
поверхности изделия. Положением внешнего кольца можно управлять течением по периметру и ликвидировать
разнотолщинность.
Прямоточные головки с дорнодержателем.
Течение расплава, поступающего из экструдера в канал круглого сечения, с помощью прямоточных головок с
дорнодержателем трансформируется в кольцевое течение. В опорном кольце дорнодержателя расплав разделяется его
спицами на несколько потоков. За сходящимся соединительным участком дорна, на котором кольцевой канал сужается под
углом 10 – 15° и где образовавшиеся потоки снова сливаются, находится кольцо с параллельными стенками (формующий
участок).
Соотношение между длиной формующего участка и высотой выходного зазора головок для экструзии труб варьируется от 10
: 1 до 30 : 1. Отношение диаметра опорного кольца дорнодержателя к диаметру дорна на выходе в головках для экструзии
труб обычно составляет 1,4 – 1,6 для ПВХ и 2,0 – для ПЭ.
Однако эти значения зависят и от наружного диаметра корпуса головки. Наконечник дорна и формующее кольцо (мундштук)
обычно являются сменными, что придает таким головкам универсальность при использовании для экструдатов различных
геометрических размеров. К сменным деталям относится формующее кольцо (мундштук) и наконечник дорна до плоскости
разъема. Формующее кольцо (мундштук) можно смещать радиально с помощью центрирующих винтов по периметру.
В таких конструкциях для крепления мундштука используют фланец, который опирается на предварительно затянутые
тарельчатые пружины, обеспечивающие высокое контактное давление и хорошее уплотнение стыка между сопрягаемыми
деталями.
95.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.95
Все типы экструзионных головок, описанные на стр.94, обладают недостатком, состоящим в том, что спицы дорнодержателя
вызывают появление следов течения (линий стыка). Часто они незаметны, но структурно они присутствуют всегда и
вызывают появление в трубе механически ослабленных участков.
Одной из причин появления линий стыка является высокая степень ориентации расплава вблизи спиц дорнодержателя,
которая возникает в силу существования в этих зонах высоких градиентов скорости (величина различий в скорости движения
слоев жидкости или скорость сдвига) при прилипании расплава к стенкам канала, и особенно из-за высокой вытяжки частиц
расплава у схода со спиц дорнодержателя.
Существует три основных способа борьбы с этим дефектом, возникновение которого практически неизбежно для
прямоточных головок:
− повышение температуры расплава (нагревание спиц дорнодержателя) или времени пребывания его в головке
− равномерное распределение расплава по периметру с использованием принудительного перемешивания (на поверхности
дорна и на соответствующей охватывающей детали фрезеруются многозаходные спиральные канавки, направление
наклона витков которых противоположно)
− обеспечение равномерной структуры по всему периметру за счет продольной ориентации молекул, в том числе и при
течении между спицами дорнодержателя.
В прямоточных головках с дорнодержателем могут развиваться давления до 60 МПа, поэтому прочность спиц на срез должна
быть достаточна для сопротивления возникающим напряжениям.
По соображениям механической прочности внешние диаметры прямоточных головок с дорнодержателем не должны
превышать 700 мм.
96.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки с ситчатой корзиной.
Головки этого типа используются для экструзии труб большого диаметра, изготавливаемых из полиолефинов. При
поступлении в головку расплав натекает на конический рассекатель дорнодержателя, который разворачивает поток в
радиальном направлении. Далее расплав проходит через трубообразную перфорированную де-таль с большим количеством
отверстий диаметром 1–2,5 мм, называемую ситчатой корзиной. Дорн примыкает непосредственно к этой корзине. Затем
поток снова разворачивается в осевом направлении и движется к формующему участку с регулируемым мундштуком или
кольцом головки. Детали головки, расположенные за корзиной являются сменными, что позволяет настраивать головку для
выпуска экструдата разных размеров.
Головки такой конструкции характеризуются низкими потерями давления (7–12 МПа) вследствие большой проходной
площади корзины. Эта способность сказывается на качестве экструдата, они более экономичны с точки зрения
энергопотребления.
Преимущество головок с ситчатой корзиной по сравнению с прямоточными головками с дорнодержателем заключается в
более компактной конструкции.
Экструзионная головка с ситчатой корзиной для экструзии труб.
Стр.96
97.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки с боковой подачей расплава.
В головках с боковой запиткой расплав подается к дорну под углом 90°
Такая необходимость возникает, если через дорн необходимо подавать,
например, воздух (при получении рукавной пленки), раздува трубчатой
заготовки (при производстве полых изделий), для охлаждения
экструдата или сердечника, на которое должно наноситься покрытие.
При использовании такой конструкции головок возникает проблема
слияния потоков и возникновения линий стыка, для устранения
которых применяют те же методы, что и в прямоточных головках с
дорнодержателем.
Поступающий расплав обтекает дорн с двух сторон по коллектору или
системы коллекторов, которые могут размещаться на поверхности
дорна или на внутренней стороне корпуса головки, т.е. течение
расплава постепенно трансформируется от радиального направления в
осевое.
Характерным отличием конструкции б от а является то, что в данном
случае формируется две линии стыка и расплав обтекает рассекатель, а
не перетекает через него.
Сердцевидная форма коллектора используется в проектировании
головок довольно часто, особенно, когда хотят добиться, чтобы все
токи расплава имели одинаковую длину.
Стр.97
Головка с боковой подачей расплава
Дорн экструзионной головки с боковой подачей
расплава, снабженный коллектором:
а – коллектор в форме вешалки; б – коллектор
сердцевидной формы (кривая типа кардиоиды)
98.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки со спиральным распределителем.
В классической конструкции головок со спиральным
распределителем на дорне материал на входе в распределитель
разделяется на несколько потоков.
Для этого применяются звездообразные или кольцевидные
распределительные системы.
Из этих первичных распределителей расплав попадает в
многозаходные спиральные каналы на поверхности дорна.
В современных конструкциях распределительные системы в форме
вешалки тянутся по всему периметру и переходят в спиральные
каналы, глубина которых к выходу сводится на нет. Из-за этого
первичная распределительная система отличается компактностью.
На спиральном участке глубина канала постепенно уменьшается, а
зазор между дорном и внешней частью головки обычно постепенно
увеличивается в направлении экструзии. Благодаря этому расплав,
текущий через один спиральный канал разделяется на два потока:
первый движется в осевом направлении через внешнюю сторону
участка между двумя спиралями, второй поток продолжает
двигаться по спирали. В результате течение расплава в каждой точке
выходного кольцевого зазора складывается из тангенциальных
потоков из всех каналов спиральной распределительной системы.
Этим достигается хорошая термическая гомогенность линии стыка
и следы течения не образуются.
Стр.98
Головки со спиральным распределителем
для экструзии рукавной пленки:
а – головка со спиральным распределителем на дорне
(звездообразный распределитель; радиальные
отверстия; спиральные каналы);
б – кольцевой спиральный распределитель (центральное
отверстие для подачи воздуха в рукав; кольцевой
распределитель расплава; осевые отверстия)
99.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.99
В радиальных спиральных распределителях каналы не обвиваются
вокруг дорна в осевом направлении, а лежат в одной плоскости, как
дорожка на грампластинке. При этом возможна боковая подача
расплава вместо центральной снизу. Глубина каналов по
направлению к центру постепенно уменьшается и расплав начинает
течь поверх спиральных каналов и далее полностью
перенаправляется к выходному отверстию экструзионной головки.
Преимуществами радиального распределения по сравнению с
осевым являются:
− гибкость
− модульность
− хорошая термоизоляция отдельных модулей
− конструкция позволяет уменьшить разницу во временах
пребывания слоев расплава при многослойной экструзии
Вместе с тем радиальные распределители более чувствительны к
деформации деталей головки, давления расплава, имеют большое
количество сопрягаемых деталей, требующих уплотнений.
Выходной участок, имеющий формующую зону, обычно делают
сменным, может центрироваться и независимо термостатируется.
Радиальный спиральный распределительный модуль (а)
и плоский спиральный распределитель (б)
100.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.100
Особенности конструкции формующих головок для
изготовления заготовок.
Конструкция головок для выдавливания трубчатых заготовок
для полых изделий в принципе схожа с конструкцией для
изготовления пленки методом экструзии рукава с раздувом.
Но в данном случае движение расплава направлено
вертикально вниз.
Кольцевой формующий зазор имеет не цилиндрическую, а
коническую форму.
Регулирование толщины стенок осуществляется с помощью
устройства в головке, которое в процессе выдавливания
участка рукава увеличивает или уменьшает толщину его
стенок на определенных участках. Это позволяет добиться
различных коэффициентов вытяжки заготовки и
приблизительного сохранения толщины стенок изделия.
При осевом (продольном) регулировании толщины стенок
дорн перемещается вниз или же мундштук – вверх.
Устройство регулирования толщины стенок заготовки (а)
и очертания емкости с различной степенью раздува (б):
1 – с постоянным зазором; 2 – с постоянно
увеличиваемым зазором; 3 – с переменным зазором
101.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.101
Более простое решение – задание рукаву постоянного эксцентриситета. В этом случае кольцевой канал головки сдавливается
с помощью регулировочных винтов.
Для изготовления заготовок используют также головки с радиальным и осевым обтеканием, а также накопительные головки
(для изделий большой емкости и высоты).
Эксцентриситет — числовая характеристика конического сечения,
показывающая степень его отклонения от окружности (как правило
эллипс или гипербола)
Поперечный разрез заготовки с постоянным эксцентриситетом
и с частичным регулированием толщины стенок
102.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.102
Головки с радиальным обтеканием.
Такие головки получили название пинолей. Их используют для переработки ПЭ, ПП. Подаваемый сбоку материал обтекает
дорн в кольцевом или тангенциальном канале. Линия соединения потоков становится причиной образования стыков.
В головках данного типа можно осуществлять регулирование толщины стенок экструдата за счет вертикального перемещения
дорна.
Головка с боковой подачей расплава, используемая для получения полых изделий.
103.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.103
Головки с осевым обтеканием.
Такая конструкция используется чаще для переработки термо-чувствительных материалов, например, ПВХ.
Поступающий из экструдера поток попадает на вершину конуса дорна.
Для крупногабаритных изделий головка пригодна для ПЭ. В целях исключения ослабленных участков стыковки расплава изза разделения потока держателем дорна разработаны держатели со смещенными каналами.
Угловая головка с осевым обтеканием для переработки ПВХ (а) и дорнодержатель со
смещенными каналами (б).
104.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.104
Накопительные (аккумуляторные) головки.
Для изготовления полых изделий объемом свыше 5 л. необходимо
использование головок с накопителем расплава. Положительно
зарекомендовали себя только головки с кольцевым накопителем.
Преимущества накопителя заключается в том, что пока формуется
полое изделие, экструдер непрерывно подает расплав в накопитель, его
опорожнение осуществляется за короткое время с помощью
гидравлического плунжера.
Когда выходное отверстие головки закрывается за счет перемещения
вверх конического дорна или опускания мундштука, то экструдер
продавливает расплав внутрь накопителя.
При использовании накопителя с кольцевым плунжером поступающий
расплав перемещает его вверх до тех пор, пока не будет заполнено
пространство накопителя, необходимое для изготовления выдувного
изделия для опорожнения накопителя открывается зазор мундштука, а
кольцевой плунжер отжимается вниз.
Накопительная головка для получения выдувных изделий большого объема:
1 – корпус экструзионной головки; 2 – пиноль; 3 – гильза, имеющая форму усеченного конуса; 4 – внешний тангенсоидный
канал; 5 – внутренний кольцевой канал; 6 – участок соединения; 7 – вертикально перемещаемый кольцевой плунжер;
8 – коллектор расплава; 9 – стопорное кольцо мундштука; 10 – горизонтально перемещаемый мундштук; 11 – вертикально
перемещаемый дорн; 12 – сквозное осевое отверстие
105.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Щелевые экструзионные головки.
Экструзионные головки для производства листов и пленок преобразуют
начальную круглую форму расплава в плоский прямоугольный лист или
пленку. Различие между пленкой и листом установить очень сложно,
поскольку при отнесении изделий к той или иной группе учитываются
не только толщина, но и способность к намотке при отсутствии
деформаций или механических повреждений. Условная граница может
быть проведена в районе значений толщины в пределах 0,5–0,7 мм.
Широкощелевые головки различают в основном по геометрии
коллектора (распределительного канала подачи расплава).
Как показано на рисунках, расплав поступает в головку через
центральный канал, а затем симметрично растекается в обе стороны, в
результате чего формируется плоский экструдат с одинаковой
толщиной.
При прохождении расплава через головку почти всегда возникают
неоднородности течения. Существует ряд способов их регулирования.
В головках для экструзии плоских пленок локальные неоднородности в
скорости течения сглаживаются за счет изменения высоты зазора между
формующими губками головки путем затягивания нажимных винтов,
расположенных по всей ширине.
Учитывая ограниченную способность стали к упругим деформациям
максимальный прогиб губок не должен превышать 2 мм.
Стр.105
Плоскощелевая головка для плоской пленки:
1 – губка; 2 – место регулирования расхода;
3 – коллектор; 4 – вытесняющий островок;
5 – гибкая губка; 6 – коллектор; 7 – корпус головки;
8 – формующий участок; 9 – регулирующая планка
с индивидуальной настройкой; 10 – регулируемая
губка
Плоскощелевая головка для экструзии листов:
1 – губка; 2 – место регулирования расхода;
3 – коллектор; 4 – вытесняющий островок;
5 – регулирующая планка с индивидуальной
настройкой; 6 – корпус головки
106.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Иногда в редких случаях головки содержат дополнительное устройство –
регулирующую планку 9. Планка представляет массивный локально
деформируемый брусок для грубой настройки равномерности выхода
расплава. В головках для толстых листов и плит регулирующая планка 5
является стандартной обязательной деталью, но для тонкой настройки все же
используют и гибкие губки 1.
Кроме этого, в особых случаях существует возможность управления
распределением расплава с помощью регулирования профиля температуры по
ширине головки.
Головки для нанесения покрытий на плоские подложки строятся по тому же
принципу, что и головки без регулирующих планок для экструзии пленок.
В универсальных головках для пленок и пластин регулирующие губки
настраиваются только при остановке всей линии. Длина формующих губок в
продольном направлении составляет от 30 до 90 мм и более.
При экструзии толстых листов расплав обычно выходит из экструзионной
головки в горизонтальном направлении и поступает на валковое гладильное
устройство. При экструзии пленок методом полива или при нанесении
покрытий на подложки расплав может выходить из головки под углом или
вертикально вниз на охлаждающий валок. Зазоры на выходе из
экструзионных головок для производства пленок и нанесения покрытий на
подложки составляют 0,25 – 0,7 мм, ширина головки лежит в пределах от
1500 до 4000 мм. Листы и плиты можно получать толщиной до 40 мм и
шириной до 4000 мм.
Стр.106
Плоскощелевая головка для плоской пленки:
1 – губка; 2 – место регулирования расхода; 3 –
коллектор; 4 – вытесняющий островок; 5 – гибкая
губка; 6 – коллектор; 7 – корпус головки;
8 – формующий участок; 9 – регулирующая планка
с индивидуальной настройкой; 10 – регулируемая
губка
Плоскощелевая головка для экструзии листов:
1 – губка; 2 – место регулирования расхода;
3 – коллектор; 4 – вытесняющий островок;
5 – регулирующая планка с индивидуальной
настройкой; 6 – корпус головки
107.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.107
Проблема распределения скоростей по ширине выходного сечения решается
использованием специальной системы каналов.
Существует несколько таких систем.
Они известны как Т-образный коллектор, V-образный коллектор, называемый
также «рыбий хвост», и закругленный коллектор в виде «вешалки».
Последний вариант используется наиболее часто, поскольку дает наиболее
хорошие результаты распределения расплава не зависящие от рабочего
режима.
Недостаток – в сложности геометрической формы и, как следствие, в высоких
затратах на изготовление.
Головки с коллектором Т-образной формы имеют довольно простую
Коллектор в виде «вешалки»
конструкцию, поэтому их изготовление обходится намного дешевле.
Применяют на линиях для нанесения покрытий. Головки этого типа не
рекомендуются для переработки термочувствительных материалов.
Головки с коллектором типа «рыбий хвост» по качеству распределения расплава и затратам на изготовление занимают
промежуточное положение между вышеописанными системами. Все эти конструкции имеют центральное осесимметричное
распределение.
Канал выполняется лишь в одной из частей головки, другая часть – остается плоской. Падение давления при течении расплава
через плоскощелевые головки составляет до 20 МПа, а при переработке высоковязких расплавов – до 40 МПа. Для того, чтобы
головка выдержала воздействие высоких давлений используют рычажные или гидравлические запирающие механизмы, а также
используют моноблочные головки, состоящие из единственного механически стабильного и высокопрочного U-образного блока.
В U-образную выемку таких головок вставляют готовые планки, содержащие распределительный канал и формующие губки.
108.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
На рисунке показаны наиболее часто применяемые типы регулирующих
планок. Головки с планкой, установленной под углом 45° к направлению
течения обладают значительными преимуществами с точки
распределения потока. Однако при использовании, как подобных планок,
так и варианта (в) возможно возникновение застойных зон, в которых
возможно термическое разложение материала, отложение добавок,
наполнителей, пигментов. Именно поэтому для переработки ПВХ
головки проектируют без применения регулирующих планок.
В варианте (б) в нижней части экструзионной головки за счет
уменьшения толщины стенки области примыкающей к воздушной
полости в корпусе, по всей ширине образуется мембрана.
При регулировании толкающих винтов она незначительно
деформируется, что позволяет обеспечить дополнительные возможности
по изменению локальных расходов течения.
Канавка за мембраной дополнительно выравнивает давление потока по
всей ширине.
Плоскощелевые экструзионные головки:
а – головка для производства пленок и тонких листов; б – головка для
производства пленок; в – головка для производства толстых листов и
плит; 1 – гибкая губка; 2 – поперечный канал для выравнивания потока;
3 – локально деформируемая стенка канала; 4 – регулирующая планка;
5 – патронный нагреватель
Стр.108
109.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Профильные головки (конструкции и особенности проектирования).
Производство относительно дешевых профилей, обладающих
жесткими допусками на размеры представляет одну из наиболее
сложных задач технологии экструзии. Типы профилей, имеющих
поперечное сечение, отличное от кольцевого или прямоугольного
приведены в таблице.
Профильные головки можно разделить на три основные группы:
− экструзионные головки со сменной фильерой
− со ступенчатым изменением геометрии канала
− головки с постепенным изменением поперечного сечения
Стр.109
110.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки со сменной фильерой.
В основном такие головки используют для изготовления небольших профилей. Геометрическая форма каналов в головках
меняется очень резко, что может приводить к образованию застойных зон, разложению полимера.
Скорости экструзии через такие головки и размерная точность изделий низки.
Головка со сменными вкладышами-фильерами показана на рисунке.
Профильная головка со сменной фильерой
Стр.110
111.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Ступенчатые головки.
Ступенчатые головки имеют каналы с фасками в местах
последовательного соединения коротких плит головки, называемых
блендами, показаны на рисунке.
В каждой бленде выполняется определенный контур поперечного
сечения, на входе в который с краев снимаются фаски для совпадения
контуров соприкасающихся деталей.
Такие переходы приводят к образованию застойных зон, из-за чего
головки непригодны для переработки жесткого ПВХ и применяют их
для изготовления простых профилей.
Профильная головка со сменной фильерой
Стр.111
112.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Экструзионные головки с постепенным изменением
поперечного сечения.
Экструзионные головки с постепенным изменением
поперечного сечения применяют для изготовления
высокоточных профилей при высокой скорости экструзии.
Поэтому при конструировании каналов необходимо принимать
во внимание следующее:
− в каналах головки не должно быть застойных зон
− расплав должен по возможности плавно ускоряться, пока не
достигнет необходимой скорости перед выходом из канала
− желательно, чтобы конструкция головки была простой и
был предусмотрен быстрый демонтаж для чистки или
изменения геометрии канала при доводке
Профильные головки данной конструкции имеют три основных
участка:
− адаптер для соединения с экструдером
− переходной участок (здесь часто расположены детали
дорнодержателя)
− формующий участок с постоянными размерами (фильера).
Вариант такой головки представлен на рисунке.
Экструзионная головка с постепенным изменением
профиля формующего зазора
Стр.112
113.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Головки для соэкструзии термопластов.
Современные требования, предъявляемые промышленностью, требуют
создания таких эксплуатационных характеристик изделий, которые
невозможно достичь применив индивидуальные материалы.
Многие проблемы решаются при использовании многослойных
конструкций. Это многослойные пленки для упаковки, листы для
формования корпусных деталей, многослойные емкости, кабели,
профили и т.д.
Это можно достичь последовательным нанесением экструзией и/или
напылением на несущую подложку одного или нескольких
дополнительных слоев.
Однако наиболее экономичным и технологически эффективным
является вариант соэкструзии через общую головку одним из трех
способов:
− полностью раздельно
Соэкструзионная головка с двойной щелью:
− сначала раздельно, а затем совместно
а – плоскощелевая; б – для производства рукавной
− совместно
пленки; 1 – теплоизоляция; 2 – прижимной валок
Конструкции таких экструзионных головок весьма разнообразны.
Соэкструзионные головки с внешним комбинированием.
Такие головки имеют две выходные щели. Как показано на рисунке (а),
в головке для получения плоского листа, два потока расплавов
протекают через изолированные каналы, а затем сливаются на выходе.
Стр.113
114.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Соединение слоев расплава может происходить с помощью
прижимного валка (рисунок, а).
Такие устройства позволяют работать при высоких скоростях
экструзии и добавлять третий слой.
Конструкция не застрахована от появления дефектов адгезии на
границе слоев (пузыри, несваривание расплавов) вследствие наличия
воздуха между слоями.
В головке для получения многослойной рукавной пленки (рисунок, б)
для улучшения адгезии между слоями в пространство между
потоками на выходе из головки можно вдувать газ для активации
соединяемых поверхностей.
В этом случае регулирование течения возможно только для внешнего
слоя путем перемещения упругого кольца головки.
Теплоизоляции каналов друг от друга в таких головках не
представляет проблемы, например, за счет воздушного зазора.
Конструкция позволяет экструдировать расплавы с различными
вязкостями и температурами.
К недостаткам относятся сложность настройки формующих
отверстий для обеспечения минимальной разности скоростей потоков
расплавов.
Соэкструзионная головка с двойной щелью:
а – плоскощелевая; б – для производства рукавной
пленки; 1 – теплоизоляция; 2 – прижимной валок
Стр.114
115.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.115
Головки с блоком подачи расплава (адаптером).
Многослойный экструдат может формоваться с помощью традиционных головок, соединенных с адаптером для подачи в
головку различных потоков от нескольких экструдеров. В головке эти потоки сливаются. Такая конструкция позволяет
комбинировать произвольное количество слоев, но при условии, что их скорость и температура должны быть близки.
Различают три типа систем адаптеров:
− фиксированный
− золотниковый
− флюгерный
В системах с фиксированным адаптером, толщина отдельных слоев определяется размерами поперечных сечений питающих
Питающий
блок для соединения
Золотниковый
адаптер
каналов и массовыми
расходами.потоков
Важно, чтобы слияние
потоков происходило
при примерно одинаковых скоростях.
расплава
перед
входом
в
плоскощелевую
В золотниковом адаптере перемещаемый ползун служит для обеспечения слияния потоков расплава при одинаковой скорости и
головку:
выравнивает поток по ширине. Конструкция – кассетного типа, что обеспечивает замену ползунов золотника без демонтажа
1 соединения
– гибкая губка;
2 – экструдером
нажимной болт;
между
и головкой.
3 Флюгерный
– внешний слой
материала;
4 – канал
с
адаптер
отличается
от золотникового
тем, что элементы управляющие потоками и их слиянием выполнены в виде
ограничителем
течения
расплава;
5
–
адаптер;
поворачивающихся лопастей. Поворот может осуществлятьсяПлоскощелевая
во время работы
экструдера. Кроме
того,
лопасти могут
иметь
экструзионная
головка
с флюгерным
адаптером:
6 различные
– базовый слой
материала
(подложки);
профили.
1 – гибкая губка; 2 – винт нажимной; 3 – материал внешнего
7 Адаптеры
– материалклассифицируют
основного слоя так же, как внутренние и внешние устройства, комбинируемые для получения заданной
покрытия; 4 – вход для других материалов (адгезив, барьерный
конфигурации слоев. В адаптере внутреннего слоя один из расплавов
экструдируется
другого.
способ хорош,
когда
материал);
5 – материал внутри
основного
слоя; Этот
6 – флюгерный
адаптер;
тонкий слой заключен между двумя толстыми или если надо ограничить
между
канала
и внутренним
слоем.
7 – материалконтакт
подложки;
8 –стенками
флюгерный
адаптер
для подложки
и
Адаптеры внешнего слоя, как правило, используют для нанесения
еще одного
внешнего
слоя на
все предшествующие.
покрытия;
9 – зона
ограничения
течения
Для быстрой смены порядка слоев применяют поворотные адаптеры.
116.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.116
Многоколлекторные головки.
В головках этого типа каждый поток расплава сначала подается отдельно, а затем потоки преобразуются в нужную форму и
комбинируются на выходе из головки. Таким образом возникает возможность экструзии и сочетания материалов,
отличающихся реологическими характеристиками и температурами переработки.
Конструкция головки усложняется из-за проблем с термоизоляцией отдельных каналов. Стоимость изготовления головок для
комбинирования более четырех потоков сильно возрастает.
Многослойные головки для соэкструзии:
а – плоскощелевая (3 слоя); б – головка со спиральным распределителем для двухслойной рукавной пленки
117.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Типовые конструкции головок для соэкструзии.
В соэкструзионном процессе отдельные потоки расплавов
могут полностью охватывать другие потоки, располагаться
послойно или течь рядом.
Наиболее часто применяют полное охватывание
(многослойная кабельная изоляция, рукавная пленка) или
послойное расположение материалов.
Для производства листов и плоской пленки используются
адаптерные головки.
Для переработки материалов с существенно различающимися
характеристиками течения применяют многоколлекторные
головки.
В головках обоих типов расплавы обычно располагаются
слоями, один на другом, однако бывают случаи, когда один из
слоев полностью заключен внутри другого (рукавные
упаковочные пленки).
Головка снабжена механизмом вращения и системой
охлаждения рукава.
Наиболее общий способ соединения потоков показан на левой
части рисунка, а правая часть характерна для случая, когда
центральный слой является тонким или барьерным слоем.
Соэкструзионная головка для формования
трехслойной рукавной пленки
Стр.117
118.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.118
Головки для многослойных заготовок полых изделий, получаемых
последующим раздувом.
Для различных видов упаковочных форм, в том числе с избирательной
проницаемостью, используются многослойные материалы, число слоев в
которых может достигать семи.
Для распределения потока расплава по периметру используются
концентрически расположенные и полые дорны с коллекторами в форме
кардиоиды или вешалки.
Кардиоида - плоская линия, которая описывается фиксированной точкой
окружности, катящейся по неподвижной окружности с таким же радиусом.
Получила своё название из-за схожести своих очертаний со стилизованным
изображением сердца.
Кардиоида является частным случаем улитки
Паскаля, эпициклоиды и синусоидальной
спирали.
Соэкструзионная головка для заготовок,
насчитывающих от 1 до 6 слоев
119.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Вопросы для самопроверки
1. Для чего применяют дросселирующие решетки?
2. Назначение экструзионных головок.
3. Назовите основные участки экструзионной головки.
4. Какие бывают головки по направлению выхода расплава?
5. Какие существуют головки по конфигурации формующей щели?
6. Как разделяют головки по давлению расплава?
7. Назовите основные признаки классификации экструзионных головок.
8. Варианты кольцевых головок.
9. Перечислите способы борьбы с линиями спаев в кольцевых головках.
10. Какие бывают опорные системы дорнодержателей?
11. Области использования головок с ситчатой корзиной.
12. В каких случаях применяют конструкции головок со спиральным распределителем?
13. Каковы преимущества использования радиального распре-делителя расплава в экструзионных головках?
14. Как регулируют толщину стенок трубчатых заготовок для объемных изделий?
15. В каких случаях применяют аккумуляторные головки?
16. Области применения и варианты конструкций щелевых головок.
17. Назовите разновидности конструкции профильных головок.
18. Профильные головки с постепенным изменением сечения. Требования к конструкции.
19. Какие участки имеют головки с постепенным изменением сечения?
Стр.119
120.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.121
Расчеты экструзионных головок. Гидравлический расчет (метод эффективной вязкости).
Целью гидравлического расчета экструзионных головок является определение скорости движения расплава полимера на
участках головки, перепада давления, определение константы сопротивления головки, что позволит определить рабочую
точку пары «экструдер – головка».
Производительность Q с учетом распределения скоростей различных потоков составляет:
Q = Qα + Qβ + Qγ, где Qα, Qβ, Qγ – производительности экструдера от прямого потока, противотока и утечек расплава
соответственно.
В свою очередь, Qα, Qβ и Qγ зависят от параметров технологии и экструдера
, где n – частота вращения
шнека; P – давление на выходе из шнека; μ – средняя вязкость расплава; α, β, γ – постоянные коэффициенты, зависящие от
геометрических параметров шнек:
где D – диаметр шнека; L – длина шнека; h – глубина нарезки; φ – угол подъема винтовой
нарезки шнека; δ – зазор между гребнем и поверхностью цилиндра; e – ширина гребня шнека.
121.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Графическое изображение аналитической зависимости представлено на
рисунке (а) прямыми линиями.
Точка пересечения с осью ординат дает производительность Qmax при
отсутствии противодавления в экструзионной головке (Р=0), а угол
наклона зависит от глубины винтового канала и длины зоны
дозирования шнека.
Для шнеков с одинаковой глубиной нарезки, но с различной длиной
зоны дозирования (l1>l2>l3) угол наклона к оси абсцисс кривых,
которые пересекают ось ординат в одной и той же точке, по мере
увеличения l будет уменьшаться (рисунок б).
Охлаждение шнека оказывает на его характеристику такое же влияние,
как и уменьшение глубины нарезки (рисунок, в, кривые I – без
охлаждения шнека, II – с охлаждением).
Повышение температура расплава в зоне дозирования оказывает на
работу экструдера такое же влияние, как и уменьшение длины зоны
дозирования (рисунок, г).
При увеличении частоты вращения шнека n его характеристика
перемещается в сторону увеличения производительности (рисунок, в).
В тех же координатах (Q – P) рабочая характеристика экструзионной
головки представляет собой кривую, проходящую через начало
координат (рисунок, д).
Стр.121
122.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.122
Кривизна кривой зависит от гидравлического сопротивления головки (1 – для малого сопротивления, 2 – для большого; 3 –
шнек с малой глубиной нарезки h, 4 – шнек с глубоким каналом). При повышении температуры расплава в головке наклон
графика возрастает.
Пересечение рабочих характеристик шнека и формующего инструмента представляет собой рабочую точку, которая
показывает значение производительности и развиваемого при этом давления на входе в экструзионную головку для
конкретного шнека и экструзионной головки при заданной скорости вращения шнека.
Пересечение рабочих характеристик шнека и формующего инструмента представляет собой рабочую точку, которая
показывает значение производительности и развиваемого при этом давления на входе в экструзионную головку для
конкретного шнека и экструзионной головки при заданной скорости вращения шнека.
Максимальную производительность Qmax и максимальное давление Pmax можно определить по уравнениям:
Величина Qmax определяемая уравнением составляет, как правило, 50% той
максимальной производительности шнека, которая могла бы иметь место, если бы
давление материала происходило аналогично перемещению ходовой гайки по вращающемуся винту.
Такая производительность рассчитывается для шнека с мелкой нарезкой (h<0,1πD⋅ tgα)
Отсюда отношение
Это уравнение можно рассматривать как объемный коэффициент полезного действия. Для наиболее используемых шнеков с
шагом t = D (α=17°40' )
имеет величину 0,465, т.е. КПД таких шнеков 46,5%.
Уравнение позволяет рассчитать максимальное давление, которое может возникать при работе с формующим инструментом,
имеющим большое сопротивление. Таким образом получают важные исходные данные для прочностного расчета размеров
формующего инструмента (например дорнодержателя) и крепежных деталей (откидных болтов, байонентных затворов,
фланцев и т.п.).
123.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.123
Производительность формующего инструмента равна
где Q – объемный расход, см3/с; Kw – коэффициент
геометрической формы (сопротивление) формующего инструмента, см3; ΔP – перепад давления в формующем инструменте;
η – эффективная вязкость полимера в формующем инструменте.
Аналогично, из уравнения
при ΔP=P2-P1=P, определяется наклон линии характеристики формующего инструмента:
Из этого соотношения следует, что чем больше коэффициент геометрической формы головки Kw (меньше сопротивление
головки W=1/Kw) и меньше вязкость расплава μа, тем круче характеристика формующей экструзионной головки.
Следовательно, вязкость расплава полимера оказывает одинаковое влияние на характеристику как шнека, так и
экструзионной головки.
Небольшое колебании ΔР, которое может возникнуть при работе, сказывается на величине колебания ΔQ1 и ΔQ2 . Чем больше
ΔQ, тем больше пульсация расплава, т.е. больше неравномерность во времени скорости выхода расплава. Это сказывается на
разнотолщинности получаемых изделий.
Из уравнения
следует, что при прочих равных условиях у экструдеров с большим L/D колебания ΔQ,
пульсация меньше, чем с меньшим L/D.
Метод «эффективной вязкости» гидравлического расчета базируется на допущении: расплав является ньютоновской
жидкостью, вязкость которой равна эффективной вязкости расплава определенной из реальной кривой течения при скорости
сдвига у стенки канала; это позволяет использовать формулы для расчета расхода или перепада давления и скорости сдвига у
стенки канала, полученные для ньютоновской жидкости, которые известны для большего набора каналов, чем степенной
жидкости (при этом ошибка при расчетах может составить 10–15%)
124.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.124
На первом этапе расчета каналы головки разбиваются на участки с постоянным или монотонно изменяющимся поперечным
сечением
Схема участков канала экструзионной
прямоточной кольцевой головки:
1 – решетка с цилиндрическими каналами;
2 – конический канал; 3, 4, 6, 7 – кольцевые
конические каналы; 5, 8 – кольцевые
цилиндрические каналы
Второй этап – определение для каждой из зон уравнений расхода, полученных для ньютоновской жидкости.
В общем виде эти уравнения представлены как
где Кнi – коэффициент гидравлического сопротивления, i–й зоны,
зависящей от ее геометрии; Q – объемная производительность экструдера; ΔPi – перепад давлений на полной длине зоны;
μэi – эффективная вязкость расплава в i-й зоне головки.
Третий этап – вычисление эффективной вязкости μэi для каждой зоны канала. Для этого находят значение γст.i скорости
сдвига у стенки канала для каждой зоны по формулам, которые приведены в таблице.
Так как фактическая производительность экструдера Q при работе с данной головкой пока неизвестна, то величину Q в
первом приближении следует принимать как Qmax по известной рабочей характеристике экструдера.
Четвертый этап – определение уравнения расхода через головку, которое имеет следующий вид:
Пятый этап – совместное решение уравнения с рабочей характеристикой экструдера
или графически
(как точка пересечения прямых 1 или 2 с прямой 3. Точки а и б пересечения называются рабочими точками.
125.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.125
Упрощенный аналитический расчет Q машины с одним шнеком, уменьшающейся глубиной нарезки канала шнека, с учетом
сеток и головки можно производить по формуле
, где Q – производительность, см3/мин; α, β, γ – постоянные
прямого и обратного потоков и потока утечек, см3; К – постоянная головки, сеток, решетки, см3.
Реальные зависимости Q – Р не являются прямолинейными.
Зоны экструдера, формующей оснастки имеют внешний обогрев, характеризующийся колебанием температуры.
Кроме того, в зависимости от интенсивности вращения шнека в расплаве выделяется разное количество тепла. Поэтому такие
важные характеристики, как вязкость и плотность расплава, зависящие от температуры, не являются строго постоянными, что
ведет к отклонению зависимостей от прямолинейности.
Экструзия большинства расплавов термопластов происходит в следующих интервалах скоростей сдвига и напряжений
сдвига:
(Па).
Механический расчет решетки.
При механическом расчете необходимо учитывать потери давления и деформации от давления не только в пакете сеток но и в
самой решетке, на которой установлен пакет сетки.
Прогиб сеток ƒs возникает в результате падения давления в фильтрующем пакете сеток? он не должен превышать заданного
допустимого значения. Для расчета прогиба решетки необходимо учитывать потери давления как в пакете сеток, так и в
самой решетке.
Симметрично нагруженная круглая
перфорированная плита:
а – прогиб решетки (ƒL);
б – прогиб фильтрующей сетки (ƒs);
1а, б – пакет фильтрующих сеток;
2а, б – решетка
126.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Расчет решетки на прочность.
Решетка рассматривается как круглая плита, подверженная изгибу. В соответствии с теорией Кирхгофа для пластин
максимальный прогиб круглой пластины с отверстиями, жестко закрепленной по контуру, вследствие падения давления
определяется по формуле
Теория Кирхгофа - Лява или теория пластин Кирхгофа - Лява — двумерная математическая модель упругого тела, которая
используется для определения напряжений и деформаций в тонких пластинах, подверженных действию сил и моментов при
малых изгибах. Эта теория является расширением теории балок Эйлера — Бернулли и была разработана в 1888 году
Огастесом Лявом с использованием постулатов, предложенных Кирхгофом. Теория предполагает, что срединная плоскость
может использоваться для представления трёхмерной пластины в двухмерной форме.
В этой теории сделаны следующие кинематические допущения:
− прямые линии, перпендикулярные срединной поверхности, остаются прямыми после деформации
− прямые линии, перпендикулярные средней поверхности, остаются нормальными к срединной поверхности после
деформации
− и толщина пластины не изменяется при деформации
Жесткость пластины (N) характеризуется выражением:
В вышеприведенных формулах Δp – перепад давления в решетке и в пакете фильтрующих сеток; Е – модуль упругости;
ν – коэффициент Пуассона; αр – коэффициент ослабления, характеризующий соотношение жесткостей перфорированной и
сплошной пластин N/N0; он описывается следующим выражением
где RL = DL/2 – радиус отверстия.
Стр.126
127.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.127
При механических расчетах решеток необходимо учитывать два типа пиков давления, которые могут возникнуть
непосредственно перед решеткой:
− пики давления Δpр , которые кратковременно возникают в процессе запуска экструдера и которые могут превышать
установившиеся значения падения давления в 2 – 3 раза, из-за чего коэффициент запаса прочности принимают равным
(2≤ Sp ≤ 3);
− повышение давления перед решеткой в результате засорения сеток, в этом случае к обычному падению давления в пакете
сеток Δps необходимо добавлять еще Δрsa =5 МПа, т. к. на такую величину может изменяться давление в сетках при работе
(для безопасности это значение перед проведением расчетов рекомендуется умножить на коэффициент 1,2 – 2).
Давление Δp, которое следует использовать в уравнении, представляет собой максимальное значение, получаемое сложением
всех падений давления в решетке и пакете сеток
.
Определение прогиба пакета сеток.
Пакеты сеток противостоят избыточному давлению, опираясь на перемычки между отверстиями решетки и подвержены
изгибу. Максимальный прогиб зависит от наибольшего допустимого напряжения на растяжение проволоки, из которой
изготовлена сетка.
Одинарные сетки-фильтры на практике устанавливают редко. Обычно используют пакет из 3 – 5 сеток с различными
размерами ячеек. Для расчета прогиба этих пакетов в уравнение подставляют суммарную жесткость и полный перепад
давления Δpsn.
Жесткость сеточного пакета вычисляется следующим образом:
где n – число сеток.
Механический расчет крепежных винтов и спиц дорнодержателя.
Для расчета определяют давления, действующие в отдельных сечениях канала головки. Давление на рассчитываемом на
прочность сечении головки определяют суммированием перепадов давлений на участках каналов головки, начиная от выхода
из нее и до рассчитываемого сечения:
где i – порядковый номер рассчитываемого участка, начиная от выхода
из головки.
128.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Расчет на прочность спиц дорнодержателя производят по усилию, вызывающему в них напряжения среза.
Усилие определяется как алгебраическая сумма усилий, возникающих от воздействий давления в канале на конические
поверхности соответствующего участка дорна, переходника дорна или торпеды.
Для экструзионной головки, представленной на рисунке, усилие на спицы дорнодержателя Тспицы определяется по формуле
где Т1, Т2, Т3, Т4, Т5, Т6 – усилия, действующие на отдельные участки дорна;
Схема экструзионной головки для расчета
прочности спиц дорнодержателя.
Стр.128
129.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Нагрев экструзионных головок.
Распределение температур в экструзионной головке оказывает весьма значительное влияние на вязкие и упругие свойства
расплава, на общую картину течения, на перепад давления внутри головки, а также на упругие свойства, от которых зависит
разбухание экструдата на выходе.
Время пребывания расплава в головке слишком мало для выравнивания температур. Это вызывает неравномерное
распределение температур по поперечному сечению выходящего из головки экструдата, даже если температуры стенок
канала головки одинаковы.
Таким образом, основной целью регулирования температуры экструзионной головки является обеспечение наиболее
равномерного распределения температур по поперечному сечению экструдата на выходе из головки.
Варианты обогрева и области их применения.
Экструзионные головки, как правило, могут иметь два основных типа нагрева: косвенный жидкостный или
непосредственный электронагрев.
Головки с косвенным жидкостным нагревом предпочтительны при переработке эластомеров, иногда при переработке
термопластов, в частности, когда между экструдером и головкой на больших экструзионных установках используются
длинные соединительные детали или для поддержания необходимых температур в относительно небольших головках (когда
возникает необходимость в целенаправленного локального подогрева или охлаждения для обеспечения необходимого
качества поверхности экструдата).
Серьезным недостатком жидкостного нагрева является его техническая сложность и высокая стоимость, особенно при
наличии нескольких тепловых зон, для которых требуется поддержание различных температур, например в больших
экструзионных головках для производства пленок и листов.
Экструзионные головки для термопластов обычно нагреваются с помощью электронагревателей сопротивления, реже
встречаются электроиндуктивные нагревательные элементы.
Стр.129
130.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.130
В зависимости от их конструкции и формы, перечисленные нагреватели подразделяются на бандажные (плоские) со
слюдяной, миканитовой или керамической изоляцией, и кассетные (трубчатые) нагреватели.
Бандажные нагреватели охватывают корпус головки по периметру снаружи или покрывают его плоскими нагревательными
пластинами.
Основным условием равномерного нагрева является хороший физический контакт между нагревателем и поверхностью
головки. Поэтому нагреватели заключают в алюминиевые оболочки, которые точно подгоняются по форме к корпусу головки.
Достаточно равномерный нагрев достигается при плотности тока для нагревателей с миканитовой изоляцией в пределах 2,03,5 Вт/см2, а для нагревателей с керамической изоляцией или заключенных в алюминиевую оболочку – 5-8 Вт/см2.
Основные преимущества поверхностного нагрева головок:
− обеспечение равномерного нагрева;
− нагревательные элементы легко снимаются при демонтаже головки.
Большое расстояние между источником тепла и поверхностью часто оказывается главным недостатком, особенно при
регулировании зон больших головок.
Дополнительным недостатком поверхностного нагрева является его относительно низкая энергетическая эффективность изза значительного рассеяния тепла в окружающую среду, благодаря более высокой температуре поверхности по сравнению с
остальными частями головки.
Нагрев в пусковом периоде происходит довольно медленно, поэтому для широкощелевых головок часто используют
кассетные нагревательные элементы (трубчатые электронагреватели ТЭНы). Эффективность такого нагрева выше, чем
поверхностного.
Тепловой расчет экструзионных головок.
Оценку необходимого количества тепловой энергии на нагрев экструзионной головки проводят на основе теплового баланса в
головке. Температуру экструзионной головки устанавливают при-мерно равной или несколько выше температуры последней
зоны экструдера.
131.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.131
Количество тепла, сохраняющееся в системе, определяется количеством тепла поступающего в систему и отводимого из нее,
а так же количества тепла, которое вырабатываемого непосредственно в системе.
Общий вид теплового баланса для головки представляет уравнение:
, где
− QME – тепловой поток, поступающий в головку с расплавом;
− QМА – тепловой поток, выходящий из головки с расплавом;
− QCA, ССМ – тепловой поток, отводимый от головки за счет конвекции (воздушная конвекция, конвекции через расплав);
− QRAD – тепловой поток, отводимый от головки за счет теплового излучения;
− QDiss – энергия диссипации в головке в единицу времени;
− QН – тепловой поток, поступающий в головку от системы нагрева;
− md – масса экструзионной головки;
− cpd – удельная теплоемкость материала, из которого изготовлена головка;
− Td – температура экструзионной головки;
− Tda – температура внешней поверхности головки (температура поверхности, через которую про-исходит теплообмен с
окружающей средой);
− Tdi – температура внутренней поверхности головки (температура поверхности, через которую происходит теплообмен с
расплавом);
− TS – температура окружающей среды;
− TM – температура расплава;
− PE и PA – давление соответственно на входе и на выходе;
Тепловой баланс в экструзионной головке
− V – объемный расход расплава;
− αCA – коэффициент теплоотдачи;
− εCA – коэффициент излучения.
132.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Вопросы для самопроверки:
1. Какие существуют типы нагрева экструзионных головок?
2. Общий вид теплового баланса. Назовите составляющие.
3. Когда применяют косвенный нагрев?
4. В чем отличие бандажных и трубчатых нагревателей?
Стр.132
133.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Калибрующий инструмент.
В состав экструзионной линии, предназначенной для производства труб, профилей входят устройства для калибрования и
охлаждения, располагаемые за головкой последовательно.
Калибрующие устройства выполняют следующие основные функции:
− фиксация приобретенной в формующем канале конфигурации изделия путем его частичного охлаждения
− трансформация исходной конфигурации экструдируемой заготовки до требуемой
− обеспечение требуемой точности размеров изделия
Выполнение первой функции является обязательным для всех типов калибраторов; вторая функция необходима, когда форма
экструдата отличается от формы готового изделия и нужна принудительная доводка.
Если к линейным размерам изделий предъявляются жесткие требования по точности (ниже 15 квалитета) возникает
необходимость в третьей функции, реализуемой за счет принудительного прижима изделия к калибрующей поверхности.
В настоящее время жесткие пластмассовые профили при экструзии почти всегда калибруются. Только самые простые
профили и профили из пластиката ПВХ и резиноподобных материалов не калибруют, а помещают на непрерывно
движущийся ленточный транспортер и охлаждают, например, методом орошения или сжатым воздухом.
Калибрование предполагает протяжку экструдата через один или несколько блоков, называемых калибраторами,
изготовленных из металла (латунь, сталь, алюминий) и имеющих поверхность соответствующую форме изделия.
Классификация методов калибрования и калибрующих устройств.
Существует несколько методов калибрования погонажных изделий, получаемых экструзией, классификация которых
представлена в таблице:
Стр.133
134.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Типы калибрования и их применение.
Наружное калибрование с помощью сжатого воздуха.
Наружное калибрование с помощью сжатого воздуха используется
только при производстве труб из ПВХ диаметром не менее 355 мм
и полиолефиновых труб диаметром более 90–110 мм.
Контакт между калибрующей втулкой и полым экструдатом
обеспечивается за счет избыточного давления воздуха (0,02–0,1
МПа).
Для этого сжатый воздух подается в трубчатую заготовку через
дорн экструзионной головки.
При изготовлении труб небольшого диаметра для создания
избыточного давления конец трубы герметизируется пробками
или сминанием.
Трубы большого диаметра уплотняются плавающими пробками,
которые крепятся к дорну тросом.
Охлаждение калибрующей втулки производится водой, а самой
трубы – погружением в водяную ванну, капельным орошением
или факельным разбрызгиванием воды.
Последний метод чаще применяется при экструзии труб большого
диаметра.
Стр.134
Наружное калибрование сжатым воздухом:
1 – подача сжатого воздуха; 2 – дорн; 3, 4 – впуск воды;
5 – выпуск воды; 6 – плавающая пробка; 7 – цепь;
8 – пластмассовая труба; 9 – выход воды;
10 – охлаждающая вода; 11 – калибрующая втулка;
12 – теплоизоляция; 13 – мундштук
135.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.135
Типы калибрования и их применение.
Далее, показан вариант закрытого наружного калибрования по
Наружное калибрование с помощью вакуума.
контуру с помощью пластин, между которыми создан вакуум.
При использовании наружного калибрования с помощью вакуума Основное преимущество способа состоит в отсутствии
профиль прижимается к охлаждаемой поверхности калибратора необходимости герметизации внутренней полости плавающей
по контуру, при этом вакуум создается путем откачки воздуха
пробкой.
через не-большие отверстия или щели в стенках калибратора.
Такой вариант используется при производстве полых профилей
и труб небольшого диаметра.
Для калибрования профилей обычно используют несколько
блоков калибраторов, между которыми располагаются участки
охлаждения.
Вакуумное калибрование наружной поверхности профиля
с последующим воздушным охлаждением:
1 – желоб для воздушного охлаждения; 2, 9 – выход воды,
3, 8 – вакуум; 4 – длинномерный вакуумный калибратор;
5 – вход воды; 6 – профильная головка; 7 – вход воды;
10 – воздух для охлаждения
Наружное калибрование пластинами, установленными в
вакуумной ванне: 1 – вход воды; 2 – к вакуум-насосу; 3 –
вакуум; 4 – выход воды
136.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Для калибрования оконных профилей используют три
калибрующих блока, длиной 400–450 мм каждое.
Размеры соответствующих блоков калибрования принимаются в
соответствии с термической усадкой охлаждаемого профиля.
За счет пластической деформации охлаждаемого расплава,
которая может составлять 5–30% экструдат прижимается к
стенкам калибратора и формируется требуемый контур профиля,
соответствующий поперечному сечению калибратора.
Оконный профиль (а) и устройства, применяющиеся для
его калибрования, устанавливаемые последовательно в
виде трех последовательных блоков (б)
Стр.136
На рисунке показана сложная сеть каналов охлаждения и
вакуумирования в секции калибратора оконного профиля.
Это необходимо для создания равномерного прижатия по всей
длине профиля, облегчения прохождения наружных выступов
профилей для предотвращения разрыва.
Калибратор для оконных профилей:
1 – место присоединения к вакуум-насосу; 2 – вакуумные
каналы; 3 – место присоединения к вакуум-насосу;
4 – каналы охлаждения; 5 – вакуумные щели
137.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Внутреннее калибрование
Этот процесс редко применяется при экструзии труб, поскольку в
качестве основы для классификации и стандартизации труб
используют наружный диаметр. Исключение составляют трубы для
пневмоконтейнеров, имеющие жесткие допуски на внутренний
диаметр.
При этом способе калибрования дорн головки соединяется с
охлаждаемым калибрующим дорном. По нему протягивается
охлаждаясь пластичная трубчатая заготовка. Охлаждение может
осуществляться и снаружи путем обдува воздухом или в водяной
ванне.
Для внутреннего калибрования большей частью используют угловые
или офсетные экструзионные головки, в которых расплав меняет
направление течения на 90°, что позволяет обеспечить надежность
крепления калибрующего дорна и системы охлаждения.
Профилированием калибрующего дорна можно преобразовать
простую круглую трубчатую заготовку в трубообразный профиль.
При охлаждении заготовки на калибрующем дорне в результате
термической радиальной усадки материала возникают высокие силы
трения требующие значительных усилий для отвода профиля.
Для снижения усилия отвода иногда используют роликовые дорны,
которые закрепляют с внутренней стороны профиля в местах
приложения тягового усилия.
Внутреннее калибрование
Стр.137
138.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.138
Специальные методы калибрования.
Если калибраторы непрерывно перемещаются вместе с экструдатом, то это позволяет производить профили переменного в
направлении экструзии сечения. Этот метод применяется при изготовлении гофрированных труб. Для этого применяют
приемные гусеничные устройства (гофраторы) со специальными металлическими полуформами, в которых гладкая
пластическая трубчатая заготовка по действием сжатого воздуха или вакуума преобразуется в гофрированную трубу.
Расчеты калибраторов.
Достигаемая производительность оборудования является одним из основных
факторов, оказывающих решающее влияние на экономический успех
производства. Однако очень важно знать, что при экструзии профилей
производительность линии определяется не только характеристиками
экструдера и головки, но и эффективностью калибрующего устройства,
системы охлаждения. Калибрующее и охлаждающее устройства не должны
превышать определенную длину. Следствием этого является недопустимость
высоких сил трения между профилем и калибратором.
При формовании, труб диаметр калибрующей поверхности, время
калибрования, величина силового калибрующего фактора (давление
калибрования) являются параметрами, непосредственно определяющими
наружный диаметр трубы. Так как его точность достаточно строго
Производство гофрированных труб:
регламентирована, для полного расчета калибра математическую модель
1 – плавающая пробка; 2 – выход воздуха для
тепловых процессов необходимо дополнить решением размерной задачи по
раздува заготовки; 3 – дорн; 4 - мундштук;
установлению зависимости диаметра трубы от геометрических параметров
5 – цепь с гофрированной полуформой
калибрующего устройства и конкретных условий процесса калибрования.
139.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.139
Соотношение между диаметром калибра DК и готовой трубы D характеризуется величиной ∆ = D – ( DK)/D , которую только
условно можно назвать «усадкой». На термическую усадку полимера, связанную с изменением плотности, накладывается
деформация заготовки под действием калибрующего давления.
«Усадка» является функцией следующих параметров:
где
– соответственно время
калибрования и время действия силового калибрующего фактора, при этом LK и LР – длины калибра и вакуумных ванн.
Скорость отвода V определяется производительностью Q и геометрическими параметрами трубы:
где S – толщина
стенки трубы; ρ – плотность материала трубы.
Удовлетворительная работа калибрующего устройства зависит от того, насколько верно определены его основные размеры –
длина и конфигурация поперечного сечения. При расчете длины рекомендуется начинать с допущения, что будет охлажден до
температуры ниже температуры затвердевания только относительно тонкий наружный слой профиля, прочности которого
достаточно для сохранения профилем формы и размеров.
В общем случае на профиль могут действовать следующие силы: давление калибрования, собственный вес профиля,
выталкивающая сила при охлаждении профиля в водяной ванне, тяговое усилие от тянущего устройства, силы трения по
поверхности калибрования, силы сжатия от гидростатического давления охлаждающей среды.
Наибольшее влияние оказывают на откалиброванный профиль давление воздуха и тянущее усилие, причем настолько, что в
сравнении с ними прочими факторами можно пренебречь. При этом условия прочности отвержденного слоя имеют следующий
вид:
− под действием внутреннего давления:
− под действием тянущего усилия:
где p – давление воздуха; D – наружный диаметр трубы; N – тянущее усилие; П – периметр поперечного сечения изделия,
контактирующий с калибрующим устройством; Sотв.слоя – требуемая толщина отвержденного слоя.
140.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.140
Объемная производительность экструдера из уравнения
определяется как
Примем следующие допущения:
− температуры участков Т1=Т2=Та при условии хорошего контакта между наружной поверхностью трубы и насадкой
(калибратором);
− благодаря плохой теплопроводности пластмассы можно допустить, что температура на внутренней поверхности трубы Тi во
время калибрования меняется незначительно, т.е. Тi = Т0;
− изменение температуры по толщине трубы происходит по линейному закону, т.е.
Приняв эти допущения, можно рассчитать потери тепла G в зоне контакта с холодной поверхностью калибрующего устройства:
где ρ – плотность расплава; с – удельная теплоемкость полимера; τk – время калибрования.
Определим потери тепла трубой при стационарном тепловом режиме, т.е. при условии:
где λ – коэффициент теплопроводности.
В действительности потери тепла с учетом нестационарности охлаждения трубы и температуры ее по толщине изменяются не
по линейному закону. В этом случае окончательное уравнение примет вид:
141.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Вопросы для самопроверки
1. Назовите функции калибрующих систем.
2. Признаки классификации калибрующих систем.
3. Какова сущность методов наружного калибрования с помощью сжатого воздуха и вакуума?
4. Где используют внутреннее калибрование?
5. Специальные методы калибрования, области применения.
Стр.141
142.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.142
Базовые принципы конструирования.
В обобщенном виде при конструировании экструзионного формующего инструмента следует принимать во внимание
нижеприведенные основные положения:
− конструкция головки должна состоять из минимального количества деталей для сокращения времени на сборку – разборку с
точной центровкой сопряжений, исключающих утечки расплава, образование застойных зон
− детали головки должны скрепляться небольшим количеством термостойких болтов увеличенного сечения (а не большим
количеством болтов малого сечения)
− крепление экструзионных головок к экструдеру лучше осуществлять с помощью откидного фланца или другим способом с
быстрой герметизацией места стыка
− большие головки монтируют на регулируемых передвижных тележках
− следует избегать образования видимых линий тока расплава
− в зависимости от типа экструдируемого изделия и свойств материала, необходимо предусматривать в головке формующий
участок с постоянными размерами, на длине которого происходит затухание обратимых деформаций расплава до
равновесного уровня, на этом участке необходимо обеспечить независимое регулирование температуры
− зоны головки с большой площадью поперечного сечения характеризуются значительным временем пребывания расплава,
что особенно опасно для термочувствительных материалов, поэтому для таких материалов необходимо соблюдать принцип
минимизации объема каналов
− поверхность канала головки должна быть отполирована или даже обработана хонингованием, при необходимости эту
поверхность хромируют для снижения тенденции к налипанию расплава и упрощения очистки головки или применяют
коррозионно-стойкие стали
− шероховатость поверхности канала экструзионной головки должна быть не более 0,2 мкм
143.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Стр.143
Материалам для изготовления экструзионных головок.
Требования к материалам для изготовления экструзионных головок.
Требования к материалам:
− легкость механической обработки
− устойчивость к воздействию высоких давлений и температур, износостойкость
− достаточная прочность, твердость и жесткость
− легкость поверхностной обработки при получении поверхности без пористости
− предсказуемая реакция на закалку, отжиг, отпуск и др. термическую обработку
− минимальная склонность материала к искажению формы при термообработке
− коррозионная стойкость к химическим агрессивным средам
− возможность при необходимости хромирования, азотирования
− хорошая теплопроводность
При выборе материала следует учитывать:
− тип перерабатываемого материала, его температурные характеристики, абразивные характеристики, химические свойства
− природу и уровень механических напряжений
− способ обработки металла (механическая обработка возможна для материалов, у которых механическая прочность достигает
при-мерно 1500 Н/мм2; лучше обрабатывать металлы с прочностью в диапазоне 600 – 800 Н/мм2)
− какой вид термообработки необходим для деталей головки
Типы сталей для изготовления деталей экструзионной головки.
Наряду с немногочисленными случаями применения цветных металлов для изготовления экструзионных головок в основном
используют различные стали.
144.
РАЗДЕЛ ПЯТЫЙ.Расчет и конструирование изделий из пластмасс и формующей оснастки. Экструзионный формующий
инструмент.
Для повышения износостойкости и коррозионной стойкости
экструзионных головок вместе с азотированием применяют
следующие меры:
− нанесение защитного слоя хрома (прочное хромирование)
электролитическим способом (толщина 0,015–0,03 мм);
− никелевые покрытия (толщина до 1 мм) и никелевые сплавы (с
содержанием никеля до 95%) используют в головках,
предназначенных для экструзии ПВХ;
− покрытия из карбида титана (толщиной 6–9 мкм), отличающиеся
высокой износо- и коррозионной стойкостью.
Стр.144
145.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.145
Принцип работы экструзионных агрегатов.
Экструзия – непрерывный технологический процесс получения изделий определенной формы путем продавливания расплава
полимерного материала через формующее отверстие.
В 1870 году впервые получили стержни из нитрата целлюлозы путем продавливания его расплава плунжером через формующую
головку. В 1930-х годах появились червячные шприцмашины (сейчас экструдеры), которые до сих пор являются основным
оборудованием при производстве профильных изделий.
Методом экструзии изготавливаются трубы, пленки, профили, сетки в основном из термопластичных полимеров − полиэтилена,
полистирола, поликарбоната, поливинилхлорида и др.
Поскольку процесс экструзии осуществляется непрерывно, он является наиболее прогрессивным, так как позволяет производить
изделия с небольшими трудовыми и энергетическими затратами при незначительных потерях материалов.
При изготовлении изделий методом экструзии в полимерах протекают в основном физические процессы, например переход
полимера из одного физического или фазового состояния в другое. К химическим процессам, протекающим при экструзии,
можно отнести термическую и механическую деструкцию полимеров, обусловленную соответственно высокими температурами
и большими сдвиговыми напряжениями, возникающими при течении расплава полимера в рабочих узлах экструдера и
формующей головки. При обеспечении определенных технологических параметров эти химические процессы могут быть
сведены к минимуму или полностью исключены.
Основным элементом шнекового экструдера является шнек (червяк), общий вид которого изображен на рисунке.
Схема общего вида шнека:
L1 – зона загрузки; L2 – зона плавления;
L3 – зона дозирования
146.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.146
В экструзионных машинах обычно выделяют три рабочие зоны: загрузки, плавления и дозирования. Такое разделение носит
несколько условный характер, поскольку отсутствуют четкие границы раздела, например, плавление полимера начинается в зоне
загрузки, а заканчивается в зоне дозирования.
Тем не менее в существующих конструкциях машин имеется геометрическое разделение на зоны, обусловленное размерами
шнека и его геометрией. Истинную границу зон в зависимости от состояния полимера можно установить экспериментально или
математическими расчетами с учетом конкретных условий работы агрегата.
За зону загрузки обычно принимают длину шнека от загрузочного отверстия до места появления слоя расплава на поверхности
цилиндра или шнека.
Зона плавления − это участок шнека от начала появления расплава до полного плавления слоя гранул или неполного плавления,
но разрушения оставшегося твердого слоя гранул на части, распределения его в расплаве и перехода на движение расплава за
счет вязкого течения.
В зоне дозирования происходит окончательное плавление оставшихся частиц, выравнивание температуры расплава полимера
по сечению и его гомогенизация, т.е. тщательное перемешивание расплава и придание ему однородных свойств за счет
сдвиговых деформаций вязкого течения в каналах шнека.
Кроме трех основных зон по длине шнека могут присутствовать дополнительные зоны, назначение которых определяется
Геометрические
параметры
шнека:
конкретным технологическим процессом.
Наиболее
часто встречается
зона дегазации, в которой на расстоянии 1 − 3 витков
D
–
диаметр
шнека;
T
–
шаг
нарезки;
W
– расстояние
происходит резкое увеличение объема винтовых каналов, что способствует
удалениюмежду
из расплава газообразных включений.
витками;
S
–
толщина
гребня;
e
–
ширина
гребня;
h
–
глубина
Шнек характеризуется тремя основными параметрами: диаметр D, длина L, которая обычно характеризуется отношением L/D (у
нарезки;
– высота
зазорасжатия
между –гребнем
и материальным
современных экструдеров L/D от
16:1 доδ40:1)
и степень
отношение
объемов винтового канала в зоне загрузки и зоне
цилиндром;
φ
–
угол
наклона
нарезки
дозирования (обычно от 1,5 до 5,0).
В зависимости от способа изменения объема витков шнеки бывают:
− с постоянным шагом и переменной глубиной нарезки
− постоянной глубиной нарезки и переменным шагом
147.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Закономерности движения полимера в шнековом экструдере.
Движение полимера в зоне загрузки.
В зону питания полимер поступает из бункера машины в виде
порошка, гранул или ленты, захватывается нарезкой шнека и
перемещается вдоль цилиндра. Движение полимера, находящегося в
твердом состоянии, обусловлено разностью крутящих моментов,
возникающих от сил трения между поверхностью шнека и полимером
и поверхностью цилиндра и полимером.
При этом для перемещения полимера необходимо, чтобы крутящий
момент от действия силы трения на поверхности цилиндра был
больше, чем на поверхности шнека.
Это условие обеспечивается изменением температуры цилиндра и
шнека, в результате чего меняются коэффициенты трения.
Как видно из приведенного рисунка, вначале с ростом температуры
коэффициент трения повышается, а выше температуры плавления
полимера понижается, что можно объяснить появлением пристенного
вязкого течения расплава, уменьшением сил и крутящих моментов.
Поэтому для достижения максимальной разности крутящих моментов
от сил трения температура поверхности цилиндра должна быть
близкой к температуре плавления полимера, а температура шнека Тш
на 30 – 40 °С ниже температуры поверхности цилиндра Тц.
Стр.147
Зависимость изменения коэффициента трения f от
температуры поверхности в зоне загрузки полиэтилена
низкой (1) и высокой (2) плотности.
148.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.148
При правильно выбранном технологическом режиме стенки цилиндра задерживают вращение гранул полимера, которые шнеком
перемещаются вдоль оси. По мере продвижения под действием возникающего давления гранулы уплотняются и в последующем
перемещаются в виде твердого слоя (винтовой пробки) без пересыпания в канале шнека.
Поскольку твердый слой частично проскальзывает относительно поверхности цилиндра и шнека, то движение его происходит по
винтовой линии относительно оси. Казалось бы, что чем сильнее охлажден шнек, тем ниже коэффициент трения полимера на его
поверхности, тем выше разность крутящих моментов и тем лучше происходит движение полимера. Однако при очень сильном
охлаждении шнека замедляются процесс плавления и гомогенизация полимера в последующих зонах, а это вызывает снижение
производительности и повышение удельной мощности.
Для нахождения оптимальной температуры шнека и цилиндра при расчетах необходимо учитывать как изменение коэффициентов
трения, так и скорость плавления гранул. На значения коэффициентов трения влияет также чистота обработки поверхности шнека
и цилиндра.
Для того чтобы уменьшить силы трения между полимером и шнеком, поверхность последнего полируют до достижения десятого
или двенадцатого класса чистоты обработки, а поверхность внутри цилиндра должна иметь восьмой класс чистоты. В некоторых
случаях для увеличения сил трения между полимером и цилиндром на внутренней поверхности цилиндра делают продольные или
винтовые канавки. Это способствует увеличению производительности машины и улучшает стабильность ее работы.
Размеры канавок выполняют таким образом, чтобы в них входила примерно половина гранулы. Втулка около бункера охлаждается
водой. Охлаждение производится для того, чтобы исключить оплавление гранул и их прилипание к поверхности загрузочного
отверстия.
В противном случае нарушается равномерная подача материала в каналы шнека. При переработке порошкообразного полимера
или дробленых отходов в бункере экструдера устанавливают ворошитель, чтобы исключить зависание материала на входе в зону
загрузки.
149.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.149
Производительность экструдера для зоны загрузки может быть найдена с учетом скорости движения полимера относительно
цилиндра Vм и площади сечения винтового канала. По мере движения гранул под действием давления происходит уплотнение
материала, и уже во втором витке шнека он движется в виде твердого слоя. Таким образом обеспечивается движение гранул по
винтовой линии относительно оси цилиндра со скоростью Vм, направленной к оси канала под углом W.
При вращении шнека с угловой скоростью ω, он также перемещается
относительно цилиндра с окружной скоростью, равной:
где Rср – средний радиус выступов нарезки шнека.
При этом гранулы проскальзывают по винтовой нарезке шнека со скоростью Vω, поэтому
движение гранул по окружности можно описать через геометрическую сумму двух векторов:
Если полимер не проскальзывает по поверхности шнека Vω = 0, то он вращается вместе
со шнеком и поступательное движение его вдоль оси отсутствует.
При отсутствии вращательного движения полимера относительно цилиндра, например при
наличии продольных канавок на цилиндре, вектор скорости движения гранул Vм направлен
вдоль оси, т.е. w = 90 + φ; при этом достигается максимальная производительность.
Поскольку векторы скоростей Vм и Vц, вписываются в один параллелограмм, приравняв
проекции их на ось z, получаем:
Скорость движения полимера относительно поверхности шнека определяется по формуле:
Векторная диаграмма
скоростей в зоне загрузки
Для расчета производительности используем скорость V0, направленную по оси цилиндра:
Производительность экструдера в зоне загрузки равна произведению площади сечения канала шнека, скорости V0 и насыпной
плотности гранулированного полимера Рн.
150.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.150
Производительность экструдера и создаваемое давление в значительной степени зависят от насыпной плотности
гранулированного или порошкообразного полимера, которая, в свою очередь, является функцией давления и температуры.
С увеличением температуры прочность и модуль упругости полимера снижаются, что позволяет уплотнить гранулы и достигнуть
высокой плотности. Например, когда давление достигает в конце зоны загрузки 8 – 10 МПа, гранулы полиэтилена уплотняются
почти полностью, что значительно изменяет пористость и теплопроводность движущегося твердого слоя.
Уплотнение гранул способствует удалению воздуха (отжатию его к загрузочному бункеру), что исключает попадание пузырьков
его в изделие.
Создаваемое давление и производительность экструдера в зоне загрузки в значительной степени зависят от ряда факторов, в
первую очередь от температуры цилиндра и шнека, коэффициента трения и скорости вращения шнека, а также от
теплофизических характеристик полимера. При колебании этих величин изменяется производительность экструдера, что
приводит к изменению размеров изделий (толщины труб или пленок).
Для повышения стабильности работы экструдера необходимо обеспечить постоянство коэффициентов трения полимера о
поверхность цилиндра и шнека, а также ликвидировать зависимость их от технологических параметров процесса. Наиболее
надежный способ создания указанных условий — применение цилиндров, на внутренней поверхности которых имеются
винтовые или продольные канавки. Винтовые канавки наносят с углом подъема винтовой линии, совпадающим с вектором
скорости VM, т.е. конструктивно обеспечивают строгую винтовую траекторию движения полимера. Угол нарезки канавок должен
быть равен
Для достижения лучшего сцепления гранул с поверхностью цилиндра и обеспечения заданного угла движения гранул канавки
нарезают многозаходными. Профиль канавки делают прямоугольным, трапецеидальным или в виде полуцилиндра с таким
расчетом, чтобы в него входила половина гранулы полимера. Глубина канавки по ходу движения гранул обычно уменьшается, и
на расстоянии l = 4 – 5 D (диаметра шнека) от бункера поверхность цилиндра становится гладкой.
Экструзионные машины с винтовыми канавками на поверхности цилиндра характеризуются высокой производительностью и
малым колебанием ее в зависимости от различных факторов.
151.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.151
Например, производительность таких экструдеров при переработке полиэтилена, поливинилхлорида и полипропилена в 1,5 – 2
раза выше, чем у экструдеров с гладким цилиндром. При этом в зоне дозирования нарушается процесс гомогенизации. Поэтому в
таких экструдерах необходимо применять специальные шнеки с уменьшенной глубиной нарезки в зоне загрузки, а также
предусматривать смесительные устройства в зоне дозирования. Для повышения эффективности работы зоны загрузки в
экструдерах с продольными или винтовыми канавками необходимо уменьшить угол нарезки шнека до величины φ = 10 − 12°.
Движение полимера в зоне плавления.
Процесс перехода полимера в вязкотекучее состояние начинается на входе в зону плавления, когда вследствие теплоты трения и
контакта материала с горячей поверхностью появляется слой расплава.
Первоначальное появление расплава на поверхности шнека или цилиндра зависит от температуры и скорости скольжения
материала, а также возникающего давления.
В данном случае нагревание зависит от тепловых потоков, обусловленных теплопроводностью и диссипацией энергии трения.
Обычно температура цилиндра поддерживается выше, чем температура шпека, поэтому пленка расплава вначале появляется на
поверхности цилиндра. На входе в зону плавления пленка расплава имеет незначительную толщину и не срезается нарезкой
шнека. В этом случае движение материала происходит за счет течения вязкой жидкости по поверхности цилиндра и скольжения
твердого слоя гранул по поверхности шнека. Не расплавившиеся гранулы, частично уплотненные под действием давления,
движутся так же, как в зоне загрузки со скоростью VM.
В зависимости от этой скорости развивается профиль скорости вязкого течения в пленке расплава на поверхности цилиндра.
Поскольку объем, занимаемый гранулами, при плавлении уменьшается, шнек в зоне плавления обычно имеет уменьшающуюся
глубину, что обеспечивает постепенное сжатие и уплотнение пористого слоя гранул.
Под действием давления расплав заполняет воздушные полости между гранулами, что увеличивает коэффициент
теплопроводности и повышает скорость плавления полимера. Изменение давления по длине канала шнека зависит от
соотношения крутящих моментов, возникающих на поверхностях шнека и цилиндра.
Скорость роста пленки расплава зависит от температуры цилиндра, напряжения сдвига (вязкости полимера), скорости движения и
теплофизических характеристик полимера.
152.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.152
На участке, где толщина слоя расплава превышает радиальный зазор между нарезкой шнека и цилиндром δп, происходят срезание
расплава и накопление его у напорной грани шнека. Расплав у напорной грани движется вокруг оси шнека и, кроме того, в нем за
счет избыточного давления возникают циркуляционные потоки.
Циркуляция расплава возникает за счет градиента давления dp/dr, появляющегося при срезании расплава с поверхности цилиндра.
Поскольку глубина канала нарезки значительно меньше ширины, циркуляционные вихри распространяются не по всей ширине
канала, а примерно на расстояние l = δнг= 2h. При этом пленка расплава, находящаяся между цилиндром и слоем гранул, движется
со скоростью Vм. Однако в результате действия градиента давления dp/dz, возникающего по длине шнека при срезании расплава,
происходит дополнительный сдвиг и эпюра скорости становится выпуклой.
Одним из основных параметров, влияющих на скорость плавления, является температура, поэтому ее значение выбирается с
таким расчетом, чтобы выполнялось условие: изменение толщины пленки расплава должно равняться изменению глубины
нарезки шнека, Δδ≈Δh, где Δh − изменение глубины канала нарезки шнека на длине. Это означает, что уменьшение толщины
твердого слоя гранул должно несколько опережать уменьшение глубины канала. В противном случае может произойти
заклинивание слоя гранул и производительность экструдера понизится.
Таким образом, в зоне плавления твердый слой гранул сохраняет движение, аналогичное движению в зоне загрузки и, кроме того,
появляются два потока течения расплава: в зазоре между цилиндром и гранулами, а также около напорной грани шнека.
Под действием напряжения сдвига, возникающего на поверхности твердого слоя, крайние гранулы захватываются расплавом и
плавятся, вследствие чего ширина твердой частицы полимера уменьшается, а толщина слоя расплава у напорной грани возрастает.
От скорости плавления гранул в зоне сжатия в значительной степени зависят гомогенизация расплава в последующей зоне
дозирования и соответственно качество изделий. Чем раньше заканчивается плавление, тем лучше происходит смешение расплава
и выше его однородность.
Закономерности течения расплава в зоне дозирования.
В конце зоны плавления, когда основная часть канала шнека заполнена расплавом, слой гранул разрушается на отдельные части и
движение полимера осуществляется за счет вязкого течения. Поскольку частицы твердого полимера сравнительно невелики, то
они не оказывают существенного влияния на характер течения расплава.
153.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.153
Большинство полимеров в вязкотекучем состоянии обладают адгезией к металлам, поэтому при течении они не проскальзывают
относительно поверхностей каналов. Вследствие этого расплав полимера, находящийся между неподвижным цилиндром и
вращающимся шнеком, течет как неньютоновская жидкость в кольцевом цилиндрическом канале.
В данном случае слой расплава, прилегающий к цилиндру, остается неподвижным, а расплав, находящийся около шнека,
вращается вместе с ним со скоростью Vθ = ωR1. Часть расплава, которая остается неподвижной, срезается с поверхности
цилиндра винтовым выступом нарезки шнека, вследствие чего по ширине канала возникает перепад давления.
Поскольку у набегающей грани выступа шнека давление наиболее высокое, по ширине и глубине канала создаются градиенты
давлений dp/dz и dp/dr. Под действием осевого градиента давления dp/dz расплав течет от набегающего выступа вдоль оси z по
кольцевому каналу. При этом скорость Vz на поверхностях цилиндра и шнека равна нулю, а в средней части канала максимальна.
Радиальный градиент давления dp/dr обусловливает появление циркуляции расплава у напорной грани. Однако ввиду большой
ширины канала по отношению к его глубине (b/h ≈ 15 − 20), циркуляционные вихри образуются на сравнительно небольшом
участке канала шнека, примерно на ширине bц = 2hi.
В остальной части канала расплав течет вдоль оси z под действием градиента давления.
Схема течения расплава показана на схеме. Как видно, расплав в канале шнека совершает вращательное движение вокруг оси
цилиндра и одновременно течет вдоль оси по кольцевому зазору между цилиндром и поверхностью шнека.
При этом у набегающей грани выступа нарезки образуется циркуляционный поток. Кроме этого под действием давления,
возникающего у напорной грани, часть расплава перетекает через радиальный зазор между выступом нарезки шнека и
цилиндром, т.е. возникает поток утечек.
Рассмотренная схема течения характерна для случая, когда отсутствует перепад давления вдоль винтового канала. Обычно в
зависимости от давления, развиваемого в конце зоны плавления, и сопротивления формующей головки экструдер может работать
в трех режимах. В том случае, когда в зоне загрузки и плавления создается низкое давление, зона дозирования работает как
нагнетающий насос и давление к выходу из экструдера повышается, т.е. в зоне дозирования имеется отрицательный градиент
давления.
154.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.154
В результате часть расплава течет по винтовым каналам шнека к зоне плавления со скоростью VΔp, которая совпадает по
направлению со скоростью Vθ, возникающей от вращения шнека.
Поток, обусловленный скоростью VΔp при отрицательном градиенте давления, называют обратным потоком.
По мере увеличения давления в головке перепад давления вдоль винтового канала возрастает, поэтому скорость VΔp также
повышается.
При геометрическом сложении векторов скорости VΔp и Vθ, изменяется эпюра скорости (изменения осредненных скоростей по
глубине или ширине потока) течения расплава в тангенциальном направлении.
Таким образом, чем больше перепад давления, тем большая часть расплава вращается вместе со шнеком и доля расплава,
срезаемого с поверхности цилиндра нарезкой шнека, уменьшается. Это, в свою очередь, приводит к понижению осевого потока
Vz и производительности экструдера. Снижение производительности от перепада давления в зоне дозирования является
отрицательным явлением.
Однако с ростом давления в формующей головке увеличивается время деформирования расплава и растет скорость сдвига в
каналах шнека, что способствует лучшей гомогенизации расплава и, следовательно, повышению качества изделий, получаемых
методом экструзии.
Сопротивление головки можно изменить, меняя число фильтрующих сеток, которые устанавливаются на выходе расплава из
цилиндра экструдера, или применяя специальные дросселирующие устройства. Этого же можно достигнуть за счет увеличения
длины формующей части матрицы и дорна головки.
В том случае, когда давление на входе в зону дозирования больше, чем на выходе, экструдер работает в дросселирующем режиме,
т.е. в зоне дозирования течение расплава происходит с уменьшением давления по длине канала шнека и градиент давления в
тангенциальном направлении становится положительным: dp/dθ > 0.
Причем чем больше давление в формующей головке р2 - р3, тем меньше градиент давления, и при высоком давлении в головке
режим работы может смениться на дозирующий dp/dθ = 0, а затем перейти в насосный. Градиент давления зависит от перепада
давления в зоне дозирования и характеризуется тангенсом угла наклона кривой tgψ.
155.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.155
С учетом всего сказанного, расплав при движении совершает сложную траекторию, т.е. перемещается по спирали вокруг оси
шнека с шагом, зависящим от скорости Vz. В момент входа расплава полимера в зону циркуляционного потока у напорной грани
шнека он одновременно совершает вращательное движение в поперечном сечении канала.
Дросселирующий режим может быть обеспечен тогда, когда создается высокое давление в зоне загрузки и плавления, особенно в
экструдерах с продольным или винтовыми канавками на внутренней поверхности цилиндра в зоне загрузки. Часть этого давления
расходуется на развитие осевого потока в винтовых каналах шнека, а остальная − на течение расплава в формующей головке.
Проследить изменение производительности весьма легко на рабочей характеристике экструдера Q = ψ(p).
При любом давлении р1' или р4' дросселирующего режима производительность агрегата становится выше, чем при работе в
насосном режиме при давлении p1 и р4.
Рассмотренная физическая модель движения расплава в каналах шнека отличается качественно от моделей, описываемых в
литературе, где условно принимают, что шнек закреплен неподвижно, а цилиндр вращается в противоположную сторону с
угловой скоростью W. Если рассмотреть эпюры скоростей с неподвижным шнеком в сечении, перпендикулярном винтовому
каналу, можно заметить, что часть потока движется вместе с цилиндром, а другая часть под действием градиента давления − в
противоположную сторону.
Из этого можно заключить, что по ширине канала создается циркуляционный поток, который обеспечивает гомогенизацию
расплава. Если же перейти к реальным условиям, т.е. начать вращать шнек, как было рассмотрено ранее, то эпюра скорости Vz
принимает другой вид.
Видно, что расплав по ширине канала движется поступательно, а циркуляционный поток возникает только у напорной грани
нарезки шнека.
Таким образом, в реальных процессах экструзии гомогенизация обеспечивается за счет скорости сдвига потока расплава,
вращающегося вокруг оси шнека, и местной циркуляции его у напорной грани нарезки шнека. Интенсивность таких местных
вихрей зависит от глубины нарезки шнека, а также от характера распределения давления по зонам цилиндра. Если сравнить
эпюры напряжений сдвига trz, то при вращении шнека или цилиндра картина получается одинаковой, следовательно, с точки
зрения механики процесс не меняется.
156.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.156
Однако физические основы процесса течения различны, поэтому, если рассматривается физическая модель процесса, лучше
осуществлять анализ с неподвижным цилиндром и вращающимся шнеком и объяснять, исходя из этой картины, гомогенизацию
расплава. Нецелесообразно также рассматривать процесс движения с вращающимся цилиндром в том случае, когда
математическое описание процесса выполняется в цилиндрических координатах, так как при этом расчеты количественно
отличаются.
Гомогенизация расплава в зоне дозирования значительно возрастает при использовании шнеков со специальными смесительными
насадками на конце.
Обычно для переработки полиэтилена, полистирола и
полипропилена применяют конструкцию с выступающими
профильными шипами, которые разбивают поток,
обеспечивают интенсивное перемешивание расплава и
одновременно выравнивают температуру по сечению.
При изготовлении пленок, когда нужна высокая степень
гомогенизации, применяют шнеки, на конце которых кроме
выступающих шипов имеется зона с продольными пазами
(рис. в).
Различные варианты конструкций шнеков:
Пазы на конце шнека выполнены не сквозными, поэтому расплав а − с гладким наконечником; б − наконечник оснащен
из питающих пазов через узкий радиальный зазор перетекает
смесительным узлом с выступающими шипами; в − шнек снабжен
в рядом расположенные, таким образом все не расплавившиеся улучшенным смесительным узлом; г − смесительный узел с
частички в узком зазоре за счет высокой скорости и напряжений поперечными отверстиями на витках нарезки шнека
сдвига разрушаются и плавятся.
157.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.157
Для исключения разложения полимера, оставшегося при остановке экструдера, продольные пазы желательно выполнять
винтовыми или наклонными, расположенными под углом около 45°, чтобы в конце работы почти весь расплав из канавок
выдавливался. Необходимо заметить, что для обеспечения течения расплава в продольных пазах затрачивается давление и это
приводит к снижению производительности экструдера.
Весьма эффективно обеспечивает гомогенизацию конструкция, шнек которой имеет поперечные фигурные отверстия в выступах
нарезки. За счет многократного перетекания расплава из одного витка в соседний расплав интенсивно перемешивается.
Конструкции с продольными пазами и с выступающими шипами не целесообразно использовать при переработке нетермостойких
полимеров. В этих случаях применяется шнек с гладким коническим наконечником.
На производительность экструдера и степень гомогенизации расплава большое влияние оказывает также поток утечек.
Как уже было рассмотрено ранее, при движении выступов винтовой нарезки шнека по ширине канала создается осевой перепад
давления. Между напорной и противоположной гранями выступа нарезки шнека появляется градиент давления dp'/dz,
вызывающий течение расплава в радиальном зазоре между выступом шнека и цилиндром. Датчик давления, установленный в
стенке цилиндра, показывает, что измеряемое давление меняется во времени на величину Δрк. При подходе напорной грани оно
максимально, а у противоположной грани уменьшается.
Поскольку поток утечек имеет место в узком зазоре, в нем возникают большие скорости сдвига, обусловленные как градиентом
давления dp'/dz, так и угловой скоростью вращения шнека, что приводит к значительному повышению температуры расплава в
радиальном зазоре и температурной неоднородности расплава по глубине канала.
При больших частотах вращения шнека за счет диссипации (переход части энергии упорядоченных процессов (кинетической
энергии движущегося тела, энергии электрического тока и т. п.) в энергию неупорядоченных процессов, в конечном счёте — в
теплоту) энергии вязкого течения температура расплава чрезмерно повышается, это может привести к термической деструкции
полимера и снижению качества изделий. Во избежание этого приходится снижать частоту вращения шнека.
Значительное влияние оказывает поток утечек при переработке полимеров, расплавы которых обладают сильной аномалией
вязкости. Вязкость расплава в радиальном зазоре за счет большой скорости сдвига понижается, и поток утечек возрастает,
уменьшая производительность экструдера.
158.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.158
Качественный анализ работы экструдера.
В обычном пластицирующем экструдере полимер проходит через три состояния: вначале это твердый материал, затем смесь
расплава и твердого материала и, наконец, расплав.
Зона дозирования играет очень большую роль в экструдере, так как обычно именно она определяет производительность машины
и качество выходящего расплава. В то же время ее проще всего анализировать, потому что к течению расплава в этой зоне
полностью применимы законы течения вязких жидкостей.
В дозирующей зоне существуют три основных потока. Вынужденный поток (прямой поток) представляет собой поступательное
течение расплава, которое возникает как следствие относительного движения корпуса и цилиндра, противоток, который можно
рассматривать как течение расплава в обратном направлении, возникающее под действием развивающегося в головке машины
давления. Третья разновидность потоков − это утечка. Перепад давлений, возникающий вследствие существования повышенного
давления в головке, между двумя боковыми поверхностями стенки канала вызывает появление утечки через кольцевой зазор
между гребнем стенки канала червяка и внутренней поверхностью корпуса. Обычно утечка, по сравнению с двумя другими
разновидностями течения, очень незначительна, и ею можно пренебречь.
Производительность дозирующей зоны равна, таким образом, разности между расходом вынужденного потока и расходом
противотока и течения утечки.
Вынужденный поток представляет собой поступательное течение расплава, возникающее вследствие существования
относительного движения корпуса и цилиндра. Если представить себе экструдер, на выходе из червяка которого расплав не
встречает никакого сопротивления, так как и пакет сит, и мундштук отсутствуют, то в такой машине давление в головке будет
равно нулю. Поэтому в канале червяка противотока не будет. Материал, находящийся в кольцевом пространстве между
вращающейся наружной поверхностью сердечника червяка и внутренней поверхностью корпуса, подвергается деформации
сдвига, которая в результате воздействия стенок винтового канала превращается в поступательное движение материала по каналу,
т.е. в вынужденный поток.
Основными параметрами, определяющими величину объемного расхода вынужденного потока, являются: глубина канала, ширина
канала, диаметр червяка и скорость его вращения.
159.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.159
Противоток возникает в результате существования избыточного давления расплава в головке экструдера. Чтобы лучше понять
причину появления противотока, представим, что червяк неподвижен, а в головке машины имеется избыточное давление. В этих
воображаемых условиях винтовой канал червяка уподобится длинной насадке прямоугольного сечения.
Вследствие существования давления в головке расплав потечет вдоль винтового канала в обратном направлении.
В действительности противоток представляет собой своеобразное ограничение вынужденного потока, возникающее вследствие
существования повышенного давления в головке. Практически в канале червяка никогда не возникает потока материала в
обратном направлении.
На величину противотока влияют в основном следующие факторы: глубина канала, диаметр червяка, длина зоны давления,
вязкость расплава и величина давления в головке.
Рабочие характеристики экструдера.
Познакомившись с основными видами потоков, существующих в канале червяка, можно попытаться предсказать, каким образом
будет зависеть производительность экструдера от условий переработки при использовании червяков различных конструкций.
В первом приближении считаем, что течение осуществляется в изотермических условиях, когда цилиндр неподвижен, а шнек
вращается с угловой скоростью ω. Шнек имеет однозаходную нарезку и ось его направлена по координате z.
Течение считаем установившимся, гравитационными силами и силами инерции пренебрегаем, скольжение расплава по
поверхности шнека и цилиндра отсутствует, размеры канала шнека по длине постоянные.
Тогда производительность экструдера (зоны дозирования) и головки, равны:
где Δp – изменение давления в зоне дозирования; ΔpГ – изменение давления в головке; n – скорость вращения шнека; μк, μз и μГ −
эффективная вязкость расплава в зоне винтового канала, пристенном зазоре и головке соответственно; α, β и γ − геометрические
коэффициенты прямого и обратного потоков и потока утечек; К − коэффициент геометрической формы головки.
При расчете производительности головки ее условно разбивают на участки с постоянной геометрией. В этом случае уравнение
преобразуется:
где μГi − эффективная вязкость расплава в i-м участке головки; Кi − коэффициент геометрической
формы части головки.
160.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.160
Рассмотренные выше характеристики шнека и головки могут быть изображены графически в координатах q—Δp.
На графике «рабочая точка» определяется пересечением этих двух линий. В качестве примера на рисунке приведены графики
зависимости производительности от давления в головке для шнеков, отличающихся друг от друга длиной дозирующей зоны.
Предполагается, что расплав представляет собой ньютоновскую жидкость, и все три шнека испытываются в одинаковых
условиях: одинаковая скорость вращения, одинаковая вязкость расплава. Процесс проводят изотермически, т.е., при постоянной
температуре. На приведенном графике представлены характеристики головок с матрицами малого сечения и большого сечения.
Характеристика шнека с глубоким каналом на участке
дозирующей зоны представлена на графике прямой 1.
Производительность такого червяка при «свободном выходе»
(нулевое давление) очень велика, так как расход
вынужденного потока при глубоких каналах весьма
значителен.
В то же время производительность экструдера со шнеком
такого типа оказывается очень чувствительной к величине
давления в головке, так как глубокий канал представляет
собой по существу насадку с большой площадью поперечного
сечения, в котором легко возникает противоток.
Этим объясняется быстрое уменьшение производительности с Характеристика червяка и головки:
1, 1' − червяк с длинной и глубокой дозирующей зоной со
увеличением противодавления в головке.
скоростью вращения n<n';
Характеристика шнека с постоянной глубиной канала, но с
большей длиной дозирующей зоны по сравнению с червяком, 2, 2' − червяк с мелкой дозирующей зоной со скоростью вращения
n<n'; 3 − головка с матрицей большого сечения (малое
соответствующим кривой 1, представлена прямой 2.
сопротивление);
4 − головка с матрицей малого сечения (большое сопротивление)
161.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.161
Расход вынужденного потока при нулевом давлении в головке («открытый выход») у обоих червяков одинаков, однако благодаря
увеличению длины канала, влияние противодавления на производительность существенно уменьшается.
Если глубина винтового канала в дозирующей зоне невелика (мелкий канал), то производительность червяка при режиме
«открытого выхода» уменьшится (прямая 3), так как величина возможного объемного расхода вынужденного потока
пропорциональна глубине канала. В то же время производительность этого червяка гораздо меньше чувствительна к изменениям
величины противодавления, так как сопротивление противотоку у мелкого канала намного больше.
При экструзии расплавов, обладающих свойствами ньютоновских жидкостей, всякое изменение скорости вращения червяка
приводит к параллельному смещению прямых (1', 2' и 3' соответственно).
На том же графике прямыми линиями 4 и 3 представлены характеристики головок с матрицами малого (прямая 3) и большого
(прямая 4) поперечного сечения. При нулевом давлении в головке течение через матрицу отсутствует. По мере увеличения
давления, создаваемого червяком в головке, расход протекающего через головку материала увеличивается. При этом расход
материала через головку, в которой установлена матрица большего поперечного сечения, увеличивается быстрее, чем расход через
головку, в которой установлена матрица с меньшим поперечным сечением.
Точка пересечения соответствующих характеристик головки и шнека (рабочая точка) определяет объемную производительность,
которую обеспечивает данное сочетание шнека и головки.
Расчет производительности экструдера.
Производительность экструдера почти не зависит от температуры,
так как, несмотря на то что значения вязкости материала в шнеке и
головке вследствие различия в величине градиентов скорости
неодинаковы, их отношение с изменением температуры остается
почти постоянным.
Это происходит потому, что значения вязкости в червяке и головке
при изменении температуры изменяются примерно одинаково.
162.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.162
В определенных пределах можно влиять на производительность машины, изменяя температуру головки. При увеличении
температуры головки средняя вязкость расплава в головке μГ понижается, а это приводит к увеличению производительности
машины. При этом величина давления в головке будет уменьшаться. Характер этих изменений зависит от отношения
коэффициента сопротивления головки k к геометрическому коэффициенту противотока β. Например, если величина β мала по
сравнению с величиной k (как это наблюдалось бы для мелкого червяка при большой площади поперечного сечения канала в
мундштуке), то изменение вязкости материала в головке заметно не влияет на величину производительности, которая, по
существу, определяется червяком, но вызывает значительные изменения давления в головке.
Поэтому производительность мелких червяков гораздо меньше зависит от колебаний температуры головки, которые могут быть
следствием периодического включения и отключения нагревательных элементов с обычной системой автоматического
регулирования температуры.
Рассмотренные выше характеристики червяка и головки изображены графически в координатах q−Δp.
На графике «рабочая точка» экструдера определяется пересечением этих двух линий.
Такой метод позволяет изобразить на одной диаграмме все многообразие возможных
режимов экструзии. На схеме наглядно демонстрируется целесообразность применения
этого метода.
Здесь изображены характеристики двух червяков (отличающихся друг от друга только
глубиной винтового канала) и характеристики двух головок с большой и малой площадью
поперечного сечения.
При установке головки с большим поперечным сечением (меньший коэффициент
сопротивления) точка А определяет режим работы червяка с мелким каналом, а точка В
− червяка с глубоким каналом. В данном случае червяк с более глубоким каналом
обеспечивает более высокую производительность. Если установлена головка с большим
сопротивлением (меньшая площадь поперечного сечения), то точка С будет определять
режим работы червяка с мелким каналом, а точка D − червяка с глубоким каналом.
163.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.163
В этом случае лучшие результаты дает червяк с мелким каналом, который создает более высокое давление и одновременно
обеспечивает большую производительность. Очевидно, что каждой головке соответствует некоторая оптимальная геометрия
канала червяка, обеспечивающая максимальную производительность (этот наивыгоднейший канал будет рассмотрен ниже).
На схеме справа, представлено влияние изменений температуры материала в головке
и червяке на давление в головке и производительность машины.
На графике изображены характеристики червяка и головки при температурах Т1и Т2
(Т2>Т1). Если температуры расплава в червяке и головке одинаковы и равны Т2,
режим работы машины определяется точкой А. Если одновременно уменьшить
температуры расплава в червяке и головке до температуры Т1, то давление в головке
увеличится до значения, определяемого точкой В. Величина же производительности
при этом останется практически неизменной.
Однако, если температура расплава в червяке по-прежнему равна Т2, а температура
расплава в головке уменьшена до Т1, то производительность экструдера понизится
до значения, определяемого точкой D.
Напротив, если температура расплава в червяке равна Т1, а головка нагрета до более
высокой температуры Т2, производительность машины, определяемая точкой С,
Влияние температуры червяка и головки
окажется несколько большей.
на производительность экструдера.
Диаграммы такого типа показывают, что производительность мелких и длинных
червяков в значительно меньшей мере зависит от температуры расплава, чем производительность более глубоких и коротких
червяков.
В настоящее время существует значительное количество компьютерных программ, позволяющих моделировать поведение
полимера в экструдере, и рассчитывать оптимальные параметры процесса экструзии. Для получения достоверных данных
необходимо знать величину вязкости расплава в червяке и в головке.
164.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.164
В том случае если расплав обладает свойствами неньютоновской жидкости, величины вязкостей должны быть определены
соответственно при значениях градиента скорости, существующих в канале червяка и в головке экструдера.
Чтобы оценить величину эффективной вязкости расплава, находящегося в канале червяка при различных температурах и
скоростях вращения червяка, необходимо экспериментально определить производительность и перепад давлений на данном
участке червяка в этих условиях.
Реологические характеристики (деформационные свойства) неньютоновских жидкостей (для расплавов термопластов не
выполняется формула, связывающая скорость сдвига с напряжением сдвига) при течении через каналы простой геометрической
формы можно достаточно строго рассчитывать. Неньютоновское поведение расплавов полимеров при их течении объясняется
особенностями молекулярной структуры.
В большинстве случаев для определения вязкости расплава в головке можно пользоваться кривой течения, полученной на
капиллярном вискозиметре. При этом величина градиента скорости в головках с профилирующим отверстием круглой формы
определяется из выражения
в головках щелевого типа
(в последнем случае h − минимальная высота щели,
w − ширина щели, замеренная перпендикулярно направлению потока).
При использовании достоверных реологических данных расчетные данные практически на 100 % совпадают с
экспериментальными, что позволяет быстро и точно найти основные технологические параметры.
Технология изготовления изделий методом экструзии.
Для производства погонажных изделий любого типа применяют экструзионные линии, которые обычно классифицируют по виду
получаемых изделий:
− линии для производства гладких труб и шлангов, гофрированных и перфорированных шлангов и труб, оболочковых труб, а
также труб сложного профиля (овальных, квадратных, прямоугольных)
− пленочные агрегаты для производства пленки рукавной, плоской, одно- и многослойной, термоусадочной и способной к
растягиванию (стрейч)
− листовальные агрегаты
− агрегаты для экструзии профилей
165.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.165
− кабельные линии
− линии гранулирования пластмасс
− линии переработки вторичного полимерного сырья
Производство однослойных труб.
Процесс изготовления труб основан на непрерывном выдавливании расплава через кольцевую щель формующей головки с
последующим калиброванием и охлаждением.
Экструзией можно изготавливать трубы диаметром
от десятых долей миллиметра (капиллярные трубки)
до 500 мм и более.
Для производства труб могут использоваться
термопластичные полимерные материалы, расплав
которых имеет необходимое значение вязкости.
Как правило, трубы изготовляют из высоковязких
сортов полимеров, так как при малой вязкости расплава
трудно сохранить заданную форму трубы после выхода
ее из формующей головки.
Схема агрегата для производства труб методом экструзии:
Наиболее часто трубы производят из полиэтилена, полипропилена,
1 − экструдер; 2 − формующая головка; 3 − калибрующая
поливинилхлорида, поликарбоната, полистирола или их сополимеров.
насадка; 4, 5 − первая и вторая зоны охлаждения;
Процесс производства труб состоит: 1) из подготовки сырья;
6 − трубчатый профиль; 7 − измерительно-маркирующее
2) плавления и гомогенизации расплава; 3) формования профиля трубы устройство; 8 − тянущее устройство; 9 − отрезающее
из расплава; 4) калибрования трубы; 5) охлаждения трубы; 6)намотки
устройство; 10 — приемный стол (штабелирующее
или резки; 7) маркировки.
устройство)
166.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.166
Гранулы полимера загружают в бункер экструдера, где они расплавляются и выдавливаются через формующую трубную головку.
Трубчатый профиль поступает внутрь калибровочной насадки (гильзы), где частично охлаждается и приобретает необходимые
размеры. Для прижатия расплава к стенкам калибрующей насадки внутрь трубы подводится сжатый воздух или создается вакуум
между трубой и насадкой. Затем труба охлаждается в ванне с двумя температурными зонами, проходит маркировку в устройстве,
протягивается тянущим устройством и разрезается пилой.
Трубы небольшого диаметра не разрезаются, а сматываются в бухты.
Плавление полимера и гомогенизация расплава.
Подготовка расплава к формованию обычно проводится на шнековых экструдерах с длиной червяка (25 – 30) D (D – диаметр
шнека).
При плавлении полимера и гомогенизации расплава требуется обеспечить хорошую однородность расплава по температуре, а
также полное плавление гранул, чтобы исключить попадание в изделие нерасплавленных частиц полимера. В противном случае
качество изделий понижается. Кроме того, чтобы происходило качественное формование расплава и последующее сохранение
заданной формы, полимер должен быть нагрет до определенной температуры. Экструзионный агрегат должен работать при
частоте вращения шнека, обеспечивающей заданную скорость выхода расплава и определенное избыточное давление на входе в
формующую головку. Марка экструдера выбирается в зависимости от размеров (площади сечения Fэ) изготавливаемой трубы,
плотности полимера P0 и скорости отвода трубы Vэ.
Расчетная производительность должна составлять примерно 60 % максимальной производительности агрегата по паспортным
данным.
Запас по производительности необходим для возможности управления процессом. При работе с максимальной частотой вращения
шнека увеличивается пульсация расплава (увеличивается dQ/dt), что вызывает появление разнотолщинности стенок трубы по
длине.
Скорость экструзии Vэ обычно выбирается из условия исключения эластической турбулентности (дробления расплава и
появления шероховатости) или в зависимости от скорости охлаждения трубы с учетом длины охлаждающей ванны.
167.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.167
Формование профиля трубы.
Формование осуществляется за счет течения расплава полимера через кольцевую щель головки. Для этого обычно используют
прямоточные, угловые формующие головки.
Прямоточная головка состоит из левого и правого частей корпуса, между которыми закреплена радиальная решетка
дорнодержателя.
В переднюю часть корпуса вставляется формующее кольцо (мундштук), которое
крепится к корпусу фланцем.
На входе в головку вставляются решетка и пакет фильтрующих сеток. На решетке
дорнодержателя закреплены рассекатель и дорн. Решетка дорнодержателя имеет
штуцер для подвода сжатого воздуха внутрь трубы.
Расплав полимера из цилиндра экструдера проходит через пакет фильтрующих
сеток, решетку, а затем течет в кольцевом зазоре между патрубком и рассекателем
дорна и входит в отверстия решетки дорнодержателя, где ребрами разделяется
на несколько параллельных потоков. Чтобы не было застойных зон, ребра
решетки дорнодержателя имеют обтекаемые формы (см. сечение А-А).
После решетки дорнодержателя расплав вновь поступает в кольцевой канал,
Прямоточная трубная головка:
образованный второй частью корпуса и дорном.
1 − пакет сеток; 2 − решетка; 3 и 6 − корпус
Окончательные размеры расплав принимает в формующем канале, при этом для головки; 4 − рассекатель; 5 − штуцер; 7 − винт
обеспечения равной толщины трубы по периметру формующее кольцо
регулировочный; 8 − фланец; 9 − формующее
(мундштук) может перемещаться винтами в радиальных направлениях
кольцо (мундштук); 10 − дорн; 11 − решетка
относительно дорна. Например, вывинчивая нижние и вворачивая верхние винты, дорнодержателя.
уменьшаем толщину трубы сверху, а снизу она увеличивается.
В сечении а − а показан обтекаемый профиль
ребра дорнодержателя/
168.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.168
Длина формующего канала обычно принимается кратной глубине канала h и должна быть равна l/h = 15 − 30.
При проектировании головок необходимо учитывать, что в зависимости от длины канала изменяется анизотропия свойств трубы в
осевом и тангенциальном направлениях. При этом анизотропия возрастает с увеличением скорости сдвига и уменьшается
увеличением длины канала.
Подобная зависимость объясняется тем, что при течении под действием напряжений
сдвига происходит ориентация макромолекул по направлению экструзии, поэтому в
готовом изделии (трубе) образуются при кристаллизации несимметричные структуры.
Анизотропия (разнонаправленность свойств среды) механических свойств в зависимости
от действия напряжений сдвига изменяется неоднозначно.
Так, при переработке аморфных полимеров ориентация и прочность всегда больше в
направлении экструзии. То же самое наблюдается и для полимеров с небольшой
степенью кристалличности, например для полиэтилена высокого давления (низкой
плотности).
Анизотропия свойств и прочность изделий в значительной степени зависят от
температуры расплава. Чем выше температура расплава, тем меньше должна быть
анизотропия, так как ориентация молекул снижается. Как видно на схеме, при
Зависимость разрушающего напряжения при
достижении определенной температуры расплава прочность изделий в
растяжении σ и относительного удлинения ε от
продольном и поперечном направлениях становится равной.
температуры головки Т для полиэтилена низкой
При формовании профиля трубы расплав из головки выходит не свободно,
плотности:
а отводится с помощью тянущего устройства. Если расплав отводится со
σ//, ε// – разрушающее напряжение и
скоростью большей, чем скорость выхода расплава, происходит уменьшение
относительное удлинение вдоль направления
толщины стенки трубы и повышается осевая ориентация макромолекул.
экструзии;
σ┴, ε┴ − то же в направлении, перпендикулярном
экструзии (в тангенциальном направлении)
169.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.169
В зависимости от степени вытяжки расплава увеличивается усадка в продольном направлении. При этом в тангенциальном
направлении при нагревании труб, изготовленных с вытяжкой, наблюдается не уменьшение, а увеличение размеров.
Под степенью вытяжки εв понимается отношение площади формующего зазора в головке к площади сечения трубы, выраженное
в процентах.
В зависимости от степени вытяжки изменяются физико-механические свойства труб,
так, разрушающее напряжение вдоль трубы возрастает, а в поперечном направлении
уменьшается. Относительное удлинение имеет противоположную зависимость.
Для изделий, полученных с малой степенью вытяжки, относительное удлинение
в продольном направлении больше, чем в поперечном. В тех случаях, когда трубы
используются для перекачки жидкостей, т.е. должны работать под внутренним
давлением, требуется большая прочность в тангенциальном (окружном) направлении.
Чтобы достигнуть этого, формование труб из ПЭВД следует проводить при наложении
на осевой поток расплава тангенциальных напряжении сдвига.
С этой целью применяют головки с вращающимися дорном или кольцом.
Калибрование труб.
Калибрование
Зависимость разрушающего
трубы по наружному
напряжения
Для придания профилю экструдата заданных размеров и исключения его
диаметру:
σ и относительного удлинения
деформации в охлаждающем устройстве трубы калибруют, т.е. предварительно
1экструзионных
− корпус головки;
изделий
2 − дорн;
от степени вытяжки
охлаждают с обеспечением расплаву определенной конфигурации и размеров.
расплава Ки на выходе из головки
Калибрование можно проводить по наружной или внутренней поверхности трубы,
3 − калибрующая насадка; 4 − труба;
а также с использованием сжатого воздуха или вакуума.
5 − пробка
Калибрование по наружному диаметру трубы с использованием сжатого воздуха показано
на схеме.
Трубчатая заготовка расплава выдавливается из головки и поступает внутрь металлической гильзы калибратора. При подаче
сжатого воздуха внутрь трубы происходит частичное раздувание ее по диаметру, вследствие чего труба на выходе из головки
плотно прилегает к охлаждаемым стенкам калибрующей гильзы.
170.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.170
Чтобы не произошло разрушения (раздувания) экструдата, насадка в данном случае крепится вплотную к головке, а в рубашку
калибрующей насадки подается охлаждающая жидкость. Для исключения прилипания расплава гильза насадки охлаждается до
температуры, которая всегда должна быть ниже температуры стеклования или плавления. При этом на поверхности трубы
образуется слой твердого полимера, который после выхода из насадки должен выдерживать внутреннее давление воздуха, а также
силы трения, возникающие в насадке.
При переработке полимеров с небольшой степенью кристалличности максимальное
значение прочности проявляется вдоль направления экструзии.
Зависимость коэффициента трения от температуры насадки показана
на схеме, из которой следует, что для уменьшения силы трения нужно стремиться
к уменьшению температуры, однако при этом необходимо учитывать изменение
качества труб. Так, при калибровании труб из кристаллизующихся полимеров в
зависимости от скорости охлаждения изменяются размеры структурных образований:
чем ниже температура воды, тем они мельче в наружном поверхностном слое.
При калибровании труб из аморфных полимеров в зависимости от скорости охлаждения
могут изменяться остаточные напряжения и степень ориентации макромолекул.
Чем ниже температура калибрования, тем они выше. Особенно это характерно для
жестких полимеров, таких как блочный полистирол. От температуры охлаждающей
воды в насадке зависит также шероховатость поверхности, что проявляется
Зависимостьпри
коэффициента трения μ от температуры насадки Тн:
переработке только кристаллических полимеров. С повышением1 температуры
− жесткий поливинилхлорид:
шероховатость труб понижается, так как в поверхностном слое степень
2 − полиэтилен высокой плотности;
кристалличности повышается.
3 − полистирол;
Давление калибрования выбирается в зависимости от диаметра 4трубы,
толщины ее стенки,пластикат;
а также от свойств полимеров и
− поливинилхлоридный
температуры расплава.
5 − полиэтилен низкой плотности
171.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.171
Обычно его подбирают экспериментально при запуске агрегата. При этом следует учитывать, что при низком давлении
ухудшается внешний вид труб (образуется поверхностная рябь), а при чрезмерно большом − снижается прочность из-за
возрастания коэффициента трения и появления микротрещин.
Понижение прочности обусловлено, скорее всего, появлением микротрещин вследствие возникновения больших сил трения.
Чтобы снизить силы трения внутрь насадки, между трубой и калибрующей гильзой, подают сжатый воздух, который образует как
бы воздушную смазку, однако при этом ухудшается охлаждение расплава.
Поэтому целесообразнее использовать калибрующие насадки с дренажным кольцом,
в которых вода из водяной рубашки проходит через отверстия гильзы и попадает в
кольцевую проточку, расположенную на внутренней поверхности, откуда тонким
слоем течет между трубой и гильзой, образуя смазывающий слой.
Вследствие заполнения водой зазоров и образования плотного контакта между
расплавом и гильзой резко повышается скорость охлаждения трубы.
Такие калибрующие насадки можно использовать при изготовлении труб из
поливинилхлоридного пластиката, который обладает большим коэффициентом
трения.
В этом случае без слоя жидкости технологический процесс калибрования практически
Вакуумная калибрующая насадка:
невозможен. Для того чтобы в момент за пуска агрегата вода не попадала на головку,
1−головка; 2 − труба; 3 − насадка
охлаждение перед пуском агрегата временно отключают или перекрывают дренажные отверстия.
Для создания внутри трубы давления конец ее закрывают пробкой (для жестких полимеров) или несколько раз перегибают под
углом 1800 (для эластичных полимеров).
Недостаток калибрования сжатым воздухом − отсутствие возможности наблюдать за качеством расплава, выходящего из головки.
Этот недостаток можно устранить, если использовать вакуумную насадку. Для создания вакуума необходимо обеспечить
герметичность между экструдатом и гильзой на входе, поэтому диаметр формующего мундштука делают несколько больше, чем
диаметр гильзы.
172.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.172
Необходимые размеры труба приобретает в результате прижатия экструдата к стенкам гильзы под действием разности давления
атмосферного воздуха и вакуума. Поскольку невозможно создать большую разность давлений, этот метод неприменим при
калибровании толстостенных труб.
При калибровании трубы по внутреннему диаметру используют угловые или Z-образные головки с удлиненным охлаждаемым
дорном.
Расплав после выхода из головки поступает на удлиненный дорн, который охлаждается изнутри водой.
За счет контакта расплава с холодной поверхностью на внутренней поверхности
образуется слой твердого полимера, определяющий конфигурацию и размеры трубы.
Поскольку при охлаждении трубы происходит уменьшение диаметра, то выступающая
охлаждаемая часть дорна должна иметь конусность, соответствующую усадке.
С целью уменьшения силы трения на дорне делают дренажные отверстия для подвода
воды.
При изготовлении труб из полиэтилена высокой плотности между трубой и охлаждаемым
дорном необходимо создавать вакуум, иначе поверхность трубы получается шероховатой.
В зависимости от метода калибрования изменяется картина распределения внутренних
напряжений в трубе после охлаждения.
Угловая трубнаянапряжений
Распределение
головка с охлаждаемым
по толщине
Так, при калибровании по наружному диаметру верхние слои трубы в процессе усадки трубы:
дорном:
сжимаются, а внутренние растягиваются. Вверх направлены растягивающие напряжения. а1 —
− труба;
при калибровании
2 − теплоизоляционная
по наружному
втулка;
При эксплуатации напорных труб под действием давления в них возникают
3 − дорн; 4б−—
диаметру;
корпус;
то же, 5но− при
формующее
наличии
растягивающие нормальные напряжения, которые совпадают по знаку с остаточными
кольцо; 6 внутри
давления
− болт; трубы;
7 − фланец;
в — при
напряжениями во внутренних слоях.
8 − регулировочный
калибровании
на дорне;
винт;
г — то же, но при
В связи с этим в трубе появляются большие растягивающие напряжения, под действием наличии
9 − коллекторный
внутри трубы
распределитель
давления
которых может произойти ее разрушение.
173.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.173
При калибровании по внутреннему диаметру вначале охлаждаются внутренние слои. При последующем охлаждении расплава
происходит усадка наружных слоев, за счет чего внутренние слои сжимаются и в них возникают положительные тангенциальные
напряжения.
При создании внутри трубы давления возникающие напряжения частично компенсируются положительными остаточными
напряжениями, поэтому на стенку трубы действуют меньшие растягивающие напряжения, и она способна выдерживать большее
внутреннее давление.
Калибрование на удлиненном охлаждаемом дорне применяется при изготовлении тонкостенных пластмассовых труб. В случае
изготовления труб с большой толщиной стенки расплав полностью не охлаждается на дорне, поэтому при входе в охлаждающую
ванну возникает также твердый слой расплава на наружной поверхности. При последующем охлаждении расплава в центральных
слоях стенки трубы могут появиться раковины, так как твердые слои на внутренней и наружной поверхностях трубы
препятствуют усадке.
В связи с этим при изготовлении труб большой толщины охлаждаемую часть дорна необходимо делать укороченной, чтобы
происходило лишь частичное охлаждение расплава на внутренней поверхности, а полное − в охлаждающей ванне. При таком
двухстороннем охлаждении можно увеличить скорость отвода трубы и структура, образующаяся по толщине трубы, становится
более однородной.
Охлаждение труб.
Охлаждение труб проводится орошением их водой или пропусканием через водяную ванну. Основное требование к этой операции
− равномерное и быстрое охлаждение расплава. Поскольку труба движется в горизонтальном направлении, создаются
неравномерные температурные поля по верху и по низу трубы.
Чтобы исключить это, в ваннах обеспечивается интенсивное перемешивание жидкости, для чего устанавливают барботажные
трубки (система измерения уровня для открытых емкостей, работает на основе вытеснения воздуха из трубы, которая погружена в
жидкость), разбрызгивающие форсунки или создают спиральный поток воды вокруг трубы. Интенсивное перемешивание
необходимо также для удаления пузырьков воздуха, оседающих на поверхности трубы и нарушающих теплообмен.
В противном случае поверхность становится дефектной (с оспинами).
174.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.174
Температура охлаждающей воды обычно выбирается в зависимости от полимера, а также с учетом требований, предъявляемых к
трубам. При очень низкой температуре поверхностные слои имеют аморфную или мелкокристаллическую структуру, а во
внутренних слоях возникают кристаллические образования больших размеров.
Для выравнивания структуры применяют охлаждение но зонам, с различной температурой или двухстороннее охлаждение.
В некоторых случаях для этого внутрь трубы подают водно-воздушную смесь или охлажденный воздух.
Дефекты экстрадированных труб и способы их устранения.
При производстве труб и шлангов возможны различные отклонения от технологических параметров, приводящие к ухудшению
качества изделий и их отбраковке. Наиболее распространенные виды дефектов и способы их устранения приведены в таблице.
175.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.175
Технология производства пленки рукавным методом
Процесс изготовления пленки рукавным методом (раздувом) основан на непрерывном выдавливании расплава полимера через
узкую кольцевую щель формующей головки с последующей вытяжкой рукава в продольном и поперечном направлениях и его
охлаждением.
При данном методе формования расплав выдавливается в виде тонкостенного цилиндра (рукава), который после раздувания,
растяжения и охлаждения наматывается сдвоенным полотном или разрезается и наматывается как плоская пленка. Таким методом
могут изготавливаться пленки из термопластичных полимеров, расплав которых обладает значительными вязкоупругими
свойствами, обеспечивающими устойчивость рукава при его отводе и охлаждении.
Конструктивно процесс может осуществляться с вытяжкой рукава вверх, вниз
и в горизонтальном направлении. Наибольшее применение находит процесс изготовления
пленки с отводом рукава вверх на агрегатах со шнековым экструдером, способных создать
высокое давление, необходимое для выдавливания (течения) расплава с большой скоростью
через узкую кольцевую щель. В последнее время используют также пленочные агрегаты с
отводом пленки вниз; при таком исполнении удобнее осуществить жидкостное охлаждение рукава.
Отвод пленки в горизонтальном направлении применяется при изготовлении рукавов небольшого
диаметра, так как при больших диаметрах возможен прогиб рукава и неравномерная вытяжка пленки.
В данном случае из-за наличия несимметричных циркуляционных тепловых потоков трудно
обеспечить равномерное охлаждение рукава.
Технологическая схема и основные стадии процесса.
Процесс производства пленки рукавным методом состоит из
Технологическая схема производства пленки
следующих технологических операций:
рукавным методом: 1 – формующая головка; 2 – экструдер;
− подготовка сырья;
3 – кольцо; 4 – рукав; 5 – направляющие пластины;
− плавление гранул и гомогенизация расплава;
6 – тянущие валки; 7 – приемное устройство
− формование пленочного рукава;
176.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.176
− ориентация и охлаждение пленки;
− намотка и упаковка пленки;
− контроль качества пленки.
Технологическая схема процесса показана на схеме справа. Гранулы полимера загружаются в бункер экструдера. Загрузка обычно
осуществляется с помощью пневмо- или вакуумного устройства, которым оборудуется бункер или транспортная тара для сырья.
Для загрузки гранул, опудренных порошкообразным красителем, применяются шнековые спиральные дозаторы.
Из экструдера полимер в виде расплава выдавливается через формующую головку, а внутрь рукава подается сжатый воздух.
Снаружи пленка обдувается струей воздуха из кольца. Охлаждаемый рукав складывается в виде
сдвоенного полотна направляющими пластинами и попадает в тянущие валки, один из которых для
исключения утечки воздуха из рукава имеет эластичное покрытие. Пленка наматывается на бобины
с помощью приемного устройства.
Подготовка сырья, плавление гранул и гомогенизация расплава.
Подготовительные операции включают сушку полимера, окрашивание и смешение гранул.
Основные физические закономерности, характеризующие процесс плавления гранул полимера
и гомогенизацию расплава, подробно рассмотрены ранее, однако следует учитывать, что при
изготовлении пленки требования к качеству расплава повышаются.
Это в первую очередь относится к степени гомогенизации, равномерности нагревания расплава
и отсутствию включений.
Для достижения лучшей гомогенизации расплава при изготовлении пленок используются
экструзионные агрегаты с более мелкой глубиной нарезки шнека в зоне Технологическая схема производства пленки
дозирования при степени сжатия 4 – 5.
рукавным методом: 1 – формующая головка; 2 – экструдер;
Общая длина шнека увеличивается до 30 D (D − диаметр шнека), а на
3 – кольцо; 4 – рукав; 5 – направляющие пластины;
конце шнека устанавливают смесительные устройства.
6 – тянущие валки; 7 – приемное устройство
177.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.177
При этом технологические параметры работы экструдера подбираются таким образом, чтобы уменьшить колебание
производительности, так как в противном случае возрастает разнотолщинность пленки, вызывающая нарушение процесса
ориентации и охлаждения.
Длина зоны дозирования экструдера должна быть не менее 8 –10 D, чтобы обеспечить высокое давление и выравнивание
температуры расплава по сечению. Увеличение длины шнека также улучшает перемешивание расплава и повышает
гомогенизацию.
Температура выходящего расплава задается несколько выше, чем при производстве труб, так как течение расплава происходит
через узкий формующий канал. Температура зависит от способа приема пленки, а также от марки полимера.
Частоту вращения шнека и его геометрические размеры выбирают в зависимости от ширины и толщины пленки и максимально
допустимой скорости отвода пленки.
Для изменения степени гомогенизации экструзионные машины при производстве пленок целесообразно оборудовать
дроссельным устройством. При уменьшении сечения канала в дросселе повышается давление в цилиндре и соответственно
степень гомогенизации расплава.
Следует отметить, что к выбору технологического режима работы экструдера и точности регулирования параметров при
изготовлении пленок предъявляются более высокие требования, чем при производстве труб.
Формование рукава.
Придание расплаву полимера конфигурации цилиндра (рукава) осуществляется в формующих кольцевых прямоточных или
угловых головках.
Обязательные требования к головкам – отсутствие застойных зон, равномерное и одинаковое по длине каналов движение
расплава, равномерный без пульсаций выход рукава с равной по периметру толщиной стенки. Конструкция головки должна
обеспечивать необходимое гидравлическое сопротивление (давление до 20 – 30 МПа), а ее устройство – легкую установку и
разборку. Материал рабочих поверхностей головки должен быть коррозионностойким.
178.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.178
Независимо от вида головки между нею и цилиндром обязательно устанавливают фильтрующие элементы, которые служат для
задерживания непроплавленных частиц, загрязнений и посторонних примесей. Применяются пробковые, шиберные, кассетные и
иные системы фильтров. В современных экструзионных агрегатах управление фильтрами автоматизировано.
В фильтре шиберного типа замена пакета фильтрующих сеток производится движением шибера вручную или механическим
приводом.
В кассетном фильтре используется перфорированная гильза с сеткой. Подобная конструкция позволяет использовать один, два
или три телескопически установленных цилиндра с сетками.
Схемы устройства фильтров:
а – шиберный; б – кассетный;
в – с самоперемещающейся сеткой;
1 – корпус; 2 – сетка; 3 – шибер;
4 – перфорированная гильза
В зависимости от чистоты перерабатываемого материала время действия одного фильтра
может составлять от 100 до 500 ч. Для увеличения ресурса фильтров используют устройство
с непрерывно движущейся сетчатой лентой. Сигналом, указывающим на необходимость
замены фильтра, является повышение давления расплава перед фильтром.
Фильтры специального назначения (для сверхтонких пленок) позволяют задерживать
частицы размерами до 5 мкм.
Движение расплава в головке определяется ее конструкцией. Наибольшее распространение получили головки с центральным
входом и винтовым распределительным каналом. Основными элементами таких головок являются корпус, дорн с
дорнодержателем, регулирующее кольцо (мундштук) и фильтр-сетка.
179.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.179
Расплав из материального цилиндра экструдера через фильтр поступает в головку снизу по угловому цилиндрическому каналу,
обтекает дорн, приобретая кольцевое сечение, а затем выдавливается через формующий зазор между дорном и мундштуком.
Протекая через отверстия в дорнодержателе, расплав рассекается на отдельные потоки, которые затем слипаются.
В местах соединения потоков образуются стыковые полосы, снижающие прочность
пленки.
Для ликвидации этого эффекта на дорне предусматривают спиральные распределительные
каналы, турбулизующие потоки расплава и гомогенизирующие его.
Повышению качества пленки (равнотолщинность, отсутствие сварочных полос)
способствует применение головок с вращающимися элементами.
Известны конструкции с поворотным относительно неподвижного дорна мундштуком
и головки с вращающимся дорном.
Угол поворота при осциллирующем вращении может составлять от 90 до 360°.
Вращающиеся головки, как правило, применяют при производстве пленок шириной
5 м и более.
Температура головки оказывает существенное влияние на такие эксплуатационные
свойства пленки, как мутность, выражаемую в процентах, и глянцевитость, оцениваемую
в условных единицах. Чем больше перепад между температурой головки, равной
температуре экструдируемой рукавной заготовки, и температурой окружающего
пространства, тем больше в полимере раздуваемого рукава содержание аморфной фазы и
Схема угловой рукавной головки с
соответственно тем прозрачнее пленка.
центральной подачей расплава.
Следовательно, уменьшение мутности при антибатном (вибрационная устойчивость)
возрастании глянцевитости у пленок из кристаллизующегося полипропилена (ПП) вызвано повышением температуры головки.
180.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.180
Раздув заготовки и образование пузыря является важнейшей технологической операцией, формирующей физико-механические и
эксплуатационные свойства изделия. Параметры этой операции - степень раздува заготовки, продольная вытяжка рукава и его
конфигурация в зоне раздувания.
Степень раздува εр при прочих равных условиях также оказывает существенное влияние на равномерность пленки по толщине в
поперечном направлении. Она определяется из соотношения.
где D – диаметр рукава, dк – диаметр рукавной заготовки, равный диаметру кольцевой формующей щели (без учета
высокоэластического разбухания потока экструдата).
Обычно ε (степень раздува) не превышает 300 % и составляя 200 – 250 %. С увеличением степени раздува повышается прочность
рукава в поперечном направлении и снижается в продольном.
Прочность в продольном направлении зависит от долевой вытяжки εп, которая определяется соотношением скоростей отвода
рукава Vотв и выдавливания Vв:
где Q – производительность экструдера; ρТ – плотность полимера при температуре выдавливания; dк – диаметр формующего
кольца; δк – ширина формующего зазора.
Для получения рукава, равнопрочного в продольном и поперечном направлении, должно соблюдаться соотношение εр ≈ εп
(степень раздува ≈ прочности).
Конфигурация рукава в зоне раздувания зависит от давления воздуха в рукаве, скорости его отвода от головки и интенсивности
охлаждения воздухом, поступающим из наружной охлаждающей системы. Выдавливаемый из головки прозрачный рукав на
некотором расстоянии от нее мутнеет. Этот эффект наблюдается у кристаллизующихся термопластов.
Условную линию, разделяющую прозрачную и непрозрачную части рукава, принято (в значительной мере условно) называть
«линией кристаллизации», выше которой дальнейший раздув рукава не происходит, и он, рукав (пузырь), сохраняет свою
цилиндрическую форму с достигнутым диаметром D.
181.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.181
Таким образом, рукав на участке длиной H переходит из состояния вязкого расплава
в состояние квазитвердое, и на «линии кристаллизации» температура полимера
равна температуре размягчения или близка к ней.
Из этого следует вывод, что в процессе раздува и охлаждения рукавной заготовки
полимер на участке H испытывает как необратимые пластические деформации,
так и обратимые, медленно развивающиеся высокоэластические.
При быстром охлаждении и медленном отводе рукава его раздув происходит за
счет преобладания пластической составляющей (рис. в), при медленном
охлаждении раздуваемой заготовки в рукаве преобладают обратимые высокоэластические
Конфигурация рукава в зоне раздувания:
деформации и «линия кристаллизации» удалена от головки на наибольшее
а – вытянутая; б – нормальная; в – сильно
расстояние (рис. а).
раздутая
При согласованных параметрах раздува, скорости отвода и темпа охлаждения рукав
принимает «нормальную» конфигурацию: H ≈ (0,3 – 0,4) D (рис. б).
Из приведенных соображений следует, что во всех раздувных рукавных пленках в той или иной степени наличествуют
высокоэластические деформации, размораживаемые при нагревании выше температуры размягчения и вызывающие эффект
термоусадки, проявление которого зависит, в частности, от режимов формирования рукава.
Высота «линии кристаллизации» влияет также на мутность пленки, ее глянцевитость и светопропускание.
Охлаждение принимаемого вверх пузыря и его складывание в двухслойное полотно происходит в не слишком благоприятных
условиях. Дело в том, что поднимающееся также вверх тепло от остывающего рукава затрудняет его охлаждение и переход
полимера в твердое состояние.
Для предотвращения слипания пленки в двухслойном полотне в зазоре между тянущими валками отводящего устройства она
должна быть охлаждена на 25 – 30 °С ниже температуры размягчения перерабатываемого полимера.
182.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.182
Для отвода тепла от рукава используют воздушные, водяные и смешанные системы охлаждения. Воздушное охлаждение
применяется для производства пленки с шириной полотна до 6000 мм. Воздух из охлаждающего кольца через дюзы направляется
навстречу движению рукава. Заслонки в дюзах позволяют регулировать темп охлаждения рукава воздухом по его периметру и
предотвращать как образование боковых пузырей на рукаве, так и отклонение его сечения от кругового.
В отдельных конструкциях охлаждающих колец имеются устройства, направляющие воздушный поток вдоль по поверхности
раздуваемого рукава.
Весьма эффективны системы с внешним и внутренним охлаждением рукава, особенно система внутреннего охлаждения, в
которой реализуется полный обмен воздуха, находящегося внутри рукава.
В этом случае воздух от вентилятора подается в раздуваемый рукав традиционно − через отверстие в дорне, а отводится через
выступающую также из дорна трубку, высота которой может достигать половины высоты раздутого пузыря.
Для предотвращения самопроизвольных колебательных движений пузыря в касательном направлении применяют стабилизаторы
различной конструкции, в том числе и охлаждающие в виде бандажей, концентричных геометрической оси формующего зазора
головки.
Конструкция складывающих щек должна обеспечивать теплоотвод с поверхности рукава и минимальную силу трения при
скольжении складываемой в полотно пленки. Щеки с деревянными поперечными планками и роликами, иногда охлаждаемыми,
используют при производстве пленок шириной более 1 м, в некоторых случаях применяют перфорированные алюминиевые
листы.
Тянущее (отводящее) устройство состоит из пары валков − приводного и прижимного. Первый вращается от
электромеханического привода с бесступенчатым регулированием надежно контролируемой частоты оборотов. Для прижима
используют пружинные или пневматические устройства. Движение тянущих валков определяет скорость откола пленочного
рукава от головки экструдера, от чего зависят продольные вытяжка и ориентация пленки.
В зависимости от вида выпускаемой продукции сложенное двухслойное полотно после тянущих валков поступает либо на обрезку кромок и перемотку в виде двух рулонов, либо на обрезку одного края, либо просто сматывается в бобины.
183.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.183
В специальных агрегатах для отвода воздуха для выпуска пакетов, мешков и прочего пленка сматывается с бобины и попадает на
узел сварки и обрезки, откуда выходят уже готовые изделия.
Перспективным является применение фильтров, рабочие элементы которых представляют собой пластины или диски (шайбы),
выполненные из металлокерамических материалов. Такие "сита" обладают большой рабочей поверхностью и длительным сроком
службы. В зависимости от чистоты исходного полимера и необходимого сопротивления можно использовать
металлокерамические элементы с различной пористостью, а также соответствующее число фильтрующих дисков (шайб).
Ориентация и охлаждение пленки.
При одностороннем охлаждении рукава получается структура неоднородная по толщине
пленки, так как кристаллизация протекает в различных условиях.
Чтобы этого не происходило и для ускорения охлаждения, применяют двухсторонний обдув
рукава или охлаждают воздух, находящийся внутри рукава. Рукав обдувается снаружи через кольцо,
а внутри охлаждается воздухом, который циркулирует через теплообменник.
Через дорн головки вводят две трубки, в одну из них подается холодный воздух, а через
вторую он отводится в охлаждающее устройство. Для улучшения теплообмена внутренний
обдув можно осуществлять через распределительные кольца или специальную решетку, которые
устанавливают над дорном головки внутри рукава.
Сложность данного метода заключается в том, что необходимо обеспечить постоянство давления
внутри рукава.
Недостатком рассмотренных схем двухстороннего охлаждения является то,
что расположение внутри рукава дополнительных устройств усложняет запуск Схема двухстороннего охлаждения при циркуляции
воздуха внутри рукава:
агрегата в работу, поскольку расплав при выдавливании налипает на
выступающие части. Поэтому все рассмотренные устройства во время запуска 1 − рукав пленки; 2 − обдувочное кольцо;
3 − головка; 4 − перфорированная трубка
агрегата в работу должны убираться внутрь дорна специальным механизмом.
подачи холодного воздуха; 5 − трубка
184.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.184
При охлаждении воздухом вследствие сравнительно небольшого значения коэффициента теплоотдачи возникает значительный
температурный градиент между поверхностью пленки и струей воздуха.
Чтобы ускорить охлаждение, целесообразно конвективную теплопередачу заменить теплопередачей от охлаждаемой поверхности.
Для этого применяют комбинированное охлаждение аналогично калиброванию труб. Вначале пленка обдувается воздушной
струей, а затем рукав раздувается и прижимается к охлаждаемой металлической гильзе или охлаждаемым трубкам,
расположенным вокруг рукава.
Окончательное охлаждение пленки выше линии кристаллизации осуществляется атмосферным воздухом или водой.
Кроме того, пленку можно дополнительно охлаждать в направляющих пластинах, установленных перед тянущими валками, в
рубашку которых подается вода.
Можно использовать для охлаждения рукава жидкостную пленку. Обычно для этого применяют воду, которая вытекает из
специального кольца тонким слоем. Как показали расчеты, скорость охлаждения рукава стекающей пленкой воды в 1000 раз
больше, чем при одностороннем воздушном охлаждении. Это позволяет резко повысить скорость отвода пленки и улучшить ее
качество. Однако при таком охлаждении необходимо применять пленочные агрегаты с отводом пленки вниз, в противном случае
вода может заливать формующую головку. После отвода воды, чтобы осушить поверхность пленки, рукав обдувается струей
сжатого воздуха.
Намотка, упаковка и контроль качества пленки.
Охлажденная пленка направляющими пластинами складывается в виде двойного полотна, захватывается тянущими валками и
отводится к приемному устройству. При складывании пленки пластинами на рукаве могут образоваться складки, так как длина
образующей на фронтальной и профильной проекциях различна. Для исключения образования складок направляющие обычно
изготовляют двояковыпуклыми в направлении к рукаву, при этом дуга подбирается таким образом, чтобы профильная проекция
была равна фронтальной. Для исключения трения и образования статического электричества направляющие пластины обтягивают
ворсистой тканью или применяют воздушную подушку.
В тех случаях когда применяют охлаждение направляющих пластин водой, поверхность их должна быть покрыта материалом,
уменьшающим трение и с хорошей теплопроводностью.
185.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.185
Тянущие валки располагают на такой высоте, чтобы исключить сваривание пленки по внутренней поверхности, температура
внутренней поверхности пленки перед валками должна быть ниже температуры текучести полимера.
При очень высоких скоростях экструзии для предотвращения сваривания пленки можно использовать повторное раздувание
рукава после тянущих валков.
Перед намоткой пленки в рулоны она разравнивается по ширине наклонными или винтовыми направляющими роликами.
Одновременно проводится также снятие статического электричества с помощью нейтрализаторов, ионизирующих воздух, или в
результате увлажнения воздуха. Образование статического электричества можно снизить уменьшением сил трения пленки на
направляющих роликах.
Для уменьшения трения пленки в валках имеются отверстия, через которые нагнетается воздух. Готовая пленка наматывается в
виде рулонов на специальные трубчатые оправки (бобины), изготовленные из бумаги или пластмассы. При намотке необходимо
обеспечить определенное усилие натяжения и исключить складки, которые образуются обычно из-за разнотолщинности пленки.
При наматывании на бобину в месте утолщения пленки получается валик и плоскостность намотки нарушается.
Для предотвращения образования складок нужно постепенно утолщенное место перераспределять по ширине бобины, что
достигается вращением формующей головки вместе с рукавом вокруг подводящего патрубка, вращением приемного устройства
или вертикально расположенного экструдера вместе с головкой.
В тех случаях когда пленка наматывается на две бобины в виде однослойного полотна, рукав по краям обрезается дисковыми или
плоскими наклонными лезвиями. Широко применяется также бескромочное разрезание рукава по линиям сгиба пленки
наклонными ножами, введенными внутрь рукава.
При изготовлении пленки проводится периодический или непрерывный контроль ее толщины по ширине и длине полотна, а
также внешний осмотр с целью обнаружения «геликов», посторонних включений, непрозрачности и шероховатости.
При контроле толщины применяют микрометры, часовые индикаторы, а при автоматическом контроле – емкостные,
индукционные или радиоактивные датчики.
Прочностные и оптические показатели пленки измеряют на специальных приборах в соответствии с нормативными документами.
186.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.186
Экструзия поливной пленки.
При экструзии плоской пленки расплавленный полимер продавливают сквозь щелевую фильеру, затем он попадает в холодную
водяную ванну или на охлаждающий барабан. В любом случае смысл процесса состоит в быстром охлаждении экструдированной
пленки, и поэтому охлаждение начинают на очень маленьком расстоянии от губок фильеры (обычно 25-65 \мм).
Такое расстояние диктуется также необходимостью уменьшить сужение пленочного полотна. При поливе на охлаждающий
барабан используют хромированный полый вал с водяным охлаждением. Быстрое охлаждение приводит к формированию
маленьких кристаллитов, что дает более прозрачную пленку.
При использовании закалочной ванны температуру воды в ней необходимо поддерживать постоянной. При одной и той же
температуре экструдирования чем ниже температура закалочной ванны, тем лучше пленка скользит и меньше слипается, а при
высокой температуре пленку легче наматывать, не образуются складки, физические свойства такой пленки лучше.
Щелевые фильеры для формования плоской пленки имеют большую ширину в сравнении с диаметром головки экструдера, а это
означает, что путь, который проходит поток до краев фильеры, длиннее, чем путь до ее середины. Компенсации потока обычно
достигают за счет фильеры с коллектором. Она содержит поперечный канал (или коллектор) такого диаметра, что сопротивление
потоку в нем меньше, чем сопротивление, создаваемое губками фильеры.
Назначение коллектора — компенсировать поток расплава — может быть реализовано, если вязкость расплава достаточно низка,
поэтому для плоской пленочной экструзии необходима более высокая температура. Это ограничивает использование фильер с
коллектором переработкой материалов с хорошей тепловой стабильностью. Другим следствием экструдирования при более
высокой температуре является необходимость использования более плотных фильтров, для того чтобы поддерживать
удовлетворительное давление.
Внутренняя сторона щелевой фильеры должна быть тщательно обработана, так как даже небольшой дефект поверхности может
привести к появлению шероховатости на пленке или разнотолщинности.
Сравнение способов получения пленки раздувом рукава и поливом.
Некоторые из преимуществ процесса получения рукавной пленки:
− механические свойства пленок, полученных таким образом, обычно лучше, чем у пленок, полученных поливом
187.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.187
− ширину сложенной рукавной пленки легче регулировать, нет потерь на обрезание кромок; обрезание кромок необходимо при
изготовлении плоской пленки из-за утолщения кромок пленки, которое происходит вследствие сужения полотна
− сложенную рукавную пленку легче превратить в мешок, так как для этого необходимо только заварить один край отрезка
рукава
− стоимость производства широкой раздувной пленки намного меньше, чем стоимость производства широкой поливной пленки,
так как стоимость охлаждающих барабанов резко возрастает с увеличением их длины из-за сложности обработки длинных
валов
− хольцевые фильеры для пленки более компактны и дешевы по сравнению с щелевыми фильерами для производства плоской
пленки сравнимой ширины
− процесс изготовления рукавной пленки легче и более гибок
Эти преимущества следует сопоставить с преимуществами процесса, в котором используется щелевая фильера:
− плоскощелевые экструзионные системы обеспечивают более высокую производительность
− пленки, полученные с помощью щелевой фильеры, обычно обладают превосходными оптическими свойствами, но следует
отметить, что специальные процессы быстрого охлаждения были разработаны и для рукавных пленок, особенно из
полипропилена
− обычно разнотолщинность пленки, полученной с помощью щелевой фильеры, меньше
Соэкструзия пленок.
Соэкструзионную технологию применяют для расширения эксплуатационных возможностей погонажных изделий путем
совмещения в них полимерных материалов с различными индивидуальными свойствами.
Большинство таких изделий имеет слоистую конструкцию, в которой материал каждого слоя формирует определенное
эксплуатационное или технологическое качество.
Так, например, для успешной конкуренции с традиционными материалами пищевой упаковки (фольга, стекло, целлофан и др.)
современная пленка должна иметь высокую жесткость и ударную вязкость, обеспечивать длительность хранения продуктов, быть
газонепроницаема, и при всем этом допускать высокоскоростные процессы переработки.
188.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.188
Применение пластмасс, ранее не используемых совместно, например, ПЭВП и ПА (полиамид); ПВХ и ПП; ПА, ПК, ПП и ПВДХ
позволили получать тару для хранения промышленных и сельскохозяйственных химикатов, горючесмазочных материалов и пр.
емкостью в сотни литров.
Многослойные соэкструдированные листы, с числом слоев от 2 до 9, широко применяются в автомобильной и строительной
промышленности для последующего термоформования изделий с длительным сроком использования.
Особый интерес представляет соэкструзионная технология производства многослойных труб, шлангов, трубок, капилляров, в том
числе медико-биологического назначения.
Соэкструзией ПП и стеклонаполненного ПА получают напорные трубы и шланги для транспортирования газа, а также трубы,
применяемые в устройствах горячего и холодного водоснабжения. В ряде случаев в многослойных конструкциях допускается
использование вторичного полимерного сырья.
Многослойность позволяет получать пленки с весьма тонкими отдельными слоями (2-5 мкм), что недостижимо при
использовании других методов (ламинирование или каширование).
В сочетании с подложками из прочных полимеров (ПП, ПА, ПК, ПЭТФ) можно формовать слои из малопрочных полимеров такой
малой толщины (5-15 мкм), которая совершенно невозможна при получении из тех же пластмасс однослойных пленок
Соэкструзия осуществляется раздельной пластикацией полимерных компонентов в одночервячных экструдерах с последующим
соединением потоков расплавов различных полимеров в формующей головке.
Таким образом, определяющей частью технологии соэкструзии являются процессы, происходящие в формующей головке.
Все действия с экструдатом после его выхода из формующей головки (раздув, ориентация и др.) осуществляются по конкретным и
достаточно традиционным технологиям.
Естественно, что поскольку используемые в соэкструзии материалы имеют различные температуры плавления и отличаются по
реологическим и теплофизическим характеристикам, то они пластицируются в своих оптимальных режимах, и подаются в
головку, температура которой устанавливается по материалу с наиболее высокой температурой переработки.
189.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.189
При этом очевидно, что, во-первых, сохранение расплавом в формующей головке требуемой слоистой организации будет
определяться разной послойной вязкостью расплавов и, во-вторых, все используемые полимеры должны быть термостабильными
при выбранной температуре переработки.
В зависимости от устройства соэкструзионные головки бывают рукавными, плоскими листовыми и трубными.
Схема конструкции соэкструзионных головок для производства
Количество слоев в изделии может достигать 9, минимальная толщина слоев 2 мкм, максимальная — 3000 мкм.
двух- и пятислойных изделий:
К соэкструзионным головкам предъявляются весьма жесткие требования. Главное из них — обеспечение безупречной слоистой
а — головка для получения двухслойной пленки структуры АВ,
структуры изделия. Подразумевают сохранение равнотолщиности слоев в продольном и поперечном (радиальном) направлении
где А и В — полиолефины или полиамиды;
при монолитности соэкструдированного изделия.
б — головка для получения двухслойной пленки структуры АВС,
Кроме того, головки должны быть (это соответствует логике их действия) универсальными по виду перерабатываемых
где А и В — ПЭНП и ПА, С — адгезив;
материалов, а конструкция каналов головок, соответственно, обеспечивать минимальное сопротивление текущим расплавам.
в — головка для получения трехслойной пленки структуры ABA
При этом подвижные сопряжения деталей головки выполняются по высокому классу точности, а конструкция в целом должна
или ABC;
допускать технологическую сборку-разборку.
г — головка для получения четырехслойной пленки структуры
Применяемые в головках конструкционные материалы предполагают эксплуатацию в условиях повышенных температур,
ABCD;
давлений, термохимических процессов.
д -головка для получения пятислойной пленки структуры АВСВА
Сочетание изложенных требований и условий делает задачу конструирования и изготовления соэкструзионных головок весьма
(из трех компонентов) или ABCBD (из четырех компонентов)
сложной.
В настоящее время трехслойные соэкструзионные головки являются наиболее отработанной конструкцией. Головки четырех- и
пятислойные позволяют получать изделия различных структур.
Возможность применения в одном изделии нескольких разновидностей полимеров резко расширяет потенциал производимых
материалов. Например, пленка структуры АВСВА толщиной 40-140 мкм и шириной 1000 мм, содержит два барьерных слоя из
СЭВА (сополимеры винилацетата) и ПВДХ (сополимеры винилиденхлорида и метилакрилата) и может использоваться для
пищевой и медицинской упаковок.
190.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.190
Ориентация пленок.
Ориентацию пленок (растяжение их в нагретом состоянии) широко используют для таких пленок, как ПП, ПС, ПА, ПЭТ, для
увеличения прозрачности, ударной прочности и особенно (в случае ПП) барьерных свойств.
Базовая ПС пленка в неориентированном состоянии очень хрупка и имеет крайне ограниченное применение в качестве
диэлектрика в конденсаторах.
Двухосноориентированные, т. е. ориентированные в двух взаимно перпендикулярных направлениях, пленки перестают быть
хрупкими и могут быть отформованы в прозрачные коробочки, подносы и в более крупные изделия, например крышки для тортов.
Самое широкое распространение процесс ориентации получил при производстве ПП пленок, и различные процессы будут проиллюстрированы на примере этих пленок.
Существует два основных способа: плоский и рукавный.
Схема плоской ориентации может быть рассмотрена на примере плоскощелевой экструзии, когда расплав полимера
продавливается через головку, где формообразующей поверхностью которой служат две параллельные плиты.
Схема формирования плоской пленки на поливном барабане:
1 – экструдер; 2 – плоскощелевая головка; 3 – коллектор; 4 – пленка; 5 – охлаждаемый барабан
Для обеспечения прозрачности пленок должна формироваться однородная аморфная или
мелкокристаллическая структура, что достигается резким охлаждением расплава тем или иным
способом сразу после выхода из головки.
Для этого используют агрегаты двух типов: с охлаждением формуемой пленки в водяной ванне и с поливом расплава на
охлаждающий барабан. Например, при охлаждении в ванне расстояние от головки до уровня воды составляет 5−15 мм.
191.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.191
В случае толстых пленок охлаждение менее резкое, иногда даже используется дополнительный прогрев для снижения остаточных
напряжений в пленке. При использовании закалочной ванны температуру в ней необходимо поддерживать постоянной.
Для компенсации неравномерности распределения давления в формующей щели головки в ее конструкции имеется ряд
особенностей (например, наличие коллектора, представляющего собой поперечный канал круглого сечения).
Диаметр коллектора зависит в общем случае от перепада давления в головке, параметров полимера, его вязкости и температуры
экструдирования и должен рассчитываться при проектировании головки.
Внутренние формообразующие поверхности головки должны быть тщательно отполированы, так как даже небольшой дефект
приводит к снижению качества пленки, появлению полос на ее поверхности и разнотолщинности.
Приемом полива на холодный барабан производят толстую поливную пленку толщиной 500-600 мкм. Ее подают в систему валков,
вращающихся с различной скоростью, например валков, вращающихся с возрастающей от валка к валку скоростью. Валки
подогревают для разогрева пленки до требуемой температуры (ниже температуры плавления полимера).
В этих условиях пленку вытягивают в продольном направлении с коэффициентом вытяжки от 4:1 до 10:1. После выхода из
валковой машины пленку подают в тентерную раму, которая состоит из двух независимых бесконечных ремней или цепей с
установленными на них клуппами. Клуппы удерживают пленку, так что при движении клуппов вперед пленка вытягивается в
перпендикулярном направлении примерно при тех же степенях вытяжки, что и в продольном.
Пространство внутри тентерной рамы нагревают с точным поддержанием температуры. После тентерной рамы пленку охлаждают
на охлаждающем валке и наматывают. Существует схема с обратной последовательностью процесса, т. е. сначала идет тентерная
рама, затем валковая машина.
Обе стадии можно проводить и одновременно. Пленку захватывают за кромки при выходе с поливного барабана, и она движется
вперед с возрастающей скоростью, одновременно, растягиваясь в перпендикулярном направлении за счет расходящихся цепей.
Механически этот тип ориентации можно осуществлять с помощью тентерной рамы, в которой клуппы двигаются червяком с
увеличивающимся шагом.
Степень поперечной вытяжки определяется, как обычно, углом расхождения цепей, а степень продольной вытяжки будет зависеть
от величины шага червяка.
192.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.192
Ориентация может быть достигнута и в рукавном процессе.
Расплавленный полимер экструдируют из кольцевой головки и охлаждают в форме рукава. Толщина стенки рукава определяется
частично величиной щели кольцевой головки, а частично соотношением скоростей экструзии и приемки.
Рукав проходит через медленно вращающиеся прижимные валки и снова нагревается до однородной температуры.
Поперечной вытяжки достигают за счет увеличения давления воздуха в рукаве, подгоняя коэффициент вытяжки регулировкой
объема поданного внутрь воздуха. Воздух удерживается посредством зажимных валков в конце раздува рукава.
Эти валки вращаются быстрее первой пары, вытягивая пленку в продольном направлении.
Рукавный процесс — это способ одновременной продольной и поперечной ориентации.
Оба метода позволяют получать различные пленки — от двухосноориентированных с изотропными свойствами, т. е. с равными
степенями вытяжки в обоих направлениях, через двухосноориентированные пленки с анизотропными свойствами до полностью
одноосноориентированных пленок (или в продольном, или в поперечном направлении).
Одноосноориентированные пленки расщепляются при натяжении в направлении, перпендикулярном направлению ориентации,
что снижает их полезность в качестве упаковочных пленок. Это явление используют, в частности, в производстве пленочных
волокон.
Экструзия рукавных пленок.
Полимер, находящийся в вязкотекучем состоянии, поступает в головку через боковой вход, поворачивая на 90°, попадает
непосредственно в формующий канал и, обтекая мундштук (дорн), выходит через кольцевую щель в виде круглой
цилиндрической заготовки.
Заготовку раздувают до необходимого диаметра давлением воздуха, подаваемого через центр мундштука, с одновременным ее
охлаждением (внутреннее охлаждение рукава).
Для этого в мундштуке головки имеется канал для воздуха, который соединен с воздуходувкой. Раздув сопровождается
уменьшением толщины стенки заготовки.
Выходящий из головки фильеры пленочный пузырь снаружи охлаждается воздухом из щели полого охлаждающего кольца.
193.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.193
Для интенсивного охлаждения обдувочное кольцо располагается как можно ближе к головке. Момент затвердевания или начала
кристаллизации четко просматривается как помутнение прозрачного рукава.
До этой линии рукав растягивается по длине тянущими валками и одновременно раздувается по ширине воздухом, находящимся
внутри рукава. Внутрь рукава воздух подается постоянно и равномерно для восполнения его потерь за счет неплотностей и
диффузии через пленку.
Если продольная и поперечная ориентация при вытягивании и раздуве осуществляются практически одновременно, пленка
получается равнопрочной и равнотолщинной во всех направлениях. Процесс деформирования происходит между головкой и
линией затвердевания, а охлаждение продолжается вплоть до тянущих валков.
После охлаждения пузырь складывается с помощью двух сходящихся панелей и в виде плоскосложенного рукава через систему
обводных валков подается на узел намотки, имеющий одну или две станции.
Одностанционный намотчик применяется в случае, если конечный продукт – рукав, свернутый в рулон. Если же рукав разрезается
с двух сторон, то каждое из образовавшихся полотен направляется на свою намоточную станцию, где готовая пленка
наматывается на картонную гильзу.
Давление в рукаве поддерживают тянущими валками с одной стороны и головкой – с другой. Важно, чтобы давление воздуха
было постоянным для обеспечения равномерной толщины и ширины пленки.
Толщина стенки рукава определяется частично величиной щели кольцевой головки, а частично соотношением скоростей
экструзии и приема. Другими технологическими параметрами, влияющими на геометрические параметры пленки и ее качество,
являются равномерность распределения температур в цилиндре и головке экструдера.
Лимитирующий производительность процесса фактор – скорость охлаждения рукава.
При увеличении скорости экструзии возникает нестабильность положения рукава.
Увеличение потока охлаждающего воздуха вызывает деформацию рукава.
Среди большого количества возможных дефектов пленки можно назвать прежде всего разнотолщинность, поверхностные
дефекты, такие как «акулья шкура», вызванные либо недостаточным прогревом материала, либо слишком интенсивным
сдвиговым течением полимера в формующей щели головки экструдера.
194.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Различные посторонние включения, в том числе и вызванные
деструкцией полимера, низкая прочность, мутность и складки также
являются дефектами.
Например, пленка достигает тянущих валов слишком холодной и
неэластичной, в результате чего происходит своеобразный излом
материала с образованием складок. В этом случае следует принять
меры к термостатированию рукава или повысить температуру
расплава.
Другой причиной появления складок является разнотолщинность,
которая приводит к неравномерному вытягиванию пленки тянущими
валами.
Пульсации при работе экструдера, сквозняки в области вытягивания,
непараллельность тянущего и прижимного валов, неравномерное
усилие прижима прижимного вала к тянущему также приводят к
появлению дефектов.
Для изготовления рукавной пленки используются агрегаты,
скомпонованные по одной из трех схем: снизу вверх, сверху вниз и
горизонтально.
Все варианты имеют свои преимущества и недостатки:
− при движении сформованного рукава вверх можно получать
толстые пленки, потому что формуемая масса рукава
удерживается тянущими валками, при этом пленки имеют более
равномерные показатели, так как охлаждаются более равномерно
и со всех сторон
Стр.194
Формирование рукава по схеме снизу вверх и
намотка двух полотен пленки
195.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
− горизонтальное движение приводит к некоторому
деформированию и более медленному охлаждению верхней части
рукава, который будет иметь большую вариацию по толщине
− способ отвода рукава вниз используется в основном для
получения тонких пленок, так как большая формуемая масса
может вытягиваться и обрываться под действием собственного
веса, при этом для охлаждения толстого формуемого рукава
необходимо использовать водяное охлаждение, что удорожает как
стоимость оборудование, так и сам процесс
Несмотря на различия в компоновке, такие агрегаты состоят из
одного и того же набора машин и механизмов:
− экструдера
− фильтра
− рукавной головки
− охлаждающего кольца
− калибровочного устройства
− складывающих щек, иногда имеющих систему принудительного
охлаждения
− двух тянущих и намоточного устройств
Стр.195
Формирование рукава по схеме сверху вниз и
намотка рукава
Направляющая калибровочная корзина
Калибратор (стабилизирующее устройство) служит для воздушного или водяного охлаждения заготовки, центрирования и
выравнивания рукава по толщине и диаметру.
Его располагают на эстакаде в зоне постоянного диаметра рукава перед складывающим устройством.
196.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.195
Воздушный калибратор (калибровочная корзина) представляет собой восьмигранную шахту, образованную направляющими с
системой роликов. Осуществляется автоматизированное регулирование расположения калибратора по высоте рукава.
Над калибровочной корзиной установлен датчик контроля толщины пленки, входящий в систему контроля и управления
профилем, ультразвуковой детектор разрыва пленки.
Регулирование профиля пленочного рукава осуществляется с помощью управления нагревательными патронами в кольце
охлаждения. Ролики направляющих могут быть неподвижными или вращающимися за счет контакта с движущимся рукавом.
Количество их по вертикали может составлять от 1 до 10. Коэффициент трения материала роликов о полимерную пленку
невелик.
Для ускорения охлаждения пленки, формуемой по указанным схемам, с целью повышения ее прозрачности используют водяное
охлаждение, в частности водяные калибраторы.
Преимущества такого способа охлаждения подчеркивают данные приведенные в таблице:
Влияние условий процесса на скорость охлаждения пленки
197.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.195
Пленку охлаждают до температуры, при которой полотно не слипается и не повреждается между складывающими щеками и
тянущими валками. Время охлаждения лимитирует скорость ее отбора, т.е. производительность экструдера.
Для ускорения охлаждения используют дополнительные вентиляторы или охлаждаемые водой складывающие щеки.
Существенным фактором формирования пленочного рукава является процесс вытягивания и складывания рукава в двойное
полотно. Этот процесс предопределяет качество намотки пленки. Складывающее устройство предназначено для сплющивания
рукава и состоит из двух рам (щек), на которых обычно закрепляют полированные деревянные планки.
После охлаждения пленочный рукав складывается расходящимися щеками направляющих и направляется на устройство
регулирования середины ленты.
Общий вид
вытяжногокоронным
устройства:
Далее пленка через направляющие валики подается
на активацию
разрядом, необходимую для улучшения
1 – подвижные панели;
адгезионных свойств пленки.
2 – рамаинижней
панелей; от 1 до 20 эВ и плотностью от 109 до 1013
Коронный разряд – это плазма низкой температуры
низкогорегулировки
давления с энергией
3 – рама верхней пространстве
регулировки панелей;
частиц/см3. Коронный разряд образуется в межэлектродном
(между электродами и диэлектрическим валком) при
– каландр;
5 – подпятник
вращения;
подаче высокого напряжения от генераторов4на
три алюминиевых
профильных
электрода.
6 – вращающаяся
подставка; обработки. Узел коронной обработки имеет два ролика
Установка оснащена коронатором для односторонней
или двухсторонней
А – расширяющий
вал (банан);
и два металлических электрода, контролируемую
систему удаления
озона. Расстояние между роликами и металлическими
– гармошковые
боковые
треугольники;
электродами должно быть в пределах 1,5−3 В
мм.
Пленка проходит
между
электродами, на которые подается переменный ток.
С – охлаждающие
валки
Максимальная ширина зоны обработки коронным
разрядом составляет
1,6 м.
После узла коронной обработки пленка подается в зону вытягивания. Вытягивание пленки осуществляется между обрезиненным
вытяжным валом и стальным каландром. С помощью подвижных панелей 1 каландр 4 тянет и расплющивает рукав, превращая
его в плоскую двойную пленку. Нижняя часть вытяжного устройства может поворачиваться для ликвидации утолщений во время
намотки пленки.
Далее рукав в сложенном виде может наматываться на паковку или разрезаться в продольном направлении ножами с одной или
двух сторон. Выходящая из вытяжных валов пленка при необходимости расслаивается с помощью двух разделительных валов и
подается на устройство обрезания кромки и мультирезки (на несколько узких полос).
198.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.198
В рукавном процессе также реализуется одновременно продольная и поперечная ориентация пленки.
Расплавленный полимер экструдируют из кольцевой головки и охлаждают в форме рукава. Толщина стенки рукава определяется
частично величиной щели кольцевой головки, а частично соотношением скоростей экструзии и приемки.
Рукав проходит через медленно вращающиеся прижимные валки и снова нагревается до однородной температуры.
Поперечной вытяжки достигают за счет увеличения давления воздуха в рукаве, подгоняя коэффициент вытяжки регулировкой
объема поданного внутрь воздуха. Воздух удерживается посредством зажимных валков в конце раздува рукава.
Эти валки вращаются быстрее первой пары, вытягивая пленку в продольном направлении.
Рукавный процесс — это способ одновременной продольной и поперечной ориентации.
Оба метода позволяют получать различные пленки — от двухосноориентированных с изотропными свойствами, т. е. с равными
степенями вытяжки в обоих направлениях, через двухосноориентированные пленки с анизотропными свойствами до полностью
одноосноориентированных пленок (или в продольном, или в поперечном направлении).
Одноосноориентированные пленки расщепляются при натяжении в направлении, перпендикулярном направлению ориентации,
что снижает их полезность в качестве упаковочных пленок. Это явление используют, в частности, в производстве пленочных
волокон.
Способ, получивший название Double Bubble (двойной раздув), позволяет значительно повысить прочность рукавной пленки и
обеспечить ей высокую усадочность.
Начало процесса совпадает с вышеописанным, однако после охлаждения рукав не отправляется на намотчик, а складывается и
затягивается с помощью приемно-вытяжных валков наверх башни.
Далее рукав движется сверху вниз через систему нагревателей для увеличения пластичности полимера. Осуществляется очень
сильный раздув пластичного рукава в поперечном направлении за счет подачи в рукав большого дополнительного количества
воздуха. Требуемый коэффициент вытягивания обеспечивается регулированием объема поданного внутрь воздуха. Пленка
приобретает в поперечном направлении повышенную прочность.
Одновременно за счет разницы скоростей приемно-вытяжных валков наверху башни и приемных валков на намотчике пленка
растягивается и в продольном направлении.
199.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.199
Таким образом, пленка оказывается двуосноориентированной и за счет высоких внутренних напряжений сохраняет высокие
Сравнительные
параметры
технологий
получения многослойных
усадочные свойства. Способ широко
используется
для изготовления
термоусадочных
пленок, гдепленок
главный принцип: «сильнее
раздув – больше степень усадки». Варьируя степень раздува и применяя соэкструзию, можно производить широчайший
ассортимент пленок различного назначения.
Существует еще одна разновидность ориентирования пленки, получившая название тройной раздув: метод Double Bubble,
дополненный еще одной башней, назначение которой – осуществить термофиксацию и уменьшить усадку до заданного уровня.
Пленку нагревают при определенных условиях, удерживая в натянутом состоянии. После охлаждения такая пленка не будет
усаживаться при температурах ниже температуры термофиксации. Физические и оптические свойства пленки остаются
неизменными. Такая технология используется для изготовления, например, сосисочных оболочек, имеющих толщину от 70 мкм и
обладающих высокими барьерными свойствами по отношению к кислороду.
Рукавный метод обеспечивает возможность широкого регулирования размеров и свойств, практически безотходен. Получают
пленки толщиной от 10 до 300 мкм с вариацией ±10 %. И пленочной, и рукавной технологии присущи свои достоинства и
недостатки. Выбор метода зависит от требуемой производительности и свойств пленки.
Плоскощелевые линии могут работать с более высокой скоростью, чем выдувные, потому что эффективность охлаждения на
барабане намного выше, чем воздухом. Процесс плоскощелевой соэкструзии позволяет получать многослойный материал в более
широком диапазоне толщин. Основной недостаток метода плоскощелевой соэкструзии – значительные отходы за счет отрезания
кромок. К тому же кромки состоят из слоев нескольких полимерных материалов, которые плохо смешиваются в расплаве и не
позволяют использовать регранулированные отходы в виде возвратного сырья. Проблема кромок решается при использовании
системы их капсулирования, когда краевые утолщения, неизбежно образующиеся в процессе производства, «обволакивают» по
краям многослойную структуру благодаря подаче в крайние фильеры соэкструзионной головки расплава одного, наиболее
дешевого полимера. Затем такие краевые утолщения, состоящие только из одного полимерного материала, обрезаются и могут
быть переработаны вторично.
При производстве как плоских, так и рукавных пленок применяют экструдеры с шнеками длиной 30D для устранения пульсаций и
получения расплава высокой однородности. Расплав обязательно фильтруется.
200.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.200
Пленки из вспененного полистирола.
Существует два главных метода получения вспененных пленок.
Первый начинается от полистирольных гранул, которые под давлением пропитаны сжижаемым газом, обычно пентаном.
Пленку экструдируют с раздувом, используя двухшнековый экструдер, при добавлении нуклеирующего агента типа смеси
лимонной кислоты и бикарбоната натрия.
Нуклеирующий агент полезен для получения тонкоячеистой структуры. Когда расплавленная масса выходит из экструзионной
головки, давление падает, и материал начинает вспениваться.
Метод раздува рукава используют для предотвращения морщения, наблюдающегося во время процесса вспенивания.
Рукав обычно раздувают в горизонтальном направлении для облегчения стартового периода, так как материал твердый и жесткий
в отличие от ПЭ пленки.
Когда рукав складывают, его обрезают с двух сторон с получением двух плоских листов, наматываемых отдельно. Это полезно,
так как сложенные кромки рукава — слабое место из-за жесткости ПС.
Другой метод использует обычные ПС гранулы, а газ вводят в экструдер. Пленку раздувают тем же способом. Для этого метода
необходим экструдер особой конструкции, экономичный только при больших производительностях — порядка 400 т/год.
Экструзия вспенивающихся гранул дешевле при меньших производительностях и более гибка, так как экструдеры можно
использовать и для других целей. Степень ориентации листа в обоих направлениях регулируют, как обычно, подгонкой скорости
приемки и степенью раздува. Степень ориентации должна быть одинакова в обоих направлениях, так как любое различие в
прочности в двух направлениях может привести к расщеплению листа при термоформовании.
Вспененные пленки.
Снижение плотности полимера за счет образования ячеистой структуры позволяет получать изделия с большей жесткостью при
изгибе при данной массе полимера.
Метод может быть использован для экструдируемых пленок и литьевых изделий, и его широко применяют для ПС, а с недавних
пор для полиолефинов.
201.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.201
Вспененный полиэтилен.
От обычного полиэтилена высокого давления, использующегося в изготовлении пакетов, данный вид отличается своей пористой
структурой, которая достигается путем использования углерода в процессе плавки гранулированного сырья.
Технические характеристики вспененного полиэтилена фактически идентичны свойствам, которыми обладали используемые для
его изготовления гранулы, а именно:
− водостойкость
− устойчивость к химическому воздействию
− широкий диапазон допустимых температур (его размягчение происходит при превышении температурой отметки в 1000
градусов)
Производство вспененного полиэтилена может выполняться по одной из трех наиболее распространенных технологий:
− химический метод (получение сшитого полиэтилена), в основе химической технологии лежит реакция изменения структуры
гранул полиэтилена высокого давления, которые расплавляются, вспениваются с помощью химических реагентов, и при
достижении сетчатой структуры застывают.
Алгоритм реализации метода сшитого вещества следующий: в экструдере происходит смешивание гранул с вспенивающими и
сшивающими реагентами. В качестве вспенивающих реактивов обычно используется азодикарбонамид, а для получения сшитого
эффекта – пероксид дикумила.
В дополнение к вышеуказанным реагентам, также добавляются разнообразные присадки и спецдобавки, с помощью которых
итоговому изделию предаются требуемые технические характеристики и свойства. После смешивания всех компонентов,
экструдер выполняет прогрев гранул, и по достижению определенной температуры происходит реакция, в процессе которой
мономер расширяется и вспенивается.
− получение полиэтилена физически сшитого вспененного, предусматривает изменения молекулярной структуры гранул, при
этом, реакция происходит при прямом воздействии электронного облучения.
Физический метод получения сшитого полиэтилена требует применения аналогичных вспенивающих реагентов, однако сама
реакция плавки гранул при электронном облучении происходит несколько быстрее, чем при обычном химическом способе.
202.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.202
Физическая технология производства вспененного материала реализуется в несколько этапов: сначала выполняется подача
гранулированного сырья в экструдер, где оно плавится, после чего компрессор нагнетает в экструдер газ (как правило, используют
фреон, изобутан, или пропан-бутан), который насыщает полимерную массу, в результате чего происходит её вспенивание.
Конструктивные особенности линии получения биаксиальноориентированной плоской многослойной пленки.
БОПП-плёнка (биаксиально-ориентированная полипропиленовая плёнка) применяется в производстве мягкой упаковки из
полимерной плёнки для пищевых продуктов и товаров для повседневной жизни, этикетки и скотча и т.д.
Технология производства БОПП-плёнки придаёт ей высокую прочность и эластичность, наделяет высокими барьерными
свойства, она устойчива к различным агрессивным средам, инертна и безопасна для человека. Является одним из наиболее
распространённых механических загрязнителей окружающей среды.
БОПП-плёнка может производиться толщиной от 12 до 120 мкм, с шириной рулона от 40 мм до 1500 мм.
Производство многослойной биаксиальноориентированной плоской пленки (БОПП) осуществляется непрерывно методом
соэкструзии нескольких полимеров с последующей ориентацией, термофиксацией и охлаждением пленочного полотна.
Сырьем являются полипропилен и сополимер пропилена с этиленом. Ассортимент выпускаемой продукции: соэкструдированная
прозрачная или непрозрачная, белая и жемчужная пленка с одним или двумя термосвариваемыми слоями для упаковки табачных
изделий, парфюмерии, одежды. Плотность пленки зависит от соотношения компонентов и составляет 0,75−0,91 г/см2.
Дозирование и смешение компонентов.
В процессе получения пленки используются отходы производства в виде регранулята и измельченной пленочной кромки.
Каждый компонент (гомополимер, регранулят, измельченные кромочные отходы и полимерный концентрат) гравиметрическими
дозаторами дозируется в промежуточный бункер и далее через сепаратор металлических частиц транспортируется к бункерусмесителю. Смесь компонентов перемешивается шнеком и подается в загрузочную зону экструзионной системы.
Экструзия основного слоя.
Для экструзии основного слоя пленки используется система экструдеров каскадного типа с максимальной производительностью
2000 кг/ч. В состав системы входят первичный (расплавной) и вторичный (нагнетающий) экструдеры и соединительная линия для
расплава.
203.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.202
Назначение первичного экструдера – обеспечить плавление материалов и предварительную гомогенизацию расплава, вторичный
экструдер окончательно гомогенизирует его по температуре и давлению, дозирует расплав, развивая высокое давление,
необходимое для последующей фильтрации и продавливания расплава через фильеру.
Диаметр шнека первичного экструдера – 175 мм, длина – 21D. Максимальная частота вращения шнека составляет 260 об/мин.
Диаметр шнека вторичного экструдера – 225 мм, длина – 20D. Максимальная частота вращения шнека составляет 100 об/мин.
Цилиндры первичного и вторичного экструдеров имеют шестизонный электрический обогрев ленточными нагревателями и
воздушное охлаждение. Температура по зонам обоих экструдеров поддерживается в пределах 200−270 °С.
Экструдерные головки первичного и вторичного экструдеров и соединительные трубопроводы также имеют электрический
обогрев. Для фильтрации расплава основного слоя используется двухкамерный свечной фильтр.
Экструзия термосвариваемых слоев.
В двух сателлитных экструдерах расплавляется и гомогенизируется сополимер пропилена с этиленом. Экструдеры имеют шнеки
диаметром 75 мм, длиной 33D, приводимые во вращение электродвигателями постоянного тока через редуктор. Частота вращения
шнеков – 15−140 об/мин. Скорость вращения шнеков регулируется автоматически в зависимости от давления расплава.
Каждый сателлитный экструдер имеет четыре зоны электрического обогрева с температурой в пределах 180−270 °С и воздушное
охлаждение каждой зоны обогрева. Загрузочные зоны экструдеров охлаждаются водой, так как сополимер имеет более низкую
температуру плавления и может спекаться.
Формование пленки-заготовки.
Выходящие из литьевой головки три объединенных потока расплава полимеров подаются в виде бесконечной ленты на поливной
барабан диаметром 1750 мм, шириной 1200 мм, имеющий хромированную полированную поверхность, что обеспечивает
гладкость поверхности пленки.
Используется плоскощелевая трехканальная литьевая головка с длинными каналами для истечения расплавов (отношение длины
канала к толщине щели 30−50), что обеспечивает релаксацию напряжений в расплаве и постоянство скорости выхода из щели.
Трехканальная головка имеет следующие характеристики: ширина щели – 912 мм для слоя гомополимера, 798 мм – для слоев
сополимера; зазор выходной щели – 1,7−3,5 мм. Для отсоса горячего воздуха от головки предусмотрена местная вентиляция.
204.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.190
В случае толстых пленок охлаждение менее резкое, иногда даже используется дополнительный прогрев для снижения остаточных
напряжений в пленке. При использовании закалочной ванны температуру в ней необходимо поддерживать постоянной.приемом
полива на холодный барабан. Так производят толстую поливную пленку толщиной 500-600 мкм. Ее подают в систему валков,
вращающихся с различной скоростью, например валков, вращающихся с возрастающей от валка к валку скоростью. Валки
подогревают для разогрева пленки до требуемой температуры (ниже температуры плавления полимера).
В этих условиях пленку вытягивают в продольном направлении с коэффициентом вытяжки от 4:1 до 10:1. После выхода из
валковой машины пленку подают в тентерную раму, которая состоит из двух независимых бесконечных ремней или цепей с
установленными на них клуппами. Клуппы удерживают пленку, так что при движении клуппов вперед пленка вытягивается в
перпендикулярном направлении примерно при тех же степенях вытяжки, что и в продольном.
Пространство внутри тентерной рамы нагревают с точным поддержанием температуры. После тентерной рамы пленку охлаждают
на охлаждающем валке и наматывают. Существует схема с обратной последовательностью процесса, т. е. сначала вдет тентерная
рама, затем валковая машина.
Обе стадии можно проводить и одновременно. Пленку захватывают за кромки при выходе с поливного барабана, и она движется
вперед с возрастающей скоростью, одновременно, растягиваясь в перпендикулярном направлении за счет расходящихся цепей.
Механически этот тип ориентации можно осуществлять с помощью тентерной рамы, в которой клуппы двигаются червяком с
увеличивающимся шагом. Степень поперечной вытяжки определяется, как обычно, углом расхождения цепей, а степень
продольной вытяжки будет зависеть от величины шага червяка.
Как было показано, ориентация может быть достигнута и в рукавном процессе. Расплавленный полимер экструдируют из
кольцевой головки и охлаждают в форме рукава. Толщина стенки рукава определяется • частично величиной щели кольцевой головки, а частично соотношением скоростей экструзии и приемки. Рукав проходит через медленно вращающиеся прижимные
валки и снова нагревается до однородной температуры. Поперечной вытяжки достигачхг за счет увеличения давления воздуха в
рукаве, подгоняя коэффициент вытяжки регулировкой объема поданного внутрь воздуха. Воздух удерживается посредством
зажимных валков в конце раздува рукава; эти валки вращаются быстрее первой пары, вытягивая пленку в продольном
направлении. Рукавный процесс — это тоже способ одновременной продольной и поперечной ориентации.
205.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.186
Основные параметры процесса синтеза полиэтилена высокого давления.
ПЭНП (полиэтилен низкой плотности) представляет собой термопластичный материал, исходным мономером
(низкомолекулярное вещество, образующее полимер в реакции полимеризации) для получения которого является этилен.
Производство полиэтилена высокого давления сопровождается повышением температуры до 300ºС и давлением до 1000-3500
кгс/см2. Инициаторами процесса полимеризации могут выступать кислород или органические перекиси.
Физические свойства полиэтилена.
Полимеризованный этилен обладает большой термопластичностью. Тонкие пласты полимера целиком прозрачны, а при
обыкновенных условиях – это белая масса, стойкая как к химическим воздействиям, так и к пониженным температурам.
Полиэтилен не проводит электрический ток, амортизирует удары и при нагревании до восьмидесяти градусов Цельсия становится
мягким, пластичным.
Химические свойства ПЭНП. Для данного полимера характерна значительная стойкость к следующим агрессивным средам:
кислотам (в том числе концентрированным плавиковой и соляной); щелочам; водным растворам различных веществ.
Производится два типа полиэтилена: высокого давления (имеет низкую плотность, примерно 900-930 кг/м ) – ПЭВД –
изготавливается при высоком давлении; низкого давления – ПЭНД – соответственно производится при низком давлении (от 940
до 960 кг/м ).
В зависимости от условий полимеризации (температуры, давления) получают гранулы полиэтилена с различными химическими и
физическими свойствами.
Первый вид гранулированного полиэтилена - полиэтилен высокого давления (ПВД). Это гранулы, изготовленные при высоком
давлении (1000-3500 кгс/см2), имеют меньшую плотность (0,900-930 г/см3).
Температура хрупкости до -120 ⁰С. Обладает малым водопоглощением (около 0,02 % за месяц) и высокой пластичностью.
В зависимости от разновидности ПЭВД и его назначения способы обработки полимера могут быть различными:
− литьём под давлением производятся изделия:
− хозяйственного и общего назначения, в том числе контактирующие с продуктами питания
− крупно- и малогабаритные изделия с толщиной стенки 0,5-3мм, а также фитинги для труб
206.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
−
Стр.187
трубы (напорные и безнапорные), фитинги, оболочки (изоляции) проводов и кабелей, плёнки (термоусадочная,
упаковочная, общего и специального назначения, покрытия, наносимые на ткани и бумагу, профильно-погонажные
изделия
− прессованием изготавливают изделия, имеющие техническое назначение:
− фитинги
− листы,
− плиты
− выдувное формование применяют для изготовления:
− пластиковых бутылок, сосудов, ёмкостей, объёмом 10-30дм3, в том числе контактирующих с пищевыми продуктами;
заливку используют для заполнения отдельных деталей электрооборудования; напылением формируются специальные
покрытия на изделиях разного рода;
− ротационным формованием изготавливаются изделия, объёмом до 200дм3, применяемые в технических целях.
Пленка, изготовленная из гранул ПЭВД, тактильно имеет некоторое сходство с воском, относительно прозрачна, легко
растягивается, обладает большим количеством поперечных связей, менее кристаллична, полимерные цепи более короткие,
плавится при сравнительно низкой температуре (103-110°C).
Второй тип гранул, используемых для производства пленки – гранулы полиэтилена низкого давления (ПНД).
Здесь полимеризация этилена происходит в условиях более низкого давления (всего 1-5 кг/см2). Плотность получаемого вещества
выше (0,945 г/см3). Полимерные цепи длинные, гранула более кристаллична и, как следствие, менее прозрачна.
Плавится при температуре плавления (120 – 150 °C) на 20-30°С выше, нежели ПВД.
Как следствие, энергозатраты при плавлении более высокие, но зато и при эксплуатации такая пленка способна выдерживать, не
разрушаясь, более высокую температуру.
Структура ПНД позволяет экструдировать (выдувать) пленку намного меньшей толщины. Температура длительного
использования 40 – 50 °C. Морозостойкость до - 70 °C.
207.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.188
Требования ГОСТ 16338-85 к полиэтилену низкого давления (ПНД).
− изготовление должно соответствовать требованиям настоящего стандарта по технологическому регламенту
− в зависимости от марки, выпускать в виде порошка или гранул
− гранулы одной партии должны иметь одинаковую форму и размер
− не допускается использовать разный цвет гранул в одной партии
Формы выпуска ПНД имеют несколько видов:
− выдувной – используется для производства бутылок или иной тары любых размеров
− литьевой – используется в основном для отлития под давлением различных деталей
− пленочный – имеет широкое применение, за счёт того, что имеет отличную текучесть расплава, используется для производства
различных плёнок.
− трубный – наиболее твёрдый, прочный, имеет в своём составе специальные добавки, которые повышают термоустойчивость.
Преимущества и недостатки ПНД.
К преимуществам ПНД можно отнести следующие параметры:
− высокая прочность и твёрдость;
− высокая износостойкость;
− нетоксичный материал;
− безопасность использования;
− на материал не воздействуют агрессивные среды (кислая, щелочная);
− стойкость к радиации;
− материалу не страшны микроорганизмы, которые могут воздействовать на него.
К недостаткам относятся:
− возможность плавления при высоких температурах;
− при воздействии солнечных лучей или ультрафиолетового излучения возможна деформация материала или полная потеря
пригодности.
208.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.189
Разновидности полиэтилена.
− ПНД (полиэтилен низкого давления).
− ПВД (полиэтилен высокого давления).
− ПЭСД (полиэтилен среднего давления).
− ПЭСП (линейный полиэтилен средней плотности).
− ЛПЭНП (линейный полиэтилен низкой плотности).
− VLDPE (полиэтилен очень низкой плотности).
− ВМПЭ (высокомолекулярный полиэтилен).
− PEX (сшитый полиэтилен).
− MPE (металлоценовый линейный полиэтилен низкой плотности).
Производство полиэтилена при низком давлении.
Половина из всех производимых в мире полиэтиленов приходится на ПЭВП, получаемого при низком давлении.
В настоящее время для производства ПЭВП используют два основных метода — суспензионный и газофазный.
Суспензионный метод полимеризации ведется в присутствии катализаторов металлоорганических соединений, состоящих из
четыреххлористого титана и алкилов алюминия (триэтил- и триизобутилалюминия, диэтилалюминийхлорида).
Они образуются при слиянии компонентов растворов (в алифатических, ароматических и циклоалифатических углеводородах).
Присутствие влаги и воздуха способствуют разрушению катализатора и даже его загоранию. Смешивание компонентов
сопровождается химическими реакциями, одна из которых приводит к восстановлению четыреххлористого титана до
треххлористого титана за счет взаимодействия с димером триалкилалюминия по уравнению: А12(С2Н5)6 + TiCl4 →
A12C12(C2H5)4 + TiCl2(C2H5)2TiCl2(C2H5)2 + TiCl4 → 2TiCl3C2H5 (3.11)2TiCl3C2H5 → 2TiCl3 + C4H10
Условия процесса.
ПЭВП при низком давлении по суспензионному методу получают полимеризацией этилена в органическом растворителе
непрерывным методом при давлении 0,15-0,5 МПа и температуре 70-80 ºС в присутствии катализаторов Циглера-Натты до
степени конверсии этилена 98%.
209.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.189
Скорость полимеризации этилена и свойства получаемого ПЭ зависят от концентрации и активности катализатора, температуры и
давления процесса.
Оптимальная температура полимеризации 70-80 °С, при дальнейшем ее повышении резко снижается скорость процесса из-за
разложения катализатора. Увеличение давления выше 0,5 МПа приводит к значительному ускорению процесса, что затрудняет
теплосъем и поддержание заданного режима.
По газофазному методу полимеризацию этилена проводят в газовой фазе при низком давлении с использованием
металлорганических катализаторов на носителях. Наиболее часто применяют катализаторов на основе соединений хрома,
например, хромтитанфторсодержащий катализатор, получаемый последовательным нанесением на пористый порошкообразный
силикагель триоксида хрома, тетраизопропоксититана и кремнефторида алюминия с последующим прокаливанием на воздухе
при 750-850 ºС.
Выход полимера с 1 г катализатора (при температуре полимеризации 85-95 ºС, давлении 2,15 МПа) составляет от 2,2 до 20 кг.
Процесс полимеризации ведут при температуре 90-115 °С, давлении 2,1 МПа, расходе циркуляционного газа 475 х 103 – 624 х 103
кг/ч до степени конверсии этилена 97%.
Особенности полимеризации при низком давлении.
Особенностью полимеризации этилена при низком давлении является образование полимера в присутствии катализаторов,
активность которых зависит от мольного соотношения триэтилалюминия и четыреххлористого титана. Выбор мольного
соотношения компонентов катализатора определяется требованиями, предъявляемыми к физико-механическим свойствам
полимера. Для получения ПЭ с молекулярной массой 70 000-350 000, который может перерабатываться методами экструзии и
литья под давлением при 200-260 °С, соотношение триэтилалюминия и четыреххлористого титана должно находиться в пределах
от 1:1 до 1:2. При отношении выше 1:1 получается ПЭ, с трудом подвергающийся экструзии, а при отношениях ниже 1:2 ПЭ
становится низкомолекулярным.
Полимеризация этилена в присутствии катализаторов Циглера-Натты, несмотря на ряд положительных сторон, все же обладает
существенными недостатками:
− огнеопасность
210.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.186
В зависимости от условий полимеризации (температуры, давления) получают гранулы полиэтилена с различными химическими и
физическими свойствами.
Первый вид гранулированного полиэтилена - полиэтилен высокого давления (ПВД). Это гранулы, изготовленные при высоком
давлении (1000-3000 кг/см2), имеют меньшую плотность (около 0,925 г/см3).
Температура хрупкости до -120 ⁰С. Обладает малым водопоглощением (около 0,02 % за месяц) и высокой пластичностью.
В зависимости от разновидности ПЭВД и его назначения способы обработки полимера могут быть различными:
− литьём под давлением производятся изделия:
− хозяйственного и общего назначения, в том числе контактирующие с продуктами питания
− крупно- и малогабаритные изделия с толщиной стенки 0,5-3мм, а также фитинги для труб
− трубы (напорные и безнапорные), фитинги, оболочки (изоляции) проводов и кабелей, плёнки (термоусадочная,
упаковочная, общего и специального назначения, покрытия, наносимые на ткани и бумагу, профильно-погонажные
изделия
− прессованием изготавливают изделия, имеющие техническое назначение:
− фитинги
− листы,
− плиты
− выдувное формование применяют для изготовления:
− пластиковых бутылок, сосудов, ёмкостей, объёмом 10-30дм3, в том числе контактирующих с пищевыми продуктами;
заливку используют для заполнения отдельных деталей электрооборудования; напылением формируются специальные
покрытия на изделиях разного рода;
− ротационным формованием изготавливаются изделия, объёмом до 200дм3, применяемые в технических целях.
Пленка, изготовленная из гранул ПЭВД, тактильно имеет некоторое сходство с воском, относительно прозрачна, легко
растягивается, обладает большим количеством поперечных связей, менее кристаллична, полимерные цепи более короткие,
плавится при сравнительно низкой температуре (103-110°C).
211.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.186
Термоусадочная пленка.
К производству термоусадочной пленки проявляется не только в качестве упаковочного материала, но также применяется в
электротехнических устройствах, трубопроводной технологии, транспортном машиностроении для создания эффективных
герметизирующих, изолирующих и иных защитных соединений. Известны примеры использования подобных изделий в
медицине.
Эффект, как уже рассматривалось выше, состоит в формировании изделия в таких температурных условиях и, следовательно, в
таком физическом состоянии полимера, когда в нем «замораживается» несвойственная ему и соответственно являющаяся
временной, условно говоря, вынужденная надмолекулярная организация.
Например, в кристаллическом полимере, для которого в равновесном состоянии характерна пачечно-фибриллярная физическая
организация, сформирована и «заморожена» структура макроцепей с вытянутыми сегментами при сохранении ими, цепями,
неизменными положений их концов.
Подобная несвойственная данному полимеру физическая структура преобразуется в структуру кристаллическую, например в
пачечную (макромолекулы аморфных полимеров не располагаются хаотически, а образуют упорядоченные ассоциаты — пачки
цепей, являющиеся первичными надмолекулярными структурными образованиями) или пачечно-фибриллярную (выстроенные
рядами полые пирамидальные кристаллические пластинки), как только изменяются внешние условия, «замороженность»
прекратится, а макромолекулярная или сегментальная подвижность восстановится.
Нагрев таких изделий до температуры «размораживания» приводит к их геометрическому изменению, называемому
термоусадкой.
Вытягивание фрагментов макромолекул по вектору деформирования, т. е. их ориентация, сопровождается повышением прочности
полимера в направлении вектора ориентации. Для пленок эта ориентация может достигаться в продольном, осевом, или в
радиальном, поперечном, направлении, или одновременно в продольном и поперечном направлениях, как это происходит с
пленками, получаемыми по описанной ранее технологии раздува с одновременным отводом рукава.
Варьируя температуру, при которой в полимере развиваются ориентационные процессы, можно получать пленки
ориентированные, но практически не термоусаживаемые.
212.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.187
Чем ближе температура процесса ориентации к температуре плавления полимера, тем меньше эффект термоусадочности.
С возрастанием степени раздува значения продольной и поперечной термоусадки сближаются. Из рабочих параметров на процесс
продольной и поперечной вытяжки и соответственно термоусадки влияют зазор формующей щели, температура переработки и
толщина пленки.
Увеличение зазора формующей щели вызывает увеличение степени вытяжки и тем
самым степени продольной усадки. При этом уменьшается ориентация макромолекулярных
цепей в самом канале формующего инструмента, что приводит к незначительному снижению
продольной усадки и увеличению усадки в поперечном направлении.
Повышение температуры переработки приводит к снижению показателей усадки
в обоих направлениях. Это связано с увеличением подвижности макромолекул полимера,
и, как следствие, уменьшением времени релаксации (перестройки структуры
ориентированной пленки). Ориентированные макромолекулярные цепи или их фрагменты
успевают принять свою исходную структуру до того, как температура пленки станет ниже
температуры размягчения Тр полимера.
Толщина пленки на степень вытяжки влияет отрицательно. Поэтому степень вытяжки
с увеличением толщины падает (при прочих равных условиях), как следствие,
Схема двух крайних форм рукава:
уменьшается и продольная усадка.
I – плавное расширение;
Форма раздуваемого рукава также оказывает существенное влияние на термоусадку,
II – грибовидное расширение
причем в большей степени на ее поперечную составляющую.
Возможны две крайние формы рукава − плавная и грибовидная.
Последняя является предпочтительной, так как позволяет разделить процессы продольной и поперечной вытяжки, а значит,
позволяет их регулировать.
До линии а-а осуществляется продольное ориентирование макромолекулярной организации, выше – ориентирование поперечное.
213.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.188
Соотношение длин «ножки» и «шляпки» регулируется скоростью отвода рукава, высотой линии
кристаллизации, количеством и направлением потоков охлаждающего воздуха, и, наконец,
вращением конструктивных фрагментов формующей головки.
Значение термоусадки, т. е. процесса, обратного раздувке, зависит от температуры процесса.
Установлено, что для полиэтилена низкой плотности (ПЭНП) термоусадка происходит в узком
интервале температур (106 − 121 °С), при этом раздув полностью компенсируется (усадка 100 %)
при температуре 117 °С.
Если необходимо получить минимальную силу усадки, то процесс ведут в нижней части
температурного диапазона, при необходимости максимальной величины усадки — в средней.
Для изготовления термоусадочной пленки из полиэтилена используют следующие марки ПЭНП:
15313-003; 17501-006 и 15813-020. Две первые марки предпочтительнее, поскольку их более
Низкий показатель текучести расплава (ПТР) (0,3 и 0,6 г/10 мин) свидетельствует о большем
значении средней молекулярной массы полимера и, следовательно, возможности достижения
Схема двух крайних форм рукава:
большей степени вытяжки и ориентации.
I – плавное расширение;
Дефекты экструдированных пленок.
II – грибовидное расширение
При получении рукавных пленок могут возникать отклонения от технологического режима,
приводящие к проявлению у изделия различных дефектов. Самые общие разновидности дефектов, наиболее вероятные причины
их возникновения и рекомендуемые действия по устранению, основанные на практическом опыте предприятий-производителей,
приведены в таблице.
214.
РАЗДЕЛ ПЯТЫЙ.Современные методы переработки полимерных материалов. Экструзия. Литье под давлением.
Стр.188
Сущность технологии и процесс азотирования стали.
Азотирование стали – это применяемый в промышленности термо-химический процесс получения укрепленного поверхностного
слоя деталей из металла путем насыщения их поверхности атомами азота при диффундировании этих атомов в кристаллическую
решетку.
Азотирование металла по сути – это термическая обработка изделий в среде, которую постоянно насыщают аммиаком. Для этого
предусмотрена специальная герметичная камера-печь.
На поверхности стального изделия после проведения обработки наблюдаются такие изменения:
− показатель износостойкости увеличивается за счет повышения прочности верхнего слоя;
− металл становится менее подверженным усталости;
− возрастает устойчивость к деструктивным коррозионным воздействиям, что эффективно проявляется даже при
соприкосновении с агрессивной коррозионной средой.
Самое ценное, что происходит при азотировании стали, – приобретенные качества твердости имеют высокие показатели
стабильности. Так, можно сказать о сохранении поверхностной твердости изделием, которое после азотирования подвергли
нагреву до 600 градусов по Цельсию. Такого результата невозможно достичь при обыкновенной цементации, где наблюдается
постепенное снижение твердости при нагреве более 225 градусов по Цельсию.
Если взять начальные характеристики прочности, полученные путем цементации или закалки, и сравнить их с характеристиками
прочности после азотации, то последний вариант будет превосходить их в 1.5–2 раза.
Для того чтобы проводить процессы азотирования стали, необходима специальная муфельная печь с герметически
закрывающейся дверцей и возможностью создавать внутри температуру 600–500 градусов по Цельсию. Когда поверхность
помещенной в печь заготовки достигнет этой температуры, некоторое время ее поддерживают при таком нагреве. Затем в камеру
начинают подавать аммиак (2NH₃), закачивая его под давлением. При повышенной температуре происходит распад аммиака на
такие компоненты, как 2N и 6H. Высвободившиеся атомы азота начинают диффундировать в сталь и образовывать в
поверхностном слое так называемые нитриды. Именно эти вещества, обладая высокой степенью твердости, усиливают металл,
покрывая последний слой азотом.