 industry
industrySimilar presentations:










Исследование режимов обработки анизотропной электротехнической стали в условиях ЦДС ПАО «НЛМК»
1.
ФГБОУ ВО «Липецкий государственный технический университет»ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА МАГИСТРА
Исследование режимов обработки
анизотропной электротехнической
стали в условиях ЦДС ПАО «НЛМК»
Выполнил
студент группы М-ОД-22-1
Попов Виталий Андреевич
Научный руководитель
к.т.н., доцент Бобков Е. Б.
2.
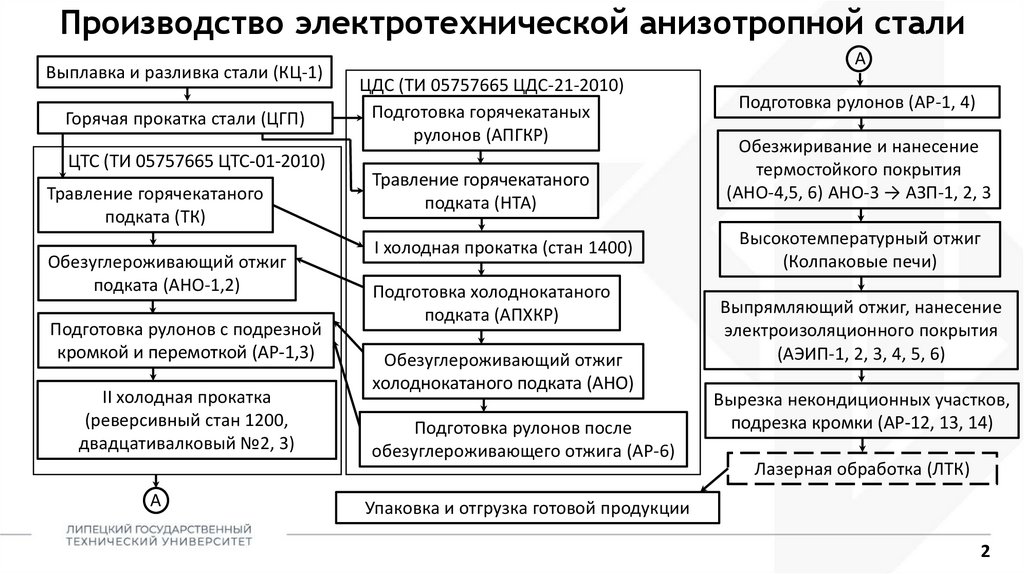
Производство электротехнической анизотропной сталиВыплавка и разливка стали (КЦ-1)
Горячая прокатка стали (ЦГП)
ЦТС (ТИ 05757665 ЦТС-01-2010)
Травление горячекатаного
подката (ТК)
Обезуглероживающий отжиг
подката (АНО-1,2)
Подготовка рулонов с подрезной
кромкой и перемоткой (АР-1,3)
II холодная прокатка
(реверсивный стан 1200,
двадцативалковый №2, 3)
А
А
ЦДС (ТИ 05757665 ЦДС-21-2010)
Подготовка горячекатаных
рулонов (АПГКР)
Травление горячекатаного
подката (НТА)
I холодная прокатка (стан 1400)
Подготовка холоднокатаного
подката (АПХКР)
Обезуглероживающий отжиг
холоднокатаного подката (АНО)
Подготовка рулонов после
обезуглероживающего отжига (АР-6)
Подготовка рулонов (АР-1, 4)
Обезжиривание и нанесение
термостойкого покрытия
(АНО-4,5, 6) АНО-3 → АЗП-1, 2, 3
Высокотемпературный отжиг
(Колпаковые печи)
Выпрямляющий отжиг, нанесение
электроизоляционного покрытия
(АЭИП-1, 2, 3, 4, 5, 6)
Вырезка некондиционных участков,
подрезка кромки (АР-12, 13, 14)
Лазерная обработка (ЛТК)
Упаковка и отгрузка готовой продукции
2
3.
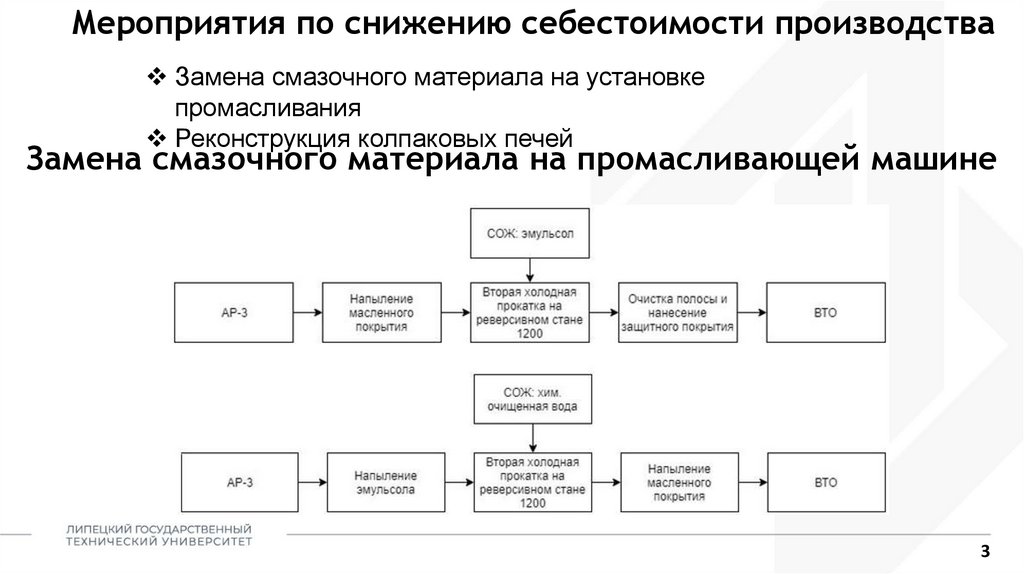
Мероприятия по снижению себестоимости производстваЗамена смазочного материала на установке
промасливания
Реконструкция колпаковых печей
Замена смазочного материала на промасливающей машине
3
4.
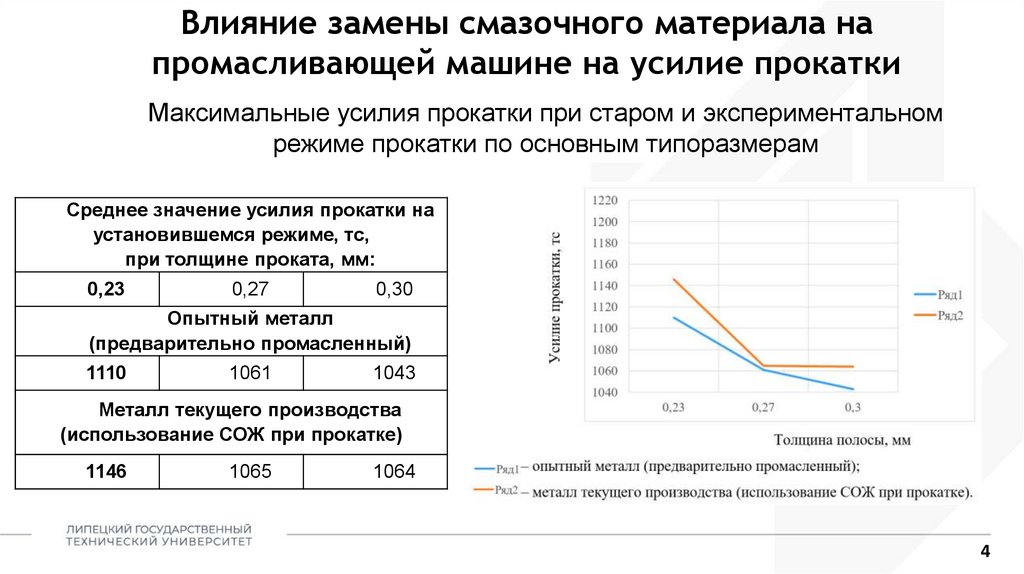
Влияние замены смазочного материала напромасливающей машине на усилие прокатки
Максимальные усилия прокатки при старом и экспериментальном
режиме прокатки по основным типоразмерам
Среднее значение усилия прокатки на
установившемся режиме, тс,
при толщине проката, мм:
0,23
0,27
0,30
Опытный металл
(предварительно промасленный)
1110
1061
1043
Металл текущего производства
(использование СОЖ при прокатке)
1146
1065
1064
4
5.
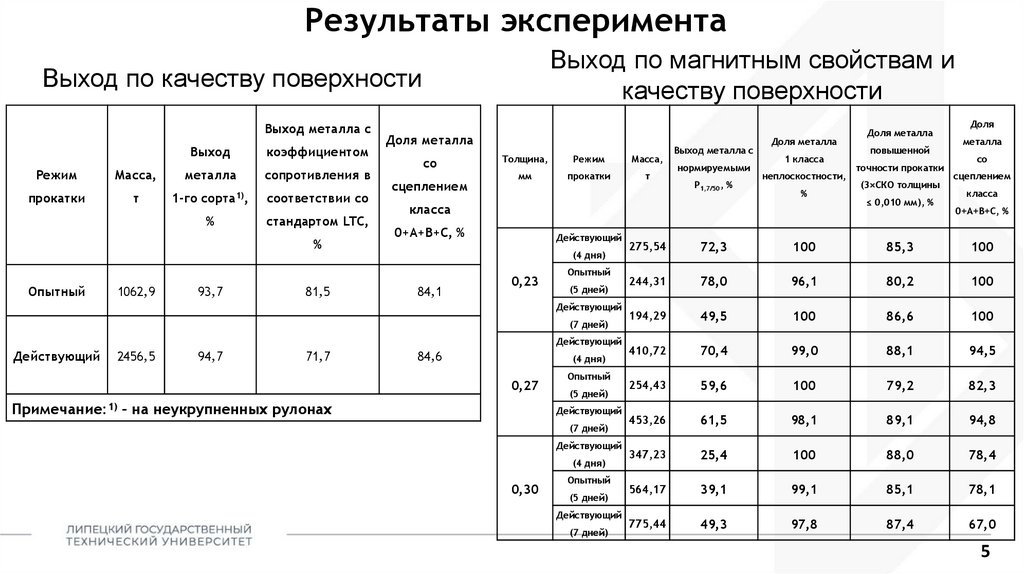
Результаты экспериментаВыход по магнитным свойствам и
качеству поверхности
Выход по качеству поверхности
Выход металла с
Выход
коэффициентом
Режим
Масса,
металла
сопротивления в
прокатки
т
1-го сорта1),
соответствии со
%
стандартом LTC,
%
Опытный
1062,9
93,7
81,5
Доля металла
со
сцеплением
Толщина,
Режим
Масса,
мм
прокатки
т
0+A+B+C, %
Действующий
(4 дня)
84,1
0,23
Опытный
(5 дней)
(7 дней)
Действующий
2456,5
94,7
71,7
нормируемыми
Р1,7/50, %
Доля металла
1 класса
неплоскостности,
%
класса
Действующий
Действующий
Выход металла с
84,6
(4 дня)
0,27
Примечание:1) – на неукрупненных рулонах
Опытный
(5 дней)
Действующий
(7 дней)
Действующий
(4 дня)
0,30
Опытный
(5 дней)
Действующий
(7 дней)
Доля металла
повышенной
точности прокатки
(3×СКО толщины
≤ 0,010 мм), %
Доля
металла
со
сцеплением
класса
0+A+B+C, %
275,54
72,3
100
85,3
100
244,31
78,0
96,1
80,2
100
194,29
49,5
100
86,6
100
410,72
70,4
99,0
88,1
94,5
254,43
59,6
100
79,2
82,3
453,26
61,5
98,1
89,1
94,8
347,23
25,4
100
88,0
78,4
564,17
39,1
99,1
85,1
78,1
775,44
49,3
97,8
87,4
67,0
5
6.
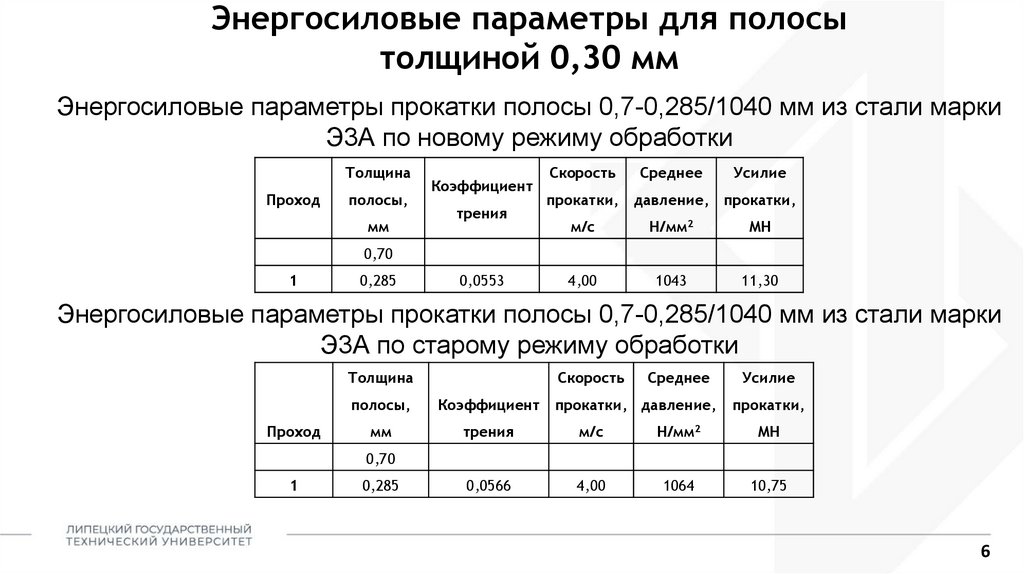
Энергосиловые параметры для полосытолщиной 0,30 мм
Энергосиловые параметры прокатки полосы 0,7-0,285/1040 мм из стали марки
Э3А по новому режиму обработки
Толщина
Проход
полосы,
мм
Коэффициент
трения
Скорость
Среднее
Усилие
прокатки, давление, прокатки,
м/с
Н/мм2
МН
4,00
1043
11,30
0,70
1
0,285
0,0553
Энергосиловые параметры прокатки полосы 0,7-0,285/1040 мм из стали марки
Э3А по старому режиму обработки
Толщина
Проход
Скорость
Среднее
Усилие
прокатки, давление,
прокатки,
полосы,
Коэффициент
мм
трения
м/с
Н/мм2
МН
0,0566
4,00
1064
10,75
0,70
1
0,285
6
7.
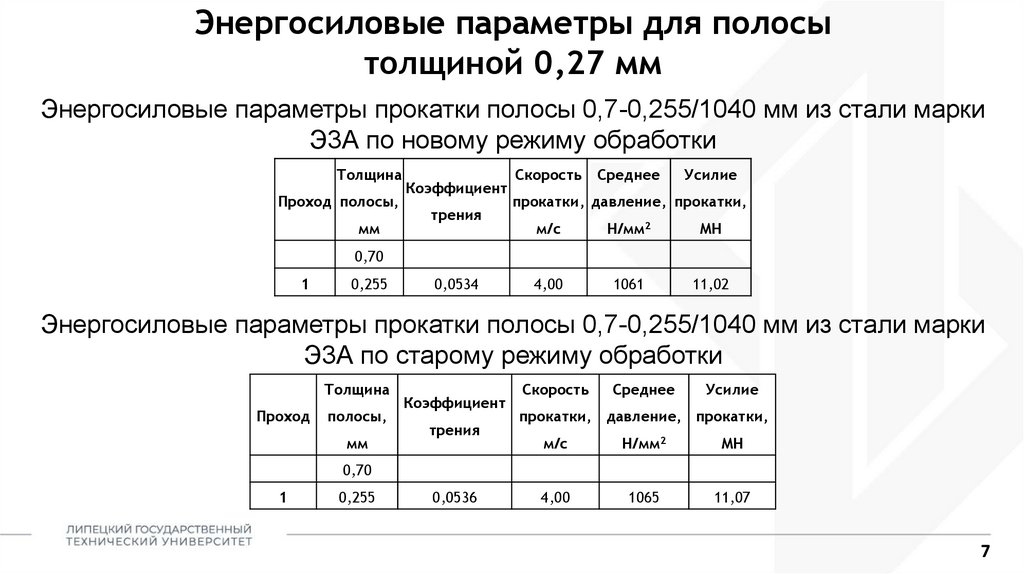
Энергосиловые параметры для полосытолщиной 0,27 мм
Энергосиловые параметры прокатки полосы 0,7-0,255/1040 мм из стали марки
Э3А по новому режиму обработки
Толщина
Проход полосы,
мм
Коэффициент
трения
Скорость
Среднее
Усилие
прокатки, давление, прокатки,
м/с
Н/мм2
МН
4,00
1061
11,02
0,70
1
0,255
0,0534
Энергосиловые параметры прокатки полосы 0,7-0,255/1040 мм из стали марки
Э3А по старому режиму обработки
Толщина
Проход
полосы,
мм
Коэффициент
трения
Скорость
Среднее
Усилие
прокатки, давление, прокатки,
м/с
Н/мм2
МН
4,00
1065
11,07
0,70
1
0,255
0,0536
7
8.
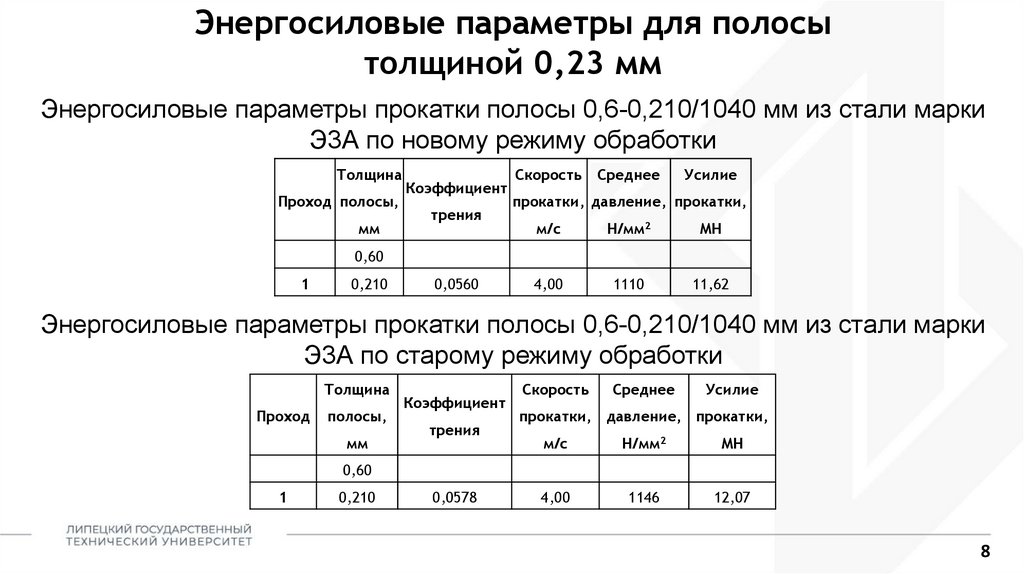
Энергосиловые параметры для полосытолщиной 0,23 мм
Энергосиловые параметры прокатки полосы 0,6-0,210/1040 мм из стали марки
Э3А по новому режиму обработки
Толщина
Проход полосы,
мм
Коэффициент
трения
Скорость
Среднее
Усилие
прокатки, давление, прокатки,
м/с
Н/мм2
МН
4,00
1110
11,62
0,60
1
0,210
0,0560
Энергосиловые параметры прокатки полосы 0,6-0,210/1040 мм из стали марки
Э3А по старому режиму обработки
Толщина
Проход
полосы,
мм
Коэффициент
трения
Скорость
Среднее
Усилие
прокатки, давление, прокатки,
м/с
Н/мм2
МН
4,00
1146
12,07
0,60
1
0,210
0,0578
8
9.
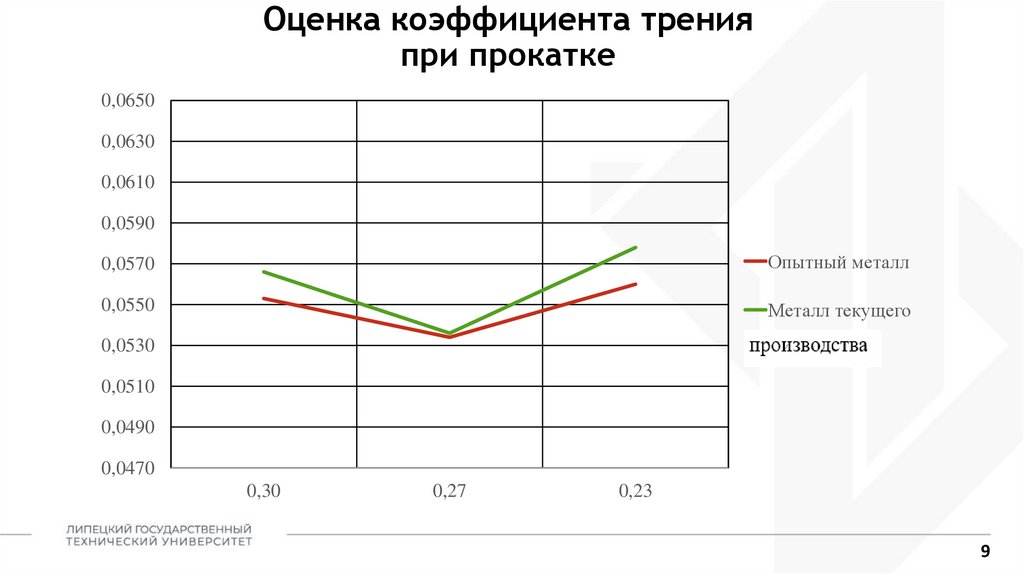
Оценка коэффициента тренияпри прокатке
0,0650
0,0630
0,0610
0,0590
0,0570
Опытный металл
0,0550
Металл текущего
произвотства
0,0530
0,0510
0,0490
0,0470
0,30
0,27
0,23
9
10.
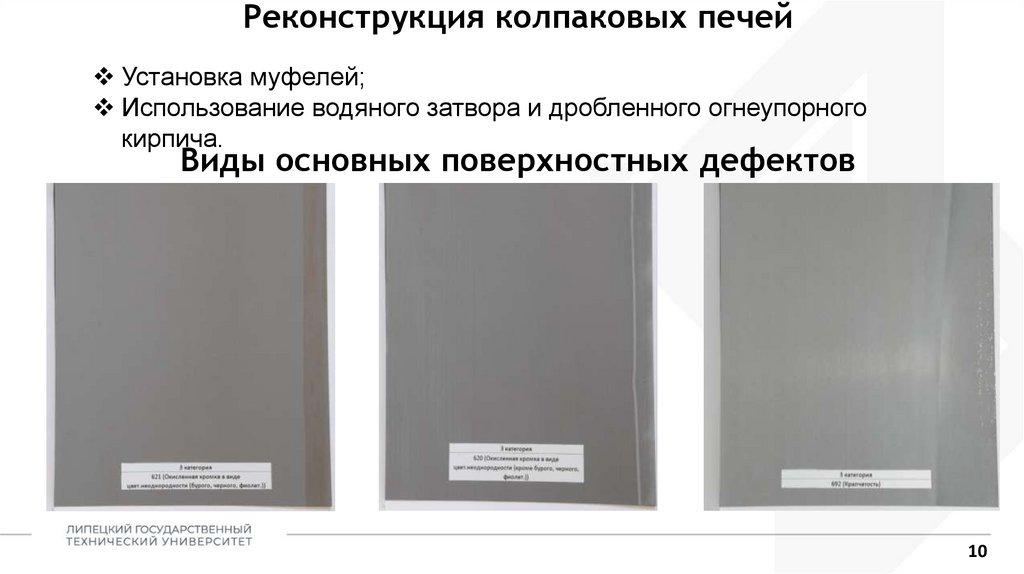
Реконструкция колпаковых печейУстановка муфелей;
Использование водяного затвора и дробленного огнеупорного
кирпича.
Виды основных поверхностных дефектов
10
11.
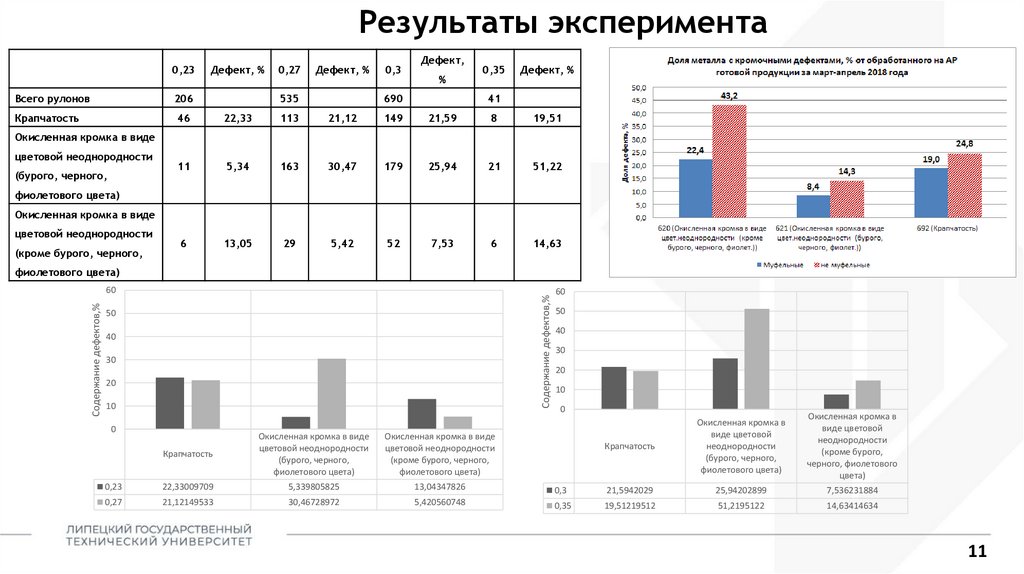
Результаты эксперимента0,23
Дефект, %
0,27
Дефект, %
535
0,3
Дефект,
%
690
0,35
Дефект, %
Всего рулонов
206
41
Крапчатость
46
22,33
113
21,12
149
21,59
8
19,51
11
5,34
163
30,47
179
25,94
21
51,22
6
13,05
29
5,42
52
7,53
6
14,63
Окисленная кромка в виде
цветовой неоднородности
(бурого, черного,
фиолетового цвета)
Окисленная кромка в виде
цветовой неоднородности
(кроме бурого, черного,
фиолетового цвета)
Содержание дефектов,%
Содержание дефектов,%
60
50
40
30
20
10
0
60
50
40
30
20
10
0
Крапчатость
Окисленная кромка в
виде цветовой
неоднородности
(бурого, черного,
фиолетового цвета)
Окисленная кромка в
виде цветовой
неоднородности
(кроме бурого,
черного, фиолетового
цвета)
Крапчатость
Окисленная кромка в виде
цветовой неоднородности
(бурого, черного,
фиолетового цвета)
Окисленная кромка в виде
цветовой неоднородности
(кроме бурого, черного,
фиолетового цвета)
0,23
22,33009709
5,339805825
13,04347826
0,3
21,5942029
25,94202899
7,536231884
0,27
21,12149533
30,46728972
5,420560748
0,35
19,51219512
51,2195122
14,63414634
11
12.
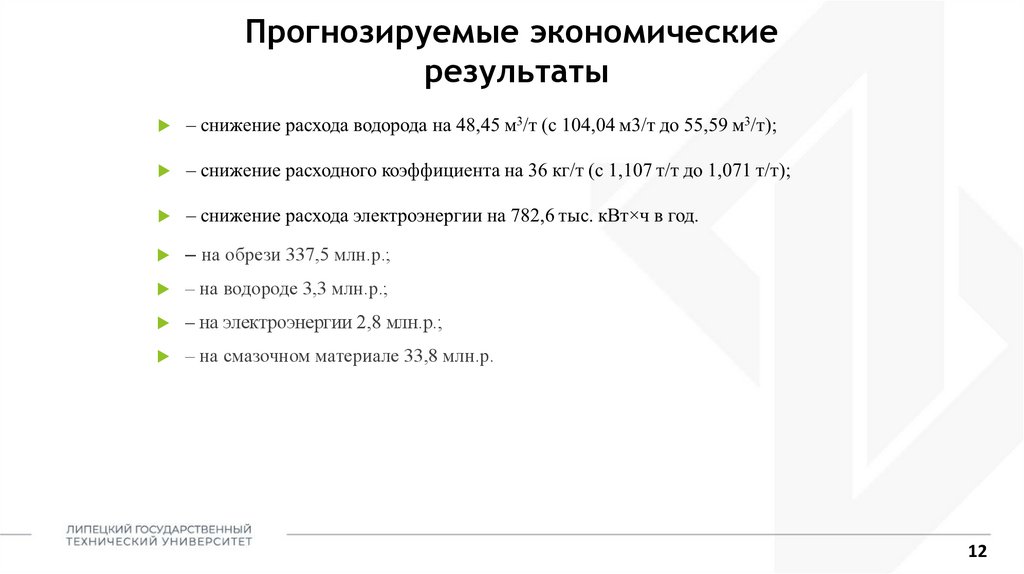
Прогнозируемые экономическиерезультаты
‒ на обрези 337,5 млн.р.;
‒ на водороде 3,3 млн.р.;
‒ на электроэнергии 2,8 млн.р.;
‒ на смазочном материале 33,8 млн.р.
12