








 industry
industrySimilar presentations:









")
ПЭР: Настройка клетей черновой группы НШС 2000 после перевалки при производстве стали марки 1211 в ПАО «НЛМК»
1. Тема ПЭР: Настройка клетей черновой группы НШС 2000 после перевалки при производстве стали марки 1211 в ПАО «НЛМК»»
Руководитель: Черников Р.Г.Студент Акулов И.Д.
2. Цели и задачи
Цели ПЭР:Описать настройку клетей черновой группы
НШС 2000 после перевалки при производстве
стали марки 1211 в ПАО «НЛМК»
Задачи:
1) Технология производства ПАО «НЛМК»
2) Назначение и состав оборудования
черновой группы клетей
3) Технология прокатки стали марки 1211
4) Запуск и настройка на параллельность
рабочих валков клети №5
5) Технология настройки клетей черновой
группы НШС 2000 после перевалки
3. Общая схема производства ПАО «НЛМК»
4. Состав цеха горячего проката
5. Нагрев металла
по позиции № 1 подпозиции №101 (Т5 = от 970 до 1010 °C).Нагрев металла в печи с шагающими балками
Нагрев металла
6.
Рольгангом выдачи сляб транспортируется в вертикальную клеть, где происходит боковоеобжатие и взрыхление окалины, которая удаляется гидросбивом окалины №1,
установленным за вертикальной клетью.
7.
• Универсальные 4-х валковые клети № 2 - 5 имеют в составе вертикальные и горизонтальныевалки. Вертикальные валки предназначены для обжатия раската по ширине при прокатке.
Горизонтальные – по толщине.
• Толщина раската после выхода из пятой клети составила 41 мм.
• Температура раската после пятой клети черновой группы составила (Т5 = 1250 ÷ 1270°C).
8. Устройство экранирования
Состоит из теплоаккумулирующих экранов ипредназначено для :
- сокращения тепловых потерь раската
- получения равномерных механических
свойств по длине полосы
- снижения нагрузок в первых клетях чистовой
группы за счет сохранения температуры
заднего конца.
9.
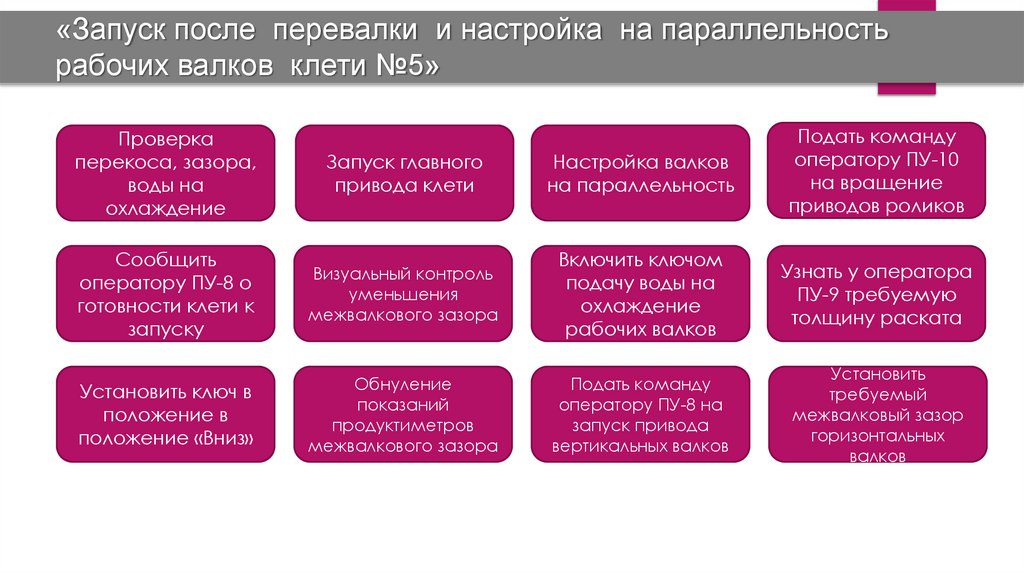
«Запуск после перевалки и настройка на параллельностьрабочих валков клети №5»
Проверка
перекоса, зазора,
воды на
охлаждение
Запуск главного
привода клети
Настройка валков
на параллельность
Подать команду
оператору ПУ-10
на вращение
приводов роликов
Сообщить
оператору ПУ-8 о
готовности клети к
запуску
Визуальный контроль
уменьшения
межвалкового зазора
Включить ключом
подачу воды на
охлаждение
рабочих валков
Узнать у оператора
ПУ-9 требуемую
толщину раската
Установить ключ в
положение в
положение «Вниз»
Обнуление
показаний
продуктиметров
межвалкового зазора
Подать команду
оператору ПУ-8 на
запуск привода
вертикальных валков
Установить
требуемый
межвалковый зазор
горизонтальных
валков
10.
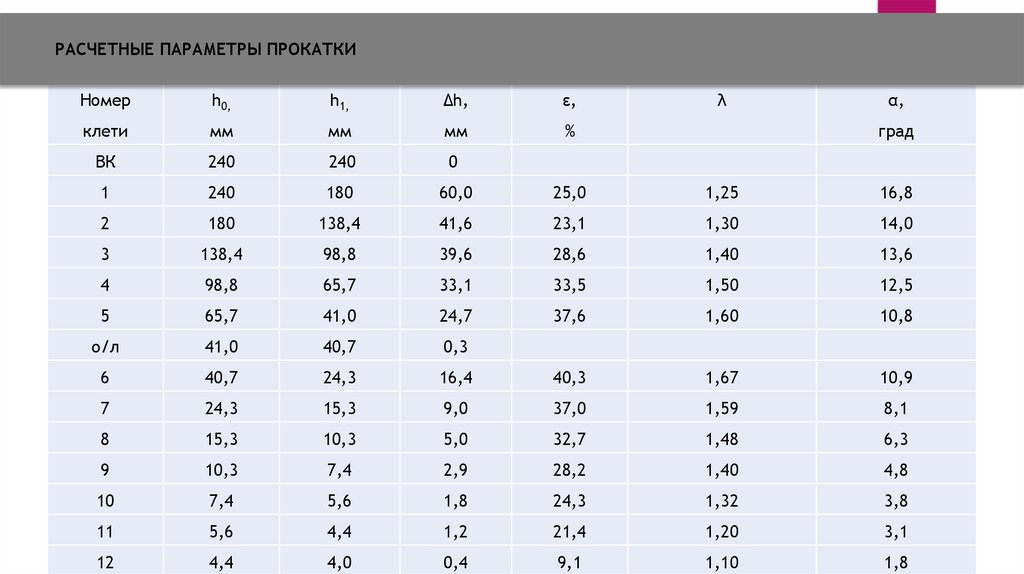
РАСЧЕТНЫЕ ПАРАМЕТРЫ ПРОКАТКИНомер
h0,
h1,
∆h,
ε,
λ
α,
клети
мм
мм
мм
%
ВК
240
240
0
1
240
180
60,0
25,0
1,25
16,8
2
180
138,4
41,6
23,1
1,30
14,0
3
138,4
98,8
39,6
28,6
1,40
13,6
4
98,8
65,7
33,1
33,5
1,50
12,5
5
65,7
41,0
24,7
37,6
1,60
10,8
о/л
41,0
40,7
0,3
6
40,7
24,3
16,4
40,3
1,67
10,9
7
24,3
15,3
9,0
37,0
1,59
8,1
8
15,3
10,3
5,0
32,7
1,48
6,3
9
10,3
7,4
2,9
28,2
1,40
4,8
10
7,4
5,6
1,8
24,3
1,32
3,8
11
5,6
4,4
1,2
21,4
1,20
3,1
12
4,4
4,0
0,4
9,1
1,10
1,8
град
11.
Выводы о проделанной работе– Рассмотрена технология производства ПАО «НЛМК»
– Описали назначение и состав оборудования черновой группы
клетей – дана характеристика основного оборудования стана
«2000»;
– Рассмотрели технологию прокатки стали марки 1211
– Проанализирован запуск и настройка на параллельность
рабочих валков клети №5
– Изучена технология настройки клетей черновой группы НШС 2000
после перевалки
Таким образом, цель работы достигнута. Письменная
экзаменационная работа выполнена в полном объеме в
соответствии с выданным заданием.