










 предназначена для рекристаллизационного отжига полосы и предания необходимых механических")





 industry
industrySimilar presentations:










Производство гц-проката в цехах северного и южного блоков ПМП ПАО «ММК»
1.
2.
Виды защитных покрытий, наносимых на металлопрокат вусловиях ПАО «ММК» и их назначение
Виды защитных
покрытий, наносимых
Металлические
Способ
нанесени
я
Материал
покрытия
Металлооснова
(подкат)
Электролитически Олово
й
Холоднокатаная
колпакового и
непрерывного отжига
жесть в рулонах
Олово
Холоднокатаная
колпакового и
непрерывного отжига
жесть в листах
Горячее
погружен
ие в
расплав
Холоднокатаный
прокат в рулонах
(Горячекатаный
травлёный прокат –
опытные партии)
Цинк
Горячекатаные
электросварные
стальные трубы и
горячекатаные
профилированные
стальные изделия
Цех, агрегат
Назначение
ПМП (северный блок),
АЭЛ
Изготовление тары и
упаковки для
пищевых продуктов и
непищевых
материалов
(лакокраски,
парфюмерия, бытовая
химия)
ПМП (южный блок),
АЭЛ
ПМП (южный блок),
АГЛ
ПМП (северный блок),
АНГЦ-1,2
ПМП (южный блок),
АГНЦ
ЛПЦ-11, АНГЦ и
АНО/ГЦ, АНГЦ-3
ЛПЦ-8, АГЦ
Промышленное,
гражданское и
дорожное
строительство
ПМП (северный блок),
АПП-1,2
Профилированные
изделия для
стройиндустрии
(кровля, сайдинг,
сендвич-панели и
др.),
профилированные
изделия для приборои машиностроения
Горячеоцинкованный
прокат в рулонах
Полимерные
Полиэфир
(Полиуретан,
Валковый
Поливинилиденфторид,
метод
Холоднокатаная,
Пластизоль –пробное
отожжённая жесть в
окрашивание)
рулонах
Профилированные
изделия для
стройиндустрии,
штамповка кузовных
деталей для
автопрома,
профилированные и
штампованные
изделия для приборои машиностроения
3. Основные характеристики горячеоцинкованного плоского проката, производимого в агрегатах непрерывного горячего цинкования
Цинковое покрытиеЦех
Агрегат
Толщина,
ширина,
длина, мм1
ПМП
(южный
блок)
АГНЦ
ПМП
(северны
й блок)
ЛПЦ-11
лист
-
-
-
+
-
+
+
-/+
+
+
(В АПР3)
+
-
+
-
-/+
+
+
(В АПР3)
+
-
+
+
-/+
+
-
+
-
+
-
-/+
+
-
+
-
+
-
-/+
+
-
+
С
т/отжигом
0,4-1,5*7001420*7003000
+
-
АНГЦ-1
0,4-2,0*10001650*15006000
+
АНГЦ-2
0,25-2,5*7001476*15006000
АНО/ГЦ2
АНГЦ-3
1-
рулон
Без
узора
0,3-3,0*8501880
0,25-1,0*8001400
Обрезка
кромки
в
агрегате
Дрессиров
ка
С
узоро
м
АНГЦ
Вид продукции
приведённые максимальные и минимальные значения толщины и ширины полос являются физически
предельными значениями для данного агрегата и при приёмке конкретных заказов с выбором номинальных
размеров проката необходимо учитывать допустимые предельные отклонения по толщине и ширине полос,
указанные в соответствующих НД.
2- в режиме цинкования
4. Классификация марок стали ГЦ-проката, производимого в АНГЦ-1,2 ПМП СБ
КЛАССИФИКАЦИЯ МАРОК СТАЛИ ГЦ-ПРОКАТА, ПРОИЗВОДИМОГО ВАНГЦ-1,2 ПМП СБ
Обозначение готовой продукции по группам, категориям вытяжки, классам прочности в соответствии с НД
Назначение
1
Общее
назначение
Холодное
профилирование
, покраска
ГОСТ Р
522461
ГОСТ
149181
ТУ 14-101-497
2
3
4
01
ОН
-
02
ХП; ПК
-
CS
Type А,В
DX51D
08пс; 08Ю по ГОСТ 9045;
08пс по ГОСТ 1050 с массовой
долей С≥0,02 % и Si 0,03 %
-
-
-
08пс; 08Ю по ГОСТ 9045 с
массовой долей Si 0,03 %
FS Type В
-
FS Type A
DX52D
DX53D
DX54D
DX56D
DX57D
006/IF (особо
низкоуглеродистая сталь,
микролегированная
добавками ниобия и титана)
Н, Г
03
ХШ
ВГ
Для
штамповки
Конструкционна
я
ASTM A653/А
653M
Марки стали,
химический состав стальной
основы, аналоги
5
CS
Type C
EN 103461,2
6
-
ВГ
7
08пс; 08Ю по ГОСТ 9045;
08пс по ГОСТ 1050
08Ю, 08пс по ГОСТ 9045 с
массовой долей С 0,07 % и
Si<0,03 %
006/IF с массовой долей
Nb≤0,045 % и Ti≤0,30 %
04
05
-
-
СВ
ОСВ
DDS
06
-
-
ВОСВ
EDDS
220
250
-
-
-
SS230
SS255
S220GD
S250GD
08пс; 08Ю по ГОСТ 9045; 08пс
по ГОСТ 1050 с массовой
долей С≥0,02 %
280
-
-
-
SS275
S280GD
Ст3пс по ГОСТ 380 с массовой
долей Si от 0,12 до 0,15 %
S320GD
S350GD
Низкоуглеродистая сталь
(массовая доля C<0,15 %),
легированная добавками Mo,
Ti, Nb, с повышенным
содержанием Mn
320
350
-
-
-
Примечания:
1. Применимы положения и дополнительные требования ТУ 14-101-1057-2016.
2. Сокращения, используемые в обозначениях марок стали по EN:
SS340
класс 1
класс 2
класс 3
5. СОРТАМЕНТ ПРОИЗВОДИМОГО ГЦ-ПРОКАТА В ЛИСТАХ АГНЦ ПМП ЮБ
- толщина полосы 0,36 – 1,46 мм;
- ширина полосы 700 – 1420 мм;
- наружный диаметр рулона до 1800 мм;
- внутренний диаметр рулона 500, 600, 800 мм;
- масса рулона до 15 тонн;
- стали марки 08Ю, 08пс, 08кп с содержанием Si не более 0,04 %.
Оцинкованная сталь поставляется по ГОСТ 14918-80 и ГОСТ Р 52246 или другой нормативной
документации, разработанной на их основе.
Размеры оцинкованных листов:
- толщина полос и листов 0,45 – 1,5 мм
- ширина листов и полос 700 – 1420 мм
- длина листов 700 – 3000 мм
- масса пачки листов 2,5 – 5,5 т
- высота пачки листов до 450 мм
В зависимости от толщины (массы) покрытия оцинкованная сталь поставляется I и II классов в
соответствии с требованиями ГОСТ 14918-80 или классов 140,180, 200, 225, 275, 350 по ГОСТ Р 52246
(Ц140,Ц180, Ц200, Ц225, Ц275, Ц350 по ГОСТ Р 52246-2016).
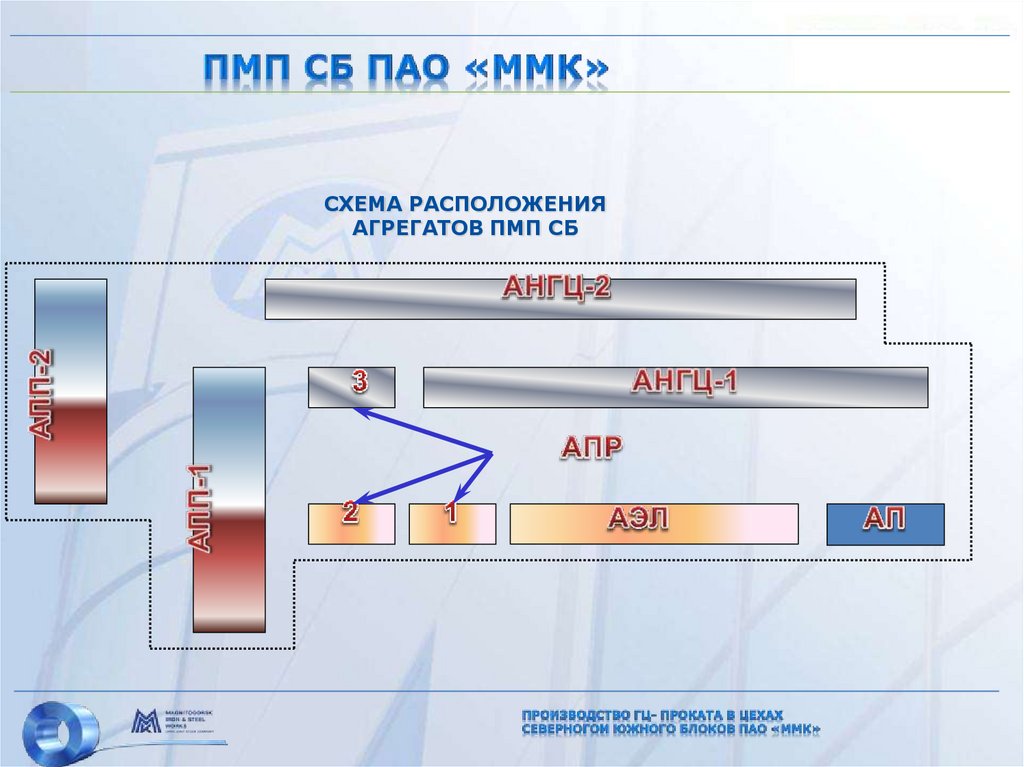
6.
СХЕМА РАСПОЛОЖЕНИЯАГРЕГАТОВ ПМП СБ
7.
Входная секцияСекция
пассивации
Кромкообрезные
ножницы
Секция
очистки
Дрессировочная
клеть, ИРМ
Промасливающая
установка
Печь непрерывного
отжига
Ванна цинкования,
воздушные ножи
Деление, смотка,
обвязка рулона
8. В 2002 году в цехе покрытий был введен агрегат непрерывного горячего цинкования №1. ● Мощность АНГЦ-1 составляет 500 000 тонн в
год.● Скорость полосы - 40…180 м/мин.
● Размер полосы - 0,4…2,0 мм.
● Ширина - 1000…1650 мм.
.
Этот агрегат стал крупнейшим и первым в России,
отвечающим всем требованиям мирового уровня.
АНГЦ-1 производит продукцию в рулонах с цинковым
покрытием, с узором и без узора кристаллизации.
Агрегат отличает большая производительность
(500 тысяч тонн в год) и ширина полосы
(до 1650 мм). Производитель оборудования
итальянская компания «Danieli». В комплексе с
агрегатом цинкования был запущен агрегат
поперечной резки. Стоимость проекта составила
около 126 млн. долларов
9. В 2008 году в цехе покрытий выдал первую продукцию агрегат непрерывного горячего цинкования №2. Оборудование поставила компания
Danieli (Италия).● Производственная мощность – 450 000 тонн в год.
● Скорость движения полосы – 30…180 м/мин.
● Толщина полосы – 0,25…2,5 мм.
● Ширина полосы – 700…1476 мм.
АНГЦ-2 ориентирован на производство оцинкованного
проката для строительной и бытовой промышленности.
Благодаря применению передовых технических
решений агрегат имеет оптимальную компоновку.
Стоимость основного технологического оборудования
по контракту с Danieli составила порядка 30 млн. евро.
Для монтажа оборудования было построено новое
здание площадью 21 900 кв. м.
Общий объем инвестиций в строительство агрегата
(включая строительно-монтажные работы) превысил
2,5 млрд. руб.
10.
11. Предварительная и основная химия Только основная без погружения полосы
АНГЦ-1Предварительная и
основная химия
Вертикальная
печь ТХО
Только основная без
погружения полосы
Горизонтальная
печь ТХО и зона FF
АНГЦ-2
Две ванны цинкования
Одна ванна цинкования
Вертикальные
накопители
Горизонтальные
накопители
12. Операция очистки полосы проводится для удаления загрязнений с ее поверхности, образовавшихся при прокатке. На АНГЦ-1 очистка
полосы проводится в два этапа. Полоса последовательно проходит через секциипредварительной (перед входным накопителем) и основной (перед печью ТХО) химической очистки.
Каждая секция включает:
● ванну щелочной химической очистки методом погружения;
● ЩММ с подачей на полосу горячего щелочного раствора;
● ванну струйной промывки горячей водой;
● сушку горячим воздухом.
Дополнительно секция основной очистки имеет ванну электрохимической очистки.
На АНГЦ-2 очистка полосы проводится за
один этап.
Полоса последовательно проходит через
ванны очистки в следующем порядке:
● ванна щелочной химической очистки
методом подачи на полосу горячего щелочного
раствора;
● ЩММ с подачей на полосу горячего
щелочного раствора;
● трехступенчатая ванна струйной промывки
методом подачи на полосу горячей
деминерализованной воды;
● сушка горячим воздухом.
13. Печь термохимического отжига (ТХО) предназначена для рекристаллизационного отжига полосы и предания необходимых механических
свойств ГЦ прокату. В печи происходит химико-термическое взаимодействие атмосферыс поверхностью полосы – восстановление окислов, деструкция и испарение остатков смазки.
АНГЦ-1: печь ТХО вертикальная, имеет три секции обработки: секцию нагрева; секцию выдержки и секцию
охлаждения.
АНГЦ-2: печь ТХО горизонтальная. Полоса последовательно проходит через следующие секции обработки:
камера рекуперации ( RR); секция прямого пламенного нагрева (FF); секция нагрева радиационными трубами (TT)
и термической выдержки (НН); секция струйного охлаждения (CC); секция выравнивания температуры (ЕЕ) и
погружной желоб (SS).
При обработке полосы, параметры работы нагревательных элементов печи в каждой зоне поддерживаются
автоматически по заданию, либо настраиваются автоматически, по специальной программе.
14. Процесс покрытия стальной основы цинком происходит в ванне цинкования. Установленные над ванной цинкования воздушные ножи за
счет давления сжатоговоздуха формируют заданный слой цинка. Дозагрузка цинка в ванну производиться
блоками весом от 1 до 2 т. Температура расплава цинка 450…4700 С.
АНГЦ-1:
● Количество ванн цинкования – две;
● Объем ванны цинкования – 200 т. (каждая);
● Воздушные ножи – Foen, макс. давление 600 мбар;
● Средняя стойкость погружного оборудования – 7 сут;
АНГЦ-2:
● Количество ванн цинкования – одна;
● Объем ванны цинкования – 220 т.;
● Средняя стойкость погружного оборудования – 10 сут;
● Воздушные ножи – Kohler Jet, макс. давление 900 мбар.
15. Дрессировка проводится с целью: ● воздействия на дислокационную структуру стальной основы для повышения и сохранения его
способности к вытяжке;● улучшения качества поверхности;
● устранения характерного рельефа цинкового покрытия;
● придания шероховатости для последующего нанесения
полимерного покрытия;
● снижения неплоскостности.
Относительное удлинение при дрессировке от 0,3…1,8%.
Правка ГЦ-проката необходима для повышения его
плоскостности. Она производится в изгибо-растяжной машине
(ИРМ) «мокрого» типа при деформации ГЦ-проката от 0,1 % до
2,0 %.
Правка проводится с подачей тонко распыленной
деминерализованной воды для облегчения процесса
деформации, предотвращения налипания частичек покрытия на
поверхность рабочих роликов, уменьшения температуры
металла и сохранения качества ГЦ-проката.
16. Производственный процесс оцинкования на УГЦ имеет высокую степень автоматизации. Структура системы управления включает: ●
Автоматизированная система управления технологическимпроцессом – осуществляет сбор данных с контроллеров агрегата
и уставок с программы управления.
● MES (Manufacturing Execution Systems) – оперативное
управление производством.
17.
Толщиномер полосыНа Web сервере Цеха покрытий реализованы
автоматические учеты:
● Подката для АНГЦ;
● Производимого металла;
● Расхода цинка;
● Толщины проката;
● Массы подрезаемой кромки.
Получаемая информация является основой для
текущей деятельности предприятия и позволяет
принимать оперативные решения.
Кромкообрезные ножи
Холоднокатаная
полоса
Оцинкованная
полоса
Тара для обрези
Холоднокатаная
полоса
Толщиномер цинкового
покрытия
Оцинкованная
полоса
18.
1 Компания «МеталлПрофиль»2 «Торговые дома»
3 Челябинский завод «Профнастил»
4 «Металлокомплект-М»
5 «Униторг»
6 Трейдеры (Сталькомплект, Сталепромышленная компания и т.д.)
7 Экспорт – около 12% от объёмов производства