

 industry
industrySimilar presentations:







")


Совершенствование технологии производства плоского проката из титановых сплавов
1.
ДИПЛОМНЫЙ ПРОЕКТВерхнесалдинский авиаметаллургический колледж
имени Алексея Евстигнеева
2.
Министерство общего и профессионального образования Свердловской областиГосударственное автономное профессиональное образовательное учреждение Свердловской области
«ВЕРХНЕСАЛДИНСКИЙ АВИАМЕТАЛЛУРГИЧЕСКИЙ КОЛЛЕДЖ ИМ. А.А. ЕВСТИГНЕЕВА»
Специальность 22.02.05 «Обработка металлов давлением»
ДИПЛОМНЫЙ ПРОЕКТ
Совершенствование технологии производства плоского проката из
титановых сплавов
Верхняя Салда, 2024 год
Руководитель:
преподаватель
Ищик Е.А.
Студент:
Группа:
Дьячков Д.Д.
ОМД – 397
3.
Цель дипломного проекта: Целью данной дипломной работыСовершенствование технологии производства плоского проката из
титановых сплавов.
1. Совершенствование технологии
производства плоского проката.
2.
Расчет
экономической
эффективности
совершенствования.
4.
Совершенствование технологии производства плоского проката из титановых сплавов.«Системы автоматического регулирования толщины полосы в чистовой группе клетей.»
• Система автоматического регулирования толщины полосы (САРТ)
– одно из ключевых звеньев в АСУ ТП непрерывного
широкополосного стана. Ее назначение – обеспечение
минимальной продольной разнотолщинности готовой полосы.
Основным критерием оценки САРТ является точность
регулирования, обеспечиваемая совершенной аппаратурой
управления и быстродействующими приводами изменения
раствора валков.
5.
.№п/п
Циклограмма до совершенствования.
Наименование операции
Время
Время в масштабе
(сек)
1
Настройка стана
90
2
Подача рулона к стану
10
3
Подача в валки
5
4
Включение валков
5
5
Холодная прокатка
150
рулона
7
Итог
Сматывание, снятие
рулона
15
Транспортировка
15
290
• .
6
6.
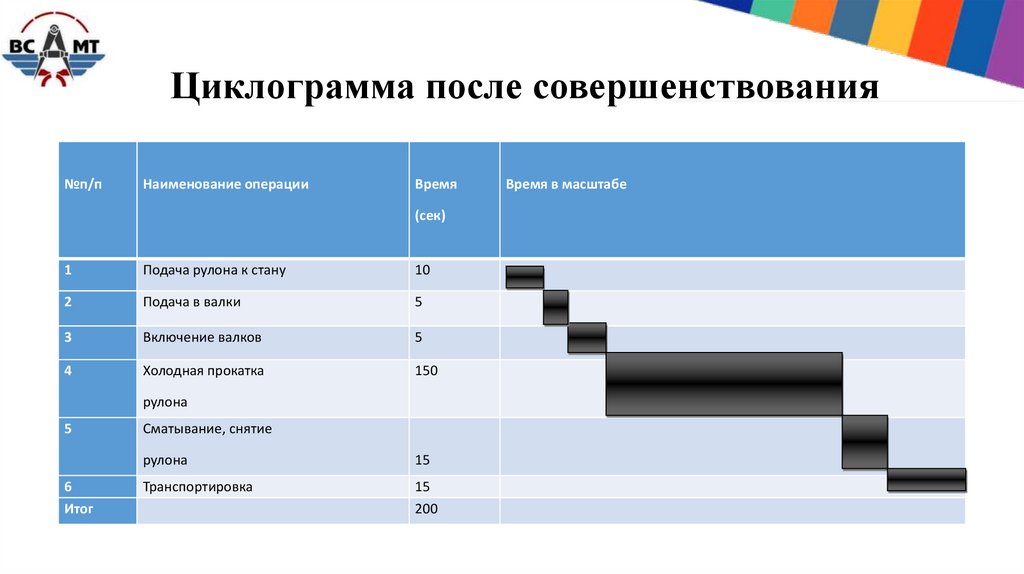
Циклограмма после совершенствования№п/п
Наименование операции
Время
(сек)
1
Подача рулона к стану
10
2
Подача в валки
5
3
Включение валков
5
4
Холодная прокатка
150
рулона
5
6
Итог
Сматывание, снятие
рулона
15
Транспортировка
15
200
Время в масштабе
7.
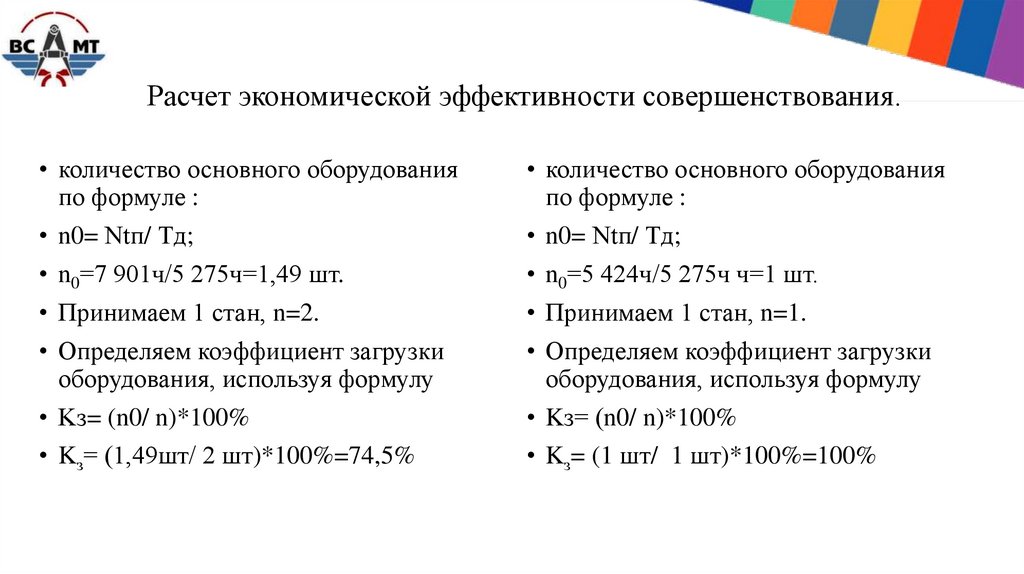
Расчет экономической эффективности совершенствования.• количество основного оборудования
по формуле :
• n0= Ntп/ Тд;
• n0=7 901ч/5 275ч=1,49 шт.
• Принимаем 1 стан, n=2.
• Определяем коэффициент загрузки
оборудования, используя формулу
• Kз= (n0/ n)*100%
• Kз= (1,49шт/ 2 шт)*100%=74,5%
• количество основного оборудования
по формуле :
• n0= Ntп/ Тд;
• n0=5 424ч/5 275ч ч=1 шт.
• Принимаем 1 стан, n=1.
• Определяем коэффициент загрузки
оборудования, используя формулу
• Kз= (n0/ n)*100%
• Kз= (1 шт/ 1 шт)*100%=100%