


 drafting
draftingSimilar presentations:










Разработка перспективного технологического процесса изготовления детали «Кронштейн правый»
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИИфедеральное государственное бюджетное
образовательное учреждение высшего образования
«Самарский Государственный Технический
Университет» (ФГБОУ ВО «СамГТУ)
Факультет “Машиностроения, металлургии и транспорта”
Кафедра “Технология машиностроения, станки и
инструменты”
Выпускная
квалификационная работа на тему:
«Разработка перспективного технологического процесса
изготовления детали «Кронштейн правый»»
Профиль подготовки:
15.03.05 «Конструкторско-технологическое
обеспечение машиностроительных производств»
Студент: 5-ЗФ-Д3
Лунев В.В.
Руководитель:
к.т.н., Горяинов Д.С.
2.
Цели и задачи:Целью выполнения ВКР является разработка прогрессивного технологического
процесса обработки детали «Кронштейн правый».
Для достижения поставленной цели, в результате разработки настоящей ВКР
был решен следующий ряд задач:
- проведен анализ технических характеристик детали и требований рабочего
чертежа;
- разработаны технологический чертеж и электронная модель детали;
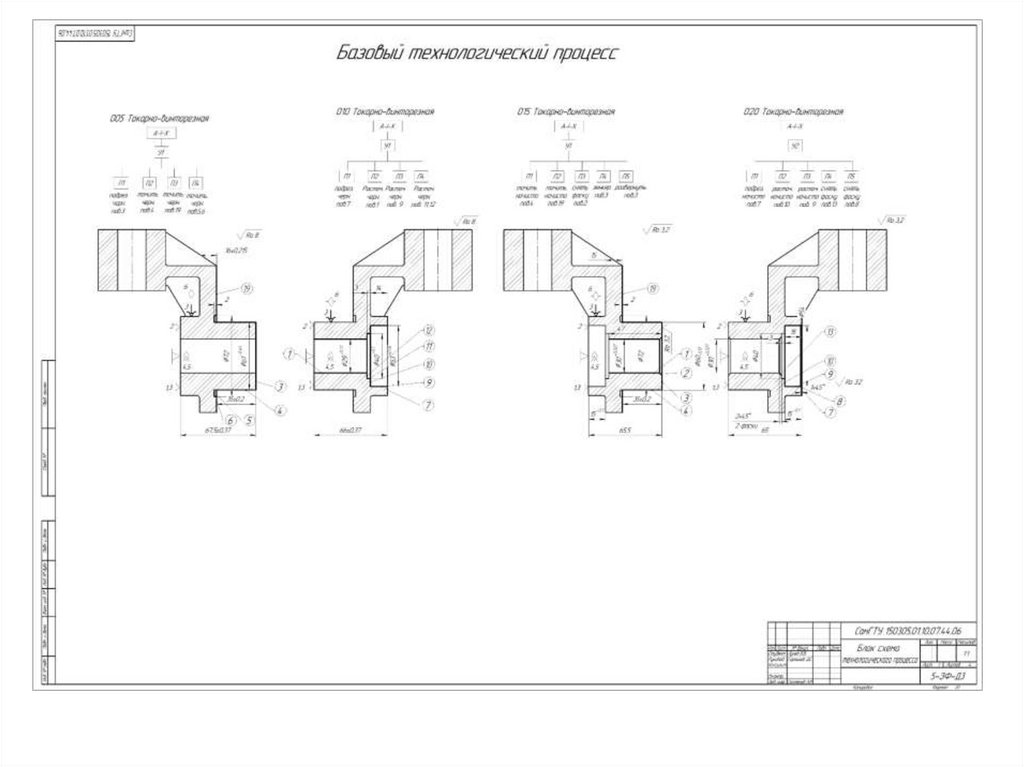
- выполнен анализ базового технологического процесса;
- произведен выбор и обоснование оптимального варианта заготовки;
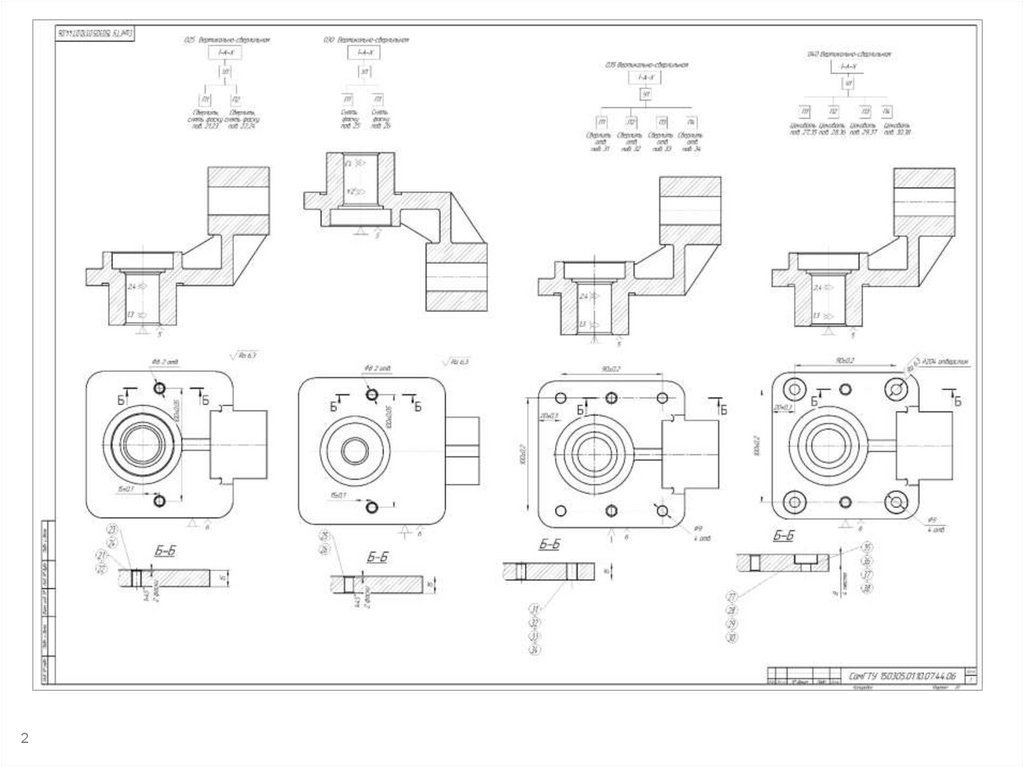
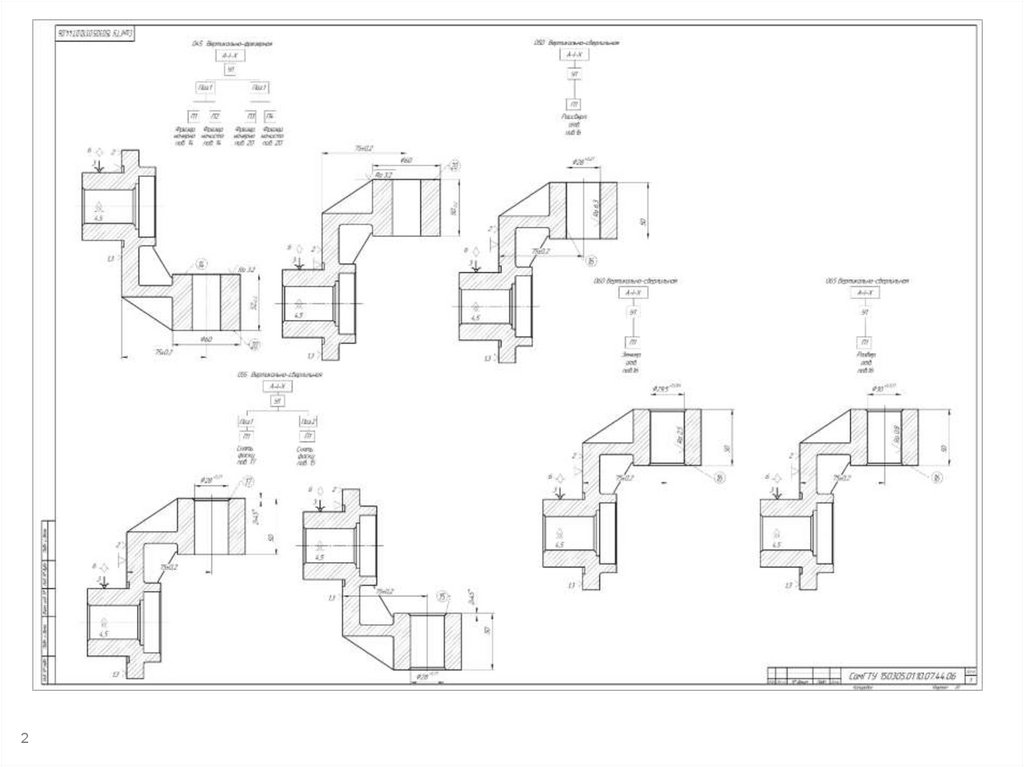
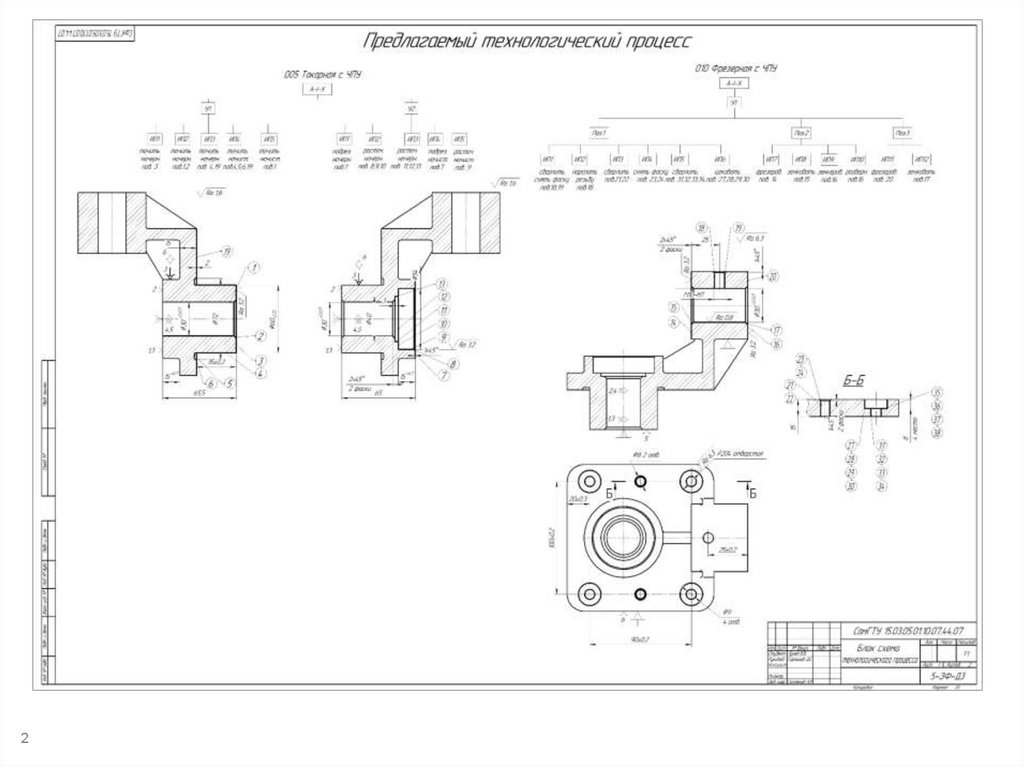
- разработан прогрессивный технологический процесс механической обработки;
сделано экономическое обоснование реализации прогрессивного
технологического процесса.
3.
22
4.
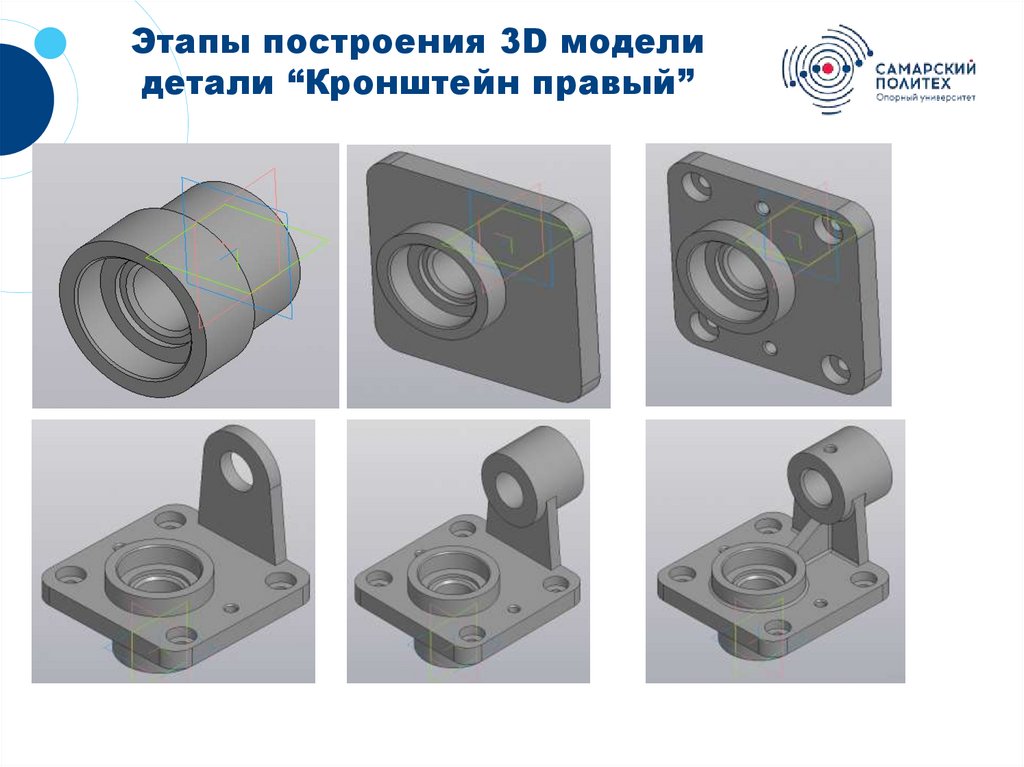
Этапы построения 3D моделидетали “Кронштейн правый”
?
4
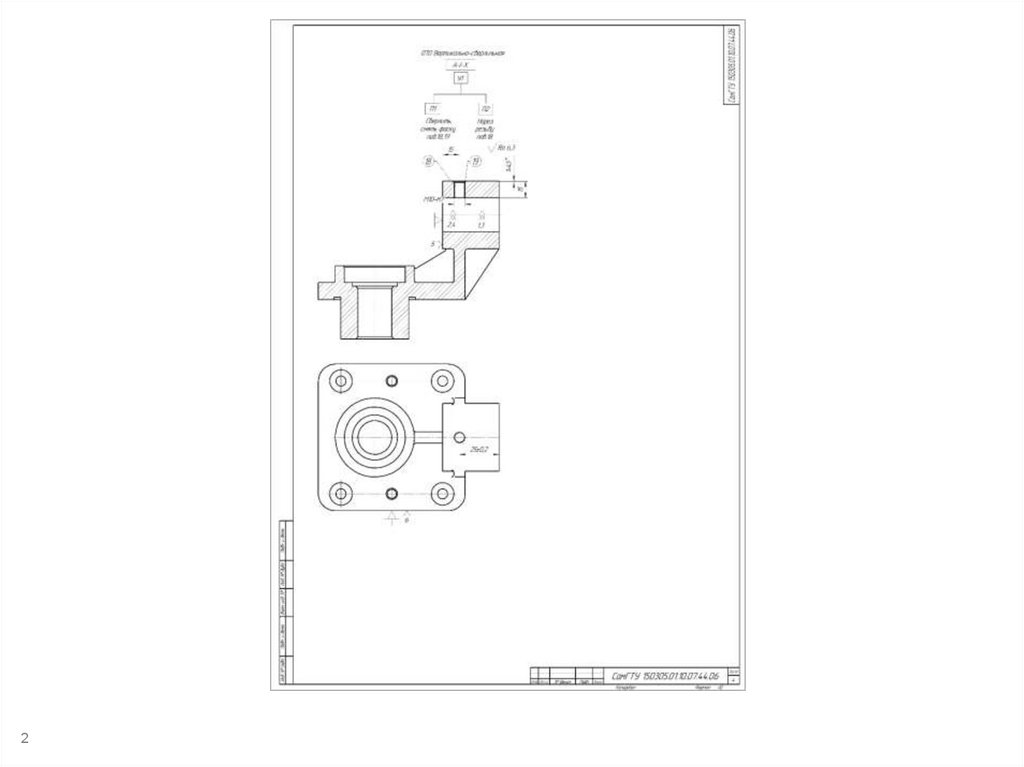
5.
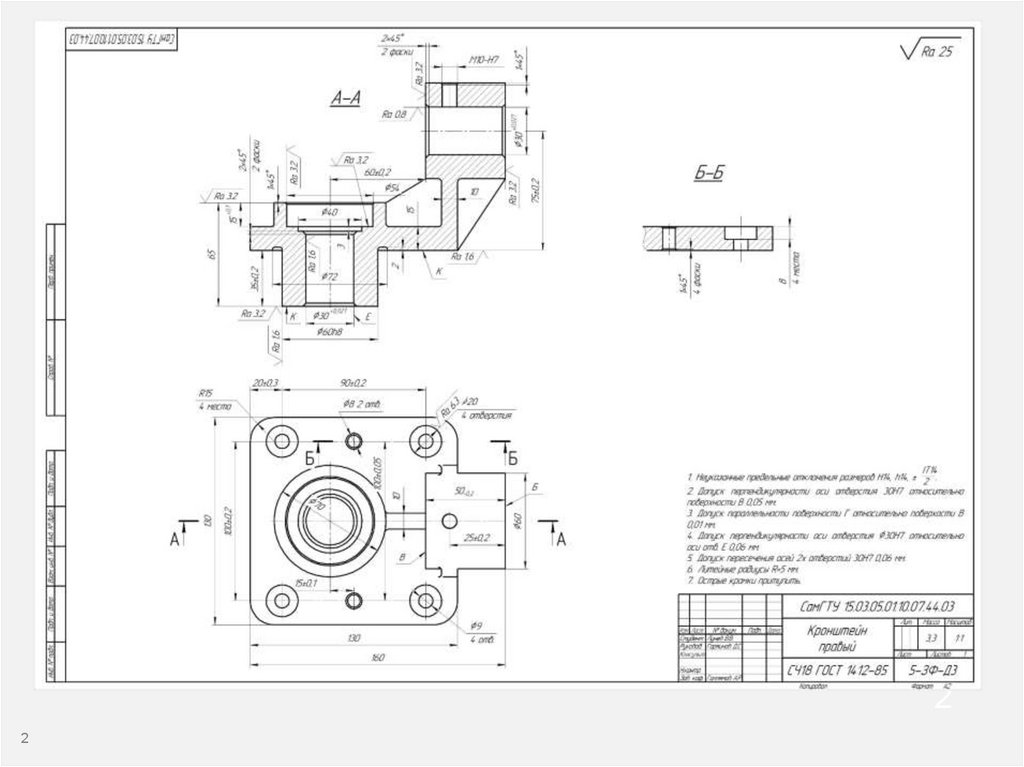
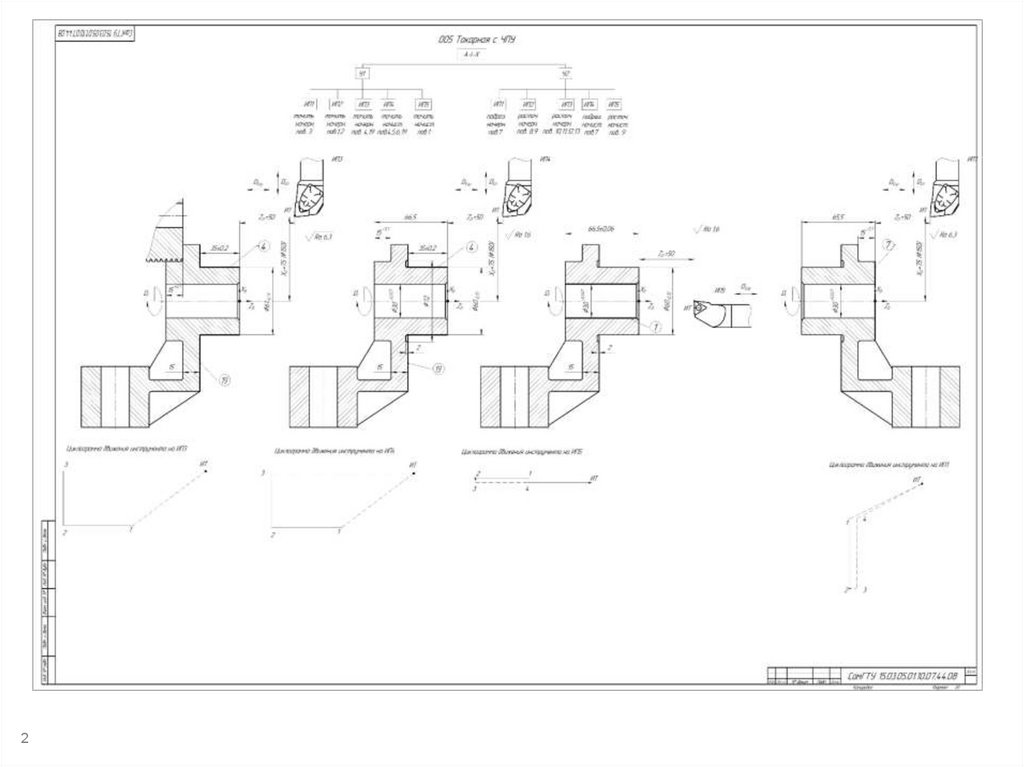
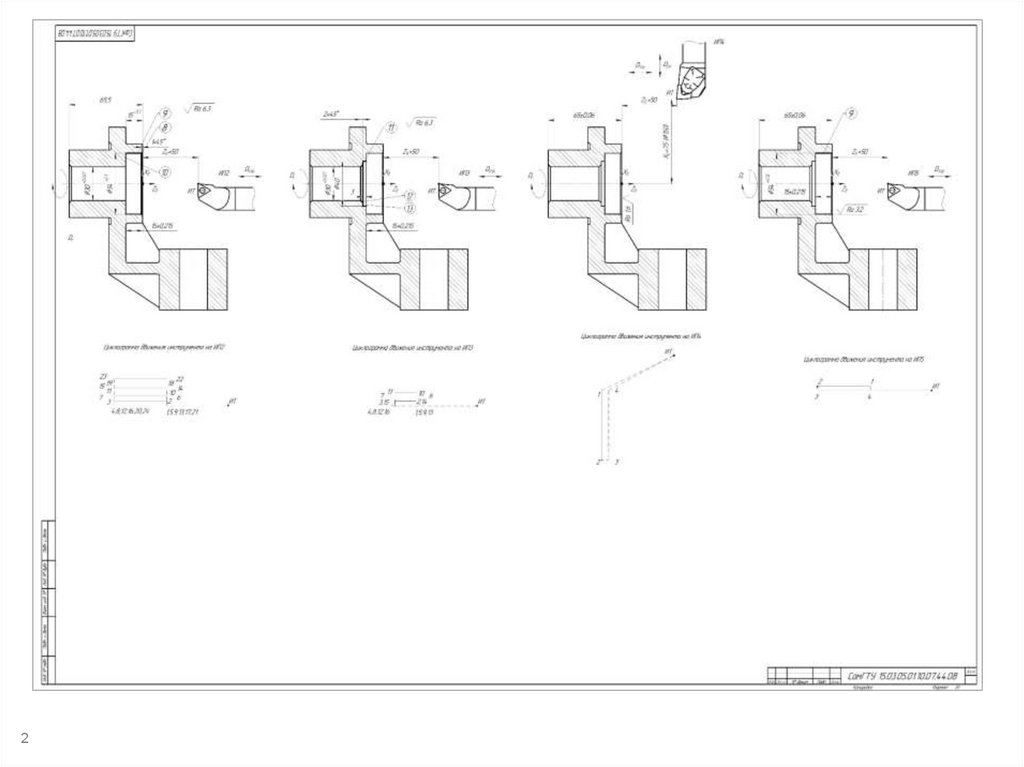
Технологический чертеж2
6.
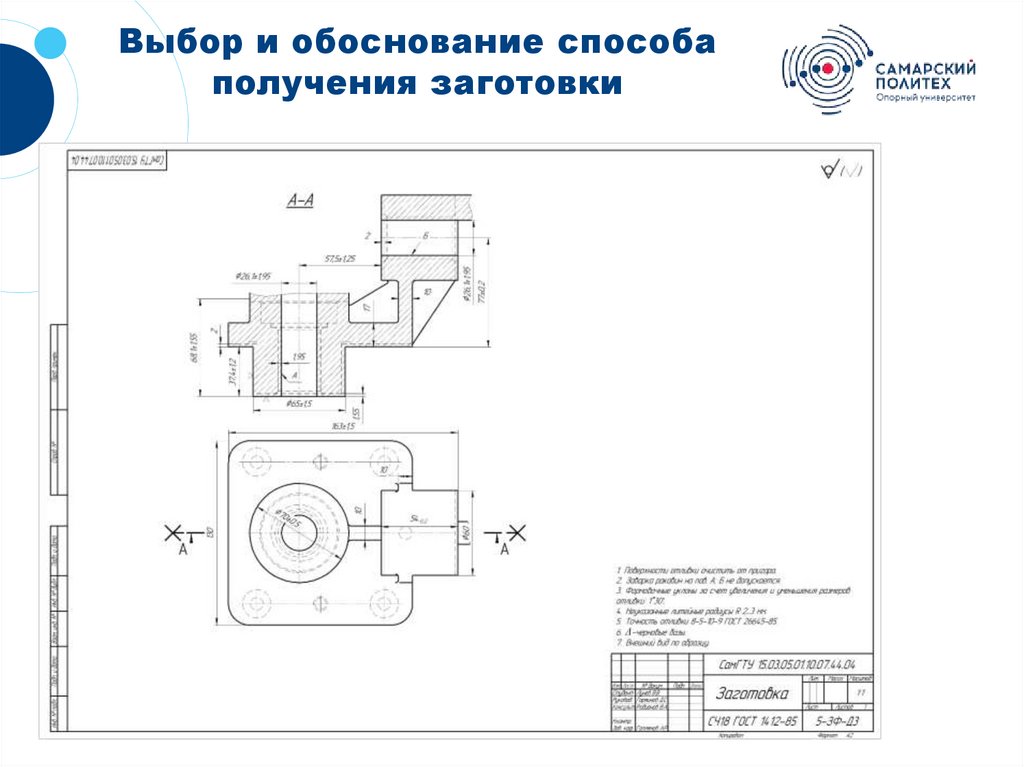
Выбор и обоснование способаполучения заготовки
?
7.
8.
29.
210.
211.
212.
213.
214.
215.
216.
217.
Анализ технико-экономическихпоказателей вариантов ТП
Количество оборудования
Штучное время
16
9
14
8
12
7
8,39
6
10
tшт.к.
Количество, шт.
14
8
6
5
4,17
4
3
4
2
3
1
2
0
0
Базовый ТП
Базовый ТП
Предлагаемый ТП
Себестоимость изготовления
детали
Себестоимость изготовления детали
Затраты на основные материалы
Заработная плата основных рабочих
Амортизационные отчисления
Затраты на инструмент
Затраты на электроэнергию
Затраты на обслуживание и ремонт
оборудования
Прочие затраты
Полная себестоимость
Предлагаемый ТП
434
83
125
635
18
15
131
1441
Затраты на основные
материалы
Заработная плата
основных рабочих
Амортизационные
отчисления
24
?
Затраты на инструмент
18.
ЗАКЛЮЧЕНИЕВ результате выполнения данной работы спроектирован
прогрессивный технологический процесс изготовления детали
«Кронштейн правый», состоящий из 3 операций механической
обработки. Трудоемкость обработки составляет 4,42 мин,
стоимость заготовки составляет 434 руб.,
себестоимость
изготовления детали составляет 1441 руб.
2
19.
СПАСИБОСамарский государственный
технический университет
https://samgtu.ru/