








 mechanics
mechanics drafting
draftingSimilar presentations:










Проект механического цеха с разработкой участка по обработке детали «Корпус резцедержателя 1124-30L-L»
1. Проект механического цеха с разработкой участка по обработке детали «Корпус резцедержателя 1124-30L-L»
Выполнил: студент гр. КТОП-41Халед А.Х.
Руководитель: доц. Тихонов Д.А.
2. Характеристика объекта разработки
Эскиз конструкции детали «Корпусрезцедержателя»
DIN 69880
B6-16x 12x24
B6-16x 12x34
B6-20x 16x30
B6-20x 16x40
B6-25x 16x30
B6-25x 16x40
B6-30x 20x40
B6-30x 20x60
B6-40x 25x44
B6-50x 32x55
B6-60x 32x60
Type - Size
Typ - Размер
d1
a
a1
b
b1
b2
h1
h2
h3
h4
1124-16L
1124-16L-L
1124-20L
1124-20L-L
1124-25L
1124-25L-L
1124-30L
1124-30L-L
1124-40L
1124-50L
1124-60L
16
16
20
20
25
25
30
30
40
50
60
24
34
30
40
30
40
40
60
44
55
60
13
23
16
26
16
26
22
42
22
30
30
58
58
75
75
75
75
100
100
118
130
145
5
5
7
7
7
7
10
10
12.5
16
16
39
39
50
50
50
50
65
65
75.5
80
82.5
12
12
16
16
16
16
20
20
25
32
32
10
10
12
12
12
12
16
16
20
25
25
20
20
25
25
25
25
28
28
32.5
35
42.5
22
22
30
30
30
30
38
38
48
60
62.5
3. Разработанный рабочий чертеж детали «Корпус резцедержателя»
4. Разработанный чертеж заготовки детали «Корпус резцедержателя»
5. Графструктура ТП детали «Корпус резцедержателя»
Заготовка(штамповка)
Токарная
МК6056
Токарная (пр.)
МК6731
Фрезерная
6Т82
Фрезерная
6Т82
Фрезерная
6Т12
Фрезерная
6Т82
Сверлильная
2С132ЛК
Термическая
Шлифовальная
3Б153
Шлифовальная
3Б721
Шлифовальная
3А732
Фрезерная
6Т12
Многоцелевая
2204ВМФ4
Контрольная
Фрезерная
6Т12
Фрезерная
6Т12
Деталь
Сверлильная
2С132ЛК
Сверлильная
2С132ЛК
Фрезерная
6Е463
Сверлильная
2С132ЛК
Сверлильная
2С132ЛК
6.
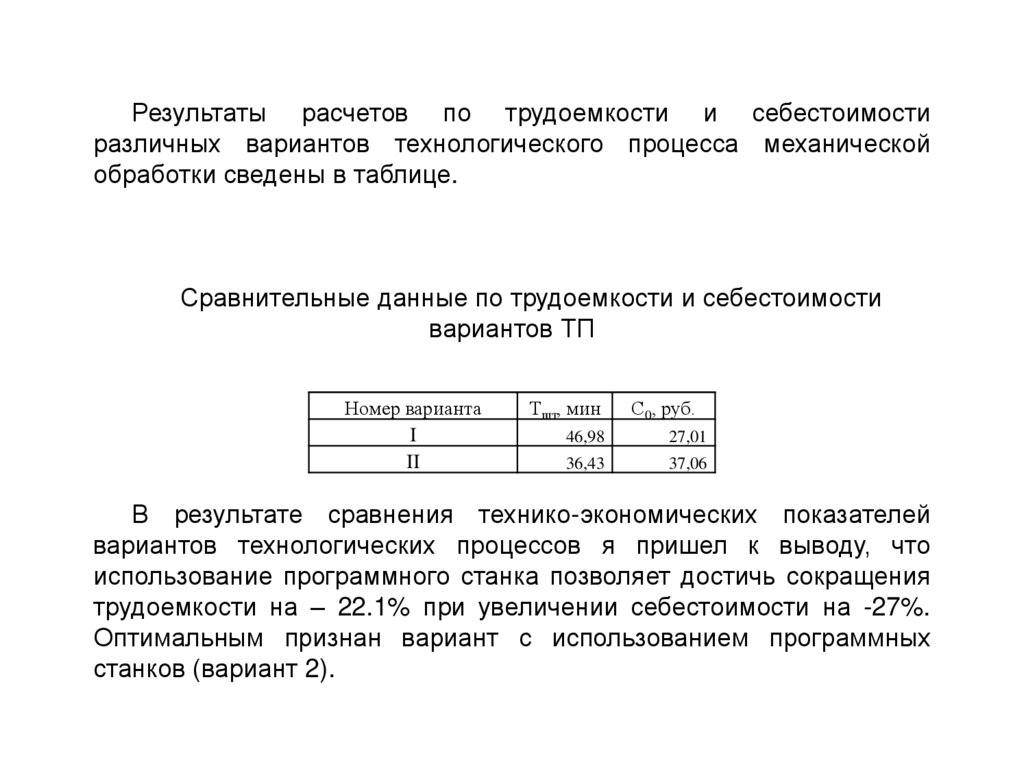
Результаты расчетов по трудоемкости и себестоимостиразличных вариантов технологического процесса механической
обработки сведены в таблице.
Сравнительные данные по трудоемкости и себестоимости
вариантов ТП
Номер варианта
I
II
Тшт, мин
С0, руб.
46,98
27,01
36,43
37,06
В результате сравнения технико-экономических показателей
вариантов технологических процессов я пришел к выводу, что
использование программного станка позволяет достичь сокращения
трудоемкости на – 22.1% при увеличении себестоимости на -27%.
Оптимальным признан вариант с использованием программных
станков (вариант 2).
7. Операционные эскизы к ТП мех. обработки детали
8. Карта наладки на многоцелевую операцию станка мод. 2254ВМФ4
9. Технологическая часть: проектирование ТП мех. обработки детали «Корпус резцедержателя»
В результате проведенной работы по оптимизации типовоготехнологического процесса достигнуты следующие результаты:
сокращено общее число операций механической обработки, что
позволяет производить обработку на меньшем числе станков и
следовательно на меньших площадях цеха;
по новому варианту технологического процесса получены
следующие значения трудоемкости (по данным укрупненных
расчетов):
Номер варианта
Тшт, мин
С0, руб.
I
46,98
27,01
II
36,43
37,06
10. Приспособление на фрезерную операцию
11.
ЗАКЛЮЧЕНИЕ•В результате проведенной работы достигнуты следующие результаты:
выполнен анализ конструктивных и технологических особенностей детали «Кронштейн угловой
7033-5254», разработан ее рабочий чертеж, уточнены технические требования к ее изготовлению
разработан маршрутный технологический процесс на основе принципов, рекомендованных в
справочной литературе;
произведена разработка операционной технологии с выбором режущего инструмента,
технологической оснастки, расчетом режимов обработки;
выполнено техническое нормирование спроектированных операций технологического процесса.
Суммарная трудоемкость изготовления детали составляет (по данным укрупненных расчетов):
Тшт = 36,43 мин.
Выполнена разработка приспособления, предназначенного для выполнения многоцелевой
операций по обработке детали «Корпус резцедержателя 1124-30L-L», а также обзор
информационных источников по актуальной проблематике современного машиностроения
«Повышение производительности обработки фасонных поверхностей детали за счет рациональной
конструкции и схемы крепления режущих элементов.
Разработан проект цеха и участка по механической обработке группы деталей, в т.ч. «Корпус
резцедержателя 1124-30L-L». Выполнен анализ опасных, вредных факторов технологического
процесса, рассмотрены меры по охране труда.
Разработанные в разделе БЖД мероприятия по обеспечению безопасности производственного
процесса (обеспечение пожарной безопасности, защита от поражения электрическим током,
мероприятия по защите от вибраций и шума, выбор систем освещения и вентиляции воздуха
производственных помещений) позволяют осуществлять технологический процесс изготовления
детали «Кронштейн угловой» в соответствии с требованиями нормативных документов по
промышленной безопасности.