
 industry
industrySimilar presentations:


")







Автоматизация мелкосортных станов
1. АВТОМАТИЗАЦИЯ МЕЛКОСОРТНЫХ СТАНОВ
1. Печной участокОборудование участка нагрева заготовок служит
для приема их со склада непрерывнозаготовочного стана, транспортировки к печи,
продвижения через печь и выдачи нагретых
заготовок для прокатки.
Основным назначением оборудования участка
загрузки печей является поштучная загрузка
заготовок в печь с правильной ориентацией их
положения и проталкивания к окну выдачи по
мере загрузки и нагрева.
2.
На рольганг, подводящий к печи, заготовкипоштучно укладываются приемно-загрузочными
решетками. Современные сортовые станы обычно
оборудованы двумя загрузочными решетками,
работающими последовательно и расположенными
одна против другой или вдоль подводящего
рольганга. Расположение загрузочных решеток
относительно рольганга не влияет на работу стана.
При высоком темпе прокатки (до 1500
переключений в час), оператору трудно обеспечить
ритмичность загрузки. Разработка системы
автоматической загрузки печей, исполняющей
функции оператора, возможна только при наличии
надежных датчиков контроля.
3.
По результатам анализа работы механизмовучастка загрузки и технологических требований к
их работе в последние годы разработан
индуктивный
датчик,
позволивший
автоматизировать загрузку методической печи.
Датчик наличия заготовки на подводящем
рольганге работает в сложных производственных
условиях, и к нему предъявляются особые
требования. Он должен быть виброустойчивым,
бесконтактным, не иметь подвижных частей.
Инерционность его должна находиться в пределах,
позволяющих осуществлять остановки заготовок
на секциях рольганга.
4.
5.
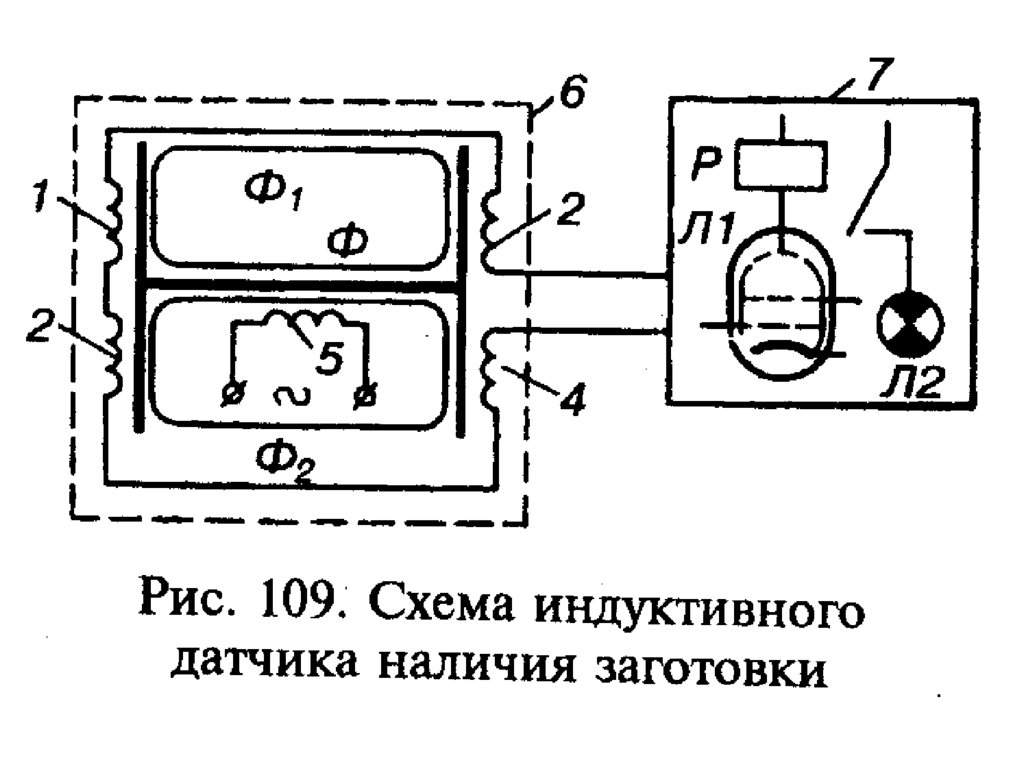
Индуктивный датчик выполнен в виде двухблоков 6 и 7, в одном из которых находится Нобразный магнитопровод с обмотками; а в
другом — релейный электронный усилитель
(рис. 109). На полюсах Н-образного
сердечника
расположены
измерительные
обмотки 1 — 4, а на общем участке
магнитопровода — обмотка возбуждения 5,
подключенная к сети переменного тока
частотой 50 Гц. Ее магнитный поток Ф
разделяется на потоки Ф1 и Ф2, которые в
измерительных обмотках наводят равные по
6.
Обмотки 1—4 соединены так, что суммарнаяэ.д.с. обмоток 1 и 2 включена навстречу
суммарной э.д.с. обмоток 3 и 4. При одинаковых
полях рассеяния выходное напряжение
измерительных обмоток сердечника равно нулю.
С появлением заготовки над верхней парой
полюсов изменяется магнитный поток Ф1, и на
выходе измерительных обмоток появляется
разность напряжений, которая подается на
управляющую сетку лампы Л1, работающей в
релейном режиме. Контакты реле Р подключены к
схеме автоматического управления
рольгангом и загрузочной решеткой.
7.
Сигнальная лампа Л2 служит для визуальногоконтроля за работой датчика. Индуктивный блок
установлен в специальном проеме межроликовой
плиты рольганга, а электронный усилитель — в
стороне от рольганга и соединен с блоком
экранированным кабелем.
К датчикам положения заготовки в печи также
предъявляются жесткие требования. Они должны
работать без ложных срабатываний, приводящих к
авариям и длительному простою стана. На рис. 110
показана принципиальная схема струйного
пневмодатчика, принцип работы которого
заключается в прерывании струи воздуха
заготовкой, загруженной в печь.
8.
9.
Сжатый воздух из магистральноготрубопровода б подается к окну загрузки и
выходит через установленное между
роликами 2 втаскивателя сопло 9 внутренним
диаметром 6 мм. На противоположной
стороне имеется водоохлаждаемая приемная
трубка 3, в которой под действием
воздушной струи создается избыточное
давление, воздействующее через приемную
трубку на сигнализатор падения давления 7.
Ртутные контакты сигнализатора включены в
схему управления приводом толкателя.
10.
При захвате заготовки 4 втаскивателем струяпрерывается и датчик выдает запрет на движение
толкателя до входа заготовки в печь. При
пробуксовке роликов втаскивателя по заготовке
или при возврате заготовки в результате удара об
упор струя воздуха также прерывается и толкатель
останавливается.
При возможных неполадках (отсутствии воздуха,
повреждении дутьевого или приемного
воздухопровода и т.д.) толкатель не включается.
Устройство охлаждается водой, поступающей из
магистрали 8 по трубопроводу 1 к приемной
трубке 3 и далее по трубопроводу 5 на слив.
11.
В НПП "Инжмет" разработан датчикконтроля положения заготовки на приемном
рольганге участка загрузки печи. Принцип
работы датчика основан на использовании
свойств
остронаправленного
действия
высокочастотного сигнала от излучателя к
приемнику датчика. Пересечение эпюры ВЧ
сигнала от излучателя заготовкой металла
вызывает срабатывание датчика. Эпюра ВЧколебаний (9,8—10ГГц) формируется в
генераторе излучателя с использованием
волновода прямоугольного сечения.
12.
Конструкции волноводов излучателя иприемника датчика однотипны. На открытых
концах волноводов установлены рупорные
антенны, формирующие заданные значения
высокочастотных колебаний.
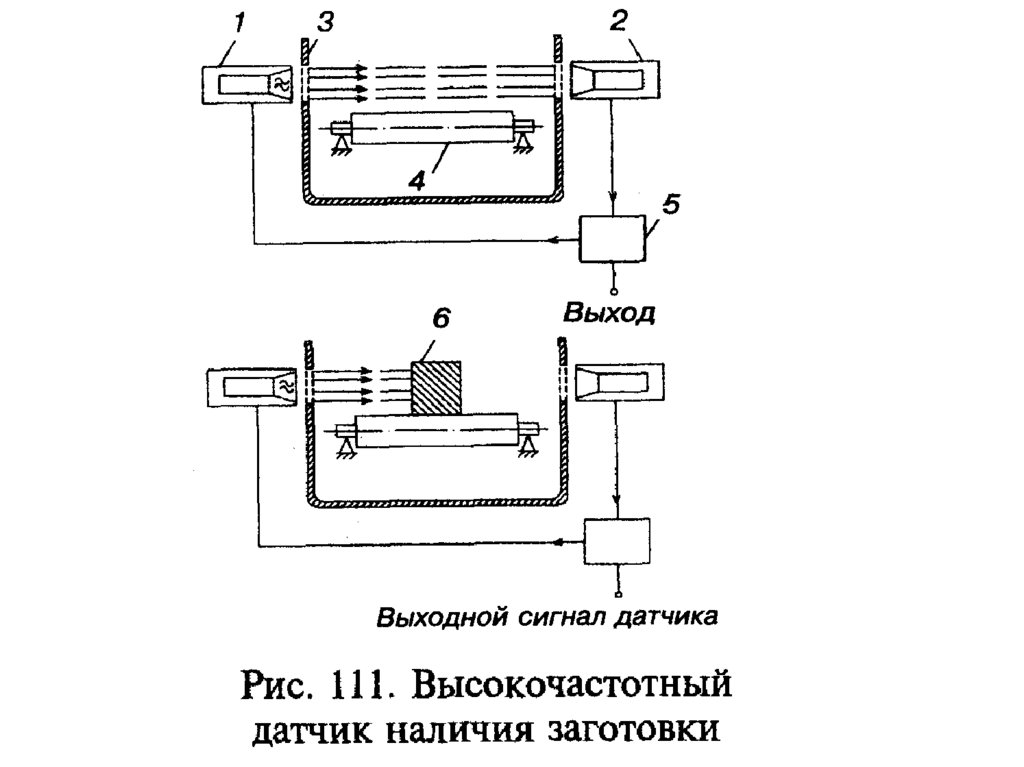
Излучатель и приемник датчика
устанавливают на рольганге
перпендикулярно движению заготовки с
встречным направлением антенн (рис. 111).
13.
14.
При отсутствии на рольганге заготовки взоне контроля сигнал от излучателя 1 к
приемнику 2 датчика свободно проходит
через окна в коробе 3 над валком рольганга.
В блоке вторичной аппаратуры датчика
формируется выходной сигнал логического
нуля — "нет металла".
При пересечении заготовкой 6 эпюры
высокочастотных колебаний от излучателя к
приемнику происходит полное поглощение
колебаний заготовкой, и сигнал от
излучателя к приемнику не поступает.
15.
На выходе вторичной аппаратуры датчикаформируется выходной сигнал логической
единицы — "есть металл". В случае останова
движения заготовки по рольгангу в зоне
контроля выходной сигнал "есть металл"
сохраняется
до
полного
прохождения
заготовки по рольгангу в зоне контроля.
Рассмотренный датчик позволяет повысить
надежность работы в условиях повышенного
парообразования, что выгодно отличает его от
стандартных фотоголовок.
16.
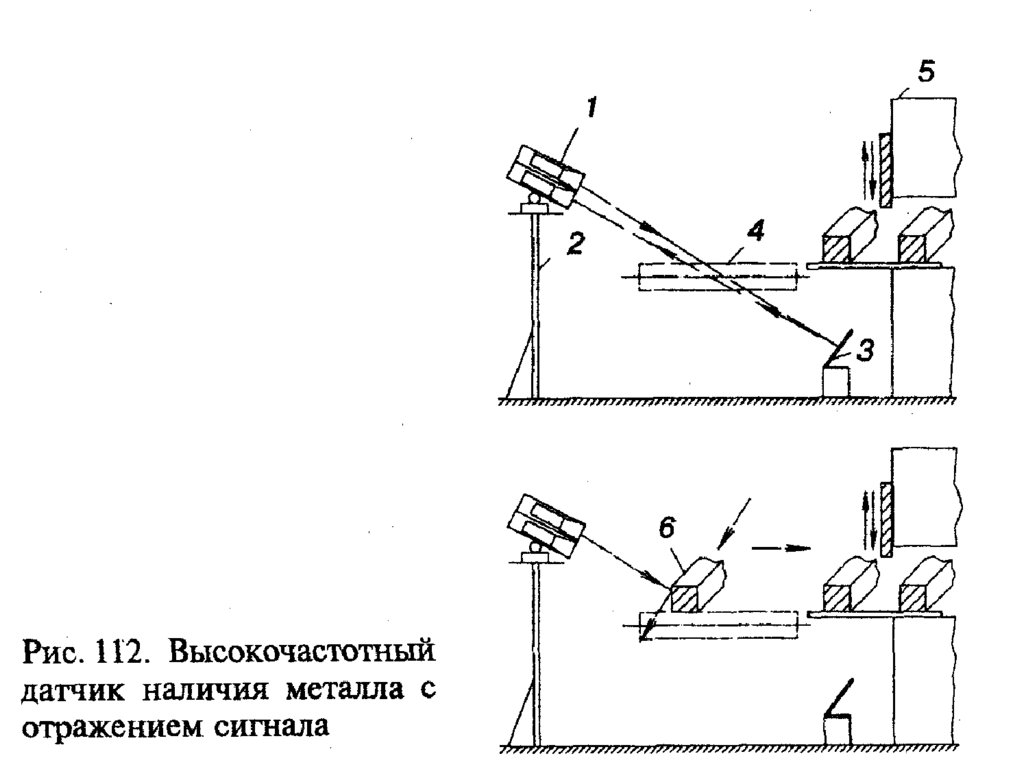
На рис. 112 показана модификациявысокочастотного
датчика
наличия
заготовки.
Отличием конструкции является то, что
излучатель и приемник датчика расположены
с одной стороны рольганга загрузки печи,
при
этом
используется
специальный
отражатель,
устанавливаемый
под
рольгангом (в труднодоступном месте).
17.
18.
Датчик 1 расположен выше уровня прокатки, и сигналот него поступает под углом к плоскости прокатки. При
отсутствии заготовки на рольганге 4 в зоне контроля
эпюра высокочастотных колебаний свободно проходит
от излучателя датчика к отражательной пластине и,
отразившись от ее плоскости, поступает в рупорную
антенну приемника датчика.
При движении заготовки 6 по рольгангу в зоне контроля
эпюра высокочастотных колебаний перекрывается
массой заготовки. При этом происходит поглощение
энергии колебаний и их частичное отражение от
вертикальной плоскости заготовки под углом, что
исключает попадание отраженного сигнала в приемник
датчика.
19.
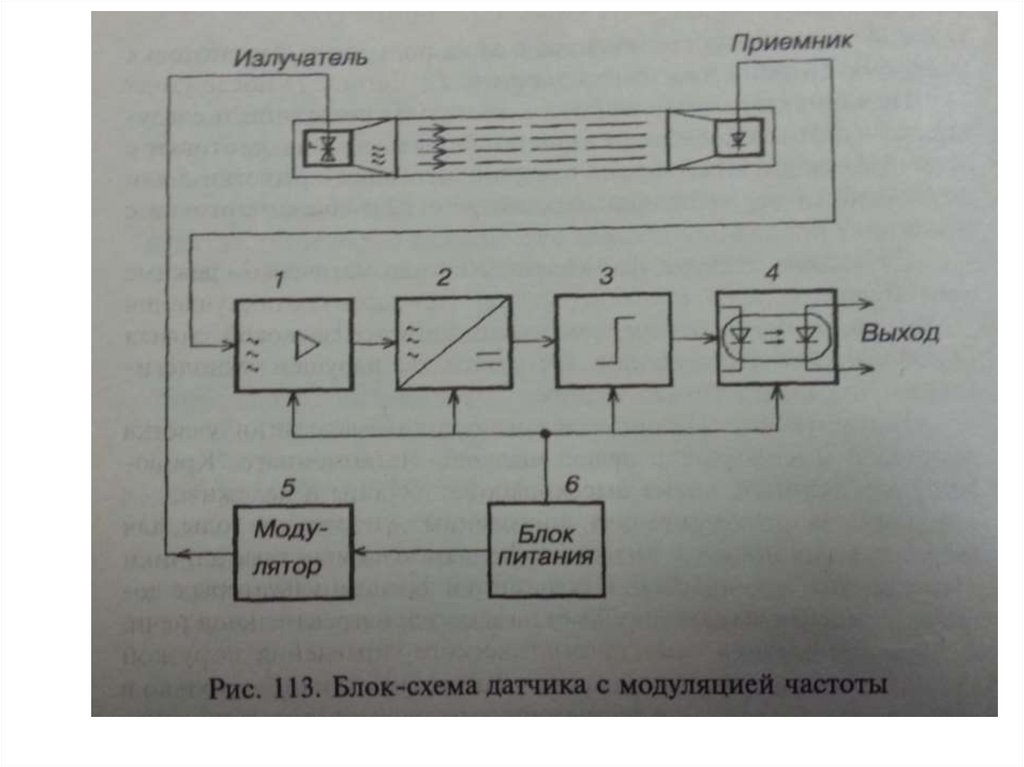
На выходе датчика формируется сигнал наличияметалла в зоне контроля. В целях повышения
помехозащищенности датчика был опробован
метод модуляции ВЧ-колебаний излучателя
датчика;
информационный сигнал датчика — усиленный
сигнал частоты модуляции.