
 drafting
draftingSimilar presentations:










Технологии обработки материалов
1.
КафедраФакультет
технологии
приборостроения
СУиР
Министерство науки и высшего образования Российской Федерации
Федеральное государственное автономное
образовательное учреждение высшего образования
«Национальный исследовательский университет ИТМО»
ТЕХНОЛОГИИ ОБРАБОТКИ МАТЕРИАЛОВ
Практическое занятие 3
Студент: ФИО
e-mail:
Преподаватель: Помпеев Кирилл Павлович
канд. техн. наук, доцент ФСУиР
Санкт-Петербург, 2020
2.
КафедраФакультет
технологии
приборостроения
СУиР
Структура детали «…»
2
3.
КафедраФакультет
технологии
приборостроения
СУиР
Параметры размеров детали «…»
Перечень диаметральных и линейных конструкторских
размеров детали «…» и параметров их точности (номеров
квалитетов) представлен ниже в таблице.
№
квалитета
…
…
№ п.п.
1
…
Обозначение
размера
D1
…
…
…
…
№ п.п.
…
…
Обозначение
размера
К1
…
№
квалитета
…
…
…
…
…
3
4.
КафедраФакультет
технологии
приборостроения
СУиР
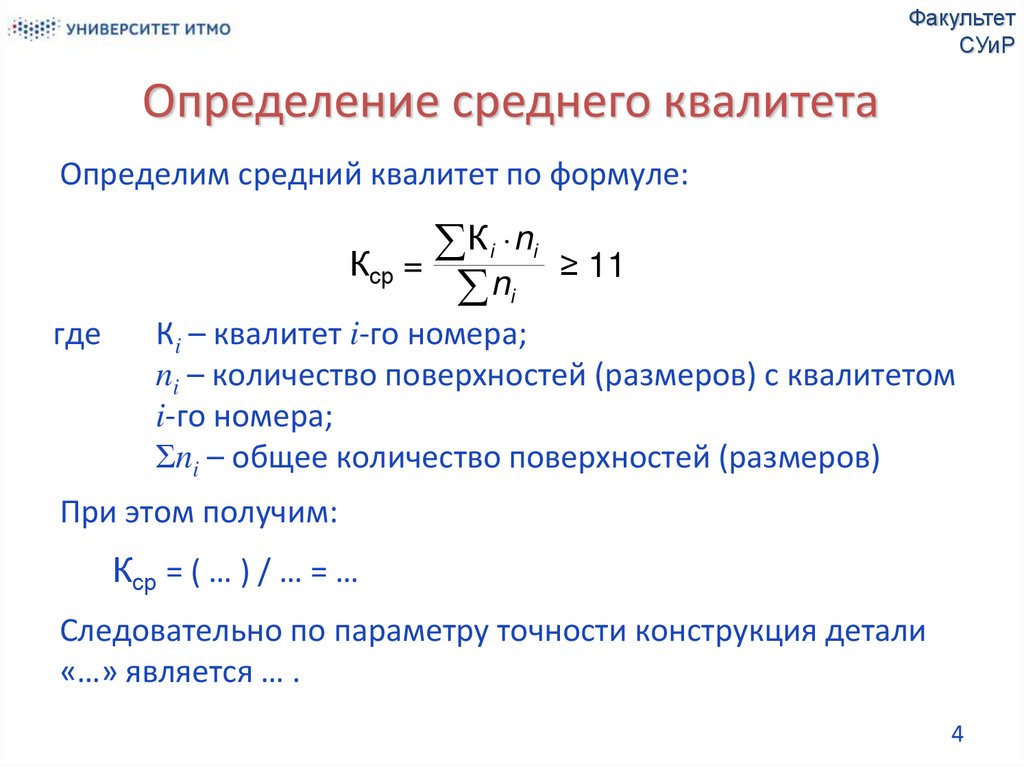
Определение среднего квалитета
Определим средний квалитет по формуле:
К i ni
Кср =
ni
где
≥ 11
Кi – квалитет i-го номера;
ni – количество поверхностей (размеров) с квалитетом
i-го номера;
Σni – общее количество поверхностей (размеров)
При этом получим:
Кср = ( … ) / … = …
Следовательно по параметру точности конструкция детали
«…» является … .
4
5.
КафедраФакультет
технологии
приборостроения
СУиР
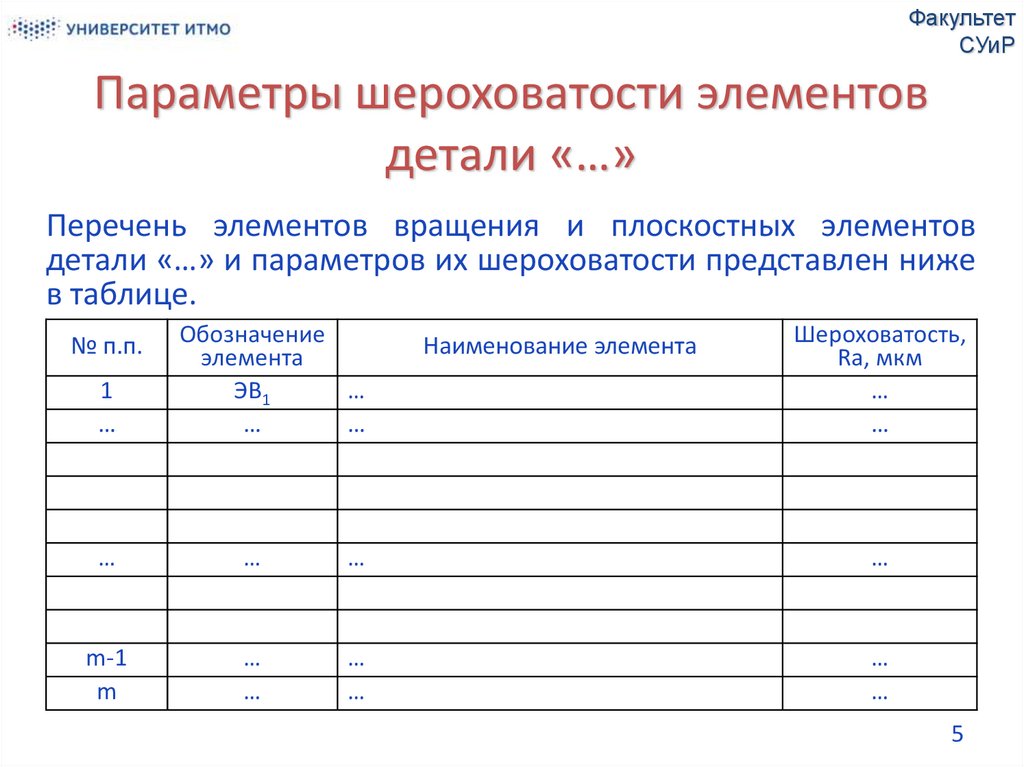
Параметры шероховатости элементов
детали «…»
Перечень элементов вращения и плоскостных элементов
детали «…» и параметров их шероховатости представлен ниже
в таблице.
№ п.п.
1
…
Обозначение
элемента
ЭВ1
…
…
…
Наименование элемента
Шероховатость,
Ra, мкм
…
…
…
…
…
…
m-1
m
…
…
…
…
…
…
5
6.
КафедраФакультет
технологии
приборостроения
СУиР
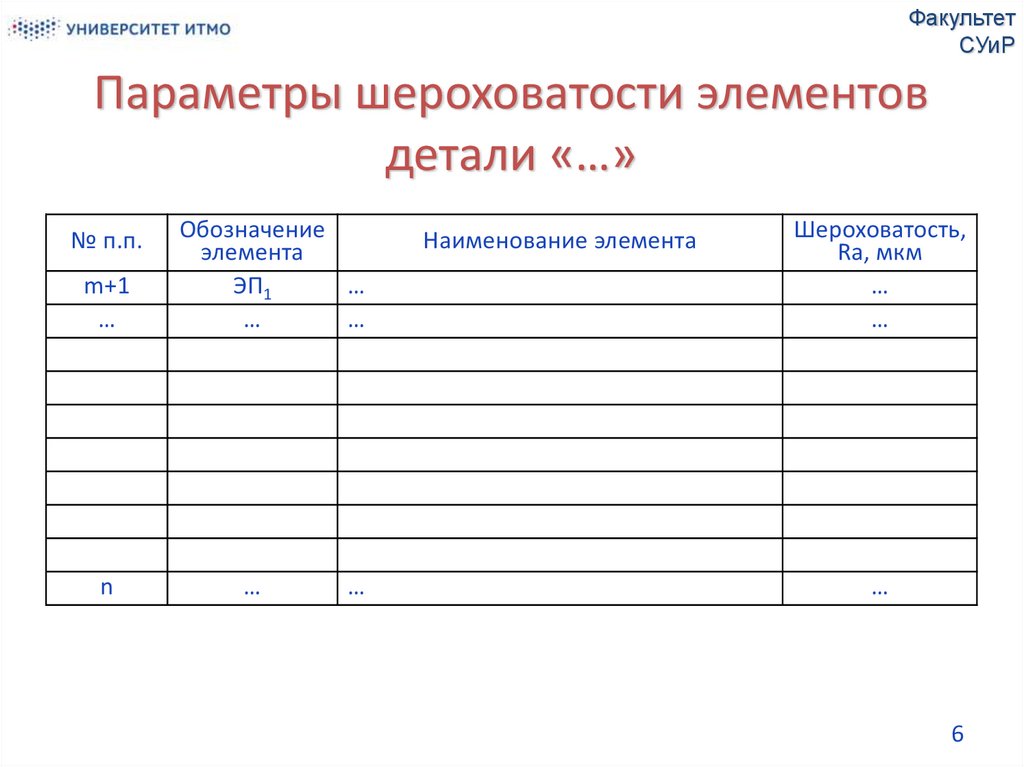
Параметры шероховатости элементов
детали «…»
№ п.п.
m+1
…
n
Обозначение
элемента
ЭП1
…
…
…
…
…
Наименование элемента
Шероховатость,
Ra, мкм
…
…
…
6
7.
КафедраФакультет
технологии
приборостроения
СУиР
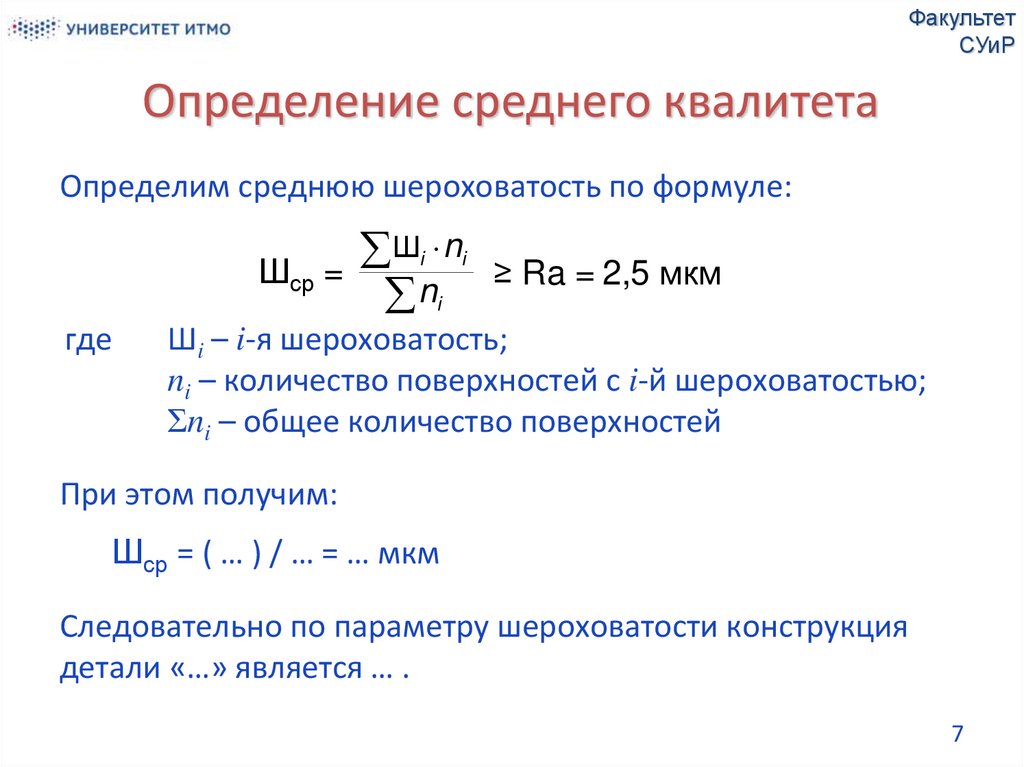
Определение среднего квалитета
Определим среднюю шероховатость по формуле:
Шср =
где
Шi ni
ni
≥ Ra = 2,5 мкм
Шi – i-я шероховатость;
ni – количество поверхностей с i-й шероховатостью;
Σni – общее количество поверхностей
При этом получим:
Шср = ( … ) / … = … мкм
Следовательно по параметру шероховатости конструкция
детали «…» является … .
7
8.
КафедраФакультет
технологии
приборостроения
СУиР
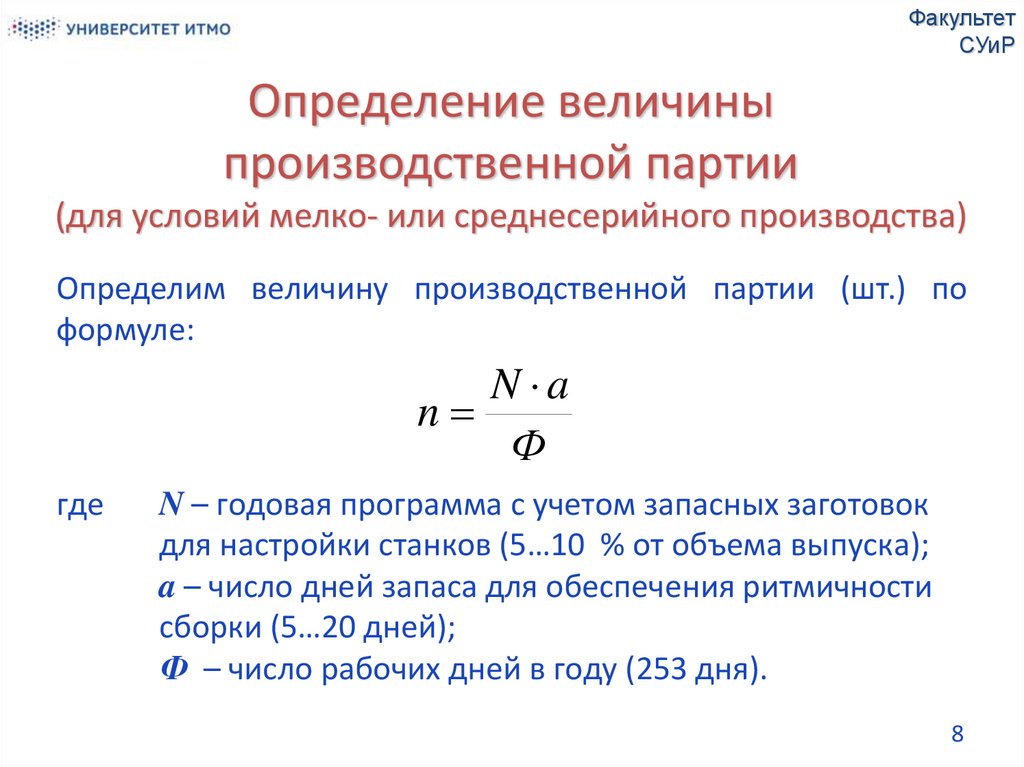
Определение величины
производственной партии
(для условий мелко- или среднесерийного производства)
Определим величину производственной партии (шт.) по
формуле:
N a
n
Ф
где
N – годовая программа с учетом запасных заготовок
для настройки станков (5…10 % от объема выпуска);
a – число дней запаса для обеспечения ритмичности
сборки (5…20 дней);
Ф – число рабочих дней в году (253 дня).
8
9.
КафедраФакультет
технологии
приборостроения
СУиР
Определение величины
производственной партии
(для условий мелко- или среднесерийного производства)
Минимальное количество деталей в партии при а = 5 дней
составит:
n = (… …) / … = … шт.
Максимальное количество деталей в партии при а = 20 дней
составит:
n = (… …) / … = … шт.
Примем количество деталей в партии n равное … шт., что
обеспечивает … запусков в год.
9
10.
КафедраФакультет
технологии
приборостроения
СУиР
Определение такта выпуска изделий
(для условий крупносерийного или массового производства)
Определим размер такта выпуска изделий (мин/шт.) по
формуле:
Фд 60
τ
Nи
где
Фд – действительный фонд времени работы
оборудования за рассматриваемый период времени
(год, месяц, смена), час;
Nи – количество изделий, выпускаемых с поточной
линии за рассматриваемый период времени, шт.
Размер такта выпуска изделий составит:
= (… 60) / … … мин/шт.
10