





 industry
industry drafting
draftingSimilar presentations:










Чертеж детали «Втулка». Практическое занятие 4
1.
КафедраФакультет
технологии
приборостроения
СУиР
Министерство науки и высшего образования Российской Федерации
Федеральное государственное автономное
образовательное учреждение высшего образования
«Национальный исследовательский университет ИТМО»
ТЕХНОЛОГИИ ОБРАБОТКИ МАТЕРИАЛОВ
Практическое занятие 4
Студент: ФИО
e-mail:
Преподаватель: Помпеев Кирилл Павлович
канд. техн. наук, доцент ФСУиР
Санкт-Петербург, 2020
2.
КафедраФакультет
технологии
приборостроения
СУиР
Чертеж детали «Втулка»
Масса детали: mд. = 1,7 кг.
2
3.
КафедраФакультет
технологии
приборостроения
СУиР
Варианты изготовления исходной заготовки
Прокат
Масса заготовки: mз.п. = 5,3 кг.
Штамповка ГКМ
Масса заготовки: mш.з. = 2,4 кг.
3
4.
КафедраФакультет
технологии
приборостроения
СУиР
Распределение припуска при обработке
проката до размеров штампованной заготовки
1. Припуск на сторону при обработке наружной цилиндрической
поверхности Ø114 мм составит: (115 – 114) / 2 = 0,5 мм. Его
удаляем за один проход.
Следовательно, необходимо точить наружную цилиндрическую
поверхность Ø114 мм на длину l = 63 мм за один проход (i = 1).
2. Припуск на сторону при обработке наружной цилиндрической
поверхности Ø85 мм составит: (114 – 85) / 2 = 14,5 мм. Его
удаляем за несколько рабочих ходов.
Следовательно, необходимо точить наружную цилиндрическую
поверхность Ø85 мм на длину l = 50 мм за 5 рабочих ходов,
выдерживая на каждом: Ø108 мм; Ø102 мм; Ø96 мм; Ø90 мм и
Ø85 мм соответственно, для которого i = 1.
4
5.
КафедраФакультет
технологии
приборостроения
СУиР
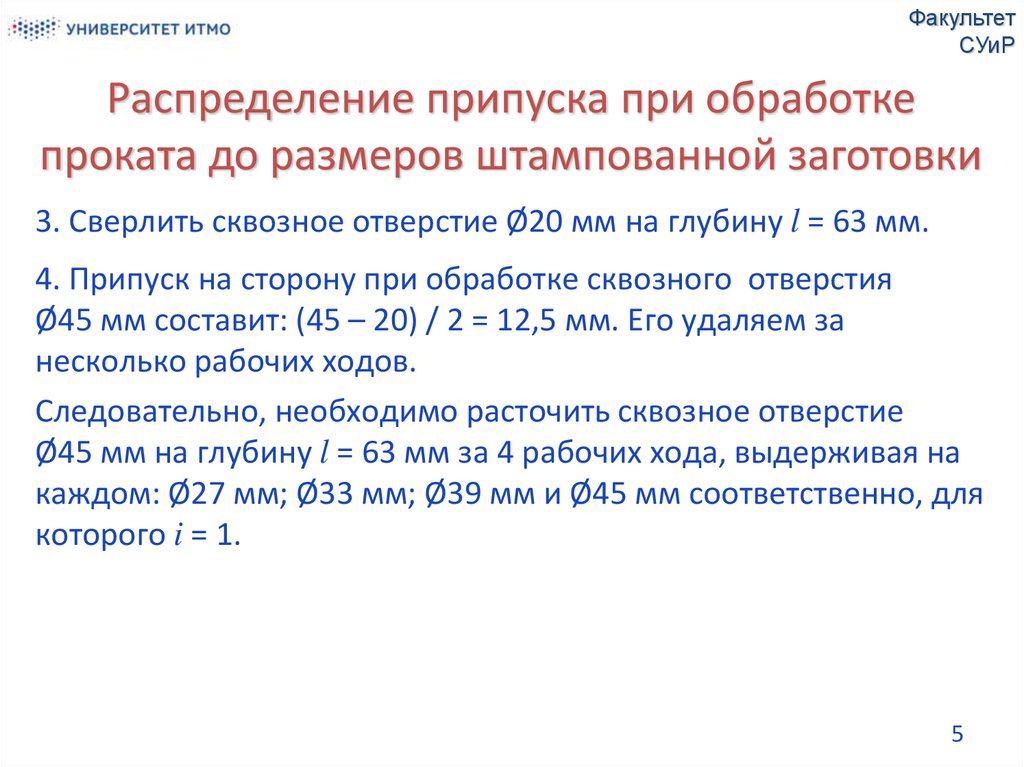
Распределение припуска при обработке
проката до размеров штампованной заготовки
3. Сверлить сквозное отверстие Ø20 мм на глубину l = 63 мм.
4. Припуск на сторону при обработке сквозного отверстия
Ø45 мм составит: (45 – 20) / 2 = 12,5 мм. Его удаляем за
несколько рабочих ходов.
Следовательно, необходимо расточить сквозное отверстие
Ø45 мм на глубину l = 63 мм за 4 рабочих хода, выдерживая на
каждом: Ø27 мм; Ø33 мм; Ø39 мм и Ø45 мм соответственно, для
которого i = 1.
5
6.
КафедраФакультет
технологии
приборостроения
СУиР
Расчет себестоимости изготовления
заготовки по вариантам
6
7.
КафедраФакультет
технологии
приборостроения
СУиР
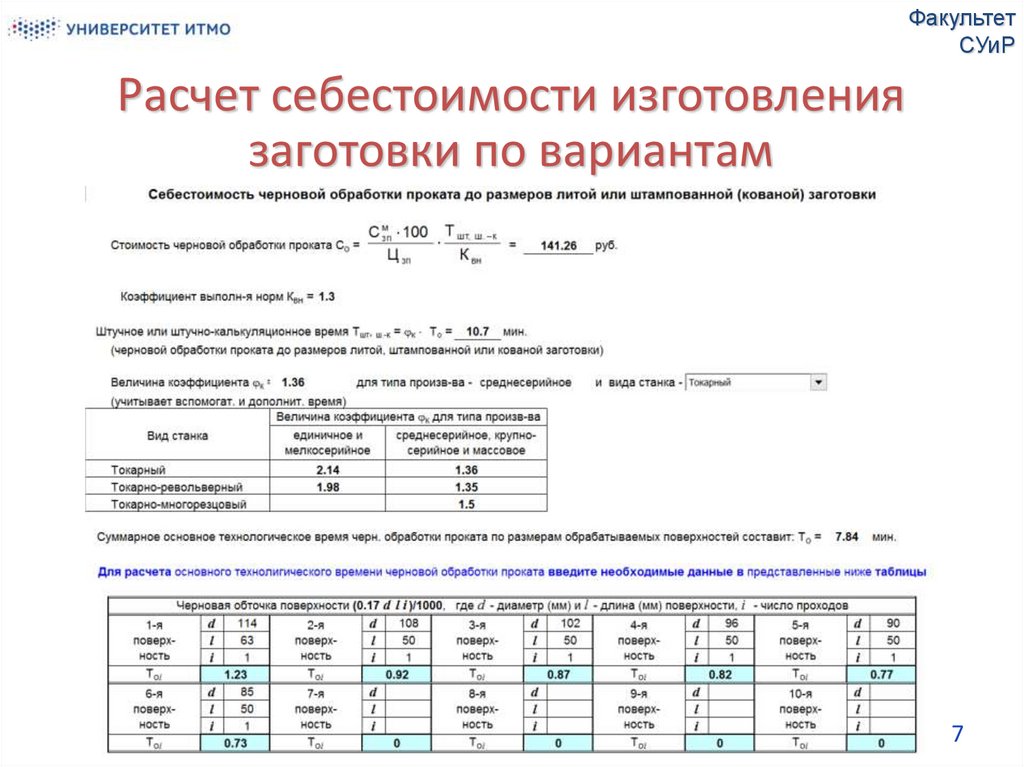
Расчет себестоимости изготовления
заготовки по вариантам
7
8.
КафедраФакультет
технологии
приборостроения
СУиР
Расчет себестоимости изготовления
заготовки по вариантам
8
9.
КафедраФакультет
технологии
приборостроения
СУиР
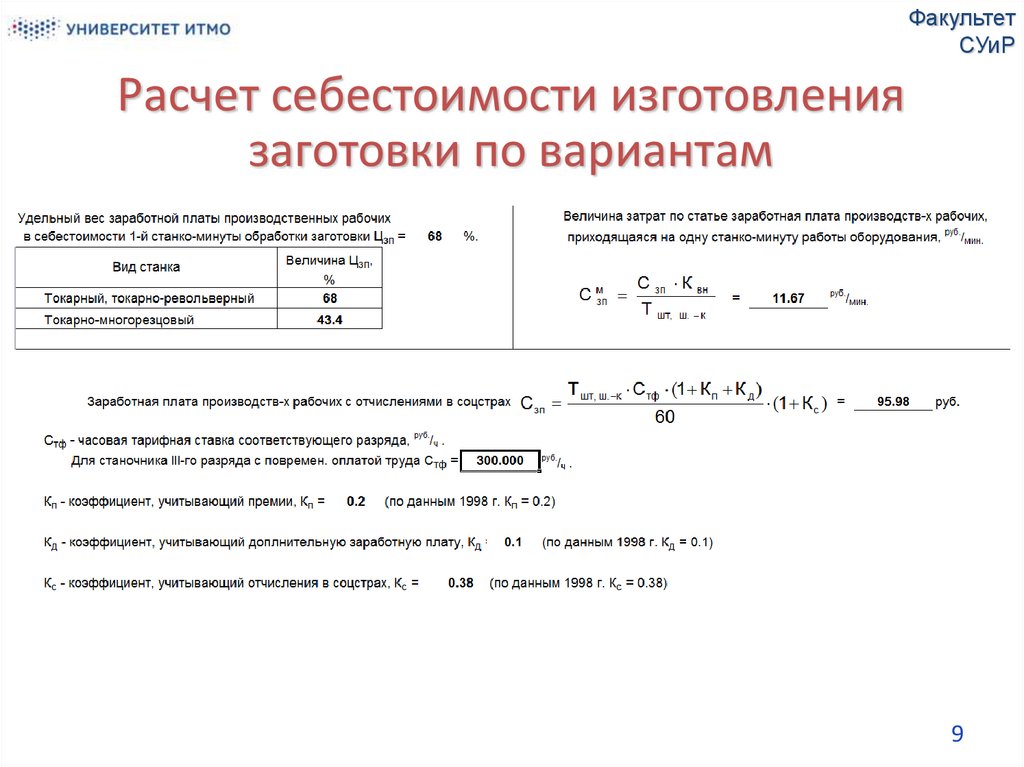
Расчет себестоимости изготовления
заготовки по вариантам
9
10.
КафедраФакультет
технологии
приборостроения
СУиР
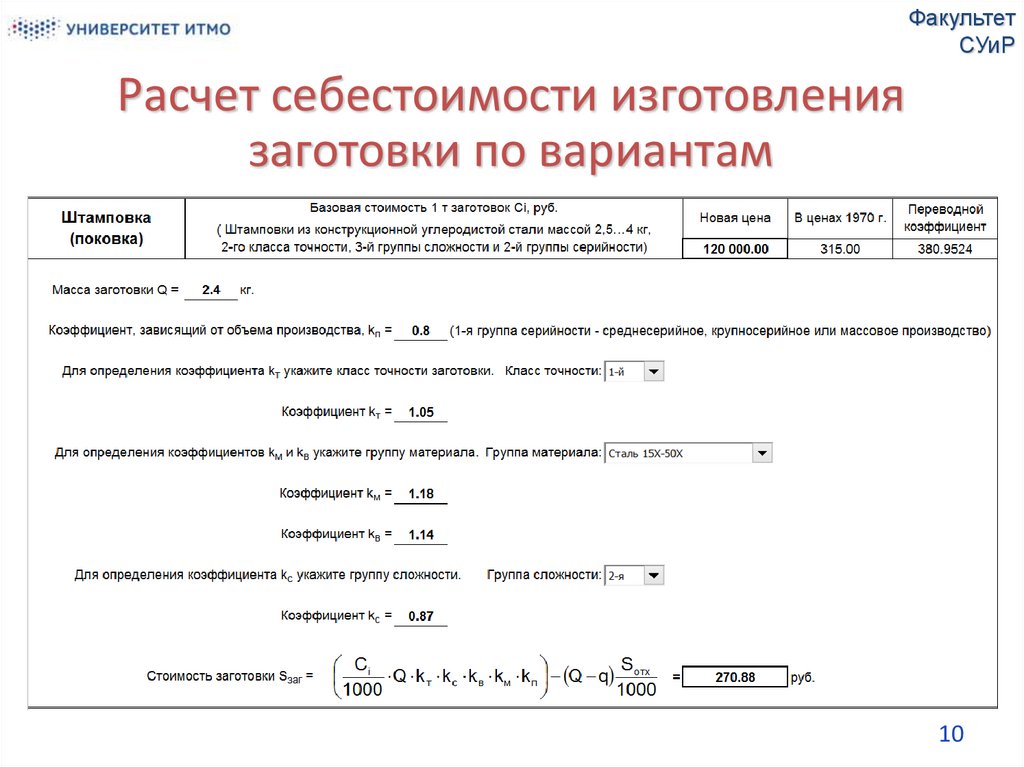
Расчет себестоимости изготовления
заготовки по вариантам
10
11.
КафедраФакультет
технологии
приборостроения
СУиР
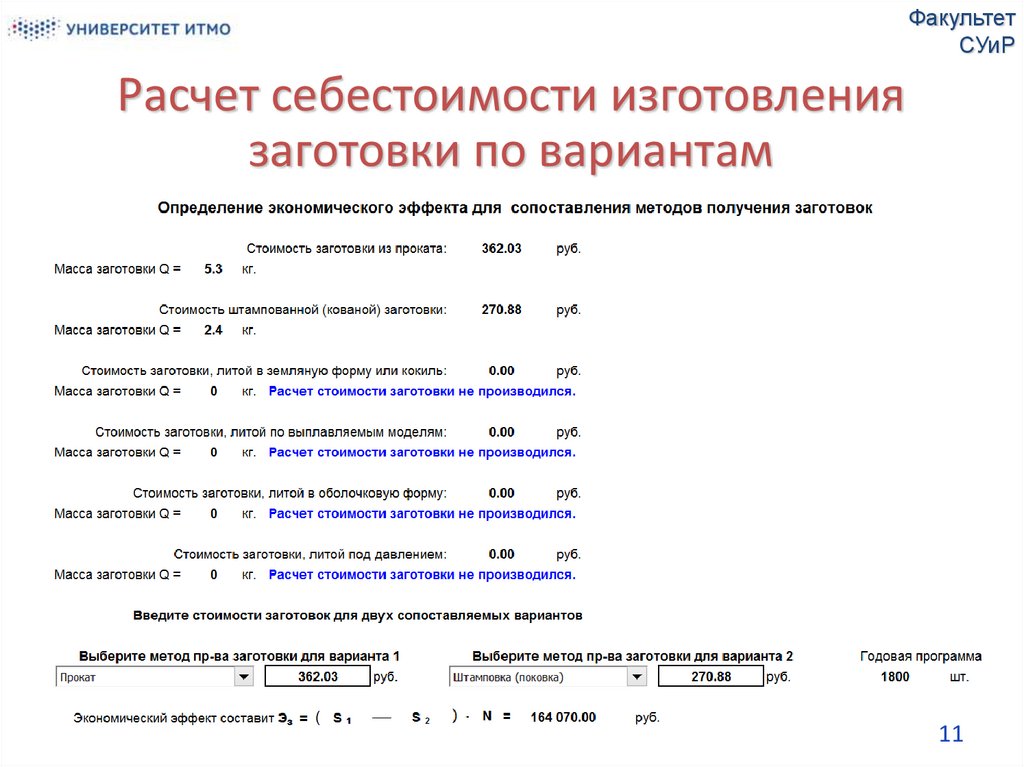
Расчет себестоимости изготовления
заготовки по вариантам
11
12.
КафедраФакультет
технологии
приборостроения
СУиР
Вывод
Таким образом, в качестве способа производства исходной
заготовки примем штамповку на горизонтально-ковочной
машине (ГКМ).
При этом в соответствии с результатами расчета годовой
экономический эффект составит 164070 руб.
12