






")

")


")






")
 Для аморфных полимеров tвпд = (A h2 / α) {В – ln [(Tр – Тф)")


 industry
industrySimilar presentations:








 - литье, формование изделий из термопластов")

Литье под давлением термопластов
1. 8. ЛИТЬЕ ПОД ДАВЛЕНИЕМ ТЕРМОПЛАСТОВ
12.
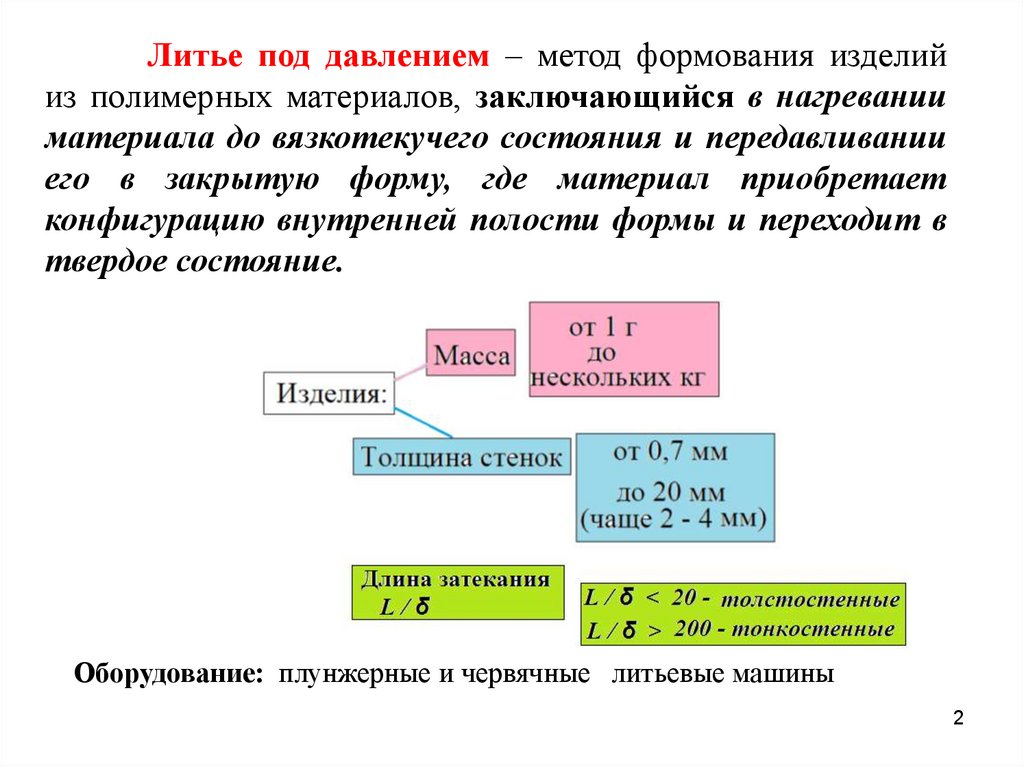
Литье под давлением – метод формования изделийиз полимерных материалов, заключающийся в нагревании
материала до вязкотекучего состояния и передавливании
его в закрытую форму, где материал приобретает
конфигурацию внутренней полости формы и переходит в
твердое состояние.
Оборудование: плунжерные и червячные литьевые машины
2
3.
34. Основные стадии процесса литья под давлением
:1 Получение сырья
2 Входной контроль сырья
3 Растаривание и хранение
4 Подготовка сырья к переработке (сушка)
5 Стадия формования
6 Промежуточный контроль качества изделий
7 Обработка отформованных изделий (термическая,
механическая)
8 Контроль готовой продукции
9 Упаковка продукции
10 Хранение продукции
4
5. Технологическая схема производства литьевых изделий
1 Получение сырья2 Входной контроль сырья
3 Растаривание и хранение
4,5 Подготовка сырья к переработке (сушка)
6 Стадия формования
7 Промежуточный контроль качества изделий
8 Обработка отформованных изделий
(термическая, механическая)
9 Контроль и упаковка готовой продукции
10,11,12 Переработка отходов
5
6.
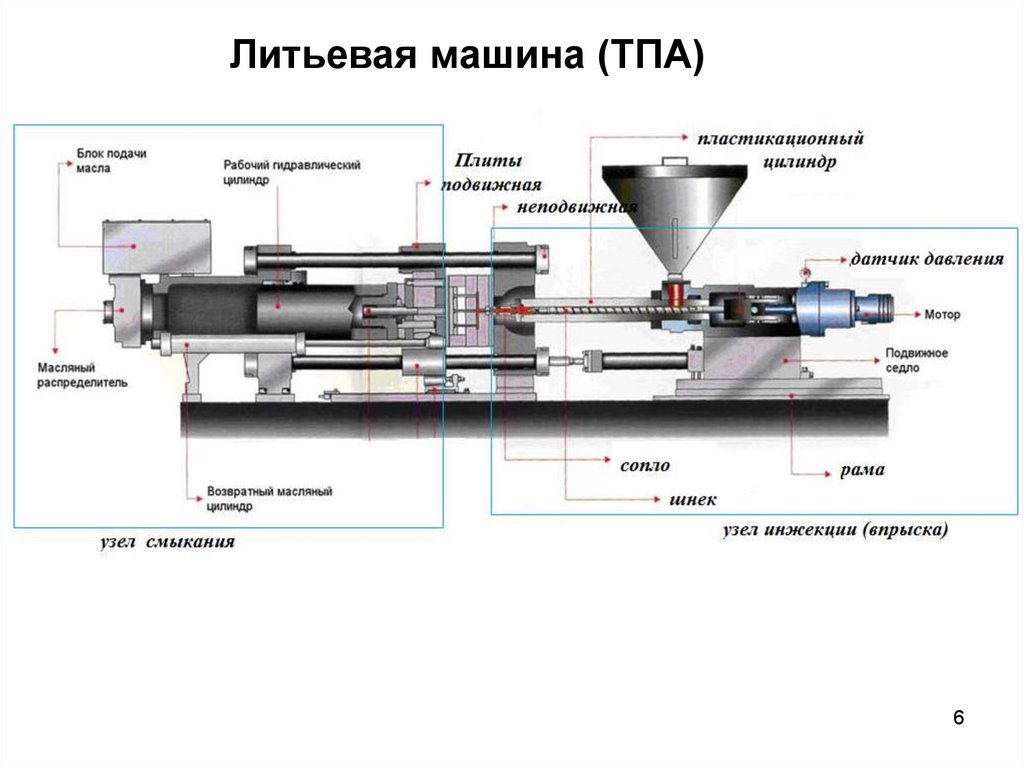
Литьевая машина (ТПА)6
7.
СХЕМА ПЛАСТИКАЦИОННОГО ЦИЛИНДРА7
8.
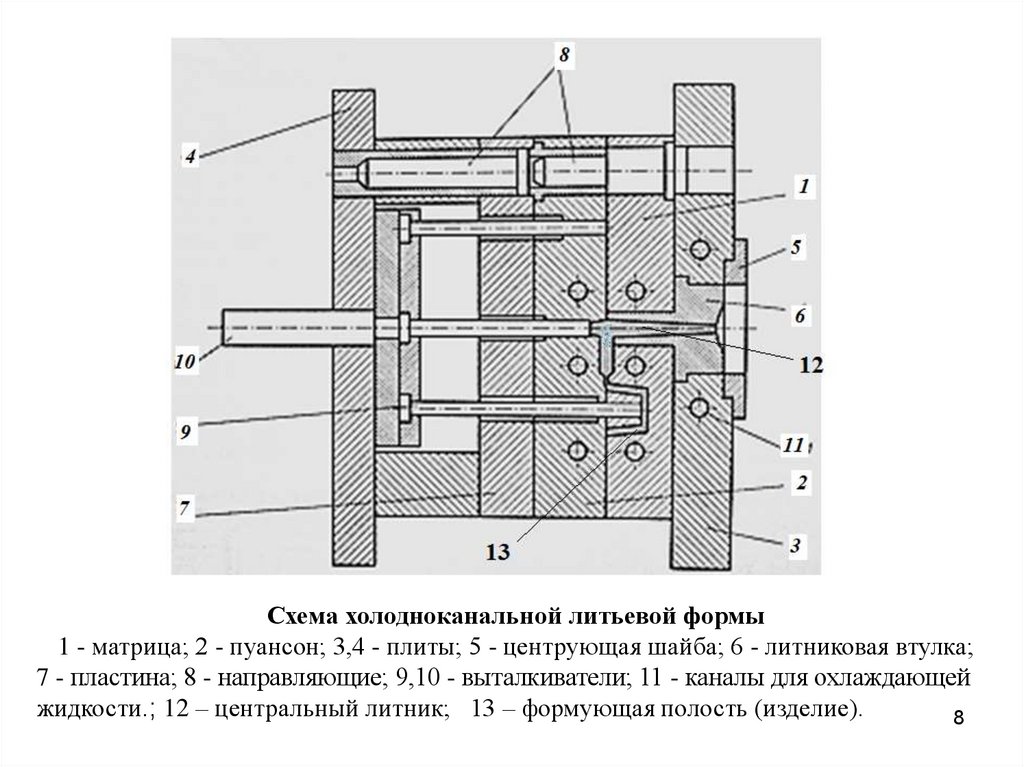
Схема холодноканальной литьевой формы1 - матрица; 2 - пуансон; 3,4 - плиты; 5 - центрующая шайба; 6 - литниковая втулка;
7 - пластина; 8 - направляющие; 9,10 - выталкиватели; 11 - каналы для охлаждающей
жидкости.; 12 – центральный литник; 13 – формующая полость (изделие).
8
9.
910.
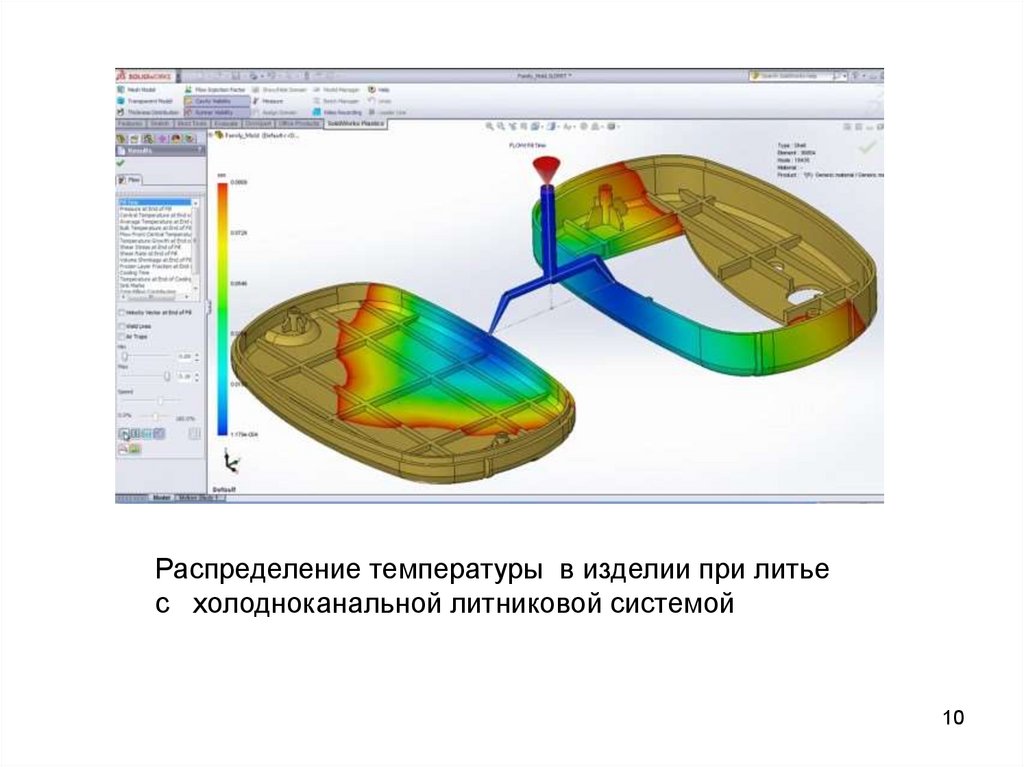
Распределение температуры в изделии при литьес холодноканальной литниковой системой
10
11.
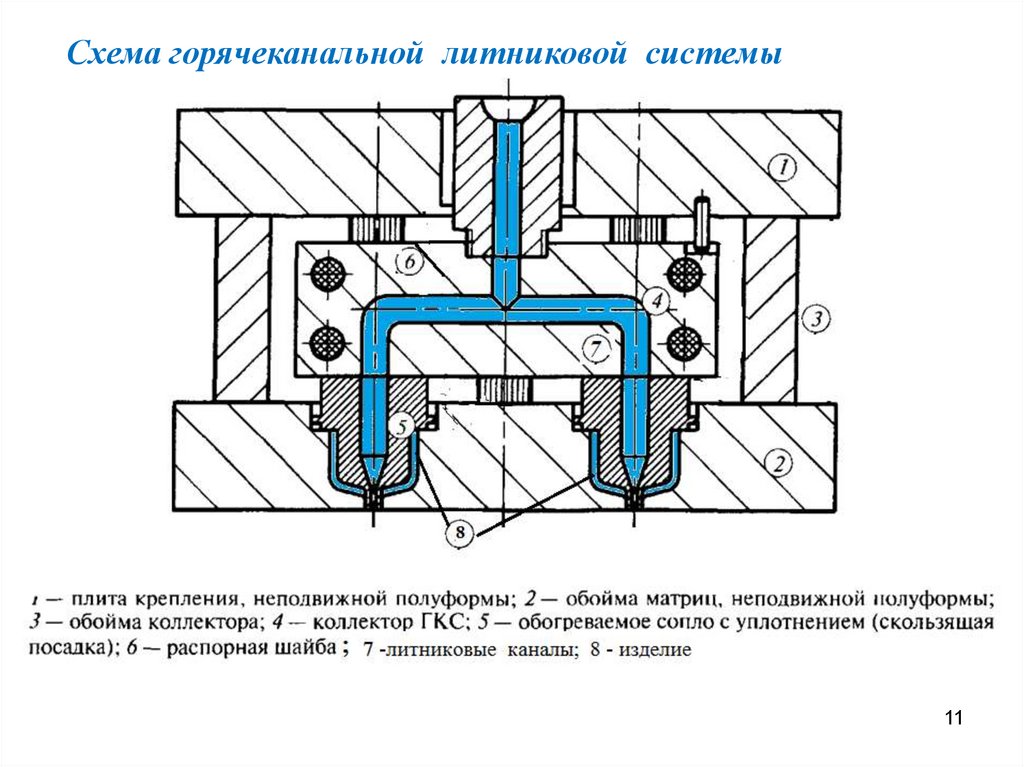
Схема горячеканальной литниковой системы11
12. Технологические параметры литья под давлением:
• Основание для выбора параметров –• теплофизические и вязкостные свойства
полимерного материала; конструкция изделия.
• Температурные: Тл (Т1, Т2….), Тф , (оС)
• Силовые: Рл, Рф, Рпл, Fсм (бар, кгс/см2 , МПа)
• Временные:tвпр, tвпд, tохл, tпл, t цикл, tмаш, tпаузы (с)
• Скоростные:Qвпр (см куб./с), Nшн (об/мин), Vшн (м/с)
• Объемные:
Vвпр (см куб.)
13. ВЫБОР МАРКИ МАТЕРИАЛА
1314. Уровни вязкости базовых марок полимеров (Па*с)
η1Самая
низковязкая
101
ПТР1
Самый
высокий
η2
η3
η4
η5
Очень
низковязкая
Низковязкая
Средневязкая
Высоковязкая
102 - 103
103- 5*103
5 *103 - 104 104 - 5*104
101-102
ПТР2
ПТР 3
ПТР 4
ПТР 5
Волокна
η6
η7
Очень
высоковязкая
Самая
высоковязкая
ПТР 6
Выдувное
формование
Покрытия
5*104 - 106
ПТР 7
Самый
низкий
Прессование
Каландро
вание
Литье под давлением
(пленки )
Экструзия
(трубы)
14
15. ВХОДНОЙ КОНТРОЛЬ СЫРЬЯ
Показатели вязкости расплава
Вязкость ньютоновская, вязкость эффективная
и ПТР
15
16. ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА (ПТР)
ПТР = М 600t
ПТР = f (1/ η)
Корректировка технологических параметров литья по ПТР
ПТР
Вязкость
Формуемость
Рекомендации
Низкий
Высокая
Текучесть
понижена
Повышать температуру
и давление литья
Высокий
Низкая
Текучесть
повышена
Понижать температуру и
давление литья
16
17.
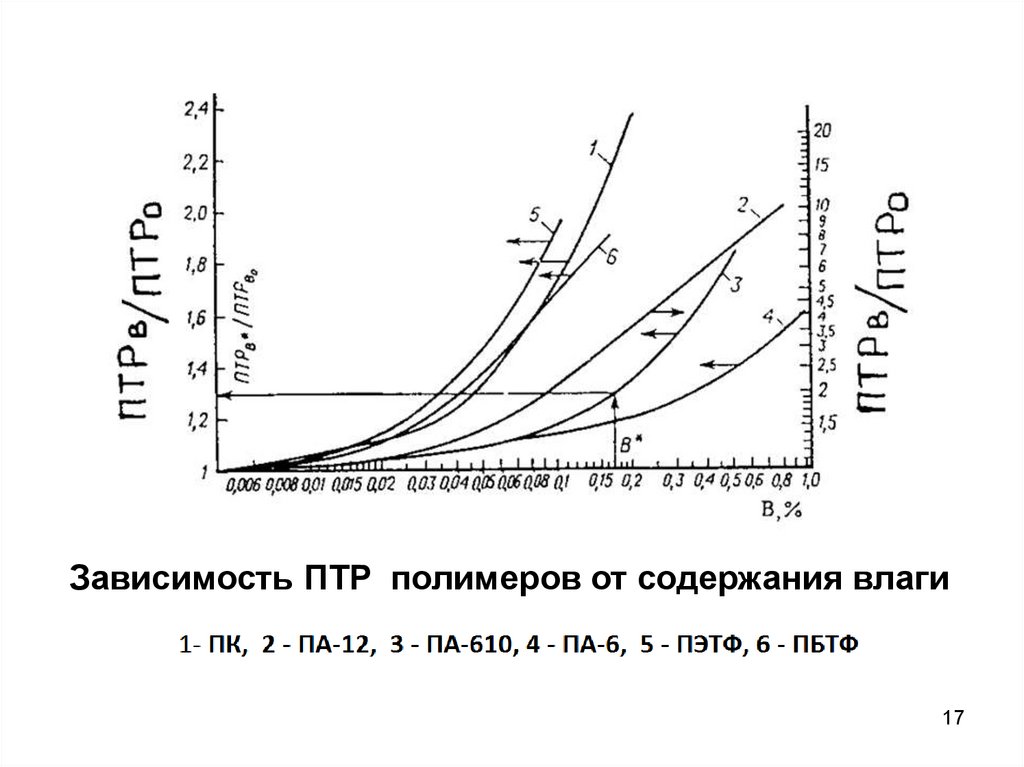
Зависимость ПТР полимеров от содержания влаги17
18. Корректировка технологических параметров по термостабильности расплава
Показательстабильности
Термостабиль
ность
Рекомендации по
технологическим режимам
Время
термостабильности
Более 30 мин
Хорошая
При необходимости можно
повышать Тл, Nшн, Рпл,
Qвпр, Тсушки, время сушки
20 - 30 мин
Удовлетворительная
Применяют средние Тл, Nшн,
Рпл, Qвпр, Тсушки
Менее 20 мин
Низкая
Понижают Тл, Nшн, Рпл,
Qвпр, Тсушки,
18
19.
• Подготовка полимера к переработке• Определяют влажность В, с которой полимер
поступил на переработку и сравнивают с
• допустимой влажностью материала перед
переработкой В*, %
Температура сушки, Тс, оС
Продолжительность сушки, tc ( час)
Допустимое время пребывания сухого
материала вне герметичной тары, t увл (час)
19
20.
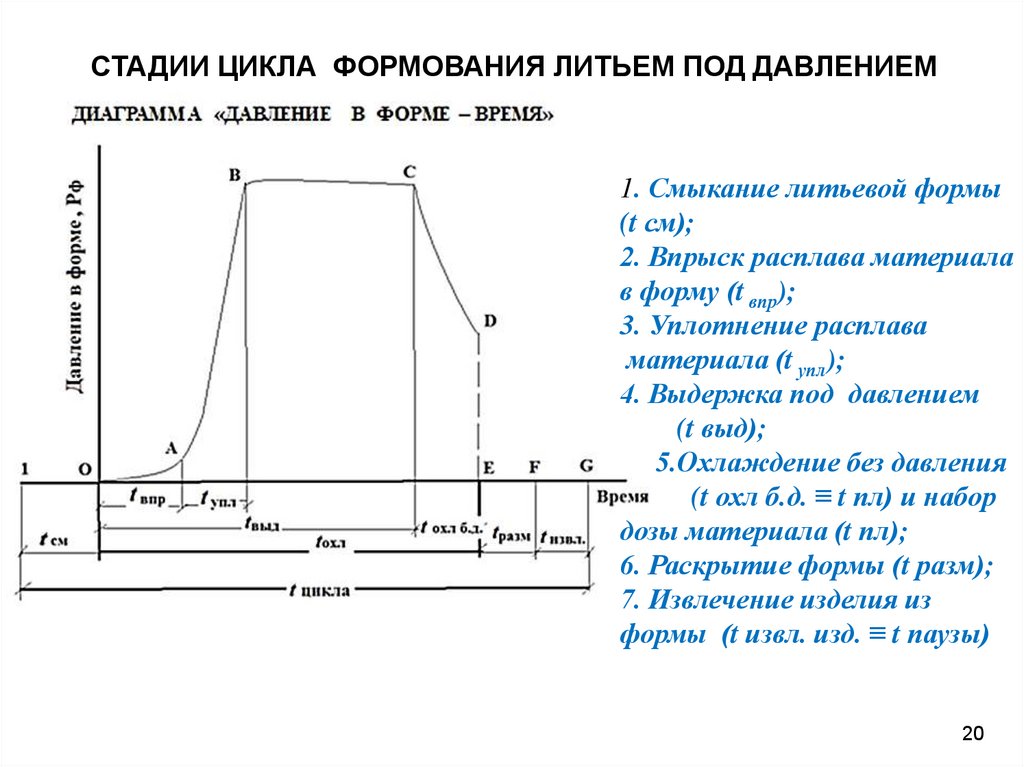
СТАДИИ ЦИКЛА ФОРМОВАНИЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ1. Смыкание литьевой формы
(t см);
2. Впрыск расплава материала
в форму (t впр);
3. Уплотнение расплава
материала (t упл);
4. Выдержка под давлением
(t выд);
5.Охлаждение без давления
(t охл б.д. ≡ t пл) и набор
дозы материала (t пл);
6. Раскрытие формы (t разм);
7. Извлечение изделия из
формы (t извл. изд. ≡ t паузы)
20
21. Общая продолжительность цикла
• tц (с) = tохл + tмаш + tпауз• tц определяет производительность
• tохл
• tохл
составляет до 80% от tц
можно рассчитать по формуле (пример):
где h; - половина толщины изделия, м;
α - коэффициент температуропроводности полимера, м2/с
Ти- температура в центре изделия в момент извлечения
Тм и Тф- температура материала (литья) и формы
21
22. ТЕМПЕРАТУРА РАСПЛАВА Тр (или Тм)
Для аморфных полимеров:• Тмин = Т тек + (15-20) оС
или Тст + 100 оС
• Тмакс = Т дестр – (15-20) оС
(Для ПС 195 оС)
(Для ПС 200 оС)
(Для ПС 240 оС)
• Для кристаллических полимеров:
• Тмин = Т пл + (15-20) оС
(Для ПА-6 230 оС)
• Тмакс = Т дестр – (15-20) оС (Для ПА-6 260 оС)
В интервале (Тмин – Тмакс) температура уточняется по
вязкости расплава, которая должна быть ≈ 5*10 3 Па*с
(см. кривую вязкости) при скорости сдвига ≈ 10 3 с-1. 22
23.
Схема уточнения Тр по вязкости и скорости сдвига23
24.
2425.
2526.
2627.
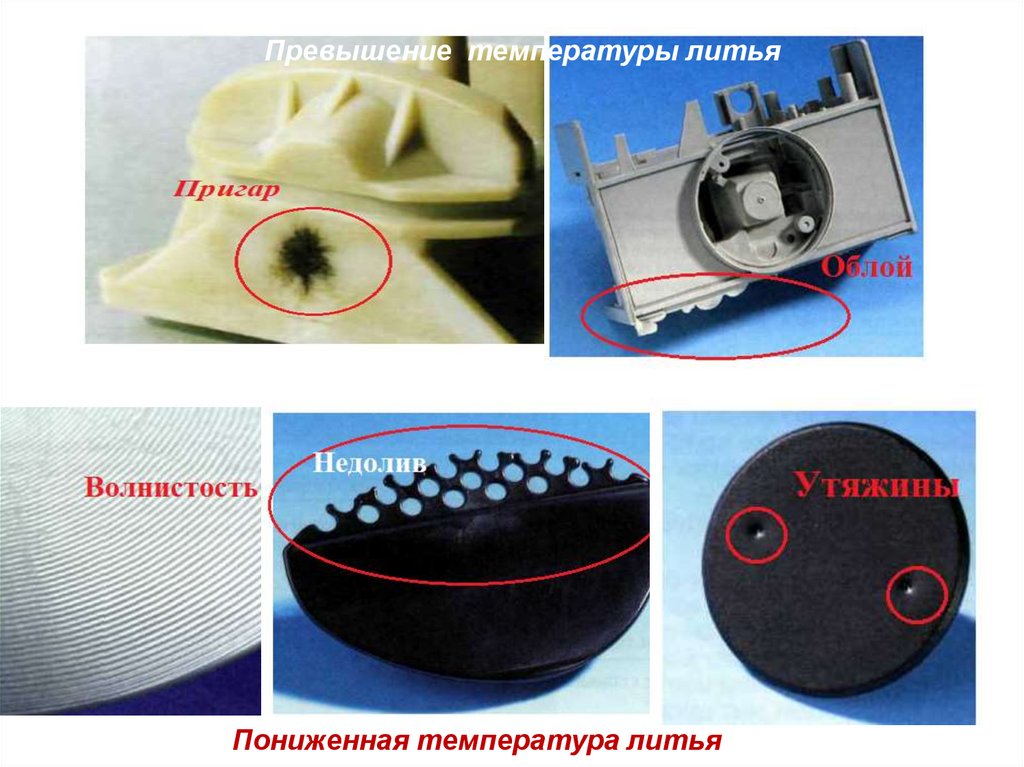
Превышение температуры литьяПониженная температура литья
27
28.
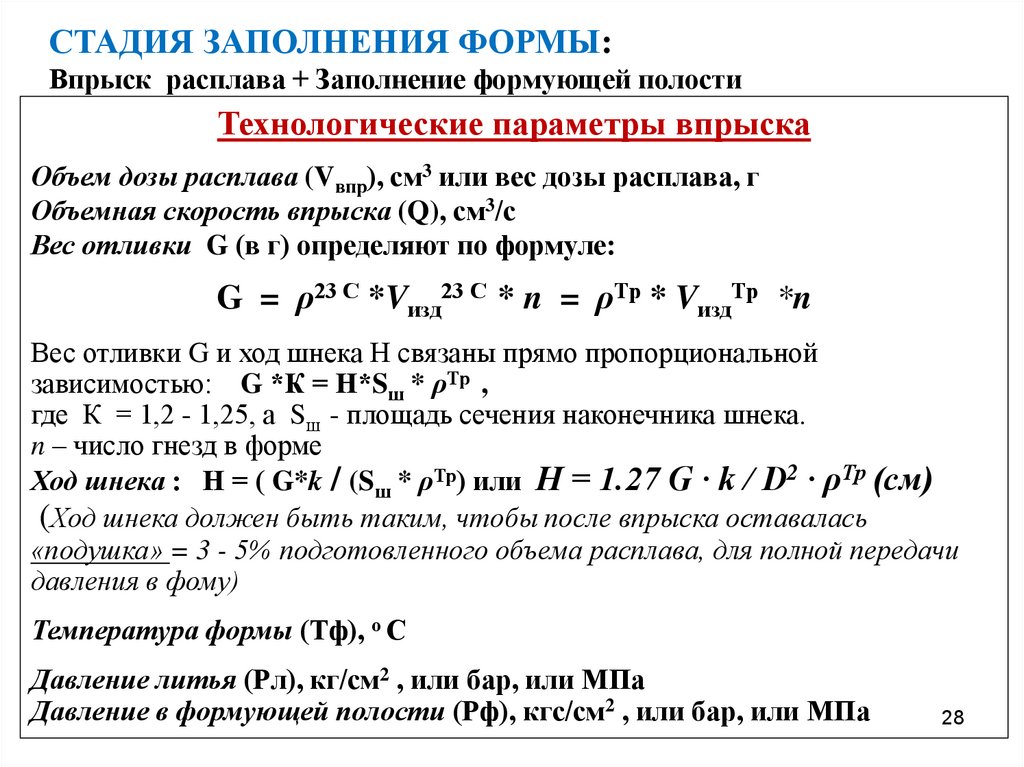
СТАДИЯ ЗАПОЛНЕНИЯ ФОРМЫ:Впрыск расплава + Заполнение формующей полости
Технологические параметры впрыска
Объем дозы расплава (Vвпр), см3 или вес дозы расплава, г
Объемная скорость впрыска (Q), см3/с
Вес отливки G (в г) определяют по формуле:
G = ρ23 С *Vизд23 С * n = ρТр * VиздТр *n
Вес отливки G и ход шнека Н связаны прямо пропорциональной
зависимостью: G *К = Н*Sш * ρТр ,
где К = 1,2 - 1,25, а Sш - площадь сечения наконечника шнека.
n – число гнезд в форме
Ход шнека : Н = ( G*k / (Sш * ρТр) или H = 1.27 G · k / D2 · ρТр (см)
(Ход шнека должен быть таким, чтобы после впрыска оставалась
«подушка» = 3 - 5% подготовленного объема расплава, для полной передачи
давления в фому)
Температура формы (Тф), о С
Давление литья (Рл), кг/см2 , или бар, или МПа
Давление в формующей полости (Рф), кгс/см2 , или бар, или МПа
28
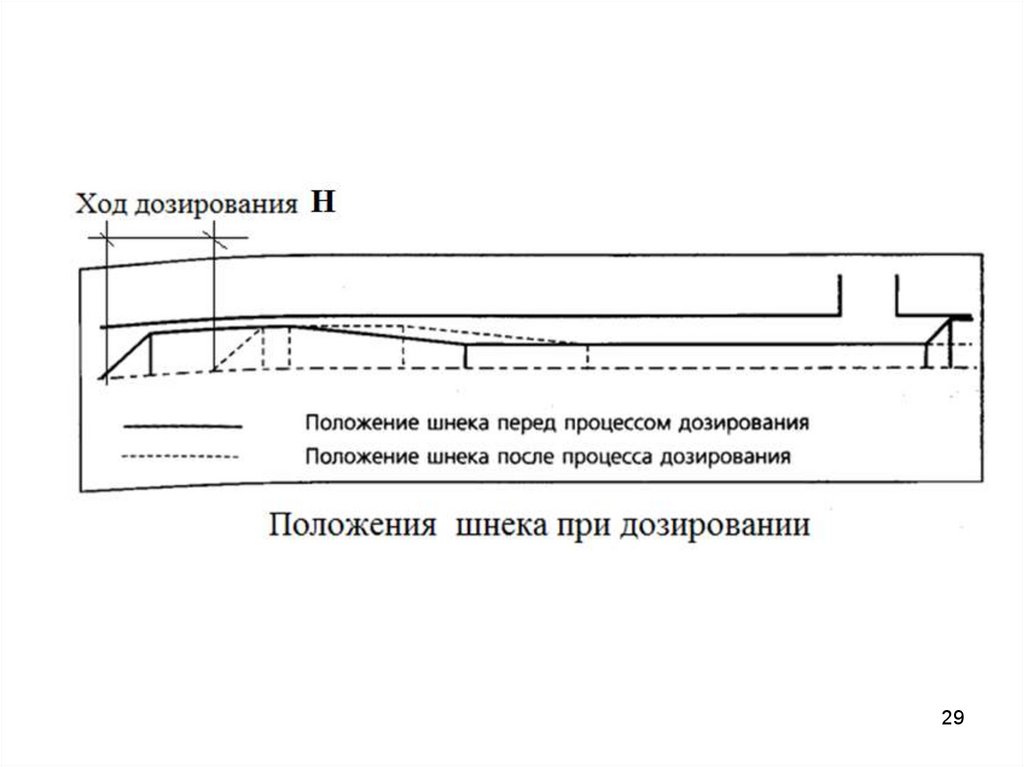
29.
2930.
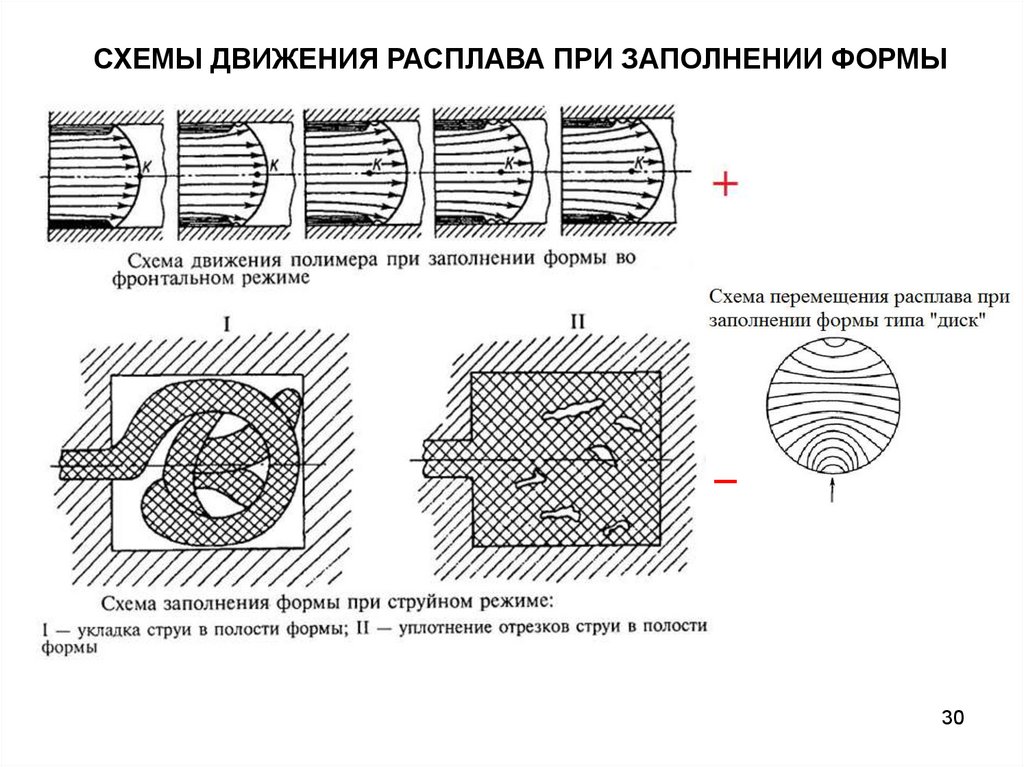
СХЕМЫ ДВИЖЕНИЯ РАСПЛАВА ПРИ ЗАПОЛНЕНИИ ФОРМЫ_
30
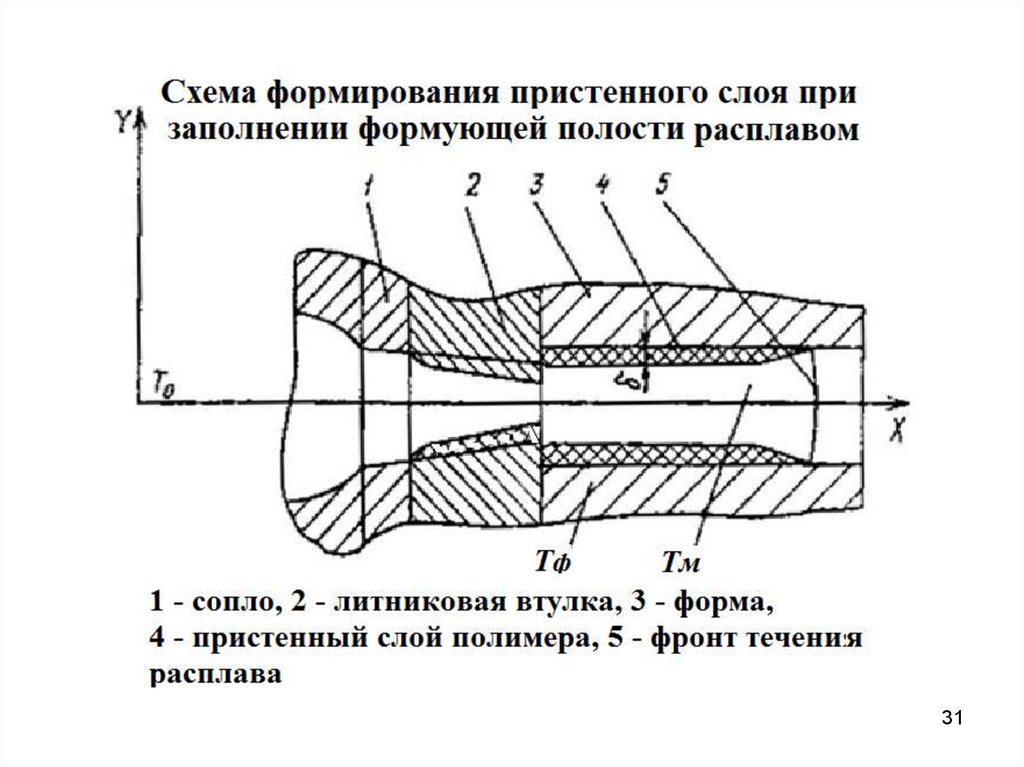
31.
3132.
3233.
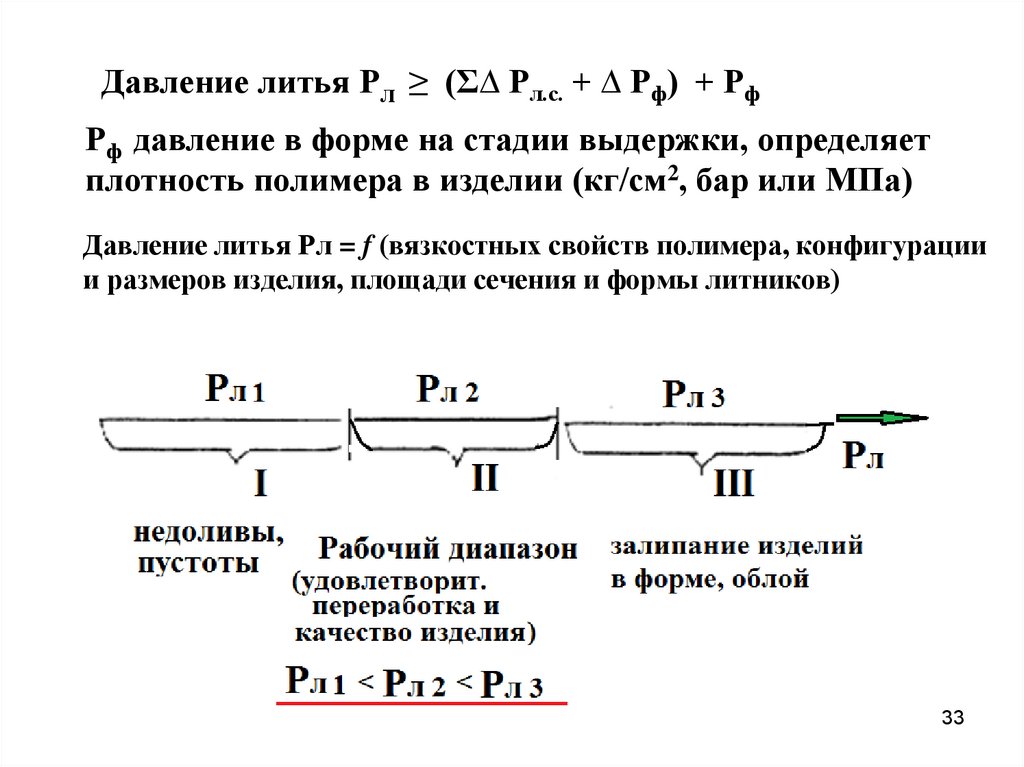
Давление литья Рл ≥ (Σ∆ Рл.с. + ∆ Рф) + РфРф давление в форме на стадии выдержки, определяет
плотность полимера в изделии (кг/см2, бар или МПа)
Давление литья Рл = f (вязкостных свойств полимера, конфигурации
и размеров изделия, площади сечения и формы литников)
33
34.
3435.
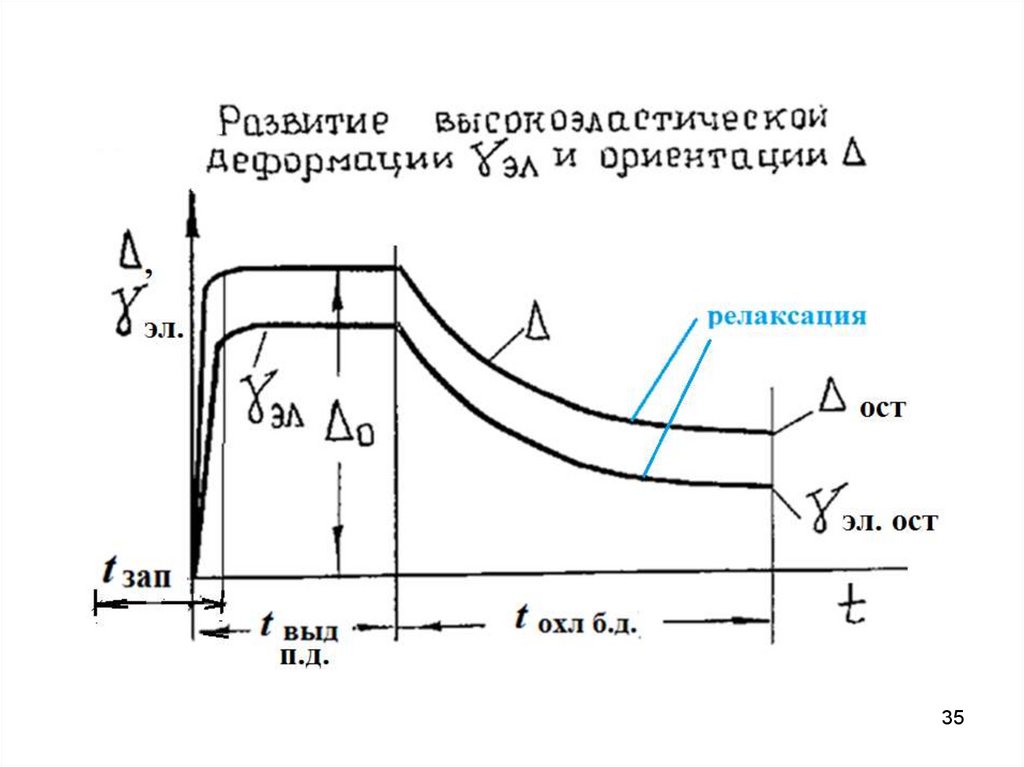
3536. Ориентация в аморфных полимерах
3637.
3738.
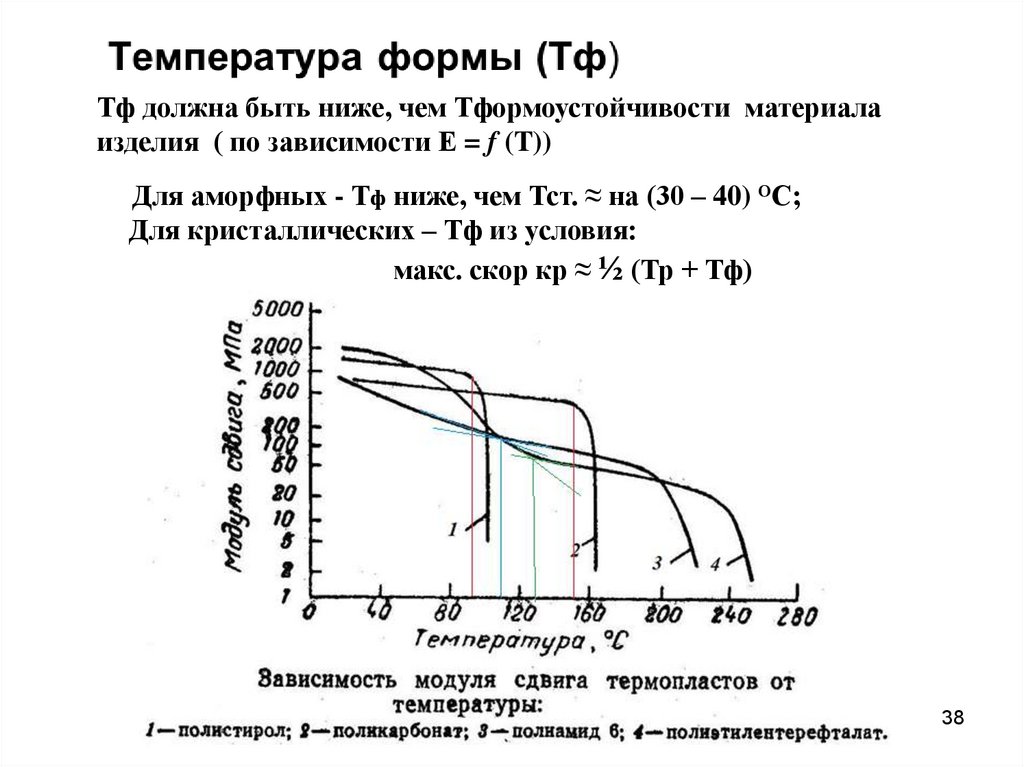
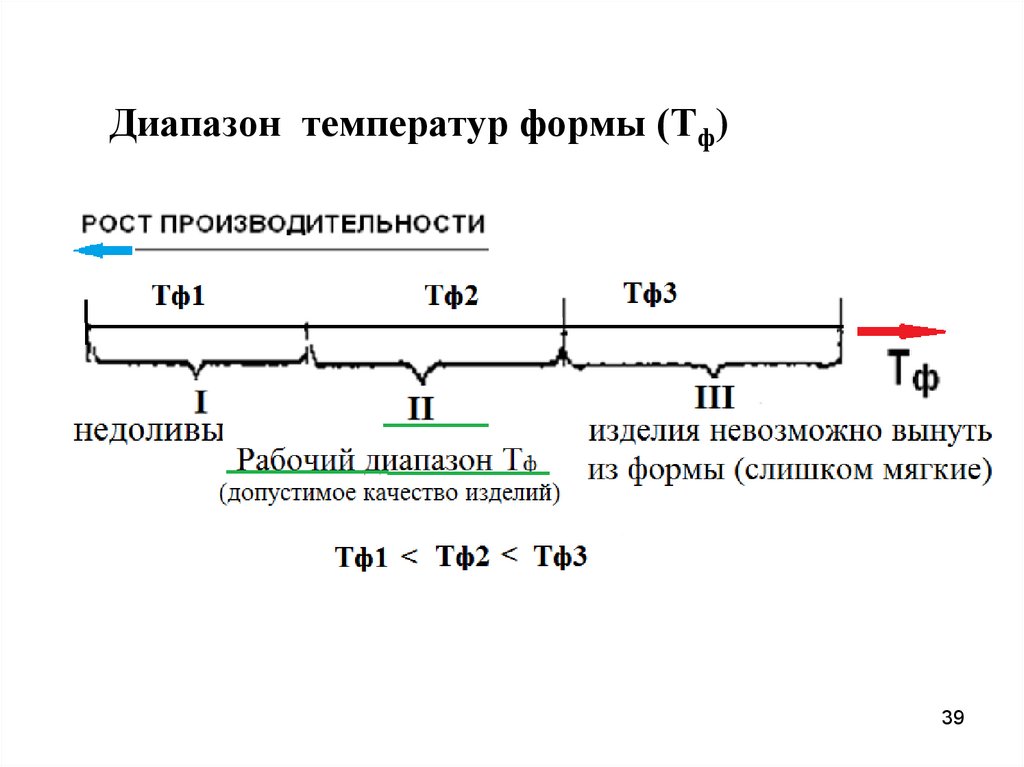
Тф должна быть ниже, чем Тформоустойчивости материалаизделия ( по зависимости Е = f (T))
Для аморфных - Тф ниже, чем Тст. ≈ на (30 – 40) ОС;
Для кристаллических – Тф из условия:
макс. скор кр ≈ ½ (Тр + Тф)
38
39.
Диапазон температур формы (Тф)39
40.
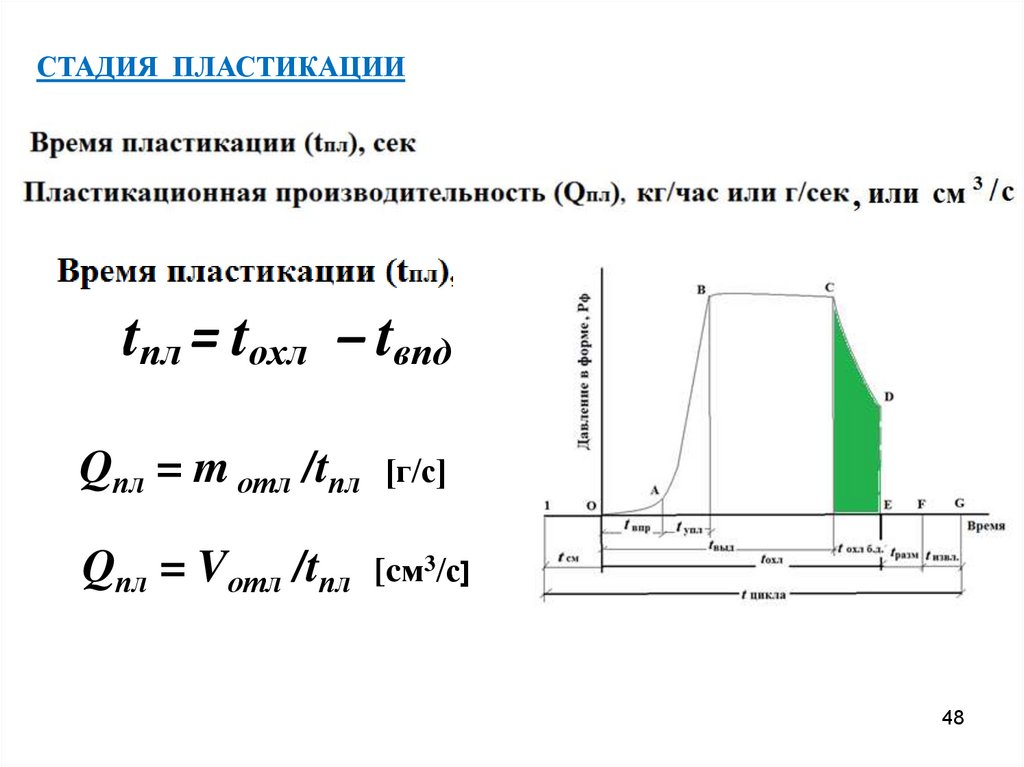
ДИАГРАММА «ДАВЛЕНИЕ В ФОРМЕ – ВРЕМЯ»40
41.
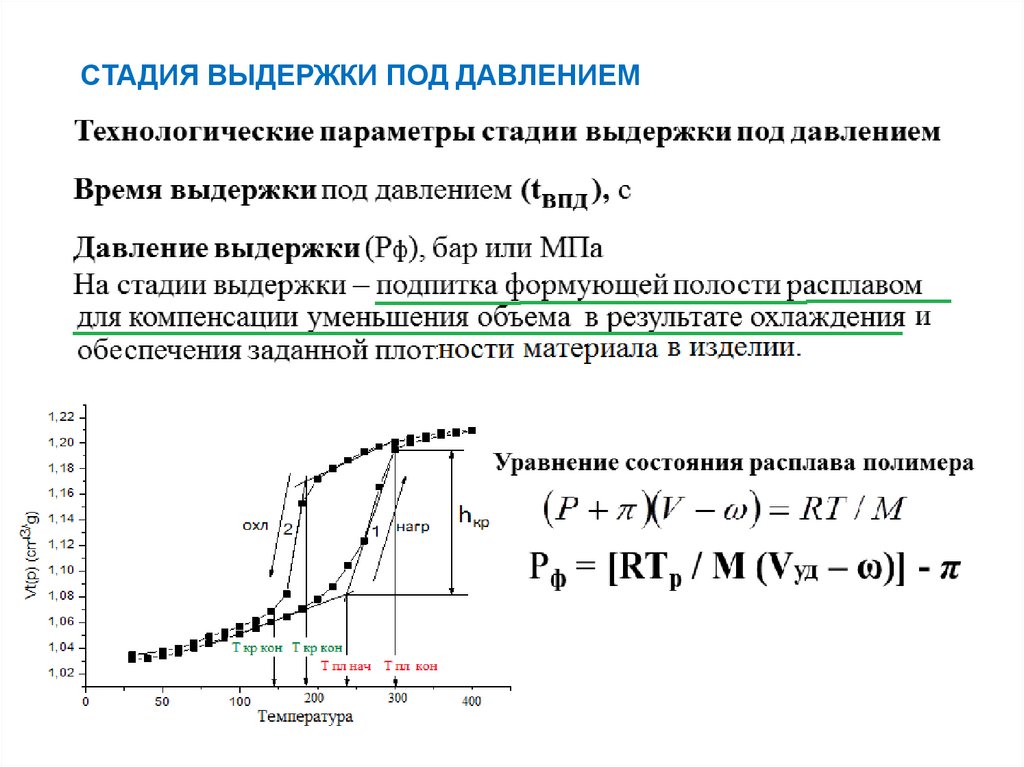
СТАДИЯ ВЫДЕРЖКИ ПОД ДАВЛЕНИЕМ41
42. Давление формования (давление выдержки)
4243.
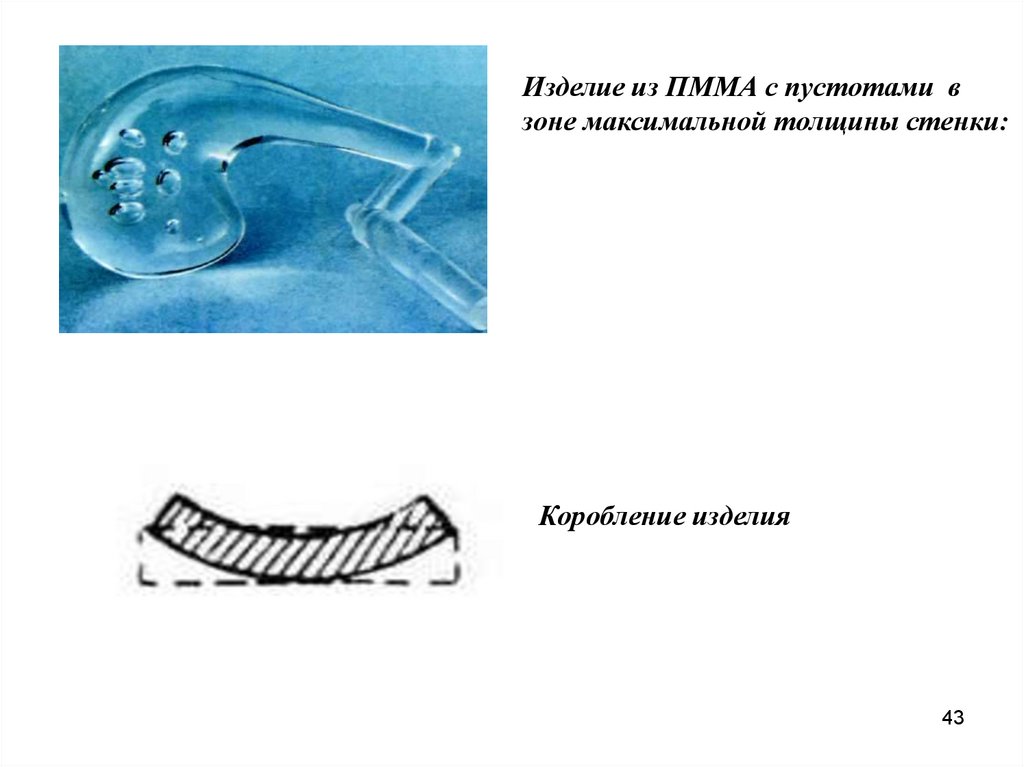
Изделие из ПММА с пустотами взоне максимальной толщины стенки:
Коробление изделия
43
44. Время выдержки под давлением tвпд = f (h литн , Тф, Тр, Ттек, а) Для аморфных полимеров tвпд = (A h2 / α) {В – ln [(Tр – Тф)
/(Tтек – 10) – Тф)], где (Tтек – 10) = Тц.л.Для кристаллизующихся полимеров
tвпд = (Ah2 / α) {В – ln [(Tр – Тф) / (Tкр – 5) – Тф)], где (Tкр – 5) = Тц.л.
44
45. ОХЛАЖДЕНИЕ РАСПЛАВА В ФОРМЕ
Производительность литьевоймашины:
Q = 3600/tцикла [шт / час]
Q = 3600*m изд./tцикла [кг/час]
45
46.
СТАДИЯ ПЛАСТИКАЦИИ46
47.
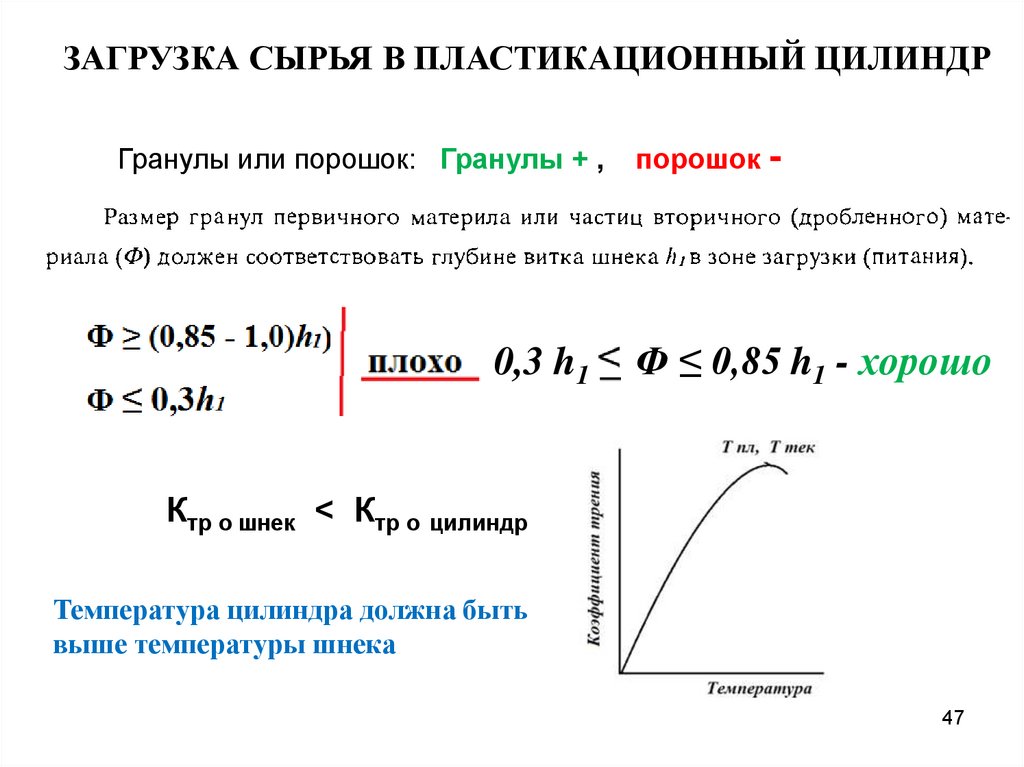
ЗАГРУЗКА СЫРЬЯ В ПЛАСТИКАЦИОННЫЙ ЦИЛИНДРГранулы или порошок: Гранулы + ,
порошок -
0,3 h1 ≥ Ф ≤ 0,85 h1 - хорошо
Ктр о шнек < Ктр о цилиндр
Температура цилиндра должна быть
выше температуры шнека
47
48.
СТАДИЯ ПЛАСТИКАЦИИtпл = tохл – tвпд
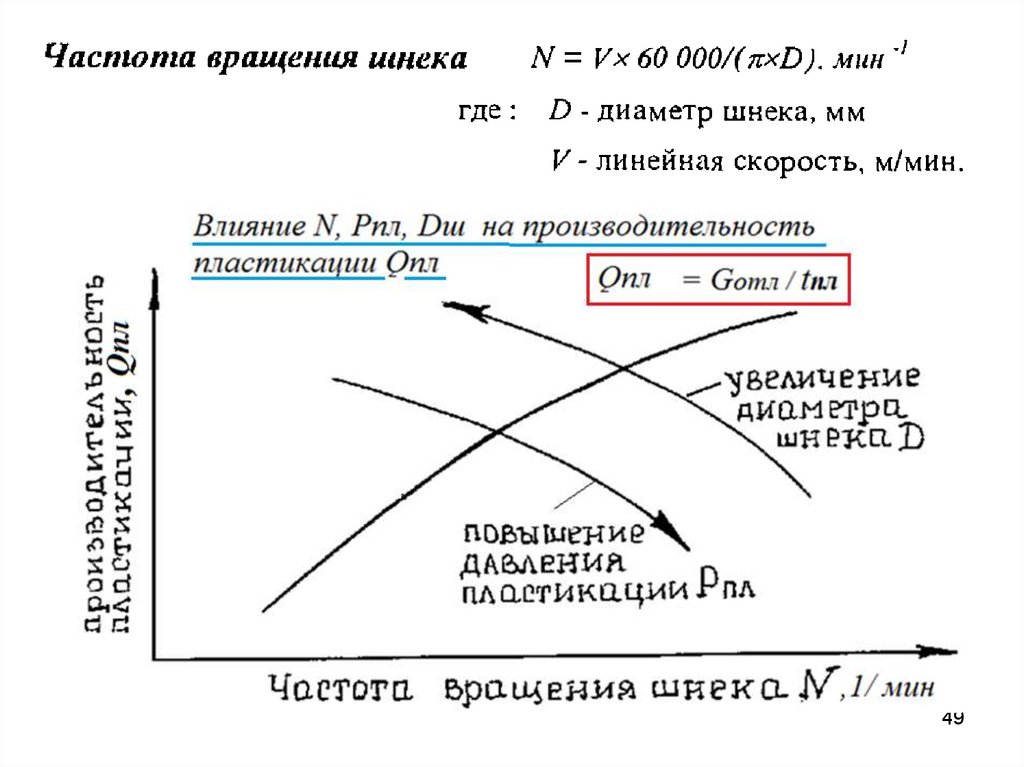
Qпл = m отл /tпл
[г/с]
Qпл = Vотл /tпл
[cм3/с]
48
49.
4950.
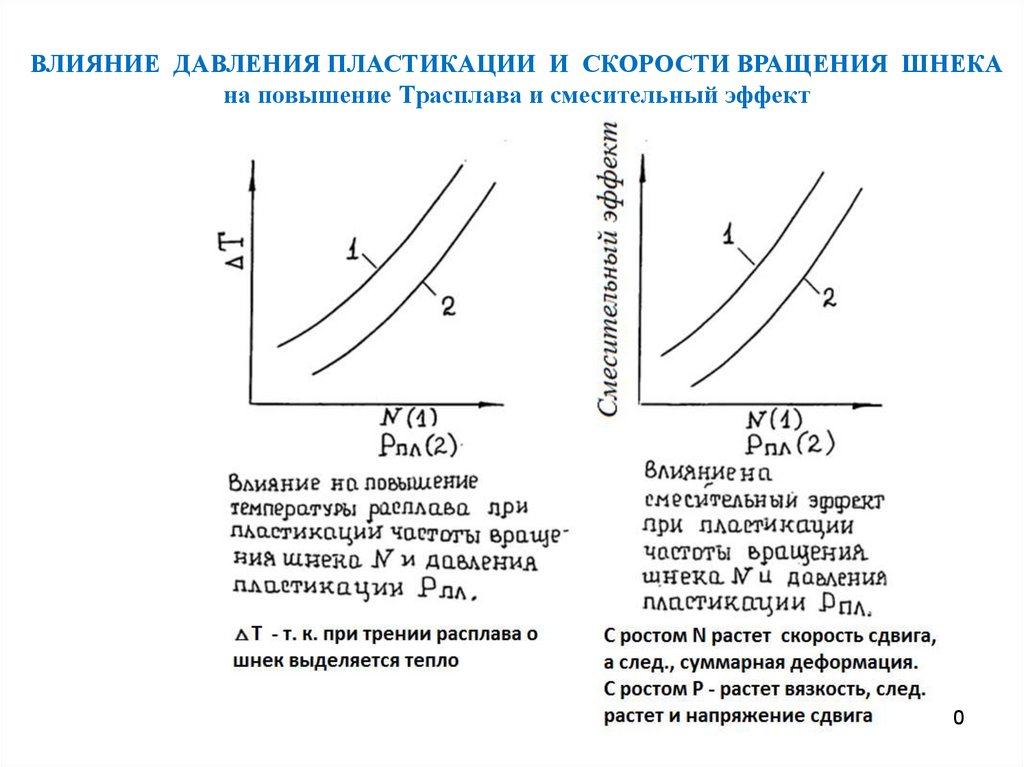
ВЛИЯНИЕ ДАВЛЕНИЯ ПЛАСТИКАЦИИ И СКОРОСТИ ВРАЩЕНИЯ ШНЕКАна повышение Трасплава и смесительный эффект
50
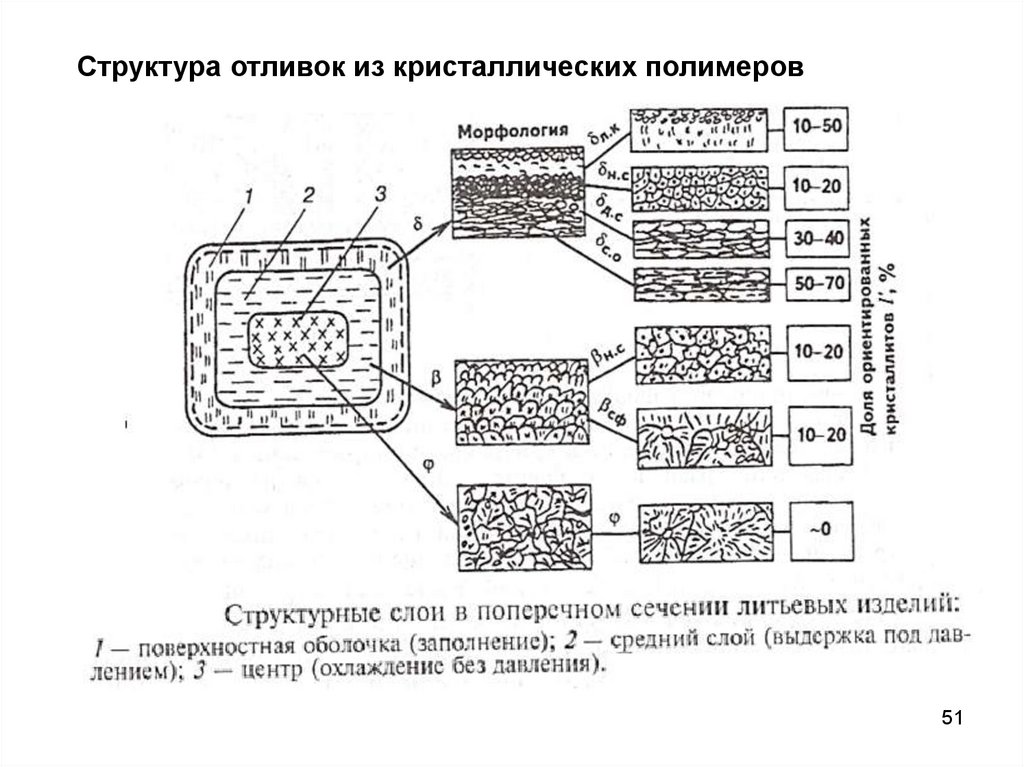
51.
Структура отливок из кристаллических полимеров51