






 industry
industrySimilar presentations:










Неисправности пил и их причины
1.
Product TrainingBAND 101 5/08
2.
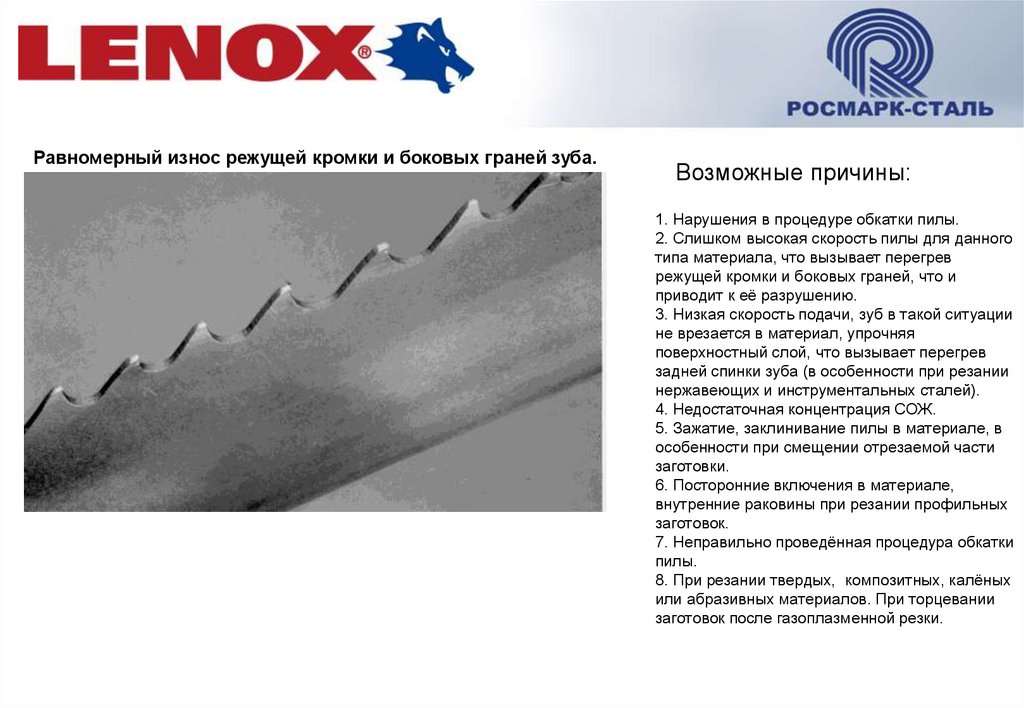
Product TrainingРавномерный износ режущей кромки и боковых граней зуба.
Возможные причины:
1. Нарушения в процедуре обкатки пилы.
2. Слишком высокая скорость пилы для данного
типа материала, что вызывает перегрев
режущей кромки и боковых граней, что и
приводит к её разрушению.
3. Низкая скорость подачи, зуб в такой ситуации
не врезается в материал, упрочняя
поверхностный слой, что вызывает перегрев
задней спинки зуба (в особенности при резании
нержавеющих и инструментальных сталей).
4. Недостаточная концентрация СОЖ.
5. Зажатие, заклинивание пилы в материале, в
особенности при смещении отрезаемой части
заготовки.
6. Посторонние включения в материале,
внутренние раковины при резании профильных
заготовок.
7. Неправильно проведённая процедура обкатки
пилы.
8. При резании твердых, композитных, калёных
или абразивных материалов. При торцевании
заготовок после газоплазменной резки.
BAND 101 5/08
3.
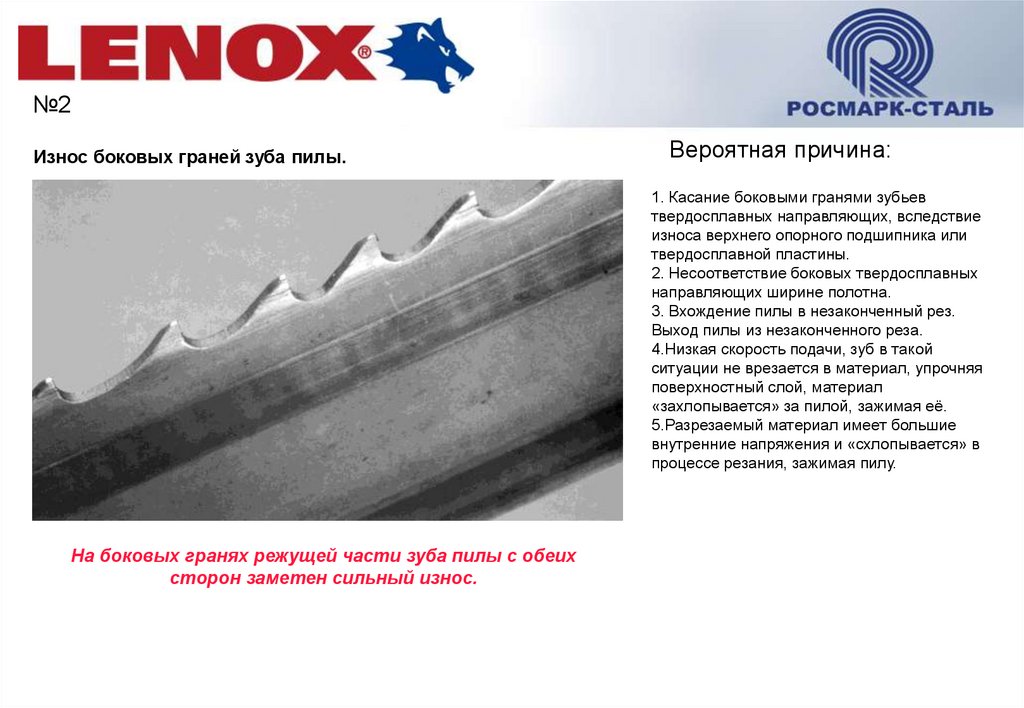
№2Износ боковых граней зуба пилы.
Product Training
Вероятная причина:
1. Касание боковыми гранями зубьев
твердосплавных направляющих, вследствие
износа верхнего опорного подшипника или
твердосплавной пластины.
2. Несоответствие боковых твердосплавных
направляющих ширине полотна.
3. Вхождение пилы в незаконченный рез.
Выход пилы из незаконченного реза.
4.Низкая скорость подачи, зуб в такой
ситуации не врезается в материал, упрочняя
поверхностный слой, материал
«захлопывается» за пилой, зажимая её.
5.Разрезаемый материал имеет большие
внутренние напряжения и «схлопывается» в
процессе резания, зажимая пилу.
На боковых гранях режущей части зуба пилы с обеих
сторон заметен сильный износ.
BAND 101 5/08
4.
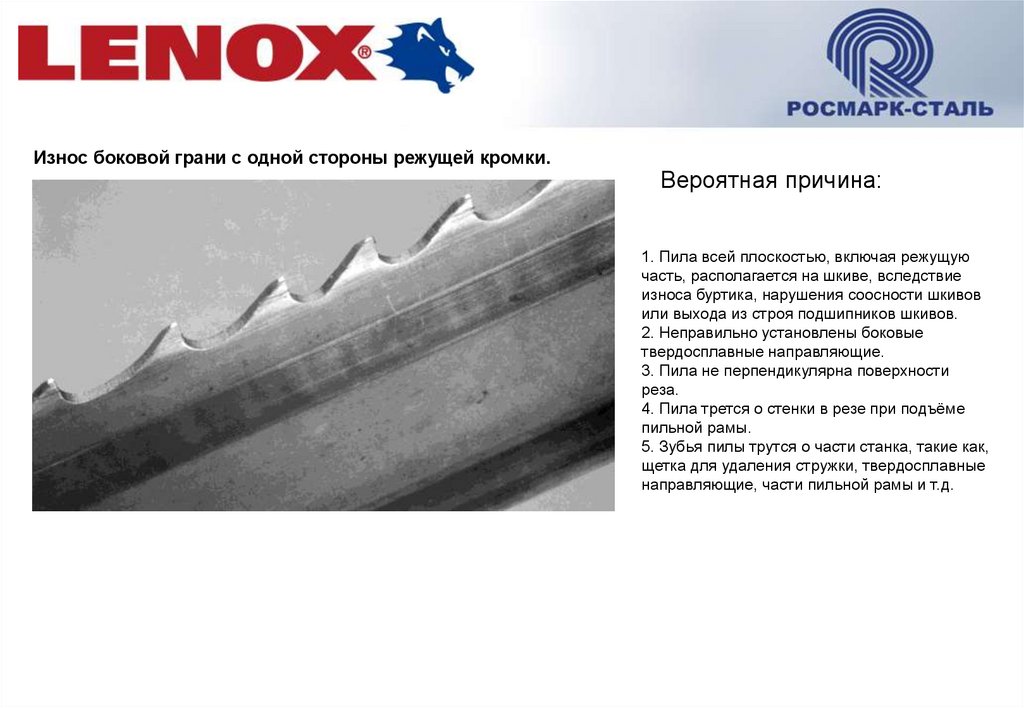
Product TrainingИзнос боковой грани с одной стороны режущей кромки.
Вероятная причина:
1. Пила всей плоскостью, включая режущую
часть, располагается на шкиве, вследствие
износа буртика, нарушения соосности шкивов
или выхода из строя подшипников шкивов.
2. Неправильно установлены боковые
твердосплавные направляющие.
3. Пила не перпендикулярна поверхности
реза.
4. Пила трется о стенки в резе при подъёме
пильной рамы.
5. Зубья пилы трутся о части станка, такие как,
щетка для удаления стружки, твердосплавные
направляющие, части пильной рамы и т.д.
BAND 101 5/08
5.
Product Training№4
Выкрошенные или сломанные зубья.
Вероятная причина
1. Нарушения в процедуре обкатки пилы. 2.
Неправильный выбор вида пилы или шага
зуба для резания данного материала.
3. Механическое повреждение при установке
ленточной пилы на станок.
4. Заготовка не всей плоскостью лежит на
станине, отрезанная часть, подламывается,
деформируя режущую кромку (не выставлен
рольганг на уровне станины, заготовка не
ровная, недостаточная фиксация заготовки.
5. Слишком высокая скорость опуская и\или
давление пильной рамы.
6.Несоответствие качественных характеристик
разрезаемого материала (присутствие
твердых включений, твердость материале не
соответствует заявленной, частично или
поверхностно упрочненная заготовка).
7. Недостаточное натяжение пилы.
Выкрашивание режущей кромки и боковых граней.
BAND 101 5/08
6.
Product Training№5
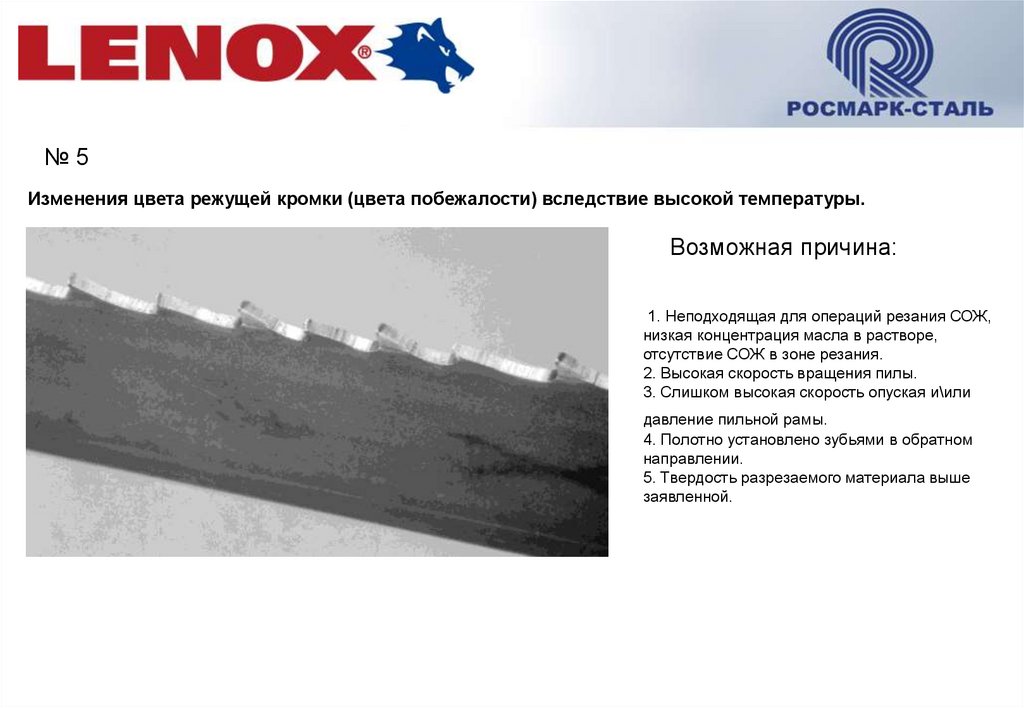
Изменения цвета режущей кромки (цвета побежалости) вследствие высокой температуры.
Возможная причина:
1. Неподходящая для операций резания СОЖ,
низкая концентрация масла в растворе,
отсутствие СОЖ в зоне резания.
2. Высокая скорость вращения пилы.
3. Слишком высокая скорость опуская и\или
давление пильной рамы.
4. Полотно установлено зубьями в обратном
направлении.
5. Твердость разрезаемого материала выше
заявленной.
BAND 101 5/08
7.
Product Training№6
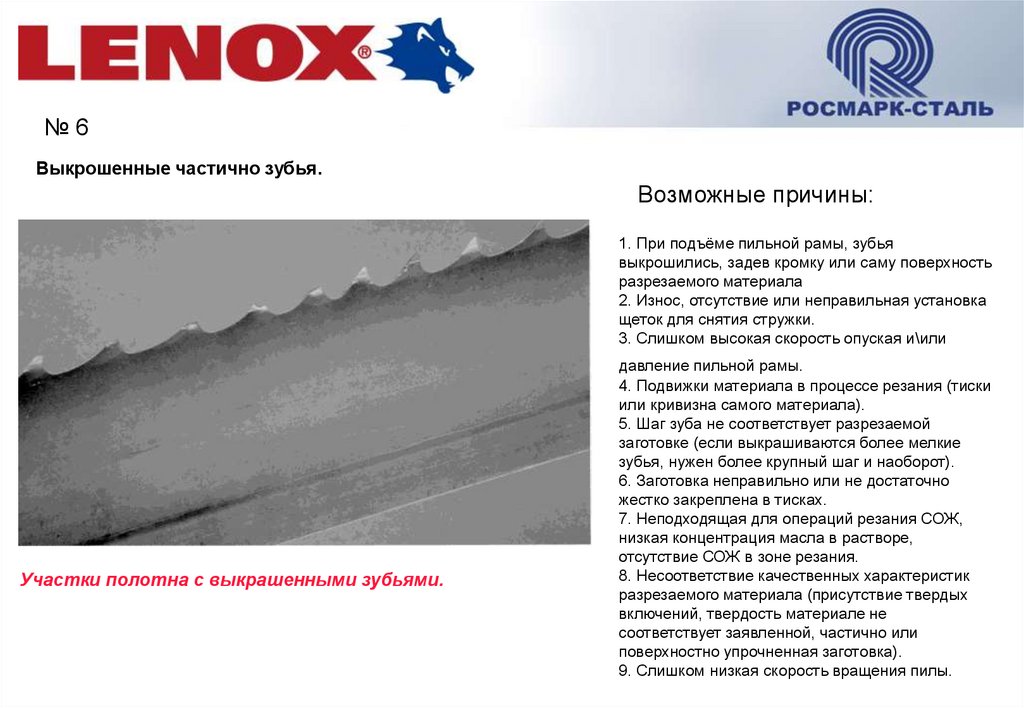
Выкрошенные частично зубья.
Возможные причины:
1. При подъёме пильной рамы, зубья
выкрошились, задев кромку или саму поверхность
разрезаемого материала
2. Износ, отсутствие или неправильная установка
щеток для снятия стружки.
3. Слишком высокая скорость опуская и\или
Участки полотна с выкрашенными зубьями.
BAND 101 5/08
давление пильной рамы.
4. Подвижки материала в процессе резания (тиски
или кривизна самого материала).
5. Шаг зуба не соответствует разрезаемой
заготовке (если выкрашиваются более мелкие
зубья, нужен более крупный шаг и наоборот).
6. Заготовка неправильно или не достаточно
жестко закреплена в тисках.
7. Неподходящая для операций резания СОЖ,
низкая концентрация масла в растворе,
отсутствие СОЖ в зоне резания.
8. Несоответствие качественных характеристик
разрезаемого материала (присутствие твердых
включений, твердость материале не
соответствует заявленной, частично или
поверхностно упрочненная заготовка).
9. Слишком низкая скорость вращения пилы.
8.
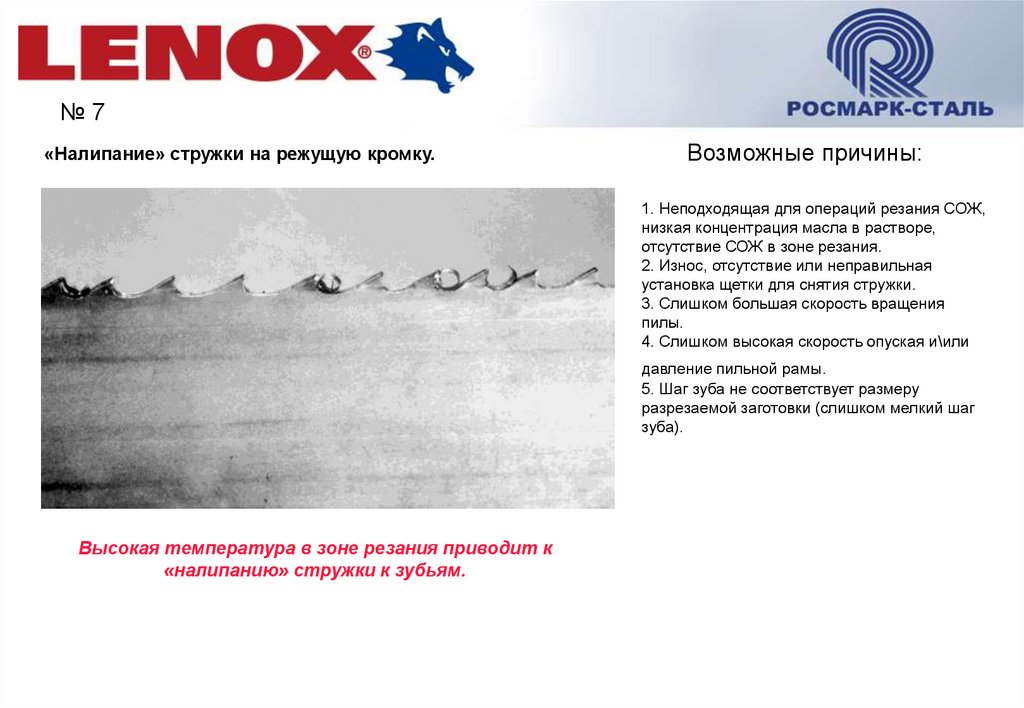
№7«Налипание» стружки на режущую кромку.
Product Training
Возможные причины:
1. Неподходящая для операций резания СОЖ,
низкая концентрация масла в растворе,
отсутствие СОЖ в зоне резания.
2. Износ, отсутствие или неправильная
установка щетки для снятия стружки.
3. Слишком большая скорость вращения
пилы.
4. Слишком высокая скорость опуская и\или
давление пильной рамы.
5. Шаг зуба не соответствует размеру
разрезаемой заготовки (слишком мелкий шаг
зуба).
Высокая температура в зоне резания приводит к
«налипанию» стружки к зубьям.
BAND 101 5/08
9.
№8Product Training
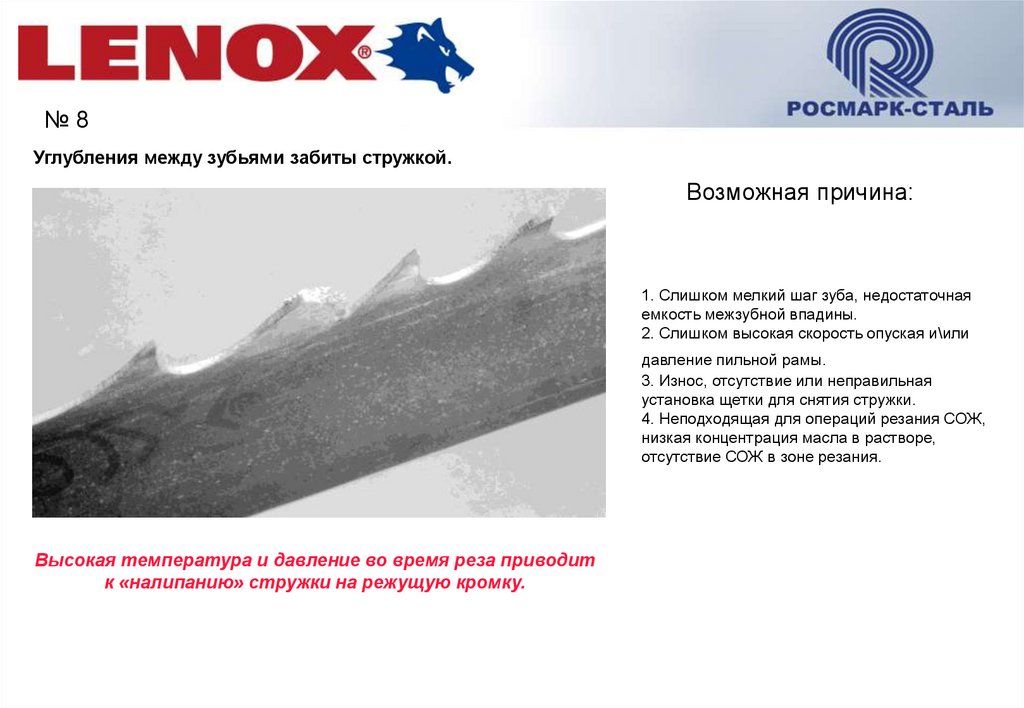
Углубления между зубьями забиты стружкой.
Возможная причина:
1. Слишком мелкий шаг зуба, недостаточная
емкость межзубной впадины.
2. Слишком высокая скорость опуская и\или
давление пильной рамы.
3. Износ, отсутствие или неправильная
установка щетки для снятия стружки.
4. Неподходящая для операций резания СОЖ,
низкая концентрация масла в растворе,
отсутствие СОЖ в зоне резания.
Высокая температура и давление во время реза приводит
к «налипанию» стружки на режущую кромку.
BAND 101 5/08
10.
Product Training№9
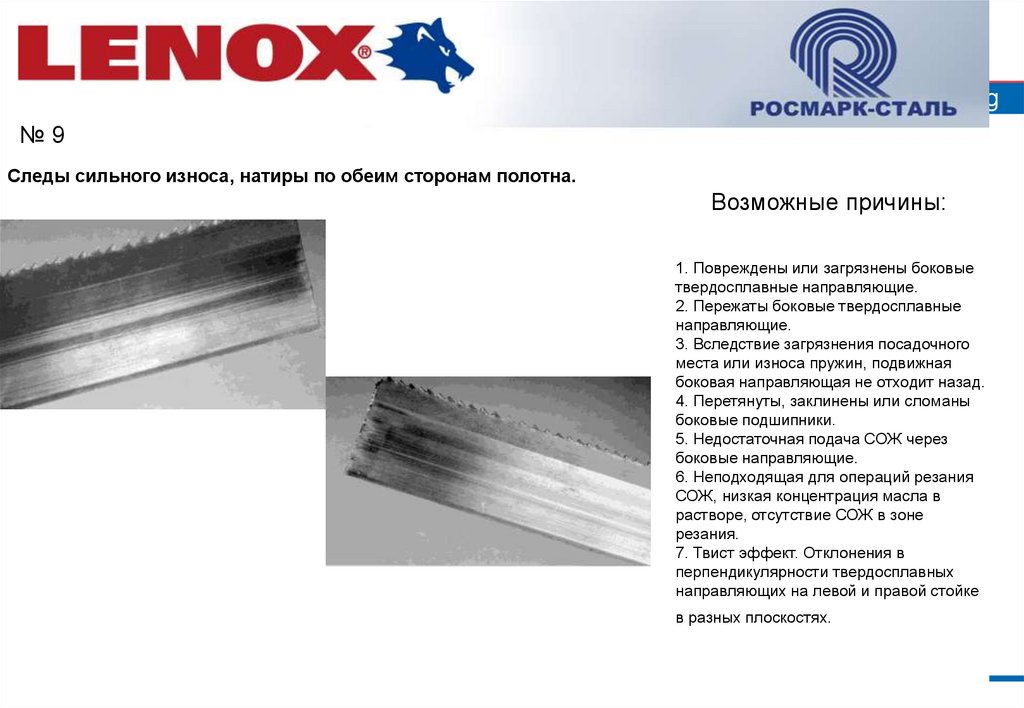
Следы сильного износа, натиры по обеим сторонам полотна.
Возможные причины:
1. Повреждены или загрязнены боковые
твердосплавные направляющие.
2. Пережаты боковые твердосплавные
направляющие.
3. Вследствие загрязнения посадочного
места или износа пружин, подвижная
боковая направляющая не отходит назад.
4. Перетянуты, заклинены или сломаны
боковые подшипники.
5. Недостаточная подача СОЖ через
боковые направляющие.
6. Неподходящая для операций резания
СОЖ, низкая концентрация масла в
растворе, отсутствие СОЖ в зоне
резания.
7. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке
в разных плоскостях.
BAND 101 5/08
11.
Product Training№ 10
Неравномерный износ или натиры на полотне пилы.
Возможные причины:
1. Боковые твердосплавные направляющие
слишком широко разведены.
2. Изношены боковые твердосплавные
направляющие.
3. Полотно задевает о детали станка.
4. Вследствие загрязнения посадочного места
или износа пружин, подвижная боковая
направляющая не отходит назад
5. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке в
разных плоскостях.
Следы износа рядом с режущей кромкой с одной стороны,
и рядом со спинкой на другой стороне.
BAND 101 5/08
12.
Product Training№ 11
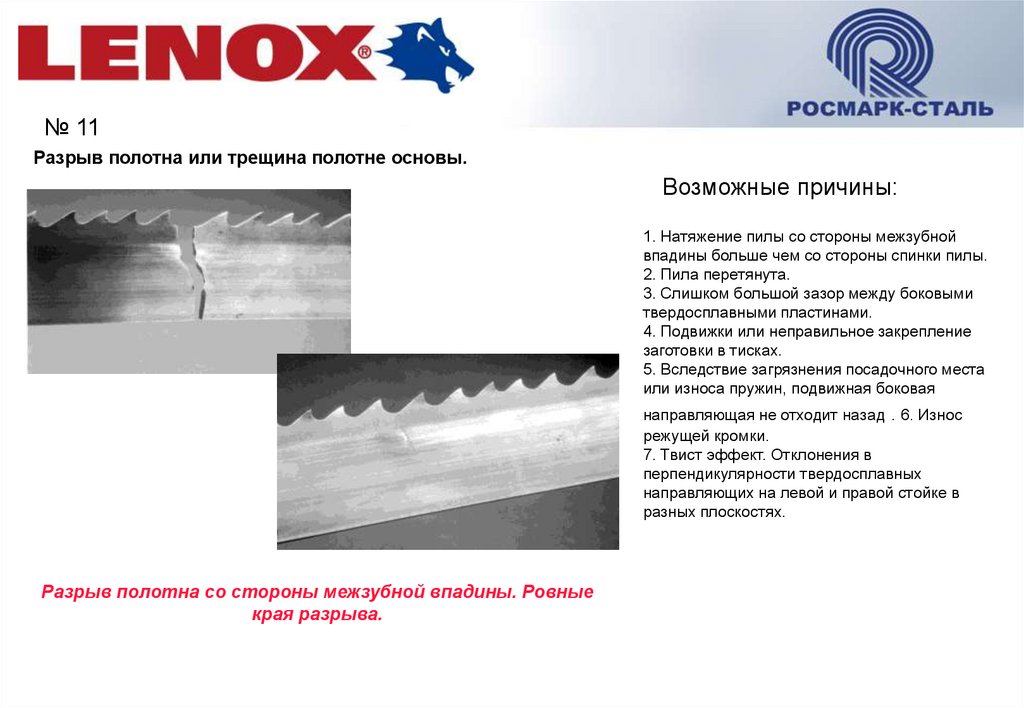
Разрыв полотна или трещина полотне основы.
Возможные причины:
1. Натяжение пилы со стороны межзубной
впадины больше чем со стороны спинки пилы.
2. Пила перетянута.
3. Слишком большой зазор между боковыми
твердосплавными пластинами.
4. Подвижки или неправильное закрепление
заготовки в тисках.
5. Вследствие загрязнения посадочного места
или износа пружин, подвижная боковая
направляющая не отходит назад . 6. Износ
режущей кромки.
7. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке в
разных плоскостях.
Разрыв полотна со стороны межзубной впадины. Ровные
края разрыва.
BAND 101 5/08
13.
Product Training№ 12
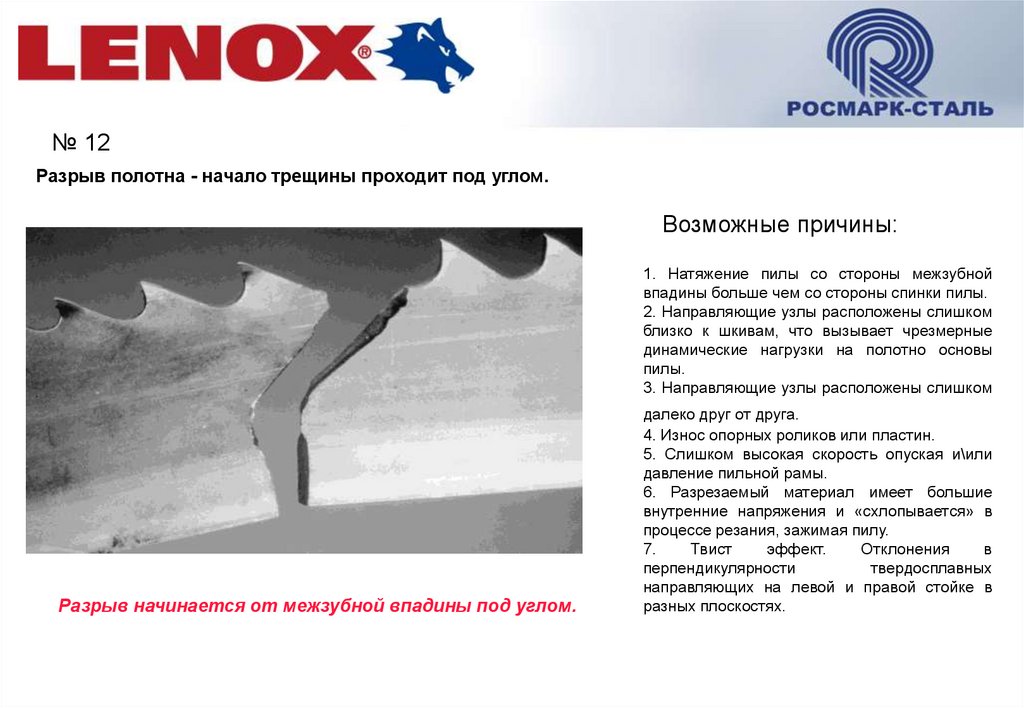
Разрыв полотна - начало трещины проходит под углом.
Возможные причины:
1. Натяжение пилы со стороны межзубной
впадины больше чем со стороны спинки пилы.
2. Направляющие узлы расположены слишком
близко к шкивам, что вызывает чрезмерные
динамические нагрузки на полотно основы
пилы.
3. Направляющие узлы расположены слишком
Разрыв начинается от межзубной впадины под углом.
BAND 101 5/08
далеко друг от друга.
4. Износ опорных роликов или пластин.
5. Слишком высокая скорость опуская и\или
давление пильной рамы.
6. Разрезаемый материал имеет большие
внутренние напряжения и «схлопывается» в
процессе резания, зажимая пилу.
7.
Твист
эффект.
Отклонения
в
перпендикулярности
твердосплавных
направляющих на левой и правой стойке в
разных плоскостях.
14. Одной из основных причин разрыва пилы со стороны межзубной впадины, является избыточное натяжение со стороны зуба. Это
Product TrainingОдной из основных причин разрыва пилы со стороны межзубной впадины, является избыточное натяжение со стороны зуба. Это происходит изза того что, узлы направляющих находятся ниже линии шкивов, «продавливая» пил вниз.
BAND 101 5/08
15.
Product Training№ 13
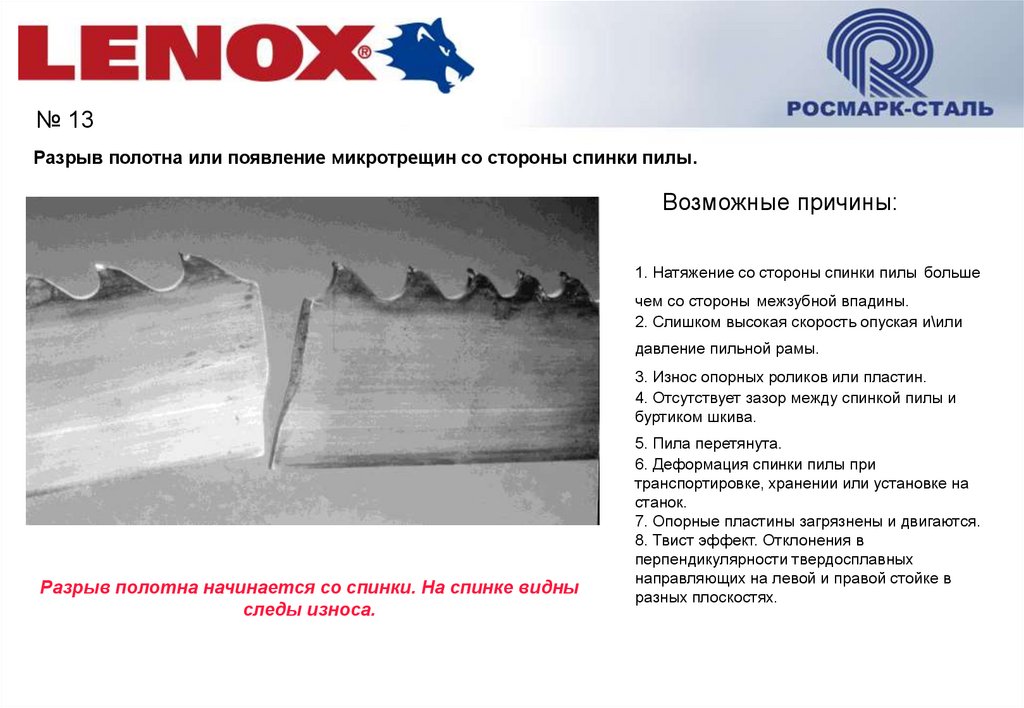
Разрыв полотна или появление микротрещин со стороны спинки пилы.
Возможные причины:
1. Натяжение со стороны спинки пилы больше
чем со стороны межзубной впадины.
2. Слишком высокая скорость опуская и\или
давление пильной рамы.
3. Износ опорных роликов или пластин.
4. Отсутствует зазор между спинкой пилы и
буртиком шкива.
Разрыв полотна начинается со спинки. На спинке видны
следы износа.
BAND 101 5/08
5. Пила перетянута.
6. Деформация спинки пилы при
транспортировке, хранении или установке на
станок.
7. Опорные пластины загрязнены и двигаются.
8. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке в
разных плоскостях.
16.
Product Training№ 14
Сильный износ и/или выработка тыльного края полотна.
Вероятная причина:
1. Износ опорных роликов или пластин.
2. Отсутствует зазор между спинкой пилы и
буртиком шкива.
3. Вследствие износа боковых направляющих,
пила не перпендикулярна к заготовке.
4. Направляющие узлы расположены слишком
далеко друг от друга.
5. Опорные пластины загрязнены и двигаются.
Спинка пилы блестит, углы спинки деформированы и
завальцованы.
BAND 101 5/08
17.
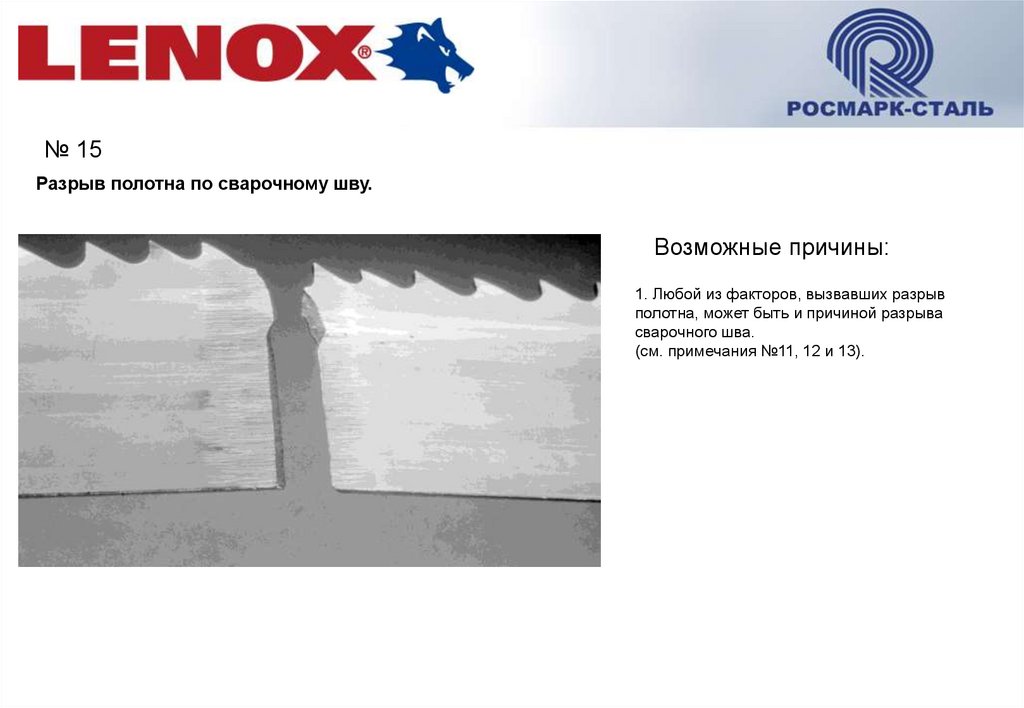
Product Training№ 15
Разрыв полотна по сварочному шву.
Возможные причины:
1. Любой из факторов, вызвавших разрыв
полотна, может быть и причиной разрыва
сварочного шва.
(см. примечания №11, 12 и 13).
BAND 101 5/08
18.
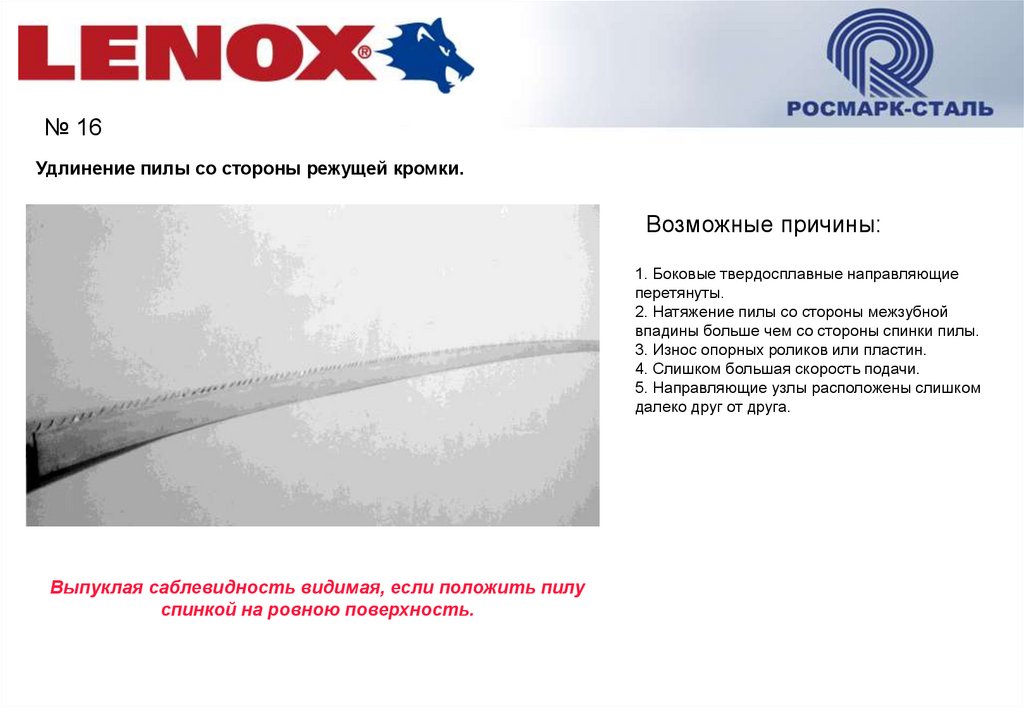
Product Training№ 16
Удлинение пилы со стороны режущей кромки.
Возможные причины:
1. Боковые твердосплавные направляющие
перетянуты.
2. Натяжение пилы со стороны межзубной
впадины больше чем со стороны спинки пилы.
3. Износ опорных роликов или пластин.
4. Слишком большая скорость подачи.
5. Направляющие узлы расположены слишком
далеко друг от друга.
Выпуклая саблевидность видимая, если положить пилу
спинкой на ровною поверхность.
BAND 101 5/08
19.
Product Training№ 17
Удлинение пилы со стороны спинки пилы.
Возможные причины:
1. Боковые твердосплавные направляющие
перетянуты.
2. Износ шкивов.
3. Направляющие узлы расположены слишком
далеко друг от друга.
4. Слишком высокая скорость опуская и\или
давление пильной рамы.
5. Узлы направляющих находятся выше линии
шкивов. Спинка пилы не касается опорных
роликов или пластин.
Вогнутая саблевидность видимая, если положить пилу
спинкой на ровною поверхность.
BAND 101 5/08
20.
Product Training№ 18
Полотно принимает форму 8-ки.
Возможные причины:
1. Слишком сильное натяжение пилы.
2. Любое из условий, которое вызывает
серповидность пилы (№16,17).
3. Резка по слишком малым радиусам (для
вертикальных станков).
4. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке в
разных плоскостях
BAND 101 5/08
21.
Product Training№ 19
Порванная пила закручивается по всей длине полотна (твист эффект).
Возможные причины:
1. Слишком сильное натяжение пилы.
2. Любое из условий, которое вызывает
серповидность пилы (№16,17).
3. Резка по слишком малым радиусам (для
вертикальных станков).
4. Твист эффект. Отклонения в
перпендикулярности твердосплавных
направляющих на левой и правой стойке в
разных плоскостях.
BAND 101 5/08
22.
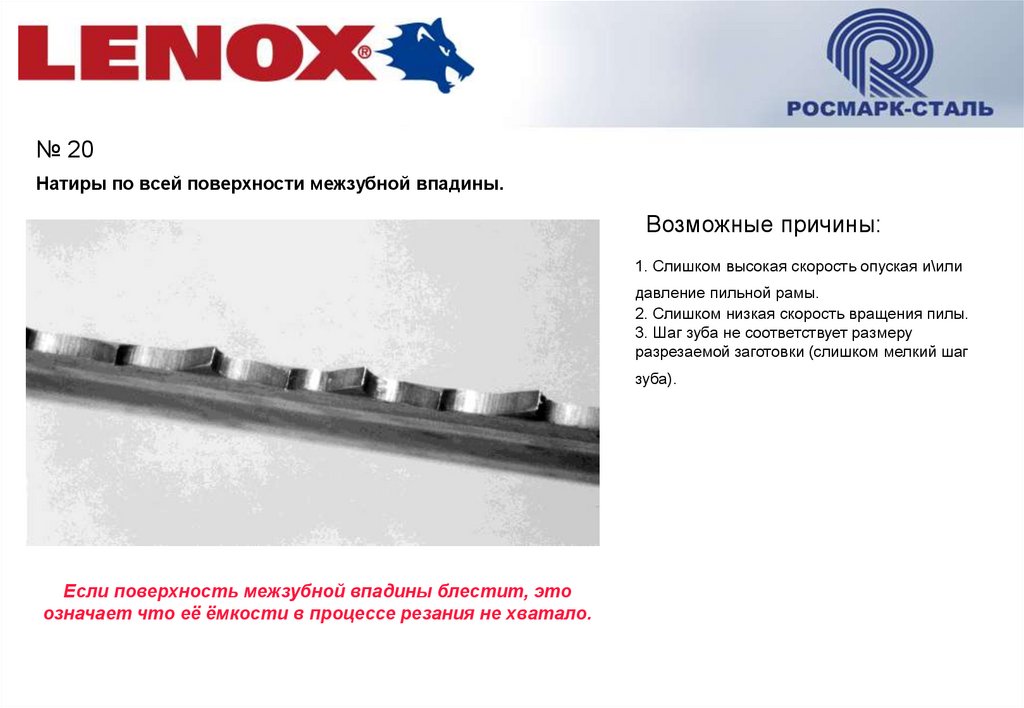
Product Training№ 20
Натиры по всей поверхности межзубной впадины.
Возможные причины:
1. Слишком высокая скорость опуская и\или
давление пильной рамы.
2. Слишком низкая скорость вращения пилы.
3. Шаг зуба не соответствует размеру
разрезаемой заготовки (слишком мелкий шаг
зуба).
Если поверхность межзубной впадины блестит, это
означает что её ёмкости в процессе резания не хватало.
BAND 101 5/08
23.
Product TrainingОсновные факторы, непосредственно влияющие
на стойкость режущего инструмента.
Неправильная процедура обкатки пилы
Слишком высокая скорость пилы для разрезаемого материала
– Слишком высокая температура в зоне резания приводит к выкрашиванию зуба.
Недостаточная подача не позволяет пиле врезаться. Зуб шлифует поверхность материала,
упрочняя последующий слой, толщиной 1-2 мкр.
- Особенно это проявляется при резке материалов склонных к поверхностному
упрочнению наклёпом: нержавеющие и инструментальные стали, цветные металлы.
Неподходящая СОЖ, низкая концентрация масла, неправильно подобранный вид СОЖ
Неправильно подобранная пила.
Высокая подача или давление пильной рамы.
Изношенная, неправильно установленная или отсутствующая щетка удаления стружки.
Неподходящее натяжение пилы.
BAND 101 5/08