




























 industry
industrySimilar presentations:










Ленточные полотна
1. ЛЕНТОЧНЫЕ ПОЛОТНА
2. Ленточные полотна
3. Ленточные полотна
• Ленточное полотно – это режущий инструмент для ленточнопильных станков ввиде сваренного замкнутого («бесконечное») кольца, которое одевается и натягивается на
два шкива-колеса. (видео по сварке полотна)
• С помощью ленточного полотна пилятся практически любые материалы:
металл, дерево, пластик, графит, бумага и т.д. Конечно для каждого материала
ленточные пилы имеют свои особенности.
• Речь пойдёт о металлообрабатывающих полотнах, хотя многие элементы
одинаковы для всех полотен.
4. Ленточные полотна. Материалы для ленточного полотна
Материалы для ленточного полотнаЛенточное полотно – это уникальный инструмент, в том смысле, что он должен быть
одновременно
гибким, т.к. должен натягиваться на шкивах и изгибаться направляющими в зоне резания;
твердым, чтобы разрезать металл.
Казалось бы что это не решаемая задача, но выход был найден – технология получившая
название «биметалл»:
1-й способ - 2 полосы из разных сталей, одна с упругими пружинными свойствами , вторая - с
возможностью закалки до нужной твердости (углеродистая инструментальная сталь) или из
быстрорежущей стали, свариваются по длинному торцу и получается биметаллическая лента,
которая в последствии фрезеруется, закаливается по зубьям, затачивается и получается ленточное
полотно с гибким корпусом и твердыми зубьями;
2-й способ - корпус полотна изготавливается из упругой гибкой стали и к нему на каждый зуб
припаиваются твердосплавная пластинка, и получается твердосплавное полотно;
3-й способ - корпус полотна изготавливается из упругой гибкой стали и к нему на каждый зуб
напыляется керамический (карбид вольфрама) или алмазный порошок, и получается полотно
режущей кромкой из порошка карбида вольфрама или алмазные полотно соответственно
5.
Ленточные полотна. Материалы для ленточного полотна• Ленточные пилы из инструментальной стали изготавливаются из цельной полосы
высококачественной легированной и закаленной углеродистой инструментальной стали. Твердость
режущих кромок зубьев достигает HRC 61…62. Применяются, в основном, для пиления
нелегированных сталей с низким пределом прочности, раскроя композиционных материалов и для
фрикционного пиления на специальных станках
• Биметаллические ленточные пилы в зависимости от марки и состава быстрорежущей
стали делятся на два основных типа:
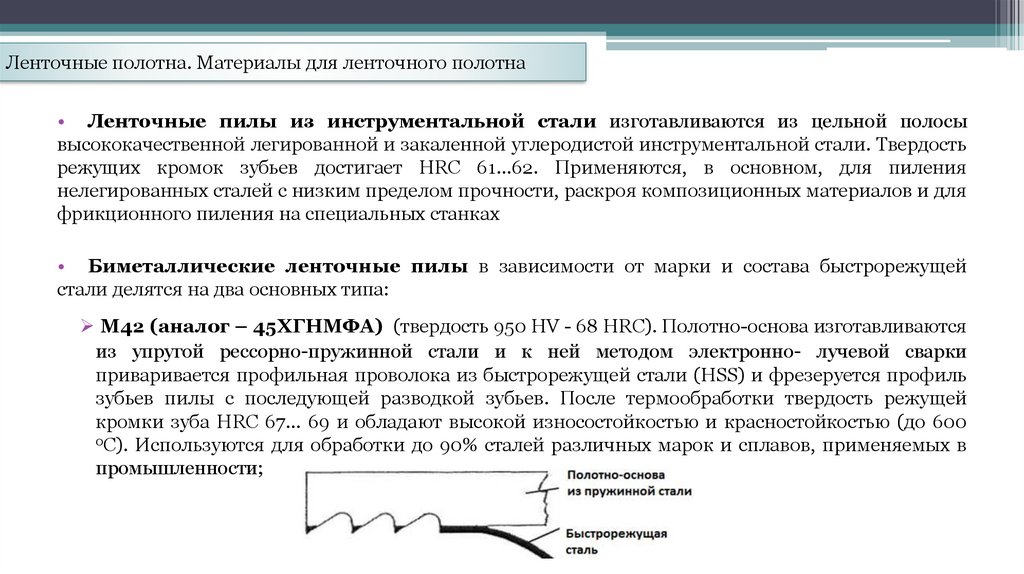
М42 (аналог – 45ХГНМФА) (твердость 950 HV - 68 HRC). Полотно-основа изготавливаются
из упругой рессорно-пружинной стали и к ней методом электронно- лучевой сварки
приваривается профильная проволока из быстрорежущей стали (HSS) и фрезеруется профиль
зубьев пилы с последующей разводкой зубьев. После термообработки твердость режущей
кромки зуба HRC 67… 69 и обладают высокой износостойкостью и красностойкостью (до 600
0С). Используются для обработки до 90% сталей различных марок и сплавов, применяемых в
промышленности;
6.
Ленточные полотна. Материалы для ленточного полотнаМ51 (аналог 12Р10М4К10) М71, М91, (твердость 1000 HV - 69 HRC), имеет повышенное
сопротивление абразивному износу и красностойкость режущей кромки до 620… 645 0С. Твердость
режущей кромки зуба HRC 67…69. Стойкость на 10-20% выше, чем пил с режущей кромкой из М42.
Применяется для резки высокопрочных, нержавеющих и жаропрочных сталей, заготовок большого
поперечного сечения и твердостью до HRC45.
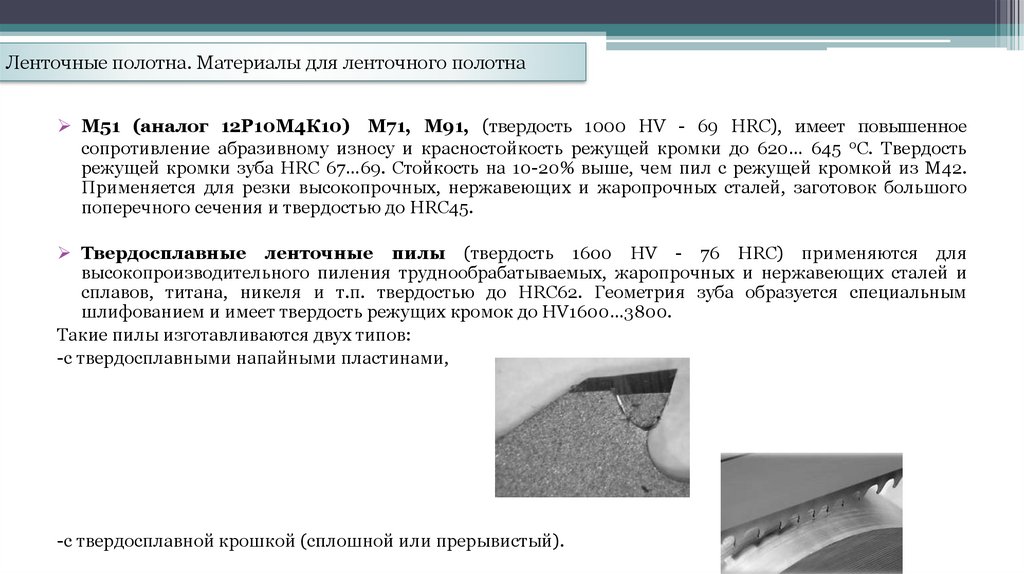
Твердосплавные ленточные пилы (твердость 1600 HV - 76 HRC) применяются для
высокопроизводительного пиления труднообрабатываемых, жаропрочных и нержавеющих сталей и
сплавов, титана, никеля и т.п. твердостью до HRC62. Геометрия зуба образуется специальным
шлифованием и имеет твердость режущих кромок до HV1600…3800.
Такие пилы изготавливаются двух типов:
-с твердосплавными напайными пластинами,
-с твердосплавной крошкой (сплошной или прерывистый).
7.
Ленточные полотна. Материалы для ленточного полотнаАлмазные ленточные пилы. Так как алмаз является самым твердым материалом в
природе (твердость до 9000 HV), то он в состоянии пилить практические любые
материалы, металлы и сплавы: алюминий с вкраплением твердых частиц, закаленные
и хромированные стали, твердые сплавы, ферродо (фрикционный термостойкий
композитный материал на основе асбестовых волокон и фенолформальдегидной
смолы), закаленное стекло, мрамор, гранит, кварц, графит т.д.
WIKUS Diagrit U – алмазные ленточные пилы с прерывистым покрытием
предназначены для пиления высокопрочных материалов и заготовок большого размера.
Рекомендуемые скорости пиления до 1200 м/мин, в зависимости от материала. Могут
использоваться для обработки алюминия с вкраплениями частиц спеченного гранита,
мрамора/гранита, моно- и поликристаллического кремния, кварца, абразивных
строительных материалов, стекла, стекловолокна, мрамора, кремния.
8. Ленточные полотна
Геометрия ленточного полотна9. Ленточные полотна
• Ширина ленточного полотна b, мм – это размер полотна, включающая в себя высоту зуба.Данный размер для ленточнопильных станков по металлу стандартизован: 13, 20, 27, 34, 41, 54,
67, 80 мм. При подборе полотна к определенному станку вопрос: «Какая ширина полотна?» не
стоит, т.к. у каждой модели станка своя ширина полотна. Важен этот вопрос на стадии подбора
оборудования, т.к. ширина ленточного полотна – это один из факторов, который оказывает
влияние на процесс резания. Зависимость тут на первый взгляд простая, чем шире полотно, тем
оно жестче и увереннее режет заготовку, т.е. чем больше, тем лучше. Но с другой стороны каждая
следующая ширина полотна ведет к существенному удорожанию станка.
Полотна шириной 13 и 20 мм считаются бытовыми и материал зуба на такой ширине может быть
только М42. Поэтому при пилении нержавеющей стали на станках с шириной 13 и 20 мм расход
полотен значительно возрастет. Все большие размеры, имеют полноценную линейку моделей.
• Толщина ленточного полотна S, мм также стандартизована и зависит от ширины,
значения приведены в таблице:
Ширина,
13
20
27
34
41
54
67
80
мм
Толщина,
мм
0,65
0,9
0,9
1,1
0,9/1,3
1,3/1,6
1,6
1,6
Как видно из таблицы, для некоторых значений ширины, есть разные толщины. В таком случае
толщина подбирается в зависимости от поставленной задачи
10. Ленточные полотна
• Длина ленточного полотна тоже зависит от конкретной модели станка.Если говорить в целом, как длина влияет на рабочий процесс, то тут тоже прямая
зависимость: чем полотно длиннее, тем лучше, т.к. чем пила длиннее, тем больше у неё
зубьев и соответственно нагрузка на каждый зуб меньше, следовательно стойкость выше.
• Зуб полотна.
Геометрия зубов полотна отличаются друг от друга
углом наклона острия (передний угол α);
формой основания зуба.
Шаг зуба полотна – это частота расположения зубьев на всей длине полотна.
Бывает двух видов:
постоянный шаг зуба: применяется для резки дерева, металла и других
материалов менее плотных металла. Преимуществом можно считать, то что поддается
переточке;
переменный шаг зуба: по всей длине ленточного полотна чередуются участки с
разным шагом зуба на длину одного дюйма (25.4 мм); такая конструкция позволяет
уменьшить вибрации при резании, что в целом благотворно сказывается на всем процессе
работы, а в долгосрочной перспективе, увеличивает срок службы оборудования.
11. Ленточнопильные полотна
Существует общепринятая расшифровка обозначений формы зуба:S - постоянный шаг, передний угол 0°. Для резки материалов, дающих короткую стружку, сталей с
высоким содержанием углерода, инструментальных сталей и чугуна, заготовок маленьких
поперечных сечений, тонкостенных профилей. Эта форма зуба используется преимущественно для
резки труб и тонкостенных профилей, а также при неглубоких резах. Для резки хрупких (ломких)
материалов и заготовок больших поперечных сечений.
К - постоянный шаг, передний угол 10°. Для резки материалов, дающих длинную стружку, вязких
материалов, цветных металлов и сталей с содержанием углерода < 0,8 %, улучшенных сталей,
нержавеющих и кислотостойких сталей, для заготовок большого поперечного сечения. Это наиболее
универсальная форма зуба, используется в большинстве случаев, если позволяет шаг.
W - переменный шаг, передний угол 0°
WP - переменный шаг, передний угол 10°
WEP - переменный шаг, передний угол 18°. Переменный шаг дает возможности достичь резки с
пониженной вибрацией. Форма WEP используется для обработки сталей, дающих сливную стружку
(например, нержавеющих).
RP - зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной
резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и
цветных сплавов.
Форма MASTER - зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет
продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с
такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей.
12. Ленточнопильные полотна
Тип К - положительный угол резания. Предназначен для резания вязких материалов,например, конструкционные стали, улучшенные стали, коррозионностойкие стали и т.д.
Форма зуба оптимальна для резки заготовок большого поперечного сечения.
Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для
агрессивной резки сплошных прутков из высоколегированных сталей, трудно
обрабатываемых металлов и цветных сплавов.
13. Ленточнопильные полотна
Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°.Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой
поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из
высоколегированных сталей.
Тип S. Угол наклона острия 0°. Рекомендуется при резании твердых материалов и сталей с
высоким содержанием углерода. Форма зуба оптимальна для сплошных заготовок с
небольшим поперечным сечением и тонкостенного профиля
14. Ленточнопильные полотна
Тт15. Ленточные полотна
• тт16. Ленточнопильные полотна
Другая классификация формы зуба ленточного полотна более лаконичная исводится к четырем обозначениям
Формы зуба ленточных пил: а – стандартная; б – с переменным шагом; в –
объемная; г – крюк
17. Ленточнопильные полотна
• Виды разводки зубьев ленточного полотна18. Ленточнопильные полотна
Диаграмма для определения шага зубьев при резании сплошного материала19. Ленточнопильные полотна
• Расшифровка модели ленточного пильного полотнаМ42 20х0,9х2360 4/6 Н
М42 – биметаллическое полотно М42, зубья из быстрорежущей стали;
20х0,9х2360 – ширина х толщина х длина полотна, мм
4/6 – шаг зубьев полотна: переменный шаг, 4 зуба на дюйм – 6 зубьев на
дюйм;
Н – форма зуба, передний угол 100
20. Ленточнопильные полотна
Чтобы самостоятельно определить какой шаг зубьев на ленточнойпиле у которой стерлось обозначение, надо подсчитать количество
зубьев
на
пяти
сантиметрах
полотна.
Пять зубьев на пяти сантиметрах — шаг зубьев 2/3 TPI;
Семь зубьев на пяти сантиметрах — шаг зубьев 3/4 TPI;
Девять зубьев на пяти сантиметрах — шаг зубьев 4/5 TPI;
Десять зубьев на пяти сантиметрах — шаг зубьев 4/6 TPI;
Одиннадцать зубьев на пяти сантиметрах — шаг зубьев 5/6 TPI;
Двенадцать зубьев на пяти сантиметрах — шаг зубьев 5/7 TPI;
Тринадцать зубьев на пяти сантиметрах — шаг зубьев 5/8 TPI;
Шестнадцать зубьев на пяти сантиметрах — шаг зубьев 6/10 TPI;
Девятнадцать зубьев на пяти сантиметрах — шаг зубьев 8/11 TPI;
Двадцать зубьев на пяти сантиметрах — шаг зубьев 8/12 TPI;
Двадцать четыре зуба на пяти сантиметрах — шаг зубьев 10/14 TPI;
Двадцать восемь зубьев на пяти сантиметрах — шаг зубьев 12/16 TPI.
21. Ленточнопильные полотна
Рекомендации по выбору шага зубьевДлина подбирается в зависимости от станка
Ширина. У горизонтальных станков ширина задается производителем. Вертикальные станки
позволяют варьировать ширину полотна. При увеличении ширины увеличивается стабильность
инструмента. Если необходимо выпиливать контуры, ширину пилы задает самый маленький радиус
(см. таблицу ниже).
Правильный шаг зубьев
Для достижения оптимальных результатов очень важно выбрать правильный шаг зуба.
1. Очень маленький шаг зуба может привести к неровному пилению.
Стружка забивает углубление между зубьями, что приводит к отклонениям во время
распиловки, а также может быть причиной поломки зубьев.
3. Если шаг большой, зубья могут сломаться, т. к. давление на каждый зуб во время
пиления возрастает.
Рекомендуется задействовать не менее трех зубьев, чтобы достичь оптимальных
результатов. Для низкоуглеродистых сталей и других легко обрабатываемых
материалов
оптимальное
число
работающих
зубьев
—
6-12,
для
труднообрабатываемых материалов — 12-24.
22. Ленточнопильные полотна
Общий подход для определения количества зубьев, которые должны бытьодновременно в пропиле:
23. Ленточнопильные полотна
Рр24. Ленточнопильные полотна
Положение материала в губках тисков влияет на правильный выбор зубьев ленточных полотен.Таблица выбора изделий прикрепляется к станку
25. Ленточнопильные полотна
Пиление сплошных материалов26. Ленточнопильные полотна
Резка труб27. Ленточнопильные полотна
Режимы резания ленточным пильным полотном• Выбор скорости пиления
Необходимо помнить, что в процессе пиления происходит нагревание инструмента. Чем больше скорость во
время пиления, тем выше температура нагревания.
Ленточные пилы имеют следующие температурные ограничения:
RAPID около 200°С
RASANT 600°С
ORIFLEX BI-HSS 800°С
Выбор скорости пиления зависит от
типа изделия,
размеров материала,
твердости материала.
Форма стружки поможет Вам в выборе правильной скорости движения рамы в процессе резания (рис. далее.)
Слишком высокая скорость движения рамы (подачи) при резании вызывает «дрожание» станка и увеличение
уровня шума. Чрезмерная подача может привести к срезанию зубьев или разрыву полотна.
Недостаточная подача приводит к деформационному упрочнению заготовки и затуплению зубьев. Контролируйте
подачу по форме стружки.
Чрезмерное увеличение скорости работы приводит к повышенному образованию тепла, затуплению зубьев или их
срезанию, особенно в полотнах из углеродистой стали. Смотрите рекомендации по режимам работы для различных
материалов.
28. Ленточнопильные полотна
Рекомендуемые режимы резания на ленточнопильных станках29. Ленточнопильные полотна
Жж30. Ленточнопильные полотна
Форма стружки поможет Вам в выборе правильной скорости движения рамы в процессе резания31. Ленточнопильные полотна
Характеристика стружки (продолжение)32. Ленточнопильные полотна
Ориентировочное время реза различных материаловзаготовки диаметром 130 мм