




























 industry
industrySimilar presentations:










Оборудование отрасли
1. Оборудование отрасли
Разделы:-резание древесины;
- дереворежущий инструмент;
- конструкции деревообрабатывающих станков
Проф. И.Т. Глебов
Кафедра автоматизации и
инновационных технологий
2. Литература
1. Глебов, И.Т. Резание древесины/И.Т. Глебов. – СПб.: Издательство
«Лань», 2010. – 256 с.
2. Глебов, И.Т. Решение задач по резанию древесины/ И.Т. Глебов. –
СПб.: Издательство «Лань», 2012. – 288 с.
3. Глебов И.Т., Неустроев Д.В. Справочник по дереворежущему
инструменту. Екатеринбург: УГЛТА, 2000. – 253 с.
4. Глебов И.Т. Оборудование отрасли. Тестовые задания. Учебное
пособие. Екатеринбург: УГЛТУ, 2006. – 71 с.
5. Глебов И.Т. Оборудование отрасли. Справочник по резанию
древесины. Екатеринбург: УГЛТУ, 2009. – 314 с.
6. Глебов И.Т. Конструкции и испытания деревообрабатывающих
машин. Учебное пособие. – СПб: Издательство «Лань», 2012. – 352 с.
7. Глебов И.Т. Оборудование отрасли: конструкция и эксплуатация
деревообрабатывающих машин. Учебное пособие. Екатеринбург:
УГЛТУ, 2004. – 286 с.
3. Понятия и определения
• 1.1. Станок – рабочая машина, на которой изменяется форма иразмеры заготовки методом резания.
• 1.2. Заготовка
• Заготовка – это предмет, подвергаемый изменению формы,
размеров и шероховатости [1, 2].
• После завершения механической обработки из заготовки
получается изделие (обработанная деталь), т.е. предмет труда.
4. Резание древесины
1.1. Понятие о резанииРезанием называют технологический процесс разрушения связей между
частицами материала обрабатываемой заготовки по проектной поверхности
лезвием режущего инструмента с целью получения детали требуемой формы,
размеров и шероховатости.
Лезвие – клиновидный элемент режущего инструмента. Оно предназначено для
проникновения в материал заготовки и отделения срезаемого слоя.
5. 1.2. Движения при резании
При резании лезвие и заготовка одновременно перемещаются относительнодруг друга. Эти движения называют рабочими. К ним относят движения главное,
подачи, касательное и результирующее.
Главным движением резания Dг называется движение режущего
инструмента или заготовки, предназначенное для удаления одного срезаемого слоя.
Скорость главного движения V – это скорость главного движения резания.
Движением подачи Ds называется прямолинейное поступательное или
вращательное движение режущего инструмента или заготовки, предназначенное для
подведения к лезвию нового срезаемого слоя.
Касательное движение Dк – это прямолинейное или вращательное движение
режущего инструмента или заготовки, скорость которого направлена вдоль
режущей кромки
Результирующее (суммарное) движение резания Dе является следствием
нескольких одновременно осуществляемых движений и включает главное движение,
движение подачи и касательное движение.
6.
1.3. Углы скоростейУглом подачи называется угол в рабочей плоскости между
направлениями скоростей движения подачи и главного движения
резания.
Углом скорости резания называется угол в рабочей плоскости
между направлениями скоростей результирующего движения
резания и главного движения резания.
D
Vе V
Dг
Ps
г
Vs
Vs
Ds
Ps
а
Vе
V
б
Ds
7. Элементы лезвия
Передней поверхностью лезвия А
называется поверхность лезвия,
контактирующая в процессе резания со
срезаемым слоем и стружкой (рис. 7). По ней
сходит стружка.
Задней поверхностью лезвия А
называется поверхность лезвия,
контактирующая в процессе резания с
поверхностью резания (она обращена к
обработанной поверхности). Если у лезвия
имеется несколько задних поверхностей, то
одна из них называется главной задней
поверхностью А , а остальные –
вспомогательными задними поверхностями
А 1, А 2.
Режущими кромками лезвия инструмента
называют линии пересечения передней
поверхности с задними. Часть режущей
кромки, формирующая большую сторону
сечения срезаемого слоя, называется
главной режущей кромкой К,
остальные
– вспомогательными режущими кромками К1,
К2.
8. Лезвие Угловые параметры лезвия, системы координат
Угловые параметры лезвия, системы координатРn
иг
D
Р
и
Рvи
Рnи
с
и
с
Dг
к
с
к
Dг
с Рv
и
Рvи
а
Рn
Рn
Рvc
Рvc
Рn
с
б
к
Dе
к
к
D
s
Рn
к
в
Рv
к
9. Износ и затупление лезвий
а – вновь заточенное
лезвие;
б – затупленное лезвие;
в – изношенное лезвие с
лунками на его
поверхностях; г – очень
тупое лезвие
Заточенное, острое лезвие
имеет плоские переднюю и
заднюю поверхности. При этом
режущая кромка представляет
собой кривую поверхность,
соединяющую переднюю и
заднюю поверхности лезвия.
Для сравнения лезвий по
остроте условно в поверхность
режущей кромки вписывают
окружность радиуса . Для
острого лезвия принимают
значение =5…6 мкм (для фрез)
и =10 мкм (для пил). Для очень
тупых лезвий =60 мкм. Такое
деление лезвий по остроте –
весьма условное.
10. Микрогеометрия режущей кромки
Для лезвия любой остроты величину радиуса округленияможно описать следующим выражением:
r
r = ro + r ,
(2)
где r – радиус округления режущей кромки произвольной
Рис. 1. Схема
реального лезвия остроты, мкм;
ro – радиус округления режущей кромки после заточки, мкм ;
r – величина прироста затупления за время работы, мкм.
Для лезвий из сталей ХВГ и 85ХФ принимают следующие
значения ro: у фрез ro = 4 ... 6 мкм; у пил ro = 10 мкм.
Прирост затупления
r = L ,
(3)
где – величина затупления режущей кромки на 1 м пути,
мкм/м; L – путь резца в заготовке, м.
При фрезеровании сосны инструментом из легированной стали
принимают = 0,0008 мкм/м, при пилении = 0,001 мкм/м.
11.
Влияние строения и свойствдревесины на процесс резания
Рис. 23. Разрезы ствола:
V1
П – поперечный
(торцовый);
Р – радиальный;
Т – тангенциальный
12. Сжатие древесины
• Древесинное вещество представляет собойматериал клеточных стенок древесины. Плотность
древесинного вещества не зависит от породы
древесины и равна 1530 кг/м3
13.
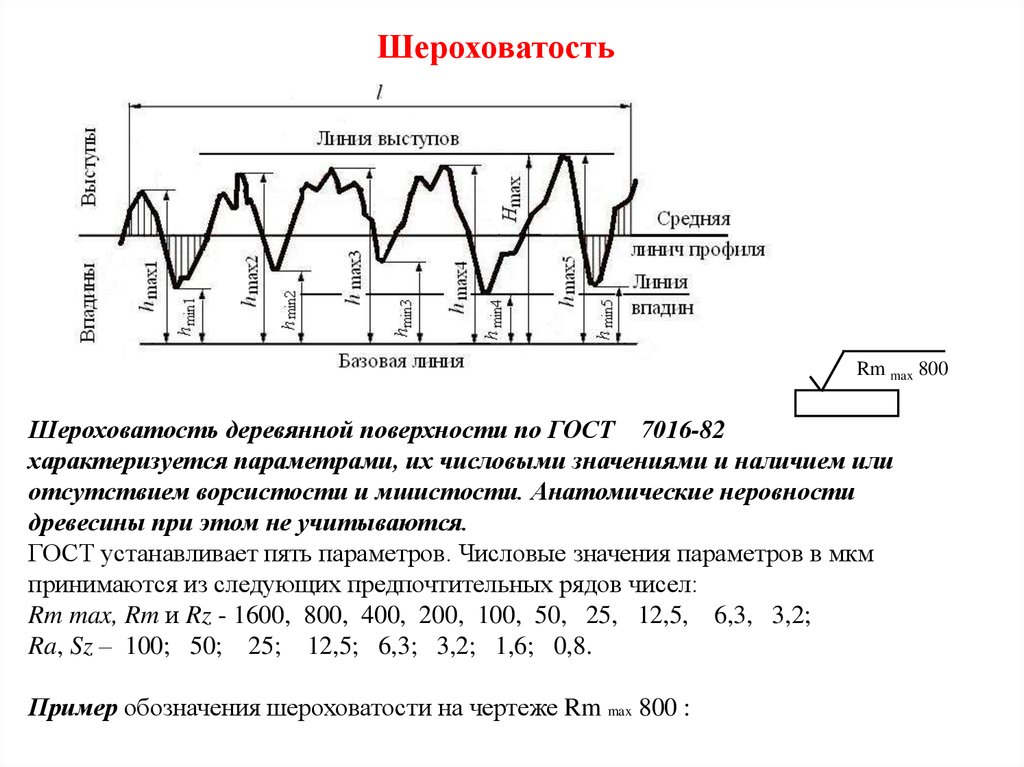
ШероховатостьRm max 800
Шероховатость деревянной поверхности по ГОСТ 7016-82
характеризуется параметрами, их числовыми значениями и наличием или
отсутствием ворсистости и мшистости. Анатомические неровности
древесины при этом не учитываются.
ГОСТ устанавливает пять параметров. Числовые значения параметров в мкм
принимаются из следующих предпочтительных рядов чисел:
Rm max, Rm и Rz - 1600, 800, 400, 200, 100, 50, 25, 12,5, 6,3, 3,2;
Ra, Sz – 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8.
Пример обозначения шероховатости на чертеже Rm max 800 :
14. Составляющие силы резания
При резании древесина оказывает сопротивление перемещению лезвия.Эту силу, действующую со стороны лезвия на заготовку, называют силой
резания F.
В расчетах и исследованиях обычно пользуются составляющими силы
резания – проекциями на координатные оси (рис. 28). Причем ось x
проводят параллельно направлению Vе, а координатную плоскость XOY
совмещают с плоскостью резания.
Проекциям силы резания присвоены следующие названия:
главная составляющая силы резания (касательная) Fx,
радиальная (нормальная) составляющая силы резания Fz и
осевая составляющая силы резания Fy.
Z
Fz
Vе
F
X
Fx
Рис. 28. Составляющие
силы резания
О
P
Fy
Y
15.
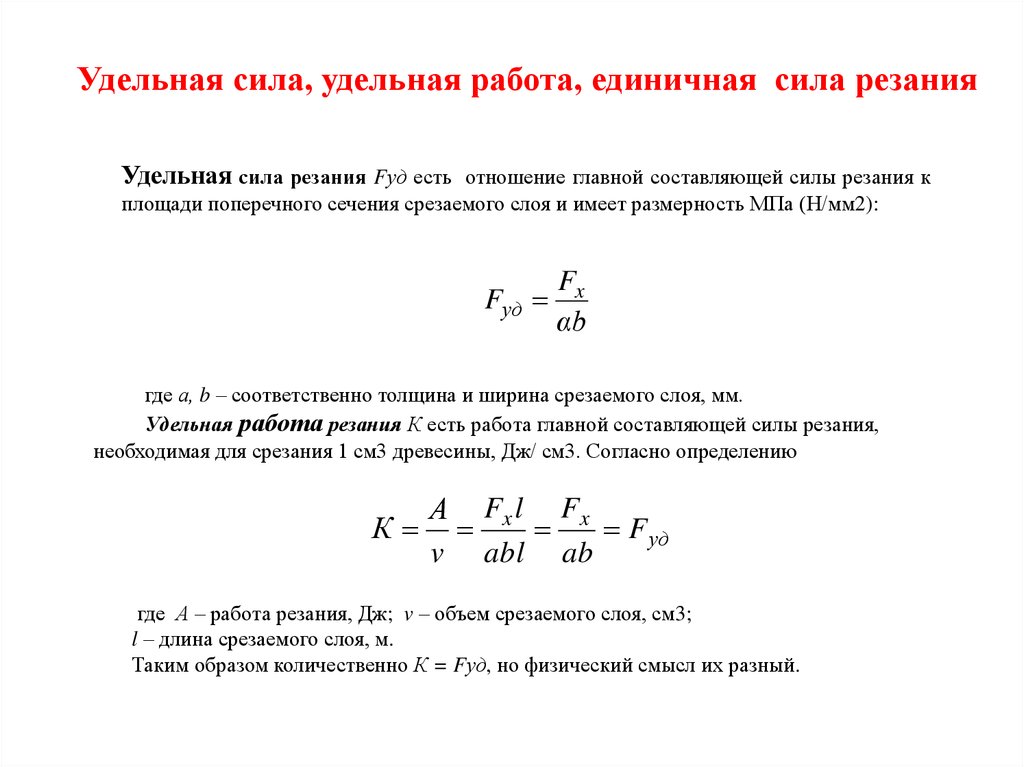
Удельная сила, удельная работа, единичная сила резанияУдельная сила резания Fуд есть отношение главной составляющей силы резания к
площади поперечного сечения срезаемого слоя и имеет размерность МПа (Н/мм2):
Fуд
Fx
αb
где а, b – соответственно толщина и ширина срезаемого слоя, мм.
Удельная работа резания К есть работа главной составляющей силы резания,
необходимая для срезания 1 см3 древесины, Дж/ см3. Согласно определению
А Fx l Fx
К
F уд
v abl ab
где А – работа резания, Дж; v – объем срезаемого слоя, см3;
l – длина срезаемого слоя, м.
Таким образом количественно К = Fуд, но физический смысл их разный.
16.
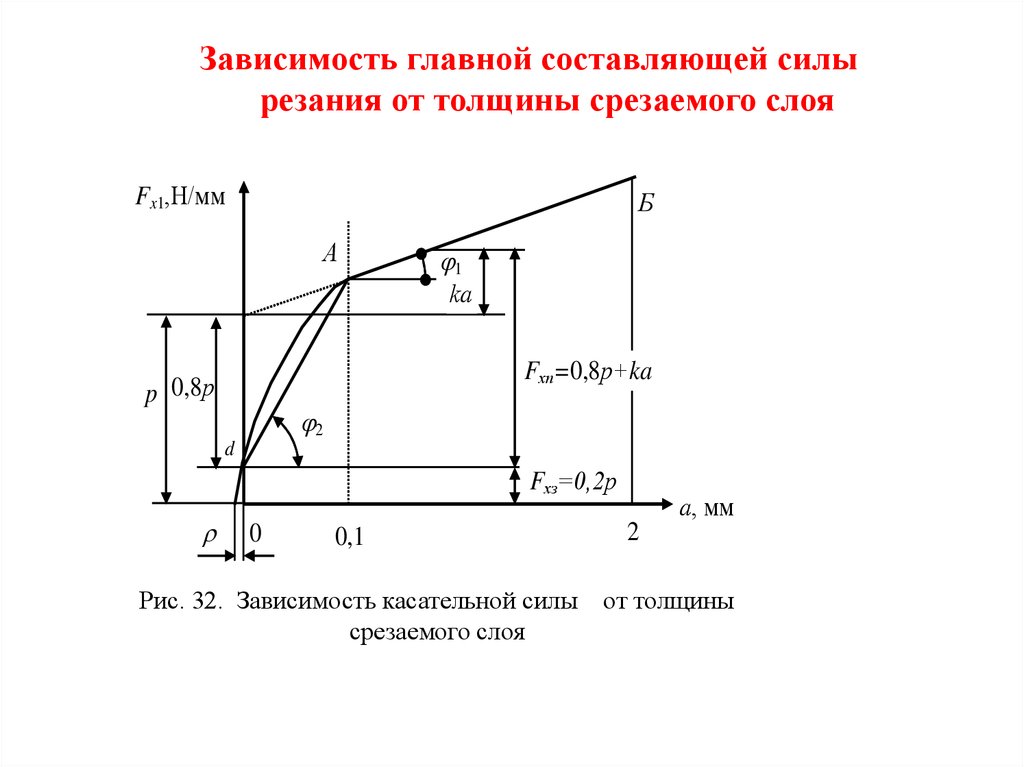
Зависимость главной составляющей силырезания от толщины срезаемого слоя
Fx1,H/мм
Б
А
1
1 kа
Fxп=0,8р+ka
p 0,8р
2
d
2
Fxз=0,2р
r
а, мм
2
0
0,1
0
Рис. 32. Зависимость касательной силы от толщины
срезаемого слоя
17. Изменение касательной силы резания в диапазоне микрослоев
Fх1,Н/мм
Общее уравнение параболы
в осях координат Fx1 и а
В
А
Fx1 = са2 + dа + е,
p
Fх1з
Е
з
r
G
G
0,1
а, мм
(25)
где с, d, е – параметры
параболы.
2
0
Рис. 33. Расчетная схема к определению
касательной силы резания для микрослоев
Fх1 ( р 0,1k )(1
1
а
2
0,2
а
0,01
)
18. Расчетные уравнения для касательной силы резания
Уравнение единичной касательной силы резания для– для макрослоев
Fx=( rp + kа)b,
– для микрослоев
Fх1 ( р 0,1k )(1
где – коэффициент:.
.
1
а
2
0,2
а
0,01
)
r о2 0,2 r о 0,01
где rо – начальный радиус закругления режущей кромки, мм.
Коэффициент затупления лезвий
r
k
r 1 (1 0,1 )
р r о 50
19. Влияние породы, влажности, температуры
Fx=Fxc ап,Поправочные коэффициенты на породу древесины ап других пород имеют следующие
значения:
20. Влияние угла встречи с волокнами древесины
Расчетные формулы, рекомендуемые для определения значений параметров ри k, при переходных видах резания массивной древесины сосны:
– для продольно-торцового резания
– для поперечно-торцового резания
– для поперечно-продольного резания
– для продольно-торцово-поперечного резания
p// 1,57 3,23sin1,25 в
k// 0,196 0,069V ' 5,4 (0,354 0,127V ' 14,22) sin1,25 в
.
p 0,98 3,82 sin1,25 н
k 0,029 СV ' 0,59 (0,521 (0,196 С)V ' 19,03) sin1,25 н
p // 0,98 0,59 cos2 c
k // 0,029 СV ' 0,59 (0,167 (0,069 С)V ' 4,81) cos2 c
Здесь подставляют в град., V'– в м/с. Кроме того, если V 50 м/с, то V' = (90-V),
иначе V' = V; если 55º, то С = 0,059, иначе С = 0,069.
21. Классификация процессов резания на станках
22. Пиление. Способы уширения пропила
bS'
S
а
S'
б
в
г
Способы уширения пропила:
а – развод зубьев; б – плющение зубьев;
в – использование строгальных пил;
г – использование твердосплавных пил
23. Пиление рамными пилами
34
BMT
B
y
B1
L+R
L
2
1
H=2R
5
а
A
C
O
б
A1
Лесопильная рама:
а – кинематическая
схема; б – кривошипношатунно-олзунный
механизм
24. Пиление ленточной пилой
2Vs
3
L
1
D
4
а
a
V
Sz
tз
V
е
б
t
Пиление
ленточной
пилой:
а – схема
ленточнопильного станка;
б – геометрия
срезаемого слоя
25. Пиление круглой пилой
12
вых
h
4
a
вых
вх
V
Vs
вх
t
Vs
3
V
б
Продольное пиление дисковой пилой:
а – c верхним расположением пилы;
б – с нижним
расположением пилы
t
h
26. Строгание
3а
Vs
S
h
Fx C
V
2
3
2
1 V
h
Fx
а
C
1
Строгание древесины на
станках:
а – горизонтальных;
б – вертикальных
б
Строгание – процесс с прямолинейным поступательным движением
резания, при котором плоскость резания, поверхности резания и
обработанная совпадают.
Назначение. Строгание применяют для получения стружки-продукта или для
формирования гладких обработанных поверхностей.
27. Лущение древесины
Лущение – это процесс поперечного срезания непрерывной стружкиравномерной толщины с вращающегося чурака при подаче режущей
кромки ножа в горизонтальной плоскости.
. Схема лущения древесины
28. Фрезерование
Фрезерование – процесс обработки материала вращающимися лезвиями, врезультате которого припуск снимается путем последовательного срезания
отдельных серповидных стружек.
Vs
б
а
Vs
в
Vs
г
Виды фрезерования
древесины:
а – цилиндрическое;
б – коническое;
в – торцовое;
г – торцово-коническое
29. Точение
Точение – это процесс резания древесины, при котором из заготовкиполучается тело вращения заданной формы, размеров и гладкости.
D
t
t
d
d
Vs
b
Vs
Vs
б
I
Sz
Vs
1
l
y
a
D
I
в
a
г
д
Рис. 84. Радиальное точение:
а – черновое; б, д – чистовое;
в – шероховатость поверхности;
г – поперечные размеры среза
а
Vs б
Vs
в
à 65. Тангентальное точение:
Рис.
а – с продольной подачей;
б, в – с поперечной подачей
30. Шлифование
Шлифование – это процесс зачистки обрабатываемой
поверхности абразивным режущим инструментом.
Различают шлифование ленточное плоское (лента – шлифовальная
шкурка), ленточное барабанное, ленточное цилиндрическое, дисковое,
шлифование кругами.
2
1
3
4
q
Fт
Fx
р
Fxтр
Рис. 88. Схема шлифования
древесины
31. Сверление древесины
Сверление – процесс образования в деревянных деталях
сквозных и несквозных цилиндрических отверстий с помощью
сверл.
По направлению оси отверстия к волокнам древесины различают
сверление продольное и поперечное. При поперечном сверлении ось
сверла перпендикулярна волокнам древесины.
б
а
So
Рис. 89. Сверление древесины:
а – поперечное; б – продольное
32. Долбление гнездовой фрезой
Долблением получают гнезда шириной от 3 мм иболее. Гнездовая фреза – мерный инструмент
в виде пластины с зубьями на торцовой и
боковой кромках (рис. 91).
Vs
tз
b
L
Рис. 91. Долбление
гнездовой фрезой