















 industry
industrySimilar presentations:










Физические основы резания металлов
1.
Физические основы резанияметаллов
2.
Процессрезания (стружкообразования)
процессом
является физическим
сложным
, сопровождающимся большим тепловыделением,
деформацие металла при образовании стружки,
й износом
режущего
инструмента
и
наростообразованием на резце.
Знание закономерностей процесса резания
и явлений
сопровождающих
его
рационально
управлят
этим
процессом
позволяет
обрабатывать
ь
более
и
производительно идетали
экономично.
качественно,
1
3.
В процессе резания различных материалов могутобразовываться следующие основные виды стружек:
сливные (непрерывные), скалывания (элементные) и
надлома.
2
4.
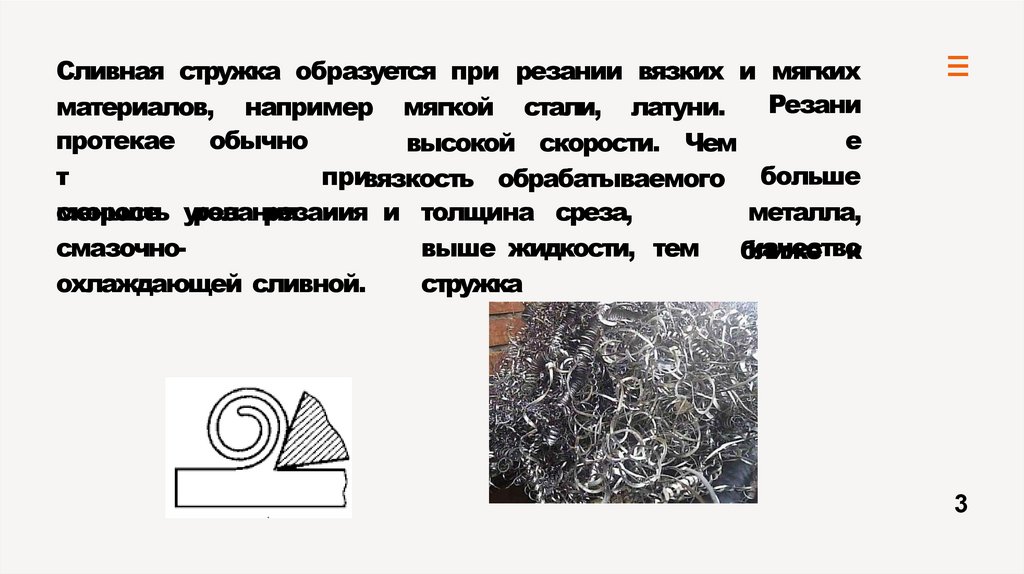
Сливная стружка образуется при резании вязких и мягкихРезани
материалов, например мягкой стали, латуни.
е
протекае обычно
высокой скорости. Чем
т
привязкость обрабатываемого больше
металла,
скорость угол
резания
и
меньше
резания
и толщина среза,
качество
смазочновыше жидкости, тем
ближе
к
охлаждающей сливной.
стружка
3
5.
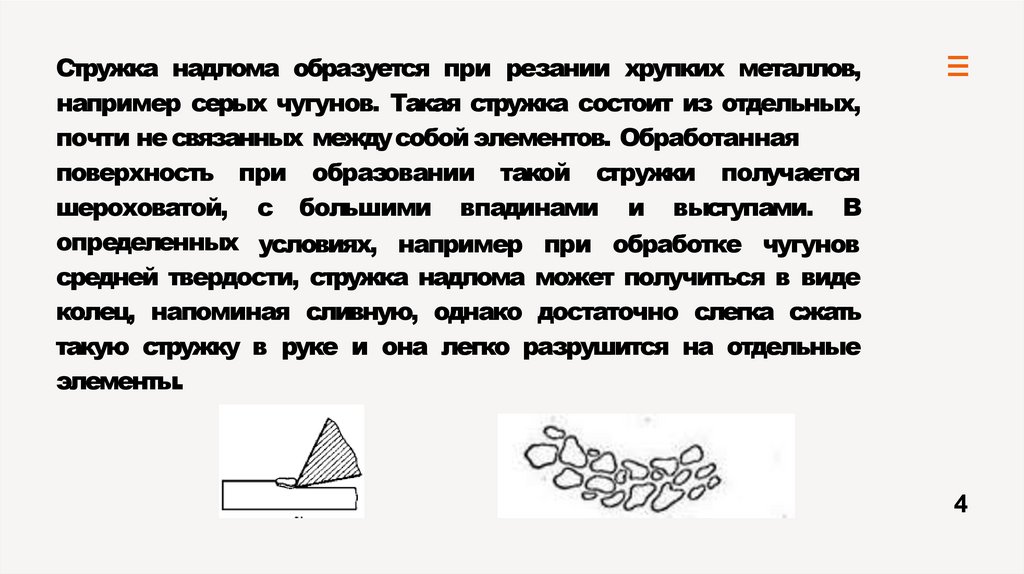
Стружка надлома образуется при резании хрупких металлов,например серых чугунов. Такая стружка состоит из отдельных,
почти не связанных междусобой элементов. Обработанная
поверхность при образовании такой стружки получается
шероховатой, с большими впадинами и выступами. В
определенных условиях, например при обработке чугунов
средней твердости, стружка надлома может получиться в виде
колец, напоминая сливную, однако достаточно слегка сжать
такую стружку в руке и она легко разрушится на отдельные
элементы.
4
6.
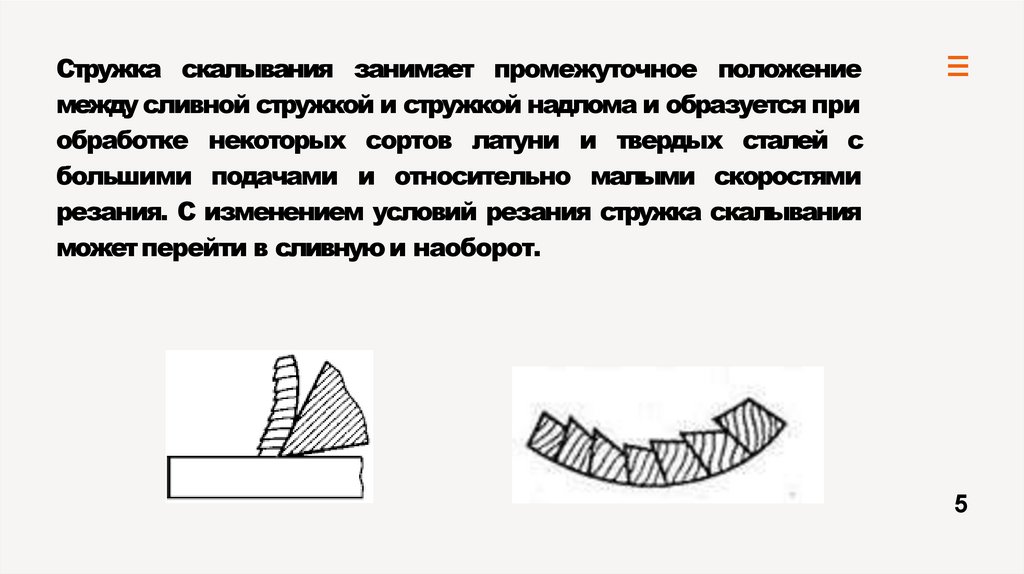
Стружка скалывания занимает промежуточное положениемежду сливной стружкой и стружкой надлома и образуется при
обработке некоторых сортов латуни и твердых сталей с
большими подачами и относительно малыми скоростями
резания. С изменением условий резания стружка скалывания
может перейти в сливную и наоборот.
5
7.
Под действием режущего инструмента срезаемый слойметалла подвергается сжатию. Процессы сжатия (как и
процессы
растяжения)
сопровождаются
упругими
и
пластическими деформациями.
При обработке режущий инструмент деформирует не только
срезаемый слой, но и поверхностный слой материала
обрабатываемой детали.
Глубина деформации поверхностного слоя металла зависит от
различныхфакторов и может достигать от сотых долей до
нескольких
действие
деформаци
миллиметров.По м
и
д поверхностный
слой пластичность,
упрочняется,происходит
увеличивается
твердость
и уменьшается
такметалла
называемый наклеп обрабатываемой
поверхности.
6
8.
Чем мягче и пластичнее обрабатываемый металл, тем большемунаклепу он подвергается. Чугуны обладают значительно
меньшей способностью купрочнению, чем стали. Величина и
глубина наклепа увеличиваются с увеличением подачи
глубины резания и уменьшаются с
и
скорости
резания. Глубина наклепа увеличиваетсяувеличением
примерно в 2—3
раза
при работе тупым режущим инструментом, чем при работе
острым. Смазочно-охлаждающие жидкости уменьшают глубину
и степень упрочнения.
7
9.
При некоторых условиях резания на передней поверхностирежущей кромки резца налипает обрабатываемый материал,
образуя так называемый нарост. Он имеет клиновидную форму,
по
твердости
превышает
в
2—3
раза
твердость
обрабатываемого материала. Являясь как бы продолжением
резца, нарост изменяет его геометрические параметры,
участвует в резании металла, влияет на результаты обработки,
износ резца и силы, действующие на резец. При обработке
нарост периодически разрушается и вновь восстанавливается. С
увеличением пластичности обрабатываемого металла размеры
нароста возрастают, а при обработке хрупких металлов,
например чугуна, нарост может и не образоваться.
8
10.
Нарост увеличивается с увеличением подачи, поэтому причистовой обработке рекомендуются подачи в пределах 0,1—0,2
мм/об. Глубина резания существенного влияния на размеры
нароста не оказывает. Применение смазочно-охлаждающей
жидкости уменьшает нарост.
Наличие нароста полезно
при выполнении черновой
обработки.
9
11.
Фрезерная обработка металла12.
Фрезерной обработкой или фрезерованием называетсяобработка металла резанием на фрезерном станке. При этом,
зажатая в специальные тиски заготовка, может двигаться
только поступательно (подача), а металл режет вращающаяся
фреза.
10
13.
Фреза - довольно сложный, обычно, многозубыйрежущий инструмент, где каждый зубец является
резцом.
11
14.
К наиболее распространенным типам фрез относятсядисковые, цилиндрические, торцевые, шпоночные, а также
различные фасонные фрезы. Также распространены фрезы
углового и концевого типов.
12
15.
По конкретным операциям, необходимым для приданиязаготовке нужной формы существует несколько
видов классификации фрезерной обработки
13
16.
1. По местонахождению и пространственнойориентации шпинделя. Раньше
были
распространен
ы
специализированные
вертикально
и
фрезерные станки. Но это в прошлом. Сейчас нагоризонтальнопроизводстве
используются в основно
универсальные станки
обрабатывающие м
или
позволяющие
выполнять
как
вертикальное, так ицентры,
горизонтальное
фрезерование,
а также
фрезерную
под различными углами и
обработк
с фрез.
у применением
разных
центры
позволяют
также
выполнять Обрабатывающие
и токарные операции
без переустановки заготовки.
14
17.
2. По типу используемых фрез: на периферийную, торцевую,фасонную и т.д. Торцевыми фрезами обычно производится
обработка поверхностей. Фасонные востребованы для
обработки профилей. Дисковые фрезы обычно применяются
какотрезной инструмент.
15
18.
3. По направлению движения заготовки относительновращения фрезы фрезерование делится на попутное, дающее
гладкую и ровную поверхность и встречное. Оно более
производительно, но качество поверхности получаетс
значительно хуже. Оба метода имеют свое я
Встречное
фрезерование
используют
приприменение.
черновой
обработке, а попутное – для окончательной.
16
19.
Абразивная обработка металла20.
Абразивная обработка металла используется на многихпроизводствах, особенно, если изделия являются частью
какого-либо сложного механизма, и они должны идеально
состыковываться между собой.
Инструменты для шлифовки, полировки, доводки и другой
механической обработки деталей изготавливаются из
натуральных горных пород и минералов, или искусственных
материалов.
Природные абразивы: кварц, корунд, наждак, алмаз, пемза.
Искусственные абразивы:
эльбор, электрокорунд, синтетический алмаз.
17
21.
Все эти материалы состоят из кристаллитов (абразивных зерен),которые выступают в роли маленьких резцов. Когда
резцы
проходят по поверхности детали, они снимают ее небольшой
верхний слой. Поскольку кристаллы у всех материалов имеют
разный размер, они оставляют следы разной глубины и размера
на металле. Инструменты могут быть жесткими, когда зерна
связаны между собой, или мягкими, когда зерна клеятся на
специальную основу в виде
бумаги, ткани, кожи и других
эластичных материалов. Также
отдельно выделяют порошковые абразивы, из которых
изготавливают пасту, и используют ее в свободном виде.
Абразивная обработка металла может осуществляться сразу
несколькими инструментами для повышения полученного
эффекта.
18
22.
Процессы абразивной обработки могут включать в себяшлифование, полирование, притирку и доводку, хонингование и
прочие процессы.
19
23.
На предприятиях, выпускающих детали или их части,непременно используется абразивная обработкаметалла,
поскольку
этот процесс помогает
достичь высокой
точности выполнения
и придать готовым изделиям
вид
необходимый
внешний
и
качественные
характеристики.
Особенно
актуальным
данный
вид
обработки является для производств, которые создают мелкие
детали для машиностроения, поскольку в этой отрасли точное
соответствие продукции чертежам – это залог успеха.
20
24.
Хонингование металла25.
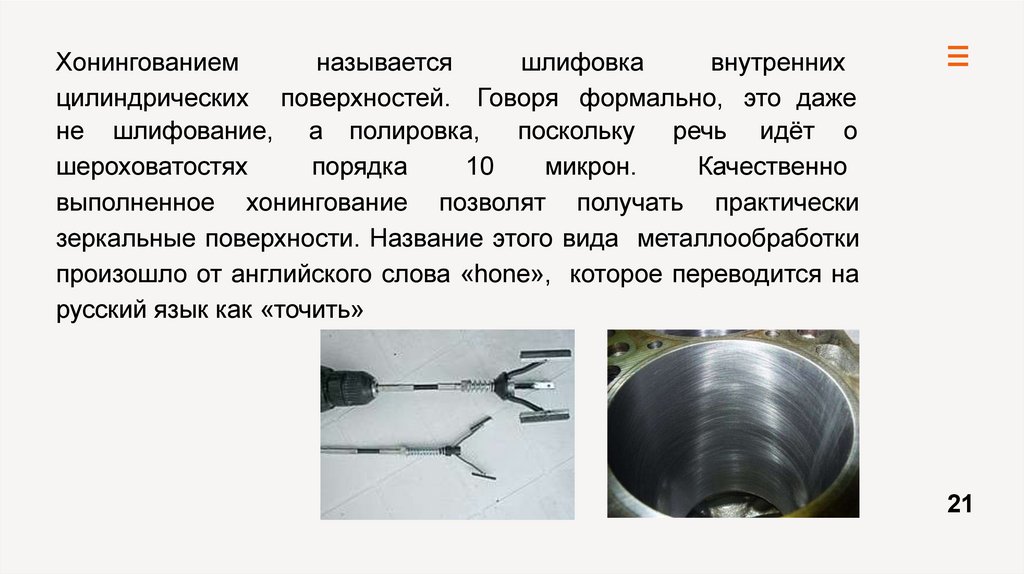
Хонингованиемназывается
шлифовка
внутренних
цилиндрических поверхностей. Говоря формально, это даже
не шлифование, а полировка, поскольку речь идёт о
шероховатостях
порядка
10
микрон.
Качественно
выполненное хонингование позволят получать практически
зеркальные поверхности. Название этого вида металлообработки
произошло от английского слова «hone», которое переводится на
русский язык как «точить»
21
26.
Хонинговая полировка осуществляется с помощью специальныхшлифовальных головок, именуемых хонами. Это устройство,
состоящее из металлического основания, на котором закреплены
абразивные
камни
в форме брусков.
В хонах обычно
используются алмазные абразивы, обеспечивающие
высшее
качество полировки. Некоторые конструкции хонинговальных головок
включают жёсткие металлические щётки, которыми выполняется
особая операция – крацевание. Этим термином называется удаление
с металла заусенцев и пылевых загрязнений.
Для того чтобы
обеспечивалось по-настоящему высокое качество
хонингование,
должно
использоваться
специализированное
оборудование – хонинговальные станки. Данное оборудование
оснащается столом для закрепления обрабатываемой детали,
шпинделем, удерживающим хон, приводом и блоком управления.
22
27.
Хонингованиенаходит
следующей продукции:
применение
двигатели внутреннего сгорания;
промышленная гидравлика;
пневматические системы;
оборудование
для
пищевой
промышленности.
в
производстве
и
химической
23
28.
Литература:https://www.nordwesttool.ru/statyi/215-2/
http://ntz-holding.ru/stati-o-trubah/frezernaya-obrabotkametalla
http://delta-grup.ru/bibliot/10/50 https://www.metobrexpo.ru/ru/articles/abrazivnaya- obrabotka-metalla