



















 industry
industrySimilar presentations:







")
")

Закалка без полиморфного превращения. Лекция 3
1.
Закалка без полиморфного превращенияЗакалку, как и отжиг 2-го рода, можно применять только к тем
металлам и сплавам, в которых имеются фазовые превращения в
твердом состоянии. Основные параметры закалки — температура
нагрева, время выдержки и скорость охлаждения.
Закалка без полиморфного превращения — это термическая
обработка, фиксирующая при более низкой температуре состояние
сплава, свойственное ему при более высокой температуре.
Закалка без полиморфного превращения применима к любым сплавам, в
которых одна фаза полностью или частично растворяется в другой.
Таким образом, при закалке без полиморфного превращения образуется
пересыщенный твердый раствор. Такая закалка к чистым металлам
принципиально неприменима. Рассмотренную на примере сплава Со закалку
без полиморфного превращения широко применяют к алюминиевым,
магниевым, никелевым, медным и другим сплавам, а также к которым
легированным сталям.
2.
Схема к объяснению закалки безполиморфного превращения
3.
3Изменение свойств при закалке зависит от фазового состава и
особенностей структуры сплава в исходном и закаленном состояниях,
от условий закалки, предыдущей обработки и других факторов.
Механические свойства сплавов в после отжига и закалки
Сплав
Д16
Бр.Б2
σв, Н/мм2
отжиг
закалка
20
30
55
51
δ, %
отжиг
Закалка
25
23
22
46
Направление и величина изменения свойств в разных сплавах
различны.
Встречается ошибочное утверждение, что закалка всегда приводит к
упрочнению, причем термины «закалка» и «упрочнение» часто неверно
считают синонимами. В действительности же закалка может и упрочнять,
и разупрочнять сплав.
4.
4Время выдержки при температуре нагрева под закалку выбирают так,
чтобы завершились процессы растворения избыточных фаз. Чем
дисперснее избыточные фазы, тем быстрее они растворяются.
Критическая скорость охлаждения при закалке
Количественным критерием устойчивости переохлажденного твердого
раствора является критическая скорость охлаждения (Vкр) —
наименьшая скорость непрерывного охлаждения, позволяющего
избежать распада раствора или, точнее, избежать изменение на
определенную величину выбранного свойства. Если скорость
охлаждения в центре сечения изделия больше Vкр, то изделие
прокаливается насквозь. Критическую скорость охлаждения определяют,
проводя из точки, соответствующей температуре нагрева под закалку,
касательную к С-кривой условного начала распада охлажденного
раствора.
Факторы, влияющие на устойчивость переохлажденного раствора
Устойчивость переохлажденного твердого раствора зависит от системы
легирования, содержания легирующих элементов и структуры сплава перед
закалкой.
5.
Закалка с полиморфным превращениемЗакалка с полиморфным превращением — это термическая обработка
металла или сплава, при которой главным процессом является мартенситное
превращение высокотемпературной фазы. Поэтому такую термообработку
обычно называют закалкой на мартенсит. Эта закалка в принципе применима к
любым металлам и сплавам, в которых при охлаждении перестраивается
кристаллическая решетка.
Характерные особенности мартенситного превращения
в углеродистых сталях
С-диаграмма с
мартенситными точками
для стали с 0,8% С; А
— устойчивый аустенит;
А устойчивый аустенит;
Ап— переохлажденный
аустеннт; Аостостаточный аустенит;
Мрт-мартенсит; Ф –
феррит; К - карбид
6.
1. Мартенситное превращение протекает при быстром охлаждении углеродистойстали с температур выше А1, например в воде, когда подавлен диффузионный
распад аустенита на смесь двух фаз (феррита и карбида). Эти фазы резко
отличаются по составу от исходного аустенита. Концентрация углерода в
мартенсите такая же, как и в исходном аустените. Следовательно, в отличие от
перлитного превращения мартенситное превращение — бездиффузионное.
2. Превращение аустенита в мартенсит начинается с определенной для каждой
марки стали температуры Мн. Она не зависит от скорости охлаждения.
3. При температуре Мн превращение только начинается, появляются первые
кристаллы мартенсита. Чтобы мартенситное превращение развивалось,
необходимо непрерывно охлаждать углеродистую сталь в мартенситном
интервале Mн—Мк. Если охлаждение приостановить и выдерживать углеродистую
сталь при постоянной температуре внутри этого интервала, то образование
мартенсита почти сразу же прекращается. После мартенситного превращения
даже при охлаждении стали до температуры Мк сохраняется некоторое
количество остаточного аустенита.
7.
4. В отличие от перлитного мартенситное превращение в углеродистойстали не имеет инкубационного периода. Горизонталь Мн соответствует
температуре, ниже которой чрезвычайно быстро, практически мгновенно,
образуется некоторое количество мартенсита.
5. Мартенсит образуется в форме пластин, растущих с громадной скоростью
(порядка 1 км/с) при любых температурах, в том числе и ниже 0°С. После
«мгновенного» образования мартенситная пластина не растет. Количество
мартенсита при охлаждении ниже точки Мн увеличивается не вследствие
подрастания уже образовавшихся пластин, а в результате мгновенного
возникновения все новых и новых пластин. Эта особенность также резко
отличает мартенситное превращение от перлитного. В процессе развития
перлитного превращения не только образуются новые, но и растут ранее
образовавшиеся колонии.
8.
5. Между решетками кристаллов мартенсита и исходного аустенита имеетсяопределенное ориентационное соотношение, закономерная ориентировка
решетки мартенсита по отношению к решетке аустенита, в то время как
при перлитном превращении решетки фаз, входящих в эвтектоидную смесь,
могут быть и произвольно ориентированы по отношению к решетке
исходного аустенитного зерна.
6. При мартенситном превращении в углеродистых сталях на плоской
полированной поверхности образца образуется характерный рельеф,
свидетельствующий об изменении формы превращенного объема аустенита.
При перлитном превращении такой рельеф не возникает. Характерный
рельеф на исходной плоской поверхности образца может служить главным
внешним признаком мартенситного превращения в стали.
9.
Основные закономерности мартенситных превращений.При
аустенитно-мартенситном
превращении
происходит
только
перестройка решетки без изменения концентрации реагирующих фаз.
Мартенсит в стали - это пересыщенный твердый раствор углерода в αжелезе с такой же концентрацией, как и у исходного аустенита. Так как
растворимость углерода в α-фазе равна всего лишь 0,01 %, то мартенсит
является пересыщенным твердым раствором.
Для кристаллической структуры мартенсита характерна тетрагональность,
т. е. то, что соотношение осей c/a в решетке мартенсита больше 1(рис. 3).
Тетрагональность мартенсита— это прямое следствие содержания в
растворе углерода.
Тетрагональная
кристаллическая ячейка
10.
Влияние состава стали на мартенситное превращениеСостав стали особенно сильно отражается на температурных
точках мартенситного превращения (Мн и Мк). Увеличение
содержания углерода приводит к снижению всего интервала
мартенситного превращения.
Зависимость температуры начала и конца мартенситного
превращения от содержания углерода в стали
11.
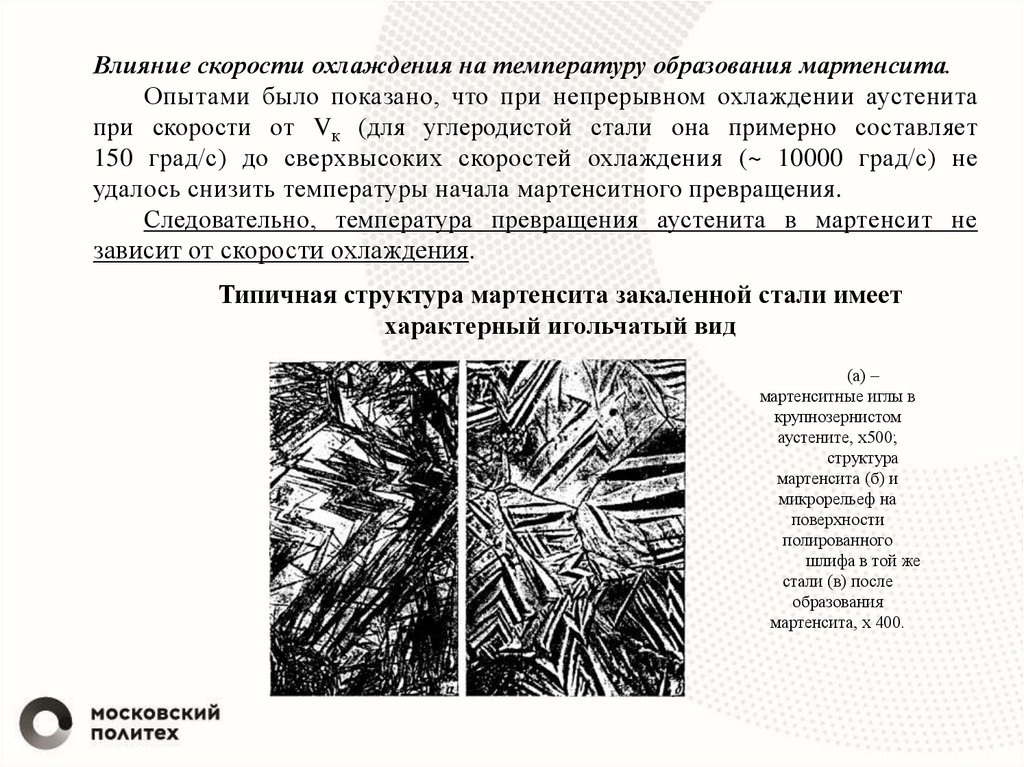
Влияние скорости охлаждения на температуру образования мартенсита.Опытами было показано, что при непрерывном охлаждении аустенита
при скорости от Vк (для углеродистой стали она примерно составляет
150 град/с) до сверхвысоких скоростей охлаждения (~ 10000 град/с) не
удалось снизить температуры начала мартенситного превращения.
Следовательно, температура превращения аустенита в мартенсит не
зависит от скорости охлаждения.
Типичная структура мартенсита закаленной стали имеет
характерный игольчатый вид
(а) –
мартенситные иглы в
крупнозернистом
аустените, х500;
структура
мартенсита (б) и
микрорельеф на
поверхности
полированного
шлифа в той же
стали (в) после
образования
мартенсита, х 400.
12.
Влияние пластической деформации на мартенситное превращениеПластическая деформация, не вызывающая образования мартенсита
непосредственно в период деформирования, может повлиять на кинетику
мартенситного превращения при последующем охлаждении
Влияние закалки на свойства стали
Упрочнение при закалке
Важнейшее явление, сопровождающее закалку на мартенсит,— упрочнение,
повышение твердости. Именно благодаря упрочнению и была открыта в
древности, а затем широко использована закалка сталей.
Способность стали к повышению твердости при закалке называется
закаливаемостью. Закаливаемость xaрактеризуется максимальной твердостью,
которая может быть получена при закалке данной марки стали на поверхности
изделия.
Влияние
содержания
углерода в стали на
закаливаемость
13.
Видманштеттов феррит образуется в интервале от А3 минус 50°С до 600—550°С. С увеличением содержания углерода в стали доля
видманштеттова феррита в структуре уменьшается.
Влияние легирующих элементов на перлитное
превращение
Легирующие элементы оказывают чрезвычайно важное для
практики влияние на кинетику распада аустенита. За
исключением кобальта, все широко используемые легирующие
элементы, растворенные в аустените (Сr, Ni, Мn, W, Мо, V и др.),
замедляют перлитное превращение, сдвигая верхнюю часть Скривой вправо.
Легирующие элементы могут замедлять перлитное
превращение по следующим причинам:
1) из-за образования специальных карбидов и необходимости
диффузионного перераспределения в аустените легирующих
элементов, атомы которых несравненно менее подвижны, чем
атомы углерода;
2) из-за замедления диффузии углерода;
3) из-за уменьшения скорости полиморфного превращения.
14.
Изменение пластичности при закалкеЗакалка углеродистых сталей приводит к резкому снижению всех показателей
пластичности. Относительное удлинение и cужение закаленных высокоуглеродистых
сталей равны нулю.
Прокаливаемость и критическая скорость охлаждения
При закалке на мартенсит сталь должна охлаждаться с закалочной
температуры так, чтобы аустенит, не успел претерпеть распад на
феррито-карбидную смесь, переохладился ниже точки Мн. Для этого
скорость охлаждения изделия должна быть выше критической.
Критическая скорость охлаждения – это минимальная скорость,
при которой аустенит еще не распадается на феррито-карбидную
смесь.
Определение критической скорости
закалки по С-диаграмме: Vц и Vп –
скорости охлаждения центра и
поверхности изделия; 1 – начало
распада аустенита; 2 – окончание
распада аустенита.
15.
Прокаливаемость цилиндра:а — несквозная прокаливаемость; б — сквозная
прокаливаемость: 1 — кривая распределения
скоростей охлаждения по диаметру цилиндра; 2 —
критическая скорость охлаждения (заштрихован
слой, закаленный на мартенсит)
С ростом температуры нагрева и выдержки перед
закалкой прокаливаемость стали увеличивается, причем
первый фактор более эффективен.
16.
Характеристики прокаливаемостиПростейшей характеристикой является глубина прокаливаемости изделия
в определенном охладителе. Глубину прокаливаемости можно определить
методом пробной закалки по излому, макрошлифу и распределению твердости в
сечении изделия. Закаленная на мартенсит сталь хрупка; в закаленной зоне
изделие имеет ровный мелкозернистый, матово-серый, часто фарфоровидный
излом. Непрокаленная сердцевина — более вязкая; у нее неровный,
шероховатый, слегка волокнистый излом. Граница между этими двумя зонами
очень хорошо видна в изломе.
Глубиной прокаливаемости условно считают расстояние от охлаждаемой
поверхности до слоя с полумартенситной структурой (50% троостита и 50%
мартенсита).
Для определения прокаливаемости углеродистых и легированных сталей, за
исключением закаливающихся на воздухе, широко применяют стандартный
метод торцовой закалки.
17.
Стандартный образец после нагрева в печи быстро переносят вспециальную установку, в которой его охлаждают струей под
определенным напором только с торца. После полного охлаждения
образца по его двум диаметрально противоположным образующим
сошлифовывают площадки на глубину 0,5мм. По длине этих площадок
через 1,5—3 мм измеряют твердость по шкале HRC и строят кривую
прокаливаемости в координат твердость — расстояние от торца. Чем
меньше прокаливаемость стали, тем быстрее падает твердость при
удалении от торца.
Полоса прокаливаемости стали 40
Расстояние от охлаждаемого торца, мм
18.
Нагрев и охлаждение при закалке сталейТемпература закалки для сталей большинства марок определяется
положением критических точек А1 и A3.
Для углеродистых сталей температуру закалки можно определить по
диаграмме железо — углерод. Обычно для доэвтектоидной стали она должна
быть на 30—50°С выше Ас3, а для заэвтектоидной стали — на 30—50°С выше
Ас1. Наследственно мелкозернистая сталь допускает более высокий нагрев.
При перегреве наследственно крупнозернистой стали закалка дает структуру
крупноигольчатого мартенсита. При закалке с температур в интервале А1 – А3
наряду с мартенситом остается избыточный феррит, снижающий твердость
закаленной стали и ухудшающий механические свойства после отпуска.
При закалке доэвтектоидной стали с температуры выше Ас1, но ниже Ас3
в структуре наряду с мартенситом сохраняется часть феррита, который
снижает твердость в закаленном состоянии и ухудшает механические
свойства после отпуска. Такая закалка называется неполной и, как правило ее
не применяют.
19.
Для заэвтектоидных сталей оптимальная температура закалки,наоборот, лежит в интервале между Ас1 и Ас3 и теоретически является
неполной. При закалке в интервале А1 – Аcm в заэвтектоидных сталях
наряду с мартенситом имеется вторичный цементит. Его включения
повышают износостойкость стали. Нагрев же выше Ac3 опасен и не
нужен, так как он не повышает твердости, наоборот, твердость даже
несколько падает вследствие растворения избыточного цементита и
увеличения остаточного аустенита; при таком нагреве растет зерно
аустенита, увеличивается возможность возникновения больших
закалочных напряжений, интенсивнее обезуглероживается сталь с
поверхности и т. д.
Таким образом, оптимальной является закалка доэвтектоидной
стали от температуры на 30—50°С выше Ас3, а для заэвтектоидной
стали на 30—50° выше Ас1.
20.
Время нагреваОбщее время нагрева складывается из времени нагрева до заданной
температуры (τн) и времени выдержки при этой температуре (τв):
τобщ = τн + τв .
Величина τн зависит от нагревающей способности среды, от размеров
и формы деталей, от их укладки в печи; τв зависит от скорости фазовых
превращений, которая определяется степенью перенагрева выше
критической точки и дисперсностью исходной структуры.
Охлаждение при закалке
Режим охлаждения при закалке должен, с одной стороны, обеспечить
необходимую глубину прокаливаемости, с другой стороны, режим
охлаждения должен быть таким, чтобы не возникали сильные закалочные
напряжения, приводящие к короблению изделия и образованию
закалочных трещин.
Закалочные напряжения складываются из термических и
структурных напряжений. При закалке всегда возникает перепад
температур по сечению изделия. Разная величина термического сжатия
наружных и внутренних слоев в период охлаждения обусловливает
возникновение термических напряжений.
21.
В качестве закалочных сред наиболее широко используютхолодную воду, 10%-ный водный раствор NaOH или NaCl и масл́а. В
табл. 1 приведены значения скорости охлаждения небольших
стальных образцов в двух температурных интервалах для различных
сред. Пока не найдено такой закалочной жидкости, которая быстро
охлаждала бы в перлитном интервале температур и медленно — в
мартенситном.
Скорость охлаждения стали в различных средах
Закалочная среда
Вода при 180С
Вода при 740С
10%-ный р-р NaOH в воде
при 180С
Минеральное масло
Скорость охлаждения, 0С/с, в интервалах, 0С
650 – 550
300 – 200
600
270
30
200
1200
300
100 - 150
20 - 50
22.
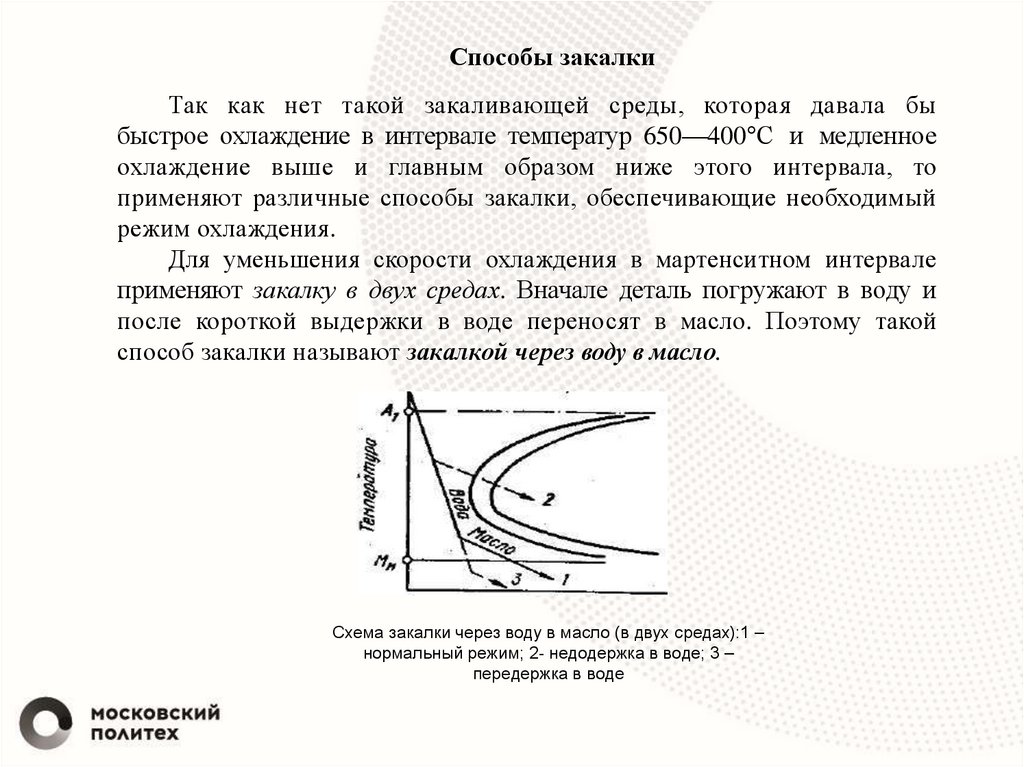
Способы закалкиТак как нет такой закаливающей среды, которая давала бы
быстрое охлаждение в интервале температур 650—400°С и медленное
охлаждение выше и главным образом ниже этого интервала, то
применяют различные способы закалки, обеспечивающие необходимый
режим охлаждения.
Для уменьшения скорости охлаждения в мартенситном интервале
применяют закалку в двух средах. Вначале деталь погружают в воду и
после короткой выдержки в воде переносят в масло. Поэтому такой
способ закалки называют закалкой через воду в масло.
Схема закалки через воду в масло (в двух средах):1 –
нормальный режим; 2- недодержка в воде; 3 –
передержка в воде
23.
Быстрое охлаждение в воде предотвращает перлитноепревращение, а последующее замедленное охлаждение в масле
уменьшает закалочные напряжения в мартенситном интервале.
Наиболее ответственный момент — выдержка в воде,
продолжительность которой устанавливают для каждого
конкретного изделия. И передержка, и недодержка в воде могут
привести к браку. При недодержке в воде происходит частичный
или полный распад аустенита и получается заниженная твердость,
а при передержке возникают более сильные закалочные
напряжения, которые могут привести к короблению и образованию
трещин. Несмотря на такие недостатки, закалку через воду в
масло шире применяют в производстве режущего инструмента из
углеродистой стали (углеродистая сталь обладает небольшой
прокаливаемостью, и режущий инструмент из нее нельзя
закаливать в масле).
24.
Другой способ уменьшения скорости охлаждения в мартенситном интервале— ступенчатая закалка. Нагретое до температуры закалки изделие быстро
погружают в ванну с горячей средой, а затем после некоторой выдержки
выдают на воздух или погружают в холодное масло.
При выборе режима ступенчатой закалки помогает С-диаграмма. Температуру
горячей среды (температуру «ступеньки») выбирают вблизи мартенситной
точки (на 20—30°С выше нее) в области высокой устойчивости
переохлажденного аустенита. Время выдержки в горячей среде (длина
«ступеньки») должно быть меньше инкубационного периода при
соответствующей температуре. Ступенчатая закалка более проста в
исполнении, чем закалка через воду в масло, и дает более стабильные
результаты.
Закалка в воде и
горячих средах: 1 – в
воде; 2 – ступенчатая;
3 – изотермическая