





 industry
industrySimilar presentations:










Теория термической обработки. Лекция 3-4
1.
Лекция 3-4«ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ»
2.
Классификация видов термической обработкиТермообработку подразделяют на предварительную и
окончательную. Предварительная термообработка применяется
для подготовки структуры и свойств материала для последующих
технологических операций (например, горячей обработки
давлением, улучшения обрабатываемости резанием и т.д.).
Окончательная термообработка формирует свойства готового
изделия. По классификации А.А. Бочвара различают следующие
основные виды термообработки:
1- отжиг 1 рода;
2- отжиг 2 рода;
3- нормализация;
4- закалка;
5- отпуск;
6- химико-термическая обработка;
7- термомеханическая обработка.
3.
Отжиг 1 рода - не обусловлен фазовыми превращениями втвердом состоянии. Нагрев при отжиге 1 рода повышает
подвижность атомов, частично или полностью устраняет
химическую неоднородность, уменьшает внутреннее напряжение
способствует получению более равновесного состояния.
Различают следующие разновидности отжига 1 рода:
Диффузионный (гомогенизированный) - используется для
устранения
дендритной
ликвации.
Температура
нагрева
составляет 0,8-0,9 Тпл (на 150 -200 ℃ ниже линии солидус).
Рекристализационный отжиг - применяют для снятия наклепа
и получения равновесного состояния сплава В результате
рекристаллизации в деформированном металле образуются
новые зерна, снижаются напряжения и восстанавливается
пластичность металла Трек=(0,6-0,8)Тпл.
Отжиг для снятия внутренних напряжений - применяется для
снятия напряжений, возникающих при ковке, варке, литье и т.д.,
которые могут вызвать коробление, изменение формы.
Осуществляется при температурах выше критической точки А1.
4.
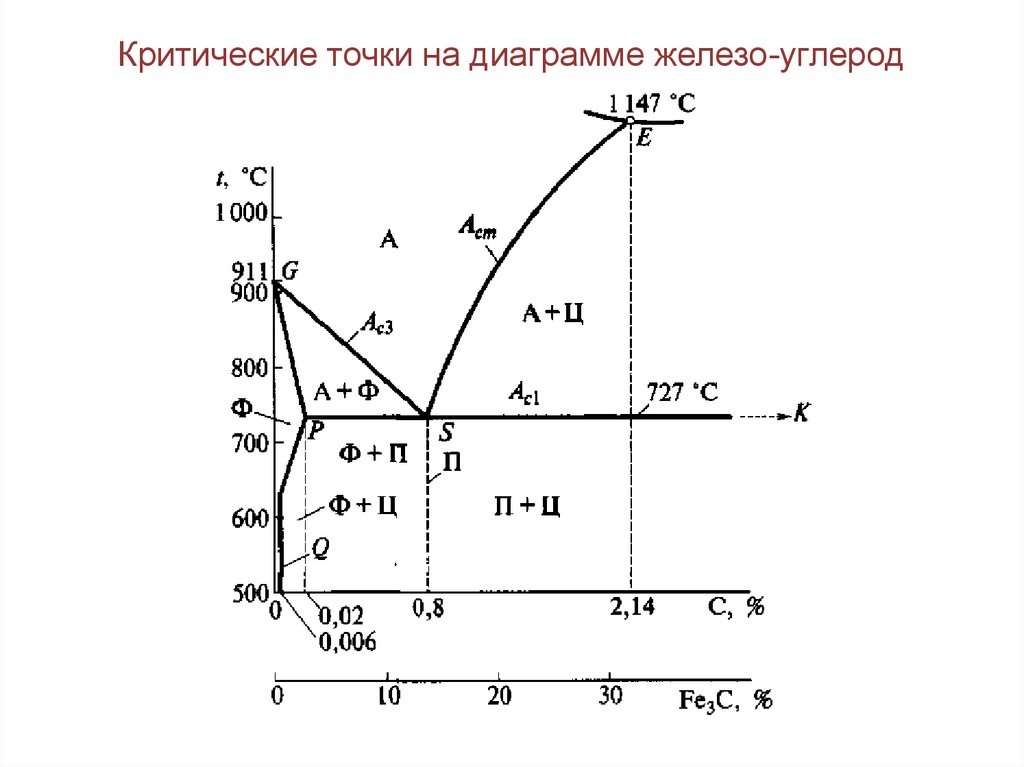
Критические точки на диаграмме железо-углерод5.
Отжиг 2 рода - проводят для сплавов, в которых имеютсяполиморфные, эвтектоидные или перитектические превращения,
а также имеет место переменная растворимость компонентов в
твердом состоянии. Целью этого вида отжига является
приближение стали к равновесному состоянию, измельчение
структуры, а также подготовка стали к последующей термической
обработке.
Закалка - нагрев выше критической точки Ас3 (Ас1) с
последующим быстрым охлаждением. Цель ее перевести сталь в
неравновесное состояние, для придания ей высокой прочности и
твердости.
Нормализация - нагрев изделия выше критической точки Ас3 с
последующим охлаждением на воздухе. Цель нормализации улучшение
структуры,
частичное
снижение
внутренних
напряжений, улучшение обрабатываемости. В заэвтектоидных
сталях нормализация с температуры выше Аст предназначена
для устранения цементитной сетки.
6.
Отпуск - этот вид термообработки, применяемый лишь кзакаленным сплавам. При отпуске нагрев закаленной стали
производят ниже Ас1. В результате отпуска уменьшается
внутреннее напряжение, сплавы переходят в более
равновесное состояние, снижается твердость и хрупкость,
повышается пластичность и ударная вязкость.
Существует три вида отпуска: низкий, средний и высокий.
Низкий - нагрев до 150-250 ℃ и охлаждение. Его применяют
для цементуемых и инструментальных сталей. Структура после
отпуска для доэвтектоидных сталей - мартенсит отпуска НRC
58-62, доэвтектоидных - мартенсит отпуска + мелкие зерна
карбидов.
Средний отпуск- осуществляют при 350-500 ℃. Его
применяют для закаленных сталей в том случае, когда нужно
получить структуру троостита отпуска с HRC 40-50.
Высокий отпуск- нагрев выше 500 ℃ применяют для
улучшения сталей и в том случае, когда нужно понизить
твердость до 30-35 HRC.
7.
Химико-термическая обработка - заключается внасыщении поверхности заготовки каким-либо элементом с
целью получения в этом слое необходимых свойств (твердость,
износостойкость, жаропрочность, коррозионная стойкость и
т.д.).
Насыщение углеродом - называется цементацией, азотомазотированием, хромомхромированием. После поверхностного
насыщения в ряде случаев производят закалку и последующий
отпуск.
Термомеханическая обработка - сочетает пластическую
деформацию
с
термической
обработкой.
При
термомеханической обработке нагрев осуществляют выше
точки Ас3, а затем проводят быстрое охлаждение,
сопровождающееся превращениями наклепанного аустенита.
8.
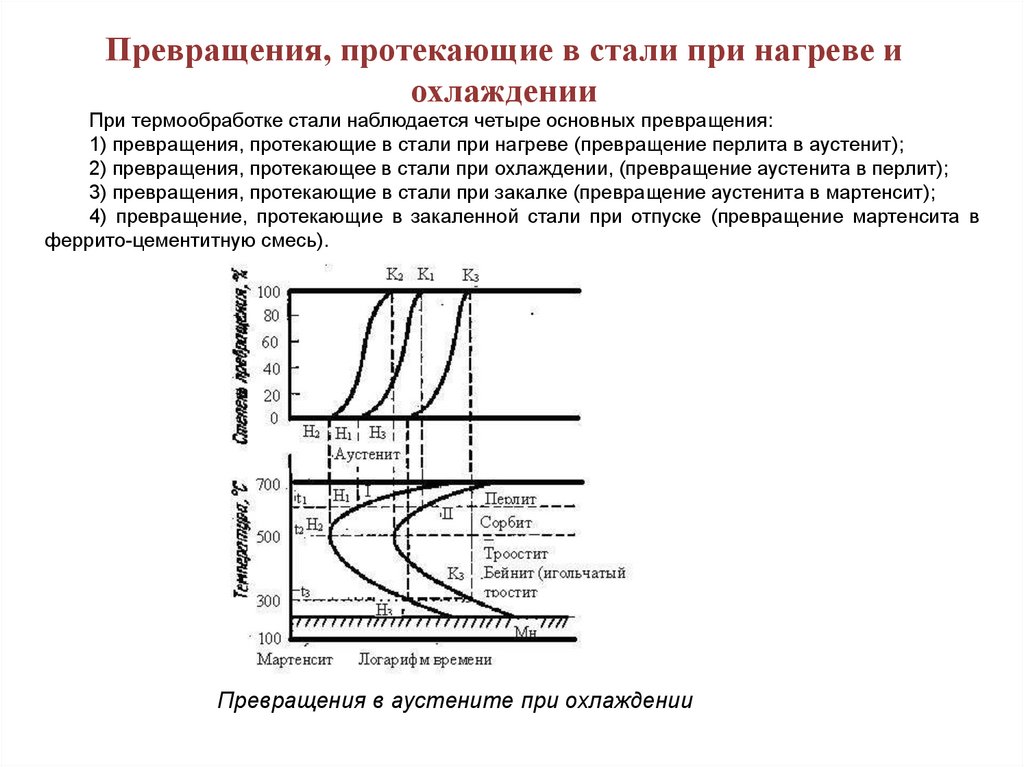
Превращения, протекающие в стали при нагреве иохлаждении
При термообработке стали наблюдается четыре основных превращения:
1) превращения, протекающие в стали при нагреве (превращение перлита в аустенит);
2) превращения, протекающее в стали при охлаждении, (превращение аустенита в перлит);
3) превращения, протекающие в стали при закалке (превращение аустенита в мартенсит);
4) превращение, протекающие в закаленной стали при отпуске (превращение мартенсита в
феррито-цементитную смесь).
Превращения в аустените при охлаждении
9.
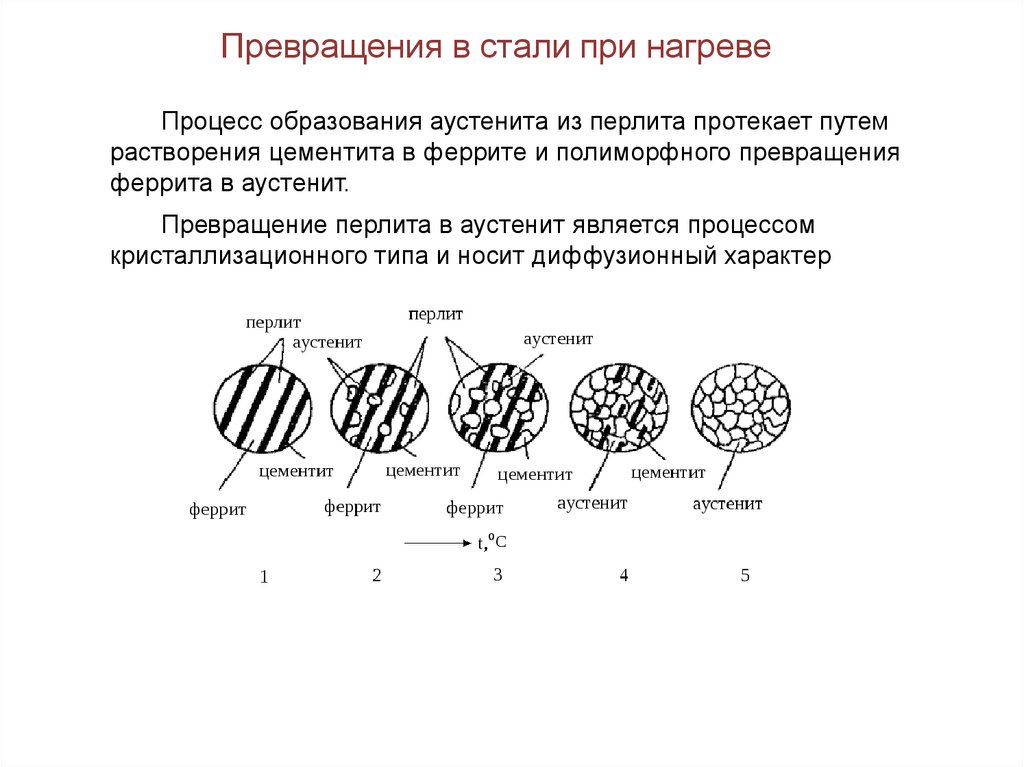
Превращения в стали при нагревеПроцесс образования аустенита из перлита протекает путем
растворения цементита в феррите и полиморфного превращения
феррита в аустенит.
Превращение перлита в аустенит является процессом
кристаллизационного типа и носит диффузионный характер
10.
Рост зерна аустенита при нагревеВеличина зерна аустенита имеет большое влияние на свойства стали после
термической обработки. Зависит от содержания углерода в стали и от
скорости диффузии.
По склонности аустенитного зерна к росту различают наследственно
крупнозернистые (раскисленные только Si и Mn)
и наследственно
мелкозернистые (раскисленые Si, Mn, Al) стали.
На величину зерна аустенита оказывает влияние также скорость нагрева: с
повышением скорости нагрева величина зерна аустенита уменьшается. Это
связано с тем, что при больших скоростях нагрева скорость зарождения
центров аустенита возрастает быстрее, чем скорость роста кристаллов
аустенита.
Обычно наследственно мелкозернистые стали обладают лучшими
технологическими свойствами. При термообработке они менее чувствительны
к перегревам. Крупнозернистый аустенит после охлаждения обладает
пониженным механическими свойствами (понижается ударная вязкость,
сопротивление отрыву, повышается температурный порог хладноломкости
стали). Интенсивность роста аустенитного зерна легированных сталей
уменьшается при введении легирующих элементов Ti, Zr, V, Mo, W, а также
азота. Марганец ускоряет рост зерна аустенита.
11.
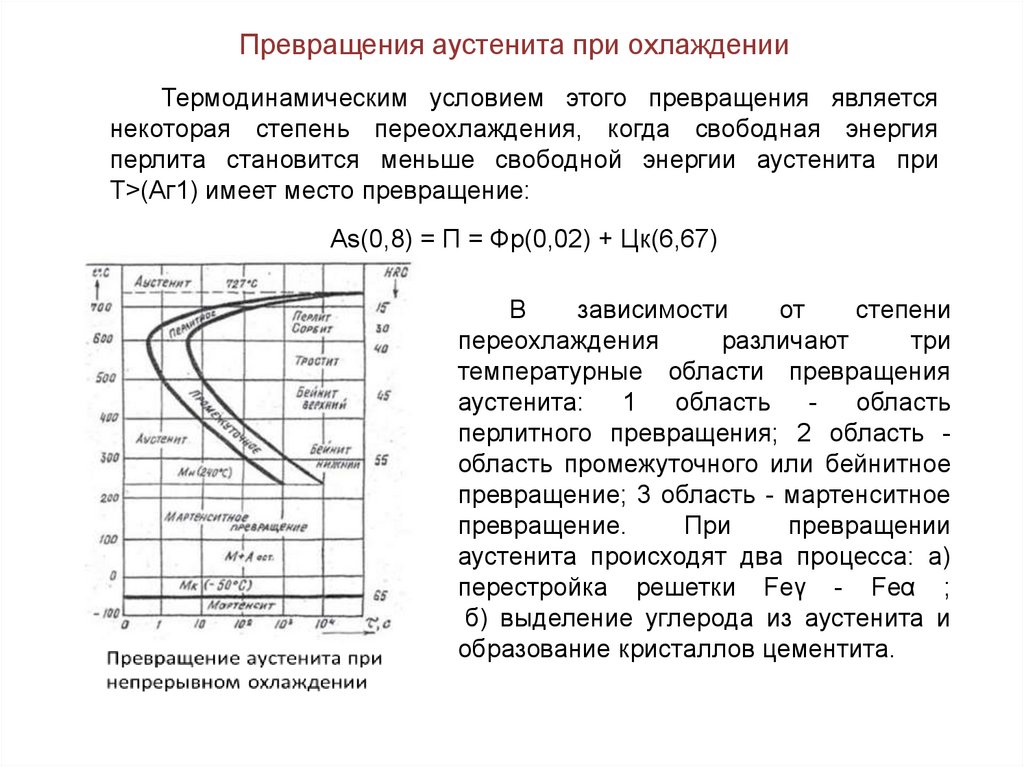
Превращения аустенита при охлажденииТермодинамическим условием этого превращения является
некоторая степень переохлаждения, когда свободная энергия
перлита становится меньше свободной энергии аустенита при
Т>(Aг1) имеет место превращение:
As(0,8) = П = Фр(0,02) + Цк(6,67)
В
зависимости
от
степени
переохлаждения
различают
три
температурные области превращения
аустенита: 1 область область
перлитного превращения; 2 область область промежуточного или бейнитное
превращение; 3 область - мартенситное
превращение.
При
превращении
аустенита происходят два процесса: а)
перестройка решетки Feγ - Feα ;
б) выделение углерода из аустенита и
образование кристаллов цементита.
12.
Перлитное превращение.Процессы диффузии достаточно развиты в этой области и
имеет место диффузионное превращение аустенита в перлит. В
зависимости от дисперсности продукта распада аустенита
различают перлит (размер пластинок 0,7мкм), сорбит (0,25 мкм) и
троостит (0,1 мкм).
Структуры эвтектоидной стали (1) и заэвтектоидной
стали при разных увеличениях
13.
Промежуточное превращение аустенита.Промежуточное превращение протекает в температурной
области между 200-550 ℃. Оно протекает при сравнительно низких
температурах, когда диффузия атомов железа сильно замедляется, а
диффузия углерода протекает сравнительно легко. Механизм
превращения состоит в том, что внутри аустенита у одних участков
происходит диффузионное перераспределение атомов углерода и эти
участки аустенита обогащенные углеродом, превращаются в цементит.
Обедненные участки бездиффузионным путем превращаются в
мартенсит.
Микроструктура верхнего (а) и вырожденного верхнего (б) бейнита
14.
Особенности промежуточного превращенияаустенита легированных сталей
Ввиду малой скорости диффузии как легирующих элементов так и
углерода в легированных сталях превращение аустенита при их
охлаждении имеет ряд особенностей:
1) некарбидообразующие элементы Ni, Si, Al, Cu - замедляют
превращения аустенита в перлит (они смещают линии начала и конца
превращения аустенита вправо, не изменяя вида диаграммы).
2) карбидообразующие элементы Mn, Cr, Mo, W, V при температуре
700- 500°С замедляют преврещение аустенита в перлит (это отражается
на форме кривых изотермического превращения аустенита на ней
появляются два максимума);
3) в некоторых сталях
промежуточное превращение;
(с
0,3-0,4%
и
10-12%)
отсутствует
4) для сталей с повышеным содержанием Cr, W, Mo отсутствует
перлитное превращение и реализуется только промежуточное
превращение.
Таким образом диаграммы изотермического превращения аустенита
легированных сталей отличаются от углеродистых и могут быть
различны.
15.
Превращение аустенита в мартенситМартенсит - пересыщенный твердый раствор углерода в железе.
Мартенсит имеет тетрагональную кристаллическую решетку.
При превращении аустенита в мартенсит происходит перестройка
решетки Feγ → Feα по сдвиговому механизму без выделения углерода
из решетки железа. Особенности мартенситного превращения:
Пример структуры мартенсита (различные ориентировки)
16.
Особенности мартенситногопревращения:
1) Мартенситное превращение носит бездиффузионный
характер, так как полиморфное превращение сопровождается
перестройкой кристаллической решетки Г.Ц.К. в О.Ц.К. - без
выделения углерода. Это приводит к искажению решетки - она
становится тетрагональной;
2)
Чтобы
мартенситное
превращение
развивалось
необходимо непрерывное охлаждение ниже температуры Мн
(начала мартенситного превращения);
17.
3) Положение точек Мн и Мк не зависит от скорости охлаждения,а зависит от химического состава. Чем больше в стали углерода,
тем ниже температура точек Мн и Мк. Все легирующие элементы
за исключением Co и Al понижают точки Мн и Мк.
18.
4) Очень большие скорости роста 10-10000 м/смартенситных кристаллов. Необратимость мартенситного
превращения, т.е. превращение мартенсита в аустенит при
нагреве практически не реализуется, т.к. нагрев мартенсита
приводит к выделению углерода и легирующих элементов;
5) Мартенситное превращение не протекает до конца. В
сталях содержащих свыше 0,4-0,5% углерода присутствует
остаточный аустенит. Его количество тем больше, чем ниже
температура точек Мн и Мк, т.е. чем выше в аустените
содержание М связано с изменением объема V (для стали с
1% С изменение объема составляет 1%). Это создает
большие микронапряжения вызывающие дробление блоков
и фазовый наклеп. Внутрение напряжения тем выше чем
больше углерода в стали.
19.
6) Превращения аустенита в мартенсит связано сизменением объема (для стали с 1% С изменение объема
составляет 1%). Это создает большие микронапряжения,
вызывающие дробление блоков и фазовый наклеп. Внутрение
напряжения тем выше, чем больше углерода в стали. Большие
напряжения в микрообъемах приводят иногда к образованию
микротрещин
в
закаленной
стали
которые
являясь
концентраторами напряжений могут привести к образованию
макротрещин;
7) Превращение аустенита в мартенсит связано с
изменением объема (для стали с 1% углерода изменение
объема
составляет
1%).
Это
создает
большие
микронапряжения, вызывающие дробление блоков и фазовый
наклеп. Внутренние напряжения тем выше, чем больше
углерода в стали. Большие напряжения в микрообъемах
приводят иногда к образованию микротрещин в закаленной
стали которые являясь концентраторами напряжений могут
привести к образованию макротрещин.
20.
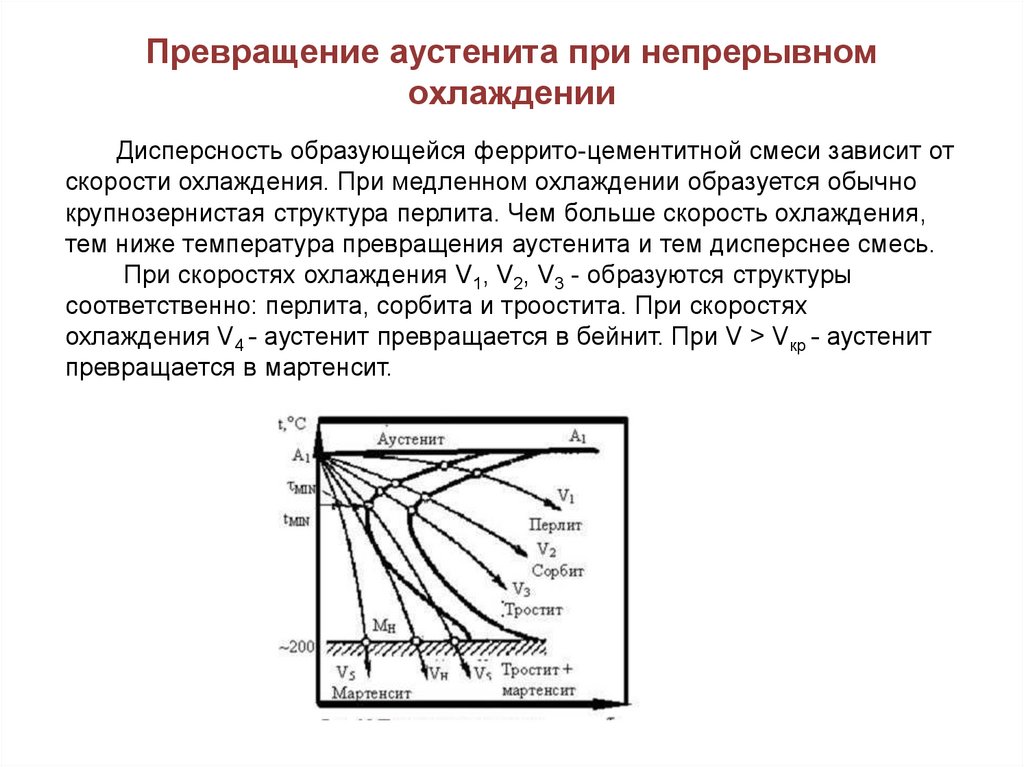
Превращение аустенита при непрерывномохлаждении
Дисперсность образующейся феррито-цементитной смеси зависит от
скорости охлаждения. При медленном охлаждении образуется обычно
крупнозернистая структура перлита. Чем больше скорость охлаждения,
тем ниже температура превращения аустенита и тем дисперснее смесь.
При скоростях охлаждения V1, V2, V3 - образуются структуры
соответственно: перлита, сорбита и троостита. При скоростях
охлаждения V4 - аустенит превращается в бейнит. При V > Vкр - аустенит
превращается в мартенсит.
21.
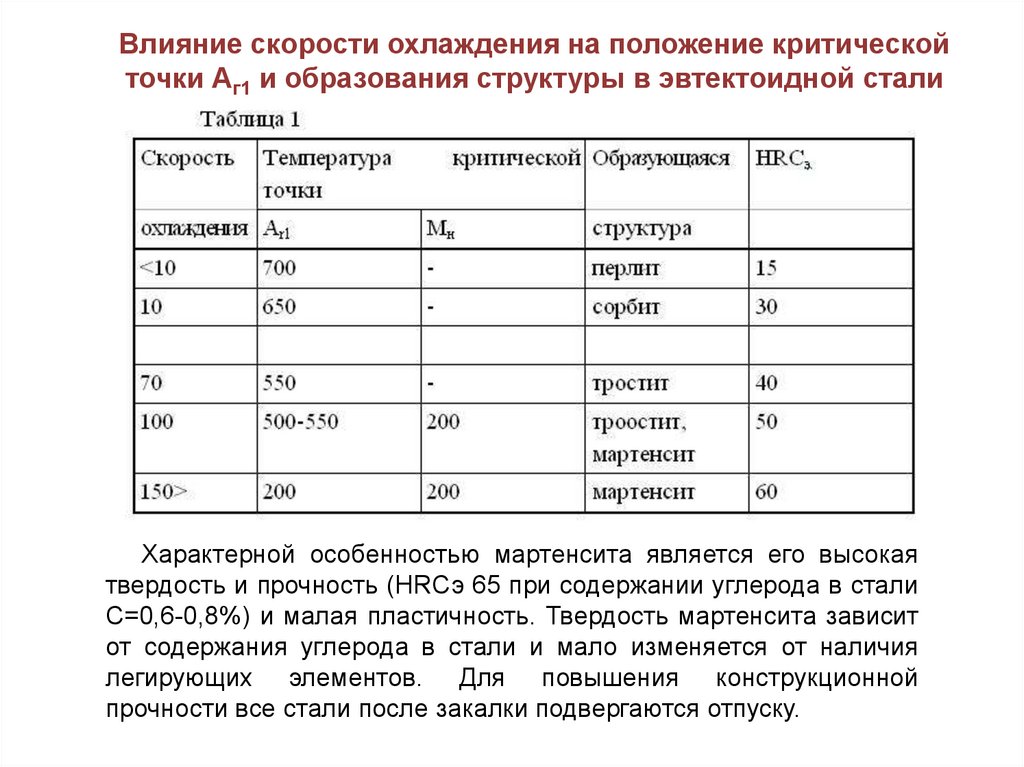
Влияние скорости охлаждения на положение критическойточки Аг1 и образования структуры в эвтектоидной стали
Характерной особенностью мартенсита является его высокая
твердость и прочность (HRCэ 65 при содержании углерода в стали
С=0,6-0,8%) и малая пластичность. Твердость мартенсита зависит
от содержания углерода в стали и мало изменяется от наличия
легирующих элементов. Для повышения конструкционной
прочности все стали после закалки подвергаются отпуску.
22.
Превращения, протекающие в закаленной сталипри отпуске
Первое превращение происходит при температуре
до
200
°С.
В
результате
его
происходит
перераспределение углерода в мартенсите и образуются
участки, где концентрация атомов углерода значительно
выше среднего количества его в решетке мартенсита. На
этих участках образуются зародыши карбидной фазы.
Такой мартенсит называется мартенситом отпуска.
Второе превращение - обособление карбидов в
самостоятельные кристаллы происходит при повышении
температуры до 200-300 °С (остаточный аустенит
превращается в отпущенный мартенсит).
23.
Третье превращение происходит в интервале 300-400 °С.Скорость диффузии при этих температурах значительно
увеличивается, весь избыточный углерод постепенно
выделяется из решетки Fe , карбиды обособляются и
начинают расти. Образуется высокодисперсная смесь
феррита и цементита, называемая трооститом отпуска.
Четвертое превращение происходит при нагреве выше
400°С. При этой температуре происходит постепенный рост
частичек карбида. При 550-600 °С размер их составляет 0,10,2 мкм.Такая структура называется сорбитом отпуска.
При нагреве закаленной стали до 650-700 °С получают
перлит отпуска с размером частиц ~0,3 мкм.
24.
25.
Легирующие элементы уменьшают скорость диффузииуглерода и легирующих элементов в твердом растворе,
поэтому температуры всех стадий опуска в легированных
сталях сдвигаются в области более высоких температур.
С повышением температуры отпуска прочностные
свойства углеродистых сталей понижаются, свойства
пластичности растут. Это связано с уменьшением поверхности
раздела фаз.
В легированных сталях при температурах отпуска 500-600
°С из мартенсита этих сталей выделяются мелкодисперсные
карбиды W, V, Cr, Mo, которые резко повышают твердость
стали приблизительно в 1,5 раза. Это явление носит название
дисперсионного отвердения. Структура стали после отпуска на
400-600°С состоит из сорбита отпуска, свойства которого выше
обычного сорбита, получившегося при распаде аустенита. В
связи с этим термообработку на сорбит отпуска называют
улучшением.
26.
Отпускная хрупкость сталиВ результате отпуска происходит изменение ударной вязкости
стали. В зависимости от характера изменения ударной вязкости стали
при отпуске все стали можно разбить на две группы:
1)
углеродистые
стали
и
стали,
легированные
некарбидообразующими элементами. Стали этой группы имеют провал
ударной вязкости после отпуска при Т=200-300 °С (отпускная хрупкость
первого рода);
2) стали легированные карбидосодержащими элементами и стали
комплексно легированные. Для таких сталей кроме охрупчивания при
200-400 °С наблюдается второй провал ударной вязкости при
400-570 °С (отпускная хрупкость второго рода).
Отпускная хрупкость не только снижает ударную вязкость, но
вызывает повышение температурного порога хладноломкости.
Первопричиной отпускной хрупкости 1 рода является выделение и
обособление цементита из решетки твердого раствора.
Отпускная хрупкость 2 рода возникает при температурах, когда
происходит обособление (выделение) легированных или специальных
карбидов из твердого раствор
27.
Химическое действие на металл нагревающей средыНа большинстве предприятий нагрев изделий осуществляют в печах
с газовой средой. Газовая среда оказывает на сталь различное
воздействие: - окисляющее (О2, CO2, пар); - восстанавливающее (CO, H2,
CH4); - обезуглероживающее (O2, H2, CO2, H20); - науглероживающие (CO,
CH4); - нейтральное (N2, инертные газы, вакуум).
В результате окисляющего воздействия газовой среды на
поверхности детали образуется окалина, которая противодействует
получению высокой и равномерной твердости изделий при закалке,
приводит к изменению размеров изделий, увеличению припусков на
механическую обработку. Для предотвращения окисления используют
специально подобранные газовые смеси, в которых соотношение
окисляющих компонентов оптимально. Обезуглероживание - или
выгорание углерода в поверхностных слоях металла снижает
усталостную прочность деталей. Для борьбы с обезуглероживанием
используют специальные контролируемые атмосферы, получаемые
путем сжигания углеродных газов с различным коэффициентом избытка
воздуха. В условиях серийного производства для предотвращения от
окисления и обезуглероживания термообработка инструмента проводится
в специально раскисленных солянных ваннах.
28.
Закалочные средыДля закалки обычно используют кипящие жидкости - воду,
растворы солей и щелочей.
При закалке в этих средах различают три периода:
1) пленочное кипение, когда на поверхности стали
образуется “паровая рубашка” - в этот период скорость
охлаждения относительно невелика;
2) пузырьковое кипение, наступающее при полном
разрушении паровой пленки, в этот период происходит
быстрый отвод теплоты;
3) конвективный теплообмен при температуре ниже
температуры кипения охлаждающей жидкости; теплоотвод в
этот период происходит с наименьшей скоростью.
29.
Способы закалки стали1. Закалка в одном охладителе. Применяется для углеродистых
сталей. В качестве закаливаемой среды применяют воду или водные
растворы щелочей 5-15% NаCL, 40-50% NаOH, которые обеспечивают
скорость охлаждения 1400 град/с. Для легированных сталей
повышенной прокаливаемости рекомендуется 40-50% NаOH c
пониженной прокаливаемостью 5-15% NаOH; Для крупных изделий
сложной формы типичными закалочными средами являются
минеральные масла или их смеси. Для уменьшения деформации
изделий и предотвращения трещин прибегают к закалке в двух средах,
ступенчатой закалке и изотермической закалке. Основным источником
напряжения служит увеличение объема при превращении аустенита в
мартенсит.
2. Закалка в двух средах - после нагрева под закалку изделие
погружается на определенное время в воду в результате чего
достигается быстрое прохождение температурного района минимальной
устойчивости аустенита, а затем переносится в более мягкую
охлаждающую среду, обычно масло. Этот способ охлаждения требует
точного расчета времени пребывания изделия в среде.
30.
3. Ступенчатая закалка - при ступенчатой закалке изделиенагретое до температуры закалки переносят в жидкую среду,
имеющую температуру на 50-100 ℃ выше мартенситной точки Мн
для закаливаемой стали; выдерживают некоторое время
необходимое для выравнивания температуры по сечению, а
затем окончательно охлаждают на воздухе.
Применение ступенчатой закалки ограничивается размерами
деталей 10- 12 мм для деталей из углеродистой стали и 10-30 мм
для деталей из легированных сталей. В качестве закалочной
среды используются специальные масла, обладающие высокой
температурой вспышки.
При ступенчатой закалке уменьшается склонность
образованию трещин и снижается деформация при закалке.
к
31.
4. Изотермическая закалка - применяется в основномдля легированных сталей в случае, если желательно
получить структуру нижнего бейнита. Такая структура
обеспечивает высокую прочность, пластичность и вязкость
стали, т.е. высокую конструкционную прочность. При
изотермической закалке изделие нагретое под закалку
переносят в ванну с расплавленными солями, имеющих
температуру на 50-100 ºС выше мартенситной точки Мн,
выдерживают при этой температуре до завершения
превращения аустенита в бейнит и охлаждают на воздухе.
Для охлаждения при изотермической закалке обычно
используют расплавленные соли и щелочи разного состава.
Охлаждение в расплавах щелочей (если нагрев под закалку
производился в хлористых солях) позволяет получить
чистую поверхность после термообработки. Такую закалку
называют светлой закалкой.
32.
5. Для сочетания высокой твердости и вязкости иногдаприменяют закалку самоотпуском. Сущность этой
закалки заключается в том, что изделие выдерживают в
закалочной ванне не до полного охлаждения. Их извлекают
из охладителя, когда внутренние слои еще нагреты. За
счет внутренней теплоты происходит нагрев поверхности
слоев изделия до нужной температуры, т.е. самоотпуск
закаливаемого изделия.
6. Обработка стали холодом. Высокоуглеродистые и
многие легированные стали имеют температуру точки Мк
ниже 0 С, в результате чего после закалки в структуре
стали наряду с мартенситом имеется остаточный аустенит,
снижающий твердость стали. Поэтому для устранения
остаточного аустенита сразу же после закалки проводят
охлаждение детали в области отрицательных температур
Т˂Мк. Для этого используют сухой лед. После обработки
проводят низкий отпуск.
33.
7. Поверхностная закалка. При поверхностной закалке нанекоторую заданную глубину, закаливается только поверхностный
слой, тогда как сердцевина изделия остается незакаленной. Она
предназначена для повышения твердости износостойкости и предела
выносливости обрабатываемого изделия. Сердцевина при этом
остается вязкой и воспринимает ударные нагрузки.
В практике в основном применяют поверхностную закалку с
индукционным нагревом током высокой частоты реже закалку с
газопламенным нагревом.
Индукционный нагрев происходит вследствие теплового действия
тока индуцируемого в изделии при помещении его в переменное
магнитное поле. Выбор оптимальной толщины упрочняемого слоя
определяется условиями работы детали. Когда изделие работает
только на износ или в условиях усталости, толщину закаленного слоя
принимают равной 1,5-3,0 мм. В условиях высококонтактных нагрузок
толщина слоя достигает 4-5 мм. В случае особо больших контактных
нагрузок, например, для валов холодной прокатки толщина
закаленного слоя достигает 10-15 мм и выше.
34.
Газопламенная закалка применяется для крупных изделий(прокатных валков, валов и т.д.). Поверхность детали
нагревают газовым пламенем с температурой 2400-3150 С.
Последующее быстрое охлаждение обеспечивает закалку
поверхностного слоя. В качестве горючего применяют
ацетилен, природный газ, керосин. Толщина закаленного слоя
обычно 2-4 мм.
Индукционная закалка
Газопламенная закалка
35.
Закаливаемость - способность стали повышать твердостьв результате закалки. Она зависит, главным образом, от
содержания в стали углерода. Чем выше в мартенсите
углерода, тем выше его твердость. Легирующие элементы
оказывают небольшое влияние на закаливаемость.
Прокаливаемость - способность стали получать
закаленный слой с мартенситной и полумартенситной
структурой (50% мартенсита и 50% троостита) на ту или иную
глубину.
Прокаливаемость
определяется
критической
скоростью охлаждения, зависящей от состава стали
36.
Спасибо завнимание!