



 и влияние углерода на параметры а и с решетки мартенсита (б)")
, закалки (2, 2а), отпуска (3), нормализации (4)")


 industry
industrySimilar presentations:










Термическая обработка
1. ТЕРМИЧЕСКАЯ ОБРАБОТКА
2.
Основы термической обработки стали.Термической обработкой сплавов системы железоцементит называют совокупность операций нагрева
и охлаждения сплавов с целью изменения фазового
состава и размера зерна и получения заданных
механических свойств.
За счет термической обработки, можно не меняя
химического состава стали изменять её свойства в
очень широком пределе.
(Так например сталь 40 (конструкционная
качественная сталь, содержащая 0,4 % С),
отожженная имеет твердость 150 НВ, а закаленная
600 НВ).
3.
• Теория термобработки опирается на критические точки(точки Чернова), которые имеют особые обозначения:
• А0 = 210 0С – граница ферромагнитности Fe3C
• А1 = 7270С – линия PSK на диаграмме железо-цементит
перлит ↔ аустенит
• А2=768 0С – точка Кюри, граница ферромагнитности
железа.
• А3- линия GS на диаграмме – граница превращения
феррит ↔аустенит α – ϒ
• А4=1392 0С линия NJ на диагр. аустенит ↔ феррит
• Асm – граница цементитного превращения ES
(выделение вторичного цементита)
4.
• При нагреве добавляется индекс с(например Ас3)
• при охлаждении индекс r (например Аr1)
• При помощи химико-термической
обработки можно упрочнять только
поверхностный слой металла, насыщая его
различными компонентами, оставляя
сердцевину без изменения.
5.
6. Изменение структуры стали при нагреве.
Изменение структуры стали при нагреве.
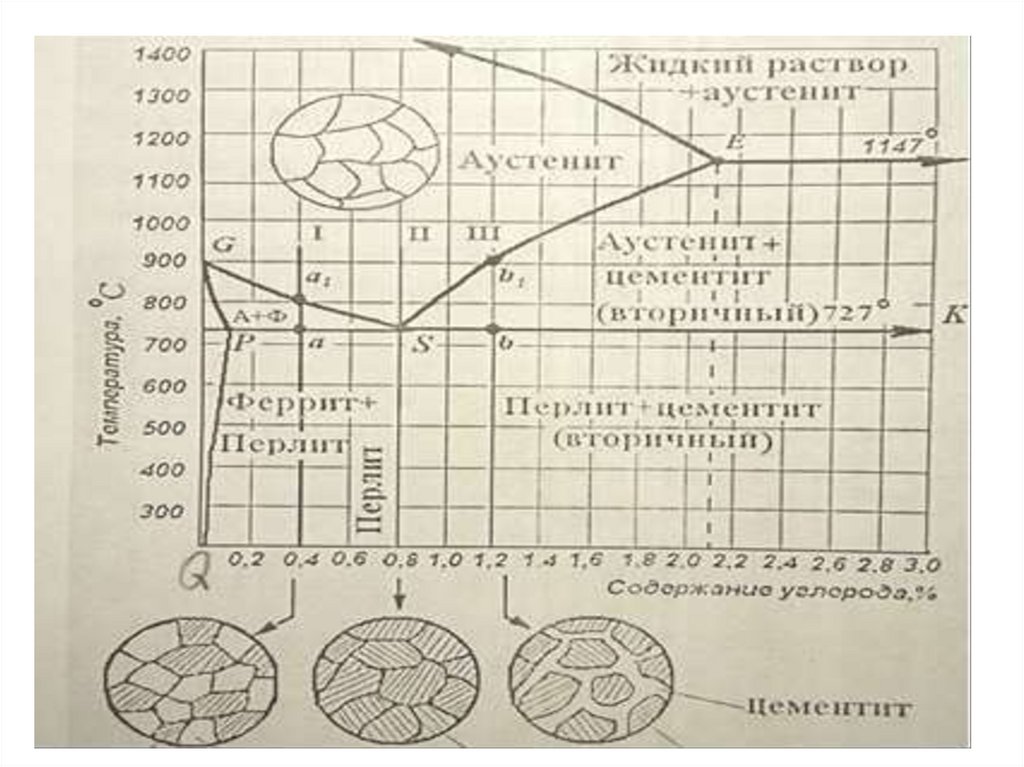
Если нагреть сталь до температуры 727 0С, то входящий
в её структуру перлит превратится в аустенит.(1 точка
Чернова)
При дальнейшем нагреве у доэвтектоидных сталей в
аустените будет растворяться феррит, а у
заэвтектоидных - цементит.(Ц II).
Растворение закончится при температурах,
соответствующих линии GSE и сталь принимает
аустенитную структуру.
При проведении термообработки сталь обычно
нагревают на 30-50 градусов выше линии GSE и делают
выдержку для выравнивания состава во всех зернах.
Таким образом, главная цель нагрева – придание
стали аустенитной структуры.
7. Охлаждение при термообработке.
• Охлаждениепри
термообработке
производится в газообразных или жидких
охлаждающих средах, выбираемых таким
образом, чтобы получить требуемую
скорость
охлаждения.
От
скорости
охлаждения зависит в какую структуру
превратится аустенит при охлаждении.
8.
Медленное охлаждение:•Производится вместе с печью.
•При медленном охлаждении аустенит
распадается на грубую крупнопластинчатую
смесь, состоящую из пластинок феррита и
цементита – перлита.
•Перлит имеет твердость 180-200 НВ
9.
Ускоренное охлаждение:• Охлаждение на воздухе. Распад аустенита
происходит при более низких
температурах, получается более тонкая
смесь пластинок феррита и цементита –
называемого сорбитом (250 НВ)
• Охлаждение в минеральном масле. Распад
аустенита происходит при еще более
низких температурах, получается
высокодисперсная смесь пластинок
феррита и цементита – троостит (300 НВ)
10.
При более быстром охлажденииаустенитной структуры (например в воде)
можно достичь достаточно большой скорости
охлаждения при которой аустенит не
успевает распадаться на ферритно –
цементитную смесь, а превращается в
пересыщенный твердый раствор внедрения
углерода в α-Fe. Этот раствор называют
мартенситом. Он чрезвычайно тверд и
хрупок (600 НВ)
11.
• При быстром охлаждении углерод неуспевает диффундировать из ГЦК ϒ-Fe и
остается в ОЦК α-Fe. А поскольку
растворимость углерода в ОЦК меньше – то
углерод искажает решетку и вызывает
внутренние (закалочные) деформации.
• Минимальная скорость охлаждения, при
которой обеспечивается превращение
аустенита в мартенсит, называют
критической скоростью закалки.
12.
• Толщина пластинок феррита и цементита определяетдисперсность структуры и обозначается 0. Она
зависит от температуры превращения. Продукты
распада:
0 (0,5…0,7)10−3мм – перлит. Образуется при
переохлаждении до Т = 650…700 °С.
0 =0,25 10−3мм – сорбит. Образуется при
переохлаждении до Т = 600…650 °С. Структура
мелкодисперсного перлита характеризуется высоким
пределом упругости, достаточной вязкостью и
прочностью.
0 =0,1 10−3мм – троостит (высокодисперсную ферритоцементитную смесь). Образуется при переохлаждении
до Т = 550…600 oС. Характеризуется высоким пределом
упругости, малой вязкостью и пластичностью
13.
• Вывод: Изменяя скорость охлажденияаустенита можно получать материалы с
различными свойствами – от мягких и
пластичных до твердых и хрупких.
14.
Термическая обработка может бытьразупрочняющей, упрочняющей,
стабилизирующей, а также иметь специальное
назначение.
• Разупрочняющую обработку проводят для
придания заготовке необходимых
технологических свойств (например,
обрабатываемость резанием выше при низких
твердости и прочности материала),
• Упрочняющую – для получения необходимых
эксплуатационных свойств детали,
• Стабилизирующую – для стабилизации структуры
и, таким образом, формы и размеров.
15.
Существует четыре основных видатермической обработки сталей:
• 1. Отжиг
• 2. Нормализация
• 3. Закалка
• 4. Отпуск
16.
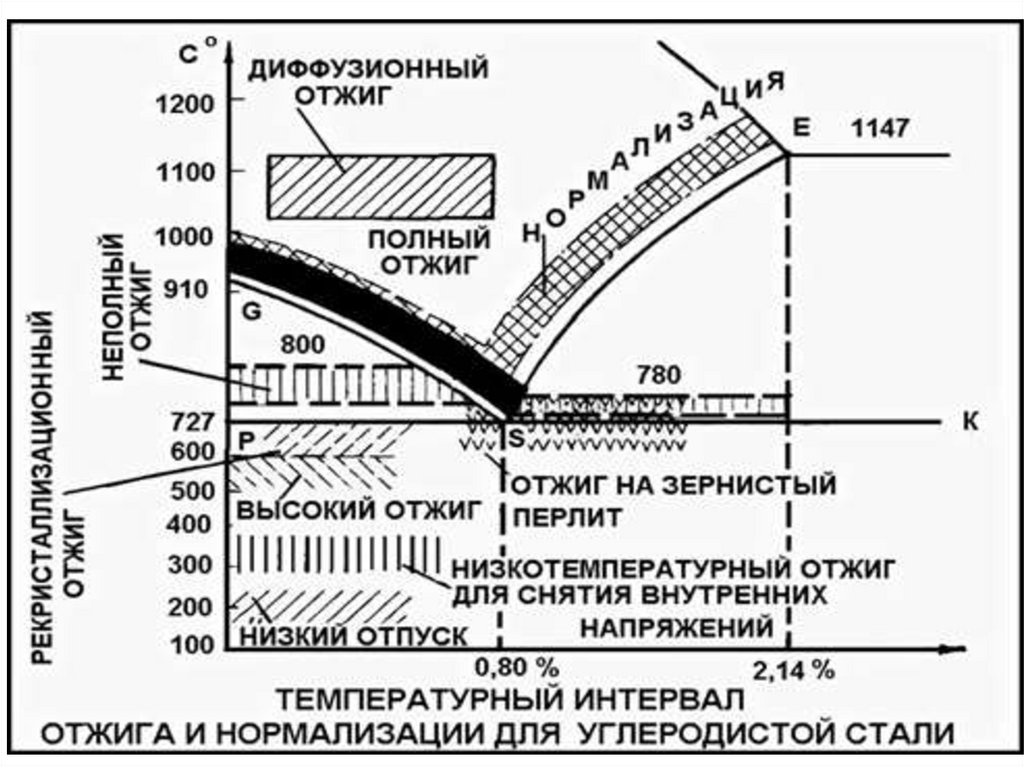
Отжиг17.
• Отжиг производится для снятия внутреннихнапряжений, устранения структурной
неоднородности, снижения твердости стальных
заготовок перед механической обработкой.
При отжиге доэвтектоидную и эвтектоидную
стали нагревают до температуры аустенитного
состояния, а заэвтектоидные до аустенитноцементитного состояния, затем сталь остужают
с самой медленной скоростью – вместе с
печью, при этом образуется структура из
феррита и перлита. Твердость такого металла
низкая.
18.
Нормализация19.
• При нормализации – нагревают дотемператур выше линии GSE, делают
выдержку и остужают на воздухе. При
этом структура также состоит из феррита и
перлита, но зерна несколько мельче –
твердость выше.
• Нормализация позволяет получить более
мелкозернистую структуру, разрушить
цементитную сетку у заэвтектоидной стали
и др.
20.
• Для заготовок из мягкой низкоуглеродистойстали нормализация в целях экономии
времени может заменить отжиг, структура
получается более тонкая, а вследствие малого
содержания углерода твердость повышается
незначительно.
• Средне и высокоуглеродистые стали при
нормализации получают структуру
мелкозернистого перлита (сорбита)
прочность при этом повышается.
21.
Закалка22.
• Закалка – является первой операцией изокончательной термообработки изделий.
Закалка обеспечивает получение
мартенситной структуры. Сталь нагревают
на 30-50 градусов выше GSK , выдерживают
некоторое время, и остужают в воде,(в
соляных растворах или в масле) Скорость
охлаждения самая высокая – должна
превышать критическое значение, чтобы
переохлажденный аустенит не успел
распасться на феррит и цементит.
23.
• Закаливаемость— Способность сталиповышать твердость при закалке.
Возрастает с ростом содержания углерода.
• Прокаливаемость – способность стали
закаливаться на определенную глубину.
Зависит от критической скорости
охлаждения.
• Таким образом для сталей одного и того
же состава структуры и твердость
после термообработки получаются
разными
24. Превращение аустенита в мартенсит при высоких скоростях охлаждения.
25.
• Минимальная скорость охлаждения Vк, прикоторой весь аустенит переохлаждается до
температуры точки Мн и превращается,
называется критической скоростью
закалки.
• Так как процесс диффузии не происходит, то
весь углерод аустенита остается в решетке
Fе и располагается либо в центрах
тетраэдров, либо в середине длинных
ребер
26. Кристаллическая решетка мартенсита (а) и влияние углерода на параметры а и с решетки мартенсита (б)
27.
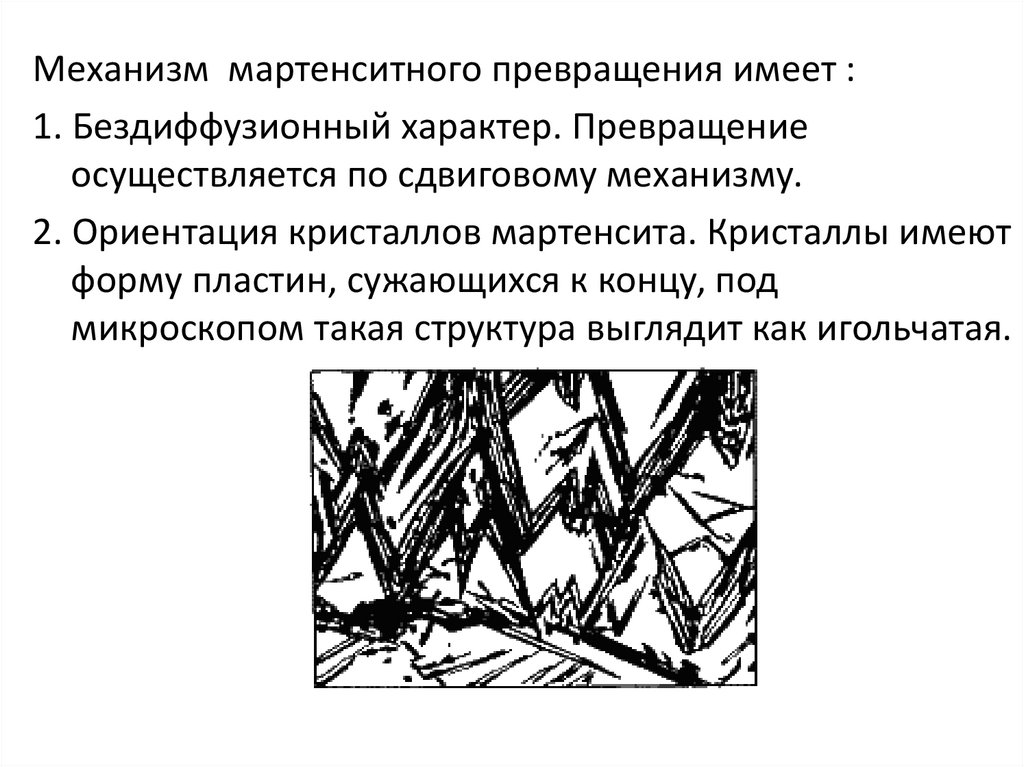
Механизм мартенситного превращения имеет :1. Бездиффузионный характер. Превращение
осуществляется по сдвиговому механизму.
2. Ориентация кристаллов мартенсита. Кристаллы имеют
форму пластин, сужающихся к концу, под
микроскопом такая структура выглядит как игольчатая.
28.
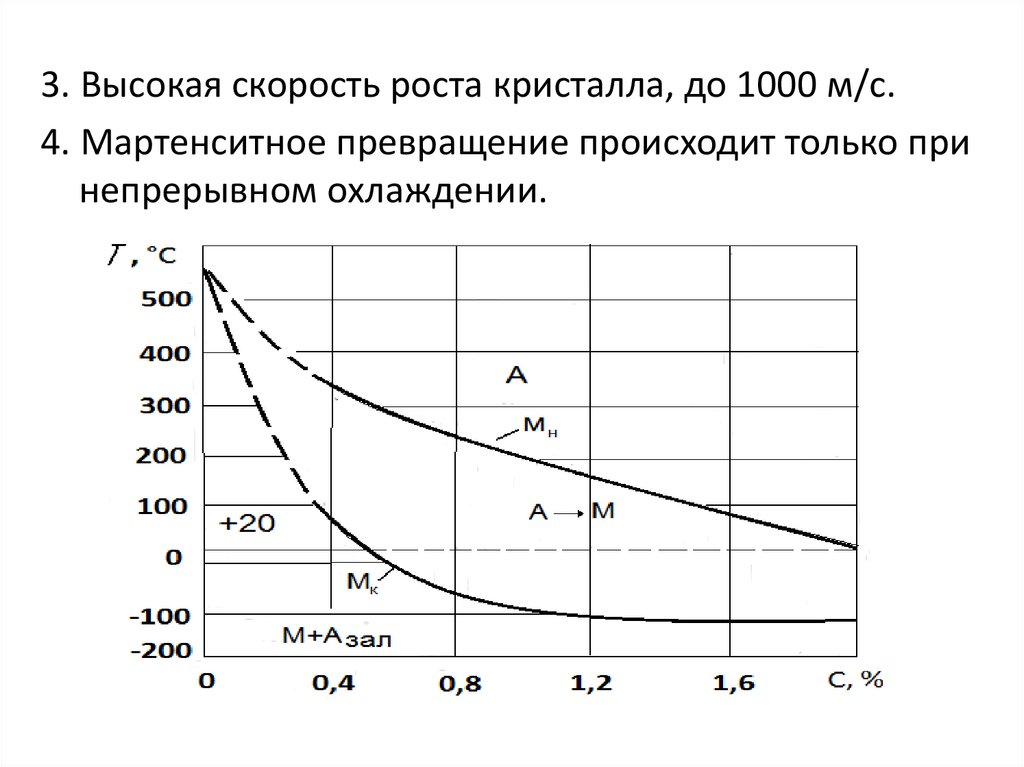
3. Высокая скорость роста кристалла, до 1000 м/с.4. Мартенситное превращение происходит только при
непрерывном охлаждении.
29.
Температуру начала мартенситного превращенияназывают мартенситной точкой Мн, а
температуру окончания превращения – Мк.
Температуры Мн и Мк зависят от доли углерода и
не зависят от скорости охлаждения.
Для сталей с долей углерода выше 0,6 % Мк
уходит в область отрицательных температур.
5. Превращение необратимое. Получить аустенит из
мартенсита невозможно. Свойства мартенсита
обусловлены особенностями его образования.
Мартенсит характеризуется высокой твердостью и
низкой пластичностью, что обусловливает
хрупкость.
30.
Отпуск31.
• Отпуск – является окончательной термическойобработкой.
• Целью отпуска является трансформирование
полученного при закалке мартенсита в структуру с
определенными требуемыми свойствами. При этом
происходит повышение вязкости и пластичности,
снижение твердости и уменьшение внутренних
напряжений закаленных сталей.
• При отпуске сталь нагревают до определенной
температуры – меньшей чем 727 0С, выдерживают
для завершения необходимых структурно-фазовых
превращений и охлаждают с любой скоростью.
32.
• различают три вида отпуска: низкий(250 С), средний(350-500 С), высокий (500-680 С), при этом получаются
разные структуры, имеющие различные свойства:
• Низкий отпуск с температурой нагрева Тн = 150…300oС.
• В результате его проведения частично снимаются
закалочные напряжения. Получают структуру –
мартенсит отпуска. (Проводят для инструментальных
сталей;)
• Средний отпуск с температурой нагрева Тн =
300…450oС.
• Получают структуру – троостит отпуска, сочетающую
высокую твердость 40…45HRC c хорошей упругостью и
вязкостью. (Используется для изделий типа пружин,
рессор.)
33.
• Высокий отпуск с температурой нагреваТн = 450…650oС.
• Получают структуру, сочетающую достаточно
высокую твердость и повышенную ударную
вязкость (оптимальное сочетание свойств) –
сорбит отпуска.
• Используется для деталей машин,
испытывающих ударные нагрузки.
• Закалку с высоким отпуском называют
улучшением стали – т.к. получается наилучшее
сочетание твердости, прочности и вязкости.
34. Графики видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3), нормализации (4)
35.
36.
Химико-термическая обработка сталей37.
• Многие детали в процессе эксплуатацииподвергаются износу. Повышение износостойкости
прежде всего связано с повышением твердости
поверхности.
• Химико-термическая обработка – процесс
насыщения поверхности деталей другими
элементами (металлами и неметаллами) путем их
диффузии в поверхностные слои при высокой
температуре)
38.
• Основными разновидностями химикотермической обработки являются:• цементация (насыщение поверхностного
слоя углеродом);
• азотирование (насыщение поверхностного
слоя азотом);
• нитроцементация или цианирование
(насыщение поверхностного слоя
одновременно углеродом и азотом);
• диффузионная металлизация (насыщение
поверхностного слоя различными
металлами).
39.
• ХТО– процесс поверхностного насыщения деталейразличными элементами путем их диффузии из
внешней среды.
• Процесс ХТО состоит из трех стадий:
• диссоциации, которая заключается в распаде
молекул и образовании активных атомов
диффундирующего элемента. Например,
диссоциация оксида углерода с образованием
атомарного углерода (2CO→ CO2+C), аммиака с
образованием атомарного азота (2NH3→3H2+2N);
• адсорбции – осаждение активных атомов
диффундирующего элемента на поверхности;
• диффузии – проникновения насыщающего
элемента в глубь металла.
40.
• Цементация – ХТО, это диффузионное насыщениеповерхностного слоя атомами углерода при нагреве до
температуры 900 – 950 °С. Цементации подвергают стали с
низкой долей углерода (до 0,25 %), которые называют
цементируемыми.
• Это доэвтектоидные стали, их структура в равновесном
(отожженном) состоянии – феррит (большая часть) и
перлит. Твердость и прочность этих сталей низкие, а
пластичность и ударная вязкость высокие. Из-за низкой
доли углерода они практически не закаливаются.
• Нагрев изделий осуществляют в среде, карбюризаторе,
содержащих углерод, при 900 – 950 °С, т.е. выше точки Ас3
– в области устойчивого аустенита, легко отдающей
углерод. Подобрав режимы обработки, поверхностный
слой насыщают углеродом до требуемой глубины.
• Глубина цементации h – расстояние от поверхности
изделия до середины зоны, где в структуре имеются
одинаковые объемы феррита и перлита (h = 1…2 мм).
Степень цементации – средняя доля углерода в
поверхностном слое (обычно не более 1,2 %).
41.
• Твердая цементация осуществляется в карбюризаторе, содержащем активированный древесный уголь(70 %) и порошки углекислых солей: ВаСО3 (25 %) для
интенсификации процесса и СаСО3 (5 %) для
предотвращения спекания угольных гранул (при
значении температуры 930 – 950 °С )
• Газовая цементация характерна для серийного и
массового производства. Осуществляется она в среде
газов, содержащих углерод. Часто используется
карбюризатор, состоящий из смеси метана СН4
(природный газ) и оксида углерода СО, при
диссоциации которых образуется атомарный
углерод:
СН4→2Н2+ Сат,
2СО→СО2+Сат.
42. Структура цементованного слоя
43. Режимы термической обработки цементованных изделий
44.
• Азотирование – это насыщение поверхности стали азотом,при азотировании увеличиваются твердость и
износостойкость, и повышается коррозионная стойкость.
• При азотировании изделия загружают в герметичные
печи, куда поступает аммиак NH3 c определенной
скоростью. При 480 – 560 ⁰С аммиак диссоцирует по
реакции 2NH3>2N+3H2.
• Атомарный азот поглощается поверхностью и
диффундирует вглубь изделия. Растворимость в стали
азота больше, чем углерода, – 0,1 % при 591 ⁰С .
• Для азотирования используют среднеуглеродистые
легированные стали, содержащие алюминий, молибден,
хром, ванадий, потому что углеродистые стали при
азотировании практически не упрочняются.
• Азот образует с легирующими элементами нитриды,
которые дисперсны и обладают высокой твердостью и
термической устойчивостью.
45.
• Цианирование и нитроцементация – это процессыдиффузионного насыщения поверхностных слоев стальных
изделий одновременно углеродом и азотом.
• Нитроцементация осуществляется в газовой среде, состоящей
из науглероживающего газа и аммиака при значениях
температуры 840 – 860 ºС в течение 2 – 10 ч. При этом получают
слой толщиной 0,2 – 0,8 мм с 0,7 – 0,9 % углерода и до 0,3 – 0,4
% азота.
• По сравнению с газовой цементацией нитроцементация имеет
преимущества. Более низкие температуры процесса не
вызывают рост аустенитного зерна и большие деформации.
Остаточный аустенит обеспечивает хорошую
прирабатываемость трущихся деталей.
• Цианирование выполняется в жидкой среде, состоящей из
расплава солей, содержащих в качестве источника углерода и
азота цианогруппу СN:
цианида натрия NaCN;
желтой кровяной соли K4Fe(CN6) и некоторых других.
• Цианирование проводят путем погружения изделий в ванну,
которая наполнена расплавом. Различают
высокотемпературное, среднетемпературное и
низкотемпературное цианирование.
46.
Преимущества цианирования передцементацией:
• меньшая продолжительность процесса, более
высокая износостойкость упрочненного слоя,
• меньшие деформации и коробление,
возможность упрочнения только части детали,
погруженной в ванну.
Недостатки процесса цианирования – высокие
токсичность и стоимость цианистых солей.
Цианирование проводят в специальных
помещениях, обеспечивают хорошую вытяжку от
зеркала ванн.
47.
• Диффузионная металлизация – этопроцесс диффузионного насыщения
поверхностных слоев стали металлами.
• При насыщении хромом процесс называют
хромированием,
• алюминием – алитированием,
• кремнием – силицированием,
• бором – борированием.
• Диффузионную металлизацию можно
проводить в твердых, жидких и
газообразных средах.
48.
• При твердой диффузионной металлизацииметаллизатором является ферросплав с
добавлением хлористого аммония (NH4Cl). В
результате реакции металлизатора с HCl или CL2
образуется соединение хлора с металлом (AlCl3,
CrCl2, SiCl4), которые при контакте с поверхностью
диссоциируют с образованием свободных
атомов.
• Жидкая диффузионная металлизация
проводится погружением детали в
расплавленный металл, например в алюминий.
• Газовая диффузионная металлизация
проводится в газовых средах, являющихся
хлоридами различных металлов.
49.
• Диффузионная металлизация – процессдорогостоящий, осуществляется при
высоких температурах (1000 – 1200 °С) в
течение длительного времени.
• Одним из основных свойств
металлизированных поверхностей является
жаростойкость, поэтому жаростойкие
детали для рабочих значений температуры
1000 – 1200 °С изготавливают из простых
углеродистых сталей с последующим
алитированием, хромированием или
силицированием