









 electronics
electronicsSimilar presentations:








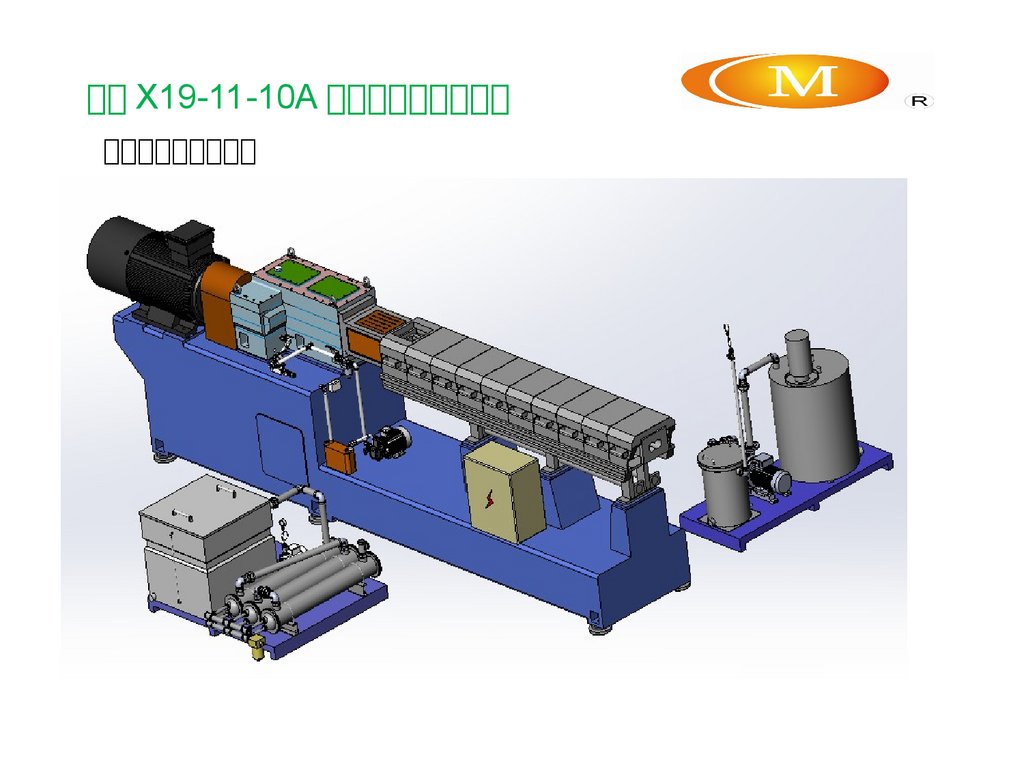
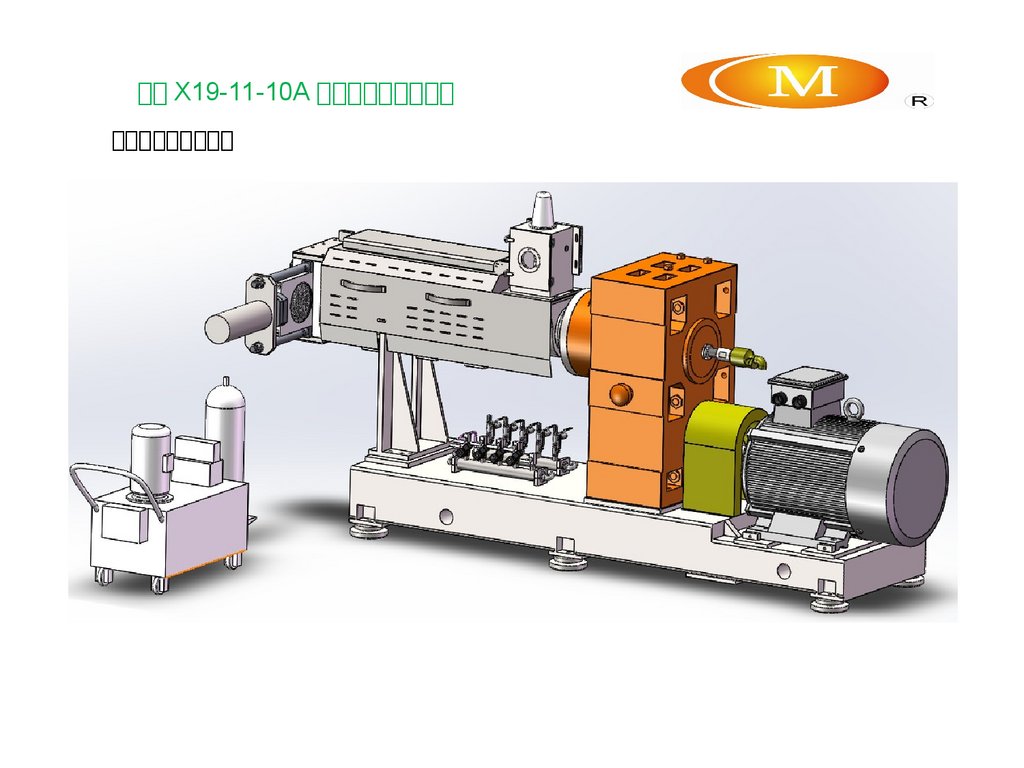
X19-11-10A SDJ-85/200 双螺杆双阶机组
1.
X19-11-10ASDJ-85/200 双螺杆双阶机组
设 备 安 装 指 导 书
2.
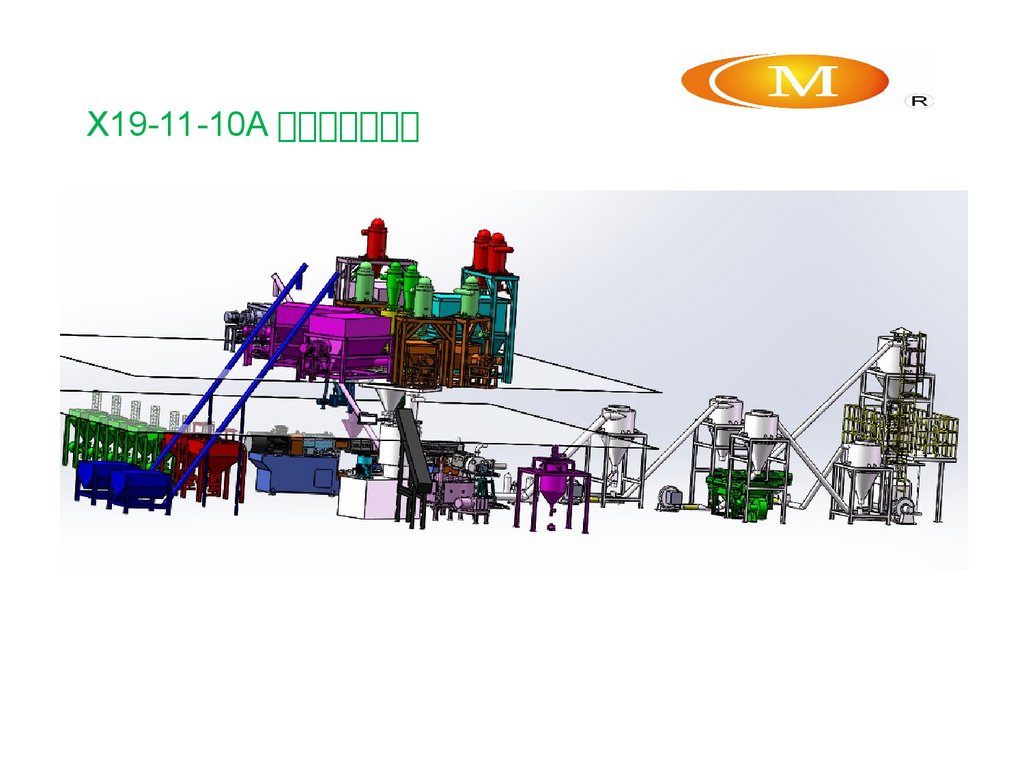
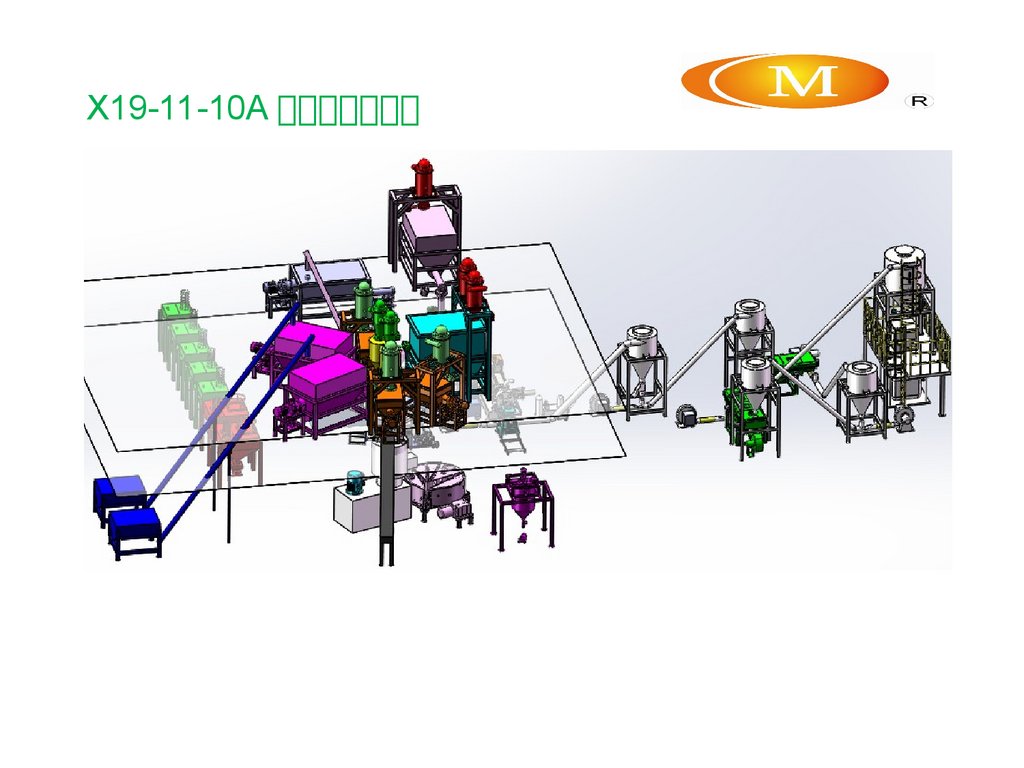
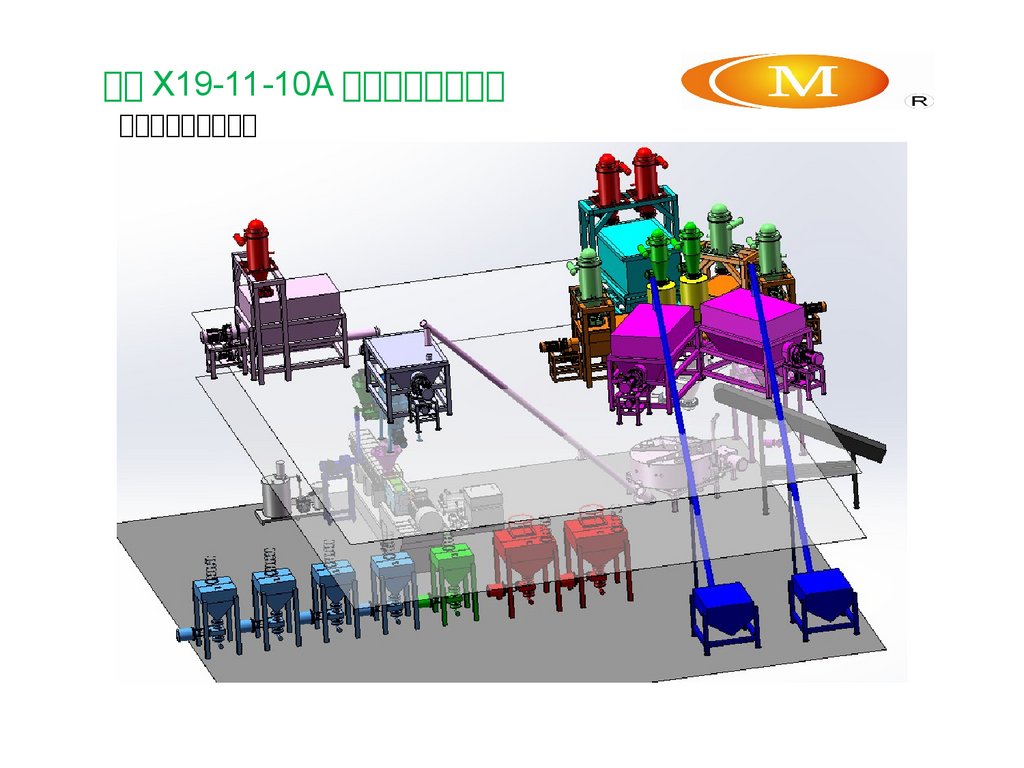
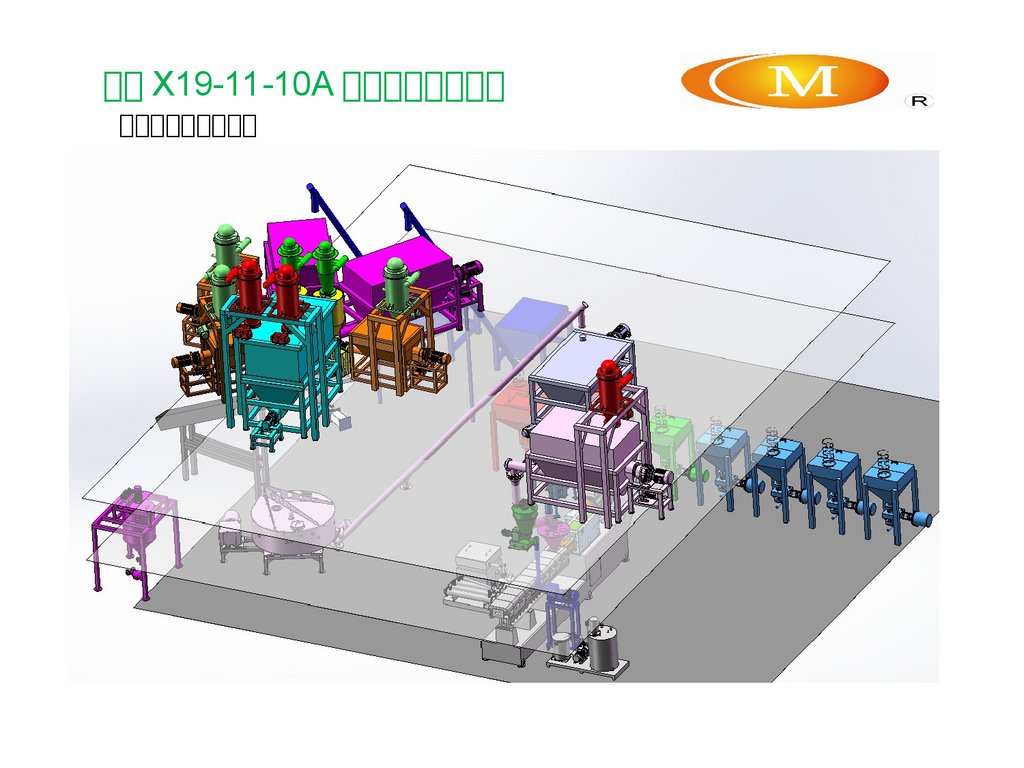
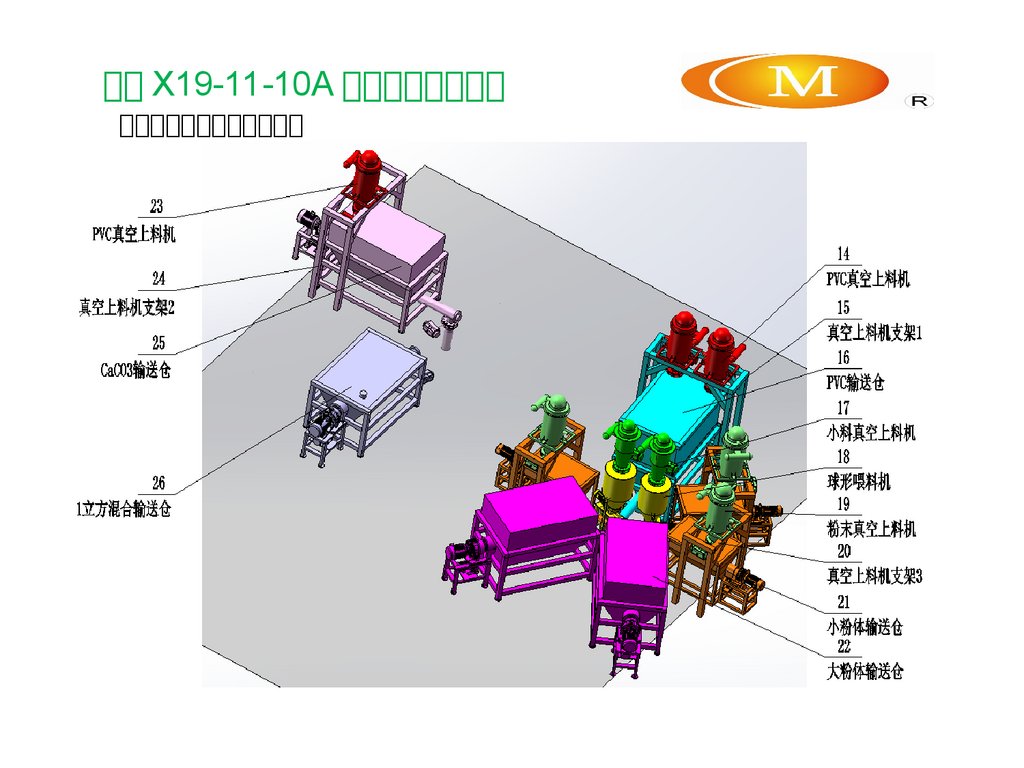
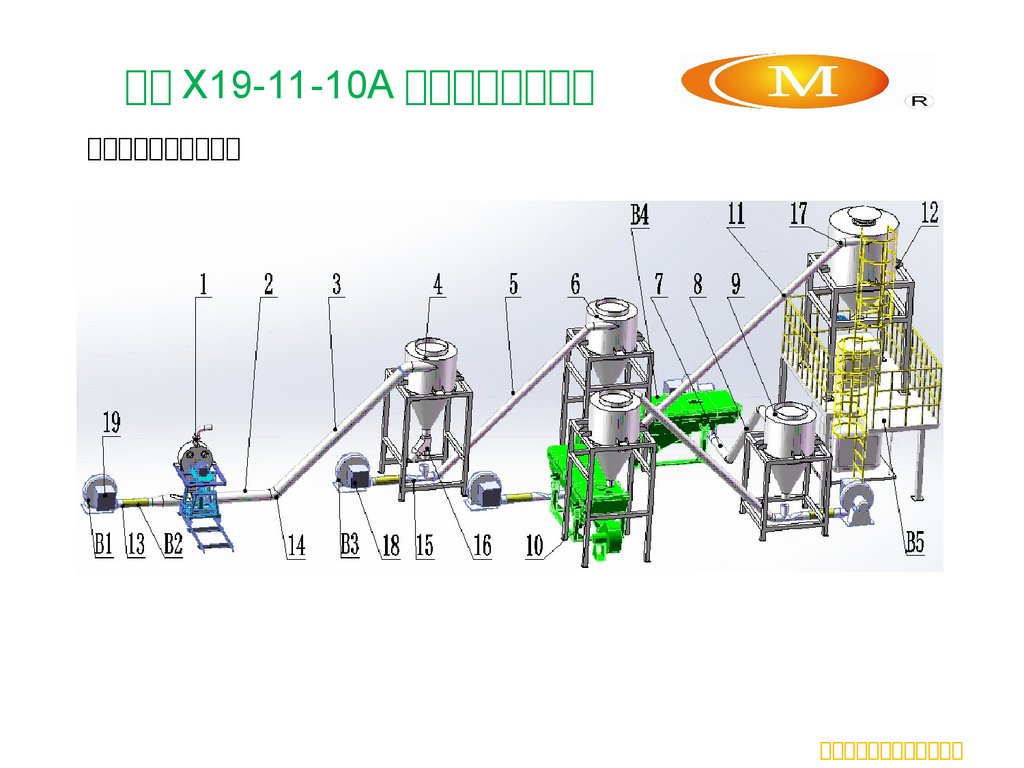
X19-11-10A 设备三维组装图3.
X19-11-10A 设备三维组装图4.
X19-11-10A 设备三维组装图5.
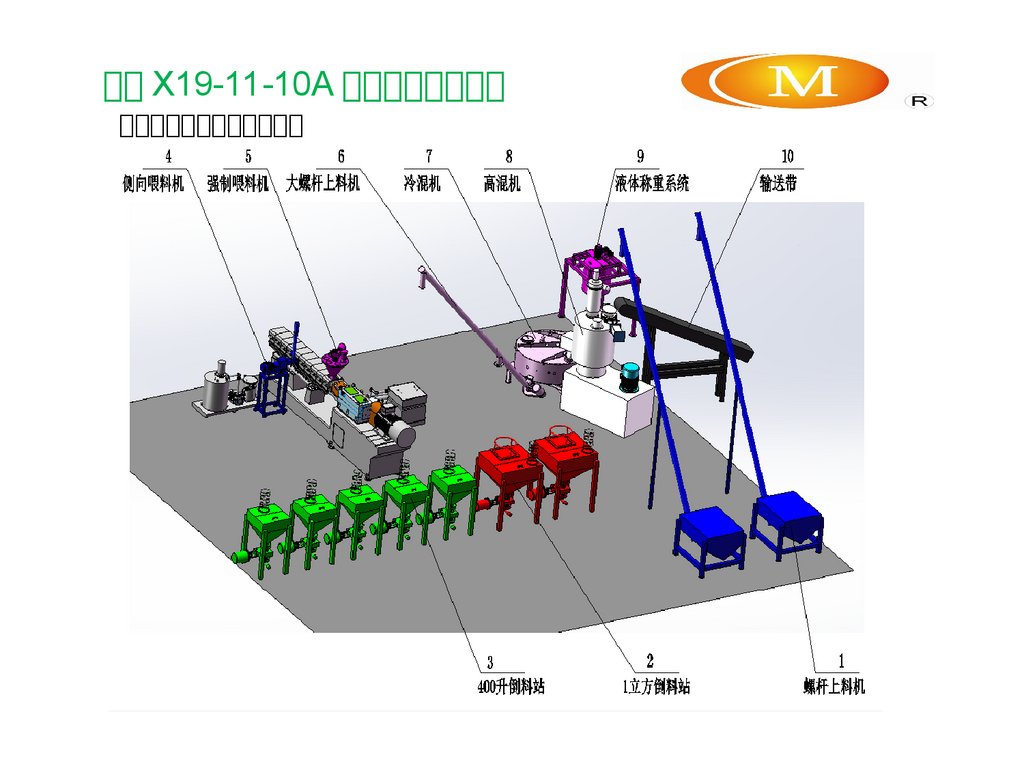
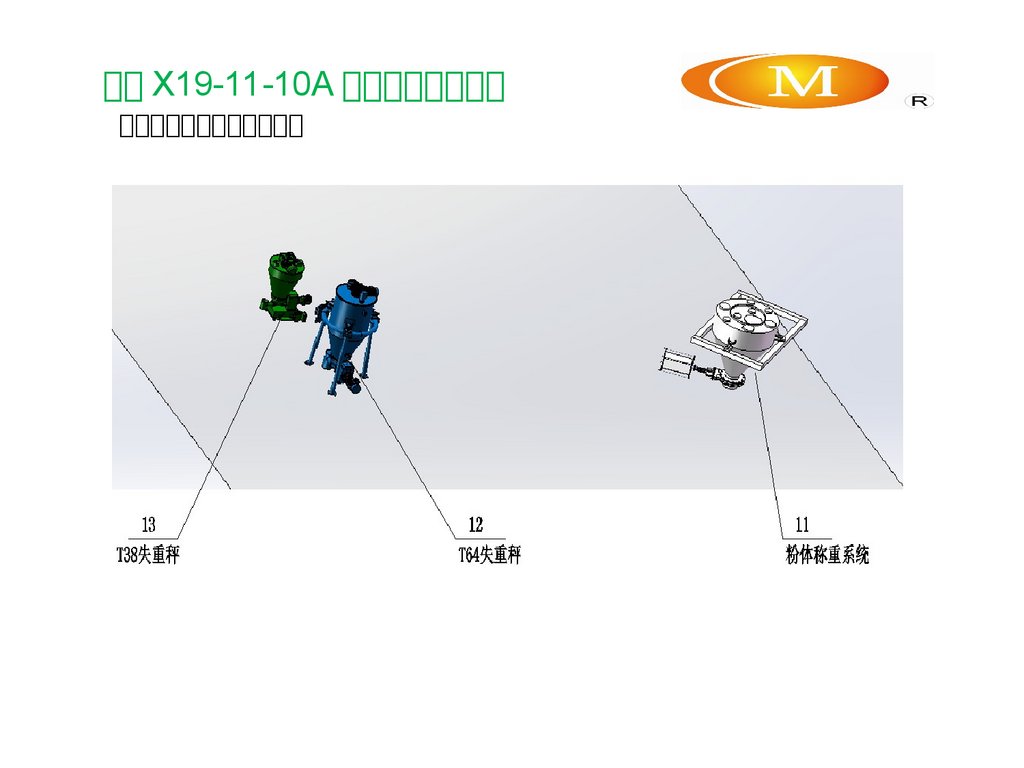
X19-11-10A 设备安装一、喂料系统安装部分
二、双螺杆主机安装部分
三、单螺杆主机安装部分
四、切粒系统安装部分。
6.
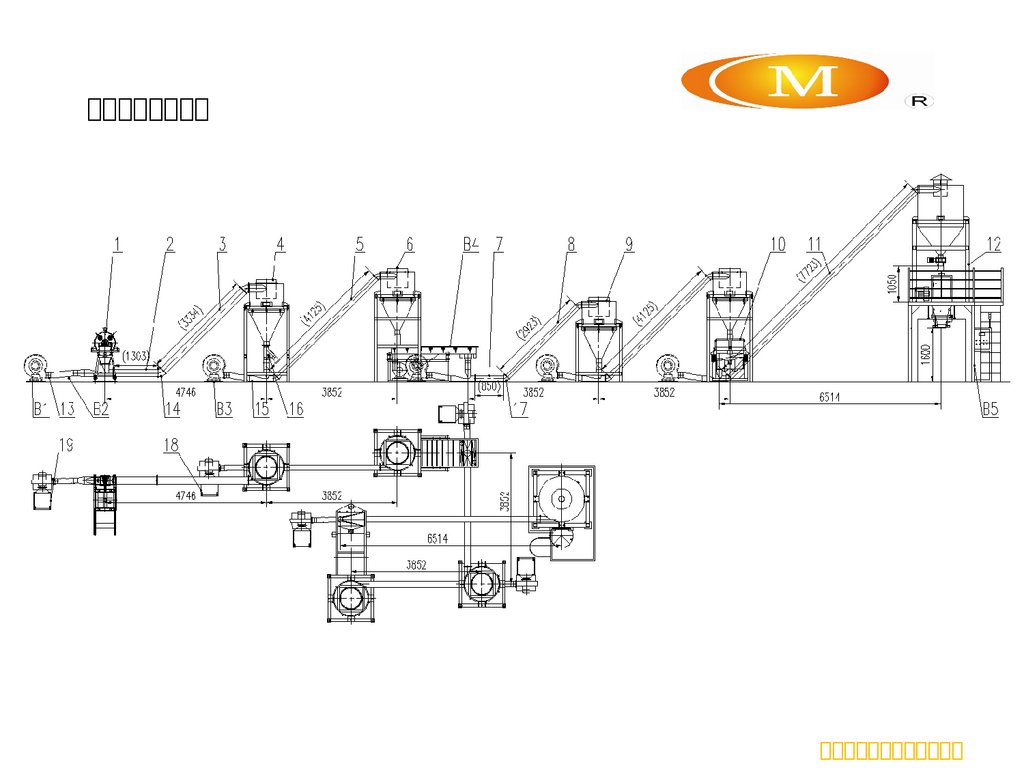
一、 X19-11-10A 配料系统安装部分配料系统三维组装图
7.
一、 X19-11-10A 配料系统安装部分配料系统三维组装图
8.
一、 X19-11-10A 配料系统安装部分配料系统一层零部件组装图
9.
一、 X19-11-10A 配料系统安装部分配料系统二层零部件组装图
10.
一、 X19-11-10A 配料系统安装部分配料系统三层零部件组装图
11.
PVC 输送仓组装序号
名称
备注
序号
名称
备注
2
1 立方倒料站
B1
M10×16 螺栓 24 套
配 Φ10 平垫圈
14
PVC 真空上料机 2 件
B2
防爆灯
配法兰及 M5×20 螺栓
15
真空上料机支架 1
16
PVC 输送仓
B3
DN300 布袋
27
爬梯 1
配焊接块
B4
M10×16 螺栓 38 套
28
透气支架
配法兰、无纺布袋及 M8×1
0 螺栓
B5
11kw 罗茨风机
29
Φ300 钢管
2件
2套
2件
配 DN300 卡箍 4 件
配 Φ10 平垫圈
12.
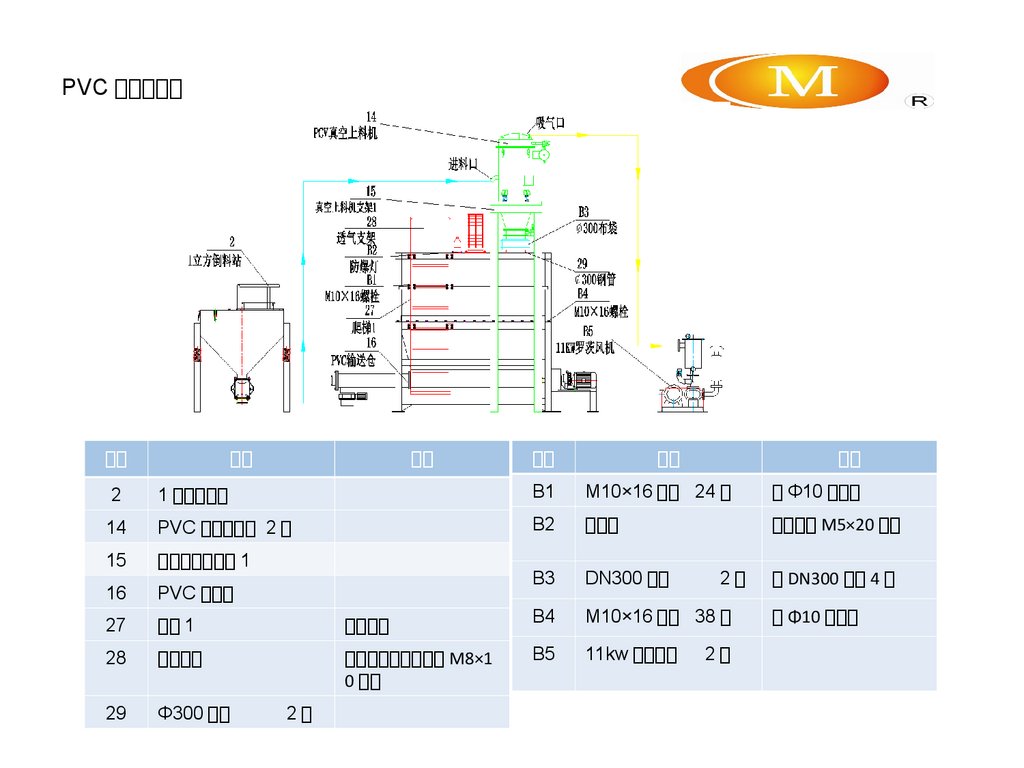
PVC 输送仓组装1 、将 PCV 输送仓 (16) 上、下两部分用 M10×16 螺栓 (B4) 加 Φ10 平垫圈固定成整体后 按布置图摆放到位
2 、按现场实际需求将真空上料机支架 1(15) 横跨放置与 PCV 输送仓 (16) 上 再将两台 PCV 真空上料机 (14) 放置于真空上料机支架 1(15) 上
确定好位置后 将 PCV 真空上料机 (14) 与真空上料机支架 1(52) 焊接成整体
3 、按现场实际需求 将爬梯 1(27) 确定位置后 将配焊块焊接与 PCV 输送仓 (16) 上 用 M10×16 螺栓 (B1) 加 Φ10 平垫圈紧固
4 、按现场实际需求 将防爆灯 (B2) 确定位置后 将法兰焊接在 PCV 输送仓 (16) 上盖上 用 M5×20 螺栓紧固
5 、按现场实际需求 将透气支架 (28) 确定位置后 将法兰焊接在 PCV 输送仓 (16) 上盖上 用 M8×10 螺栓紧固 外套无纺布袋
6 、按现场实际需求 将 Φ300 钢管 (29) 确定位置后 焊接在 PCV 输送仓 (16) 上盖上 用 Φ300 布袋 (B3) 与 PCV 真空上料机 (14) 下
料口连接 再用 DN300 卡箍锁紧
7 、将 1 立方倒料站 (2) 按布置图摆放到位
8 、 PCV 真空上料机 (14) 进料口与 1 立方倒料站 (2) 下方出料口用硬管现场连接 两台上料机共用一个倒料站
9 、将 11kw 罗茨风机 (B5) 按客户要求摆放至指定区域
10 、 PCV 真空上料机 (14) 吸气口与 11kw 罗茨风机 (B5) 吸风口用硬管现场连接 。
13.
大粉体输送仓组装 2 套序号
名称
备注
序号
名称
备注
1
螺杆上料机
B1
M10×16 螺栓 16 套
配 Φ10 平垫圈
22
大粉体输送仓
B2
防爆灯
配法兰及 M5×20 螺栓
28
透气支架
B3
DN159 布袋
配 DN159 卡箍 2 件
30
爬梯 2
31
Φ159 钢管
32
料位计座
配法兰、无纺布袋及 M8×1
0 螺栓
配焊接块
2件
配料位计 2 件
14.
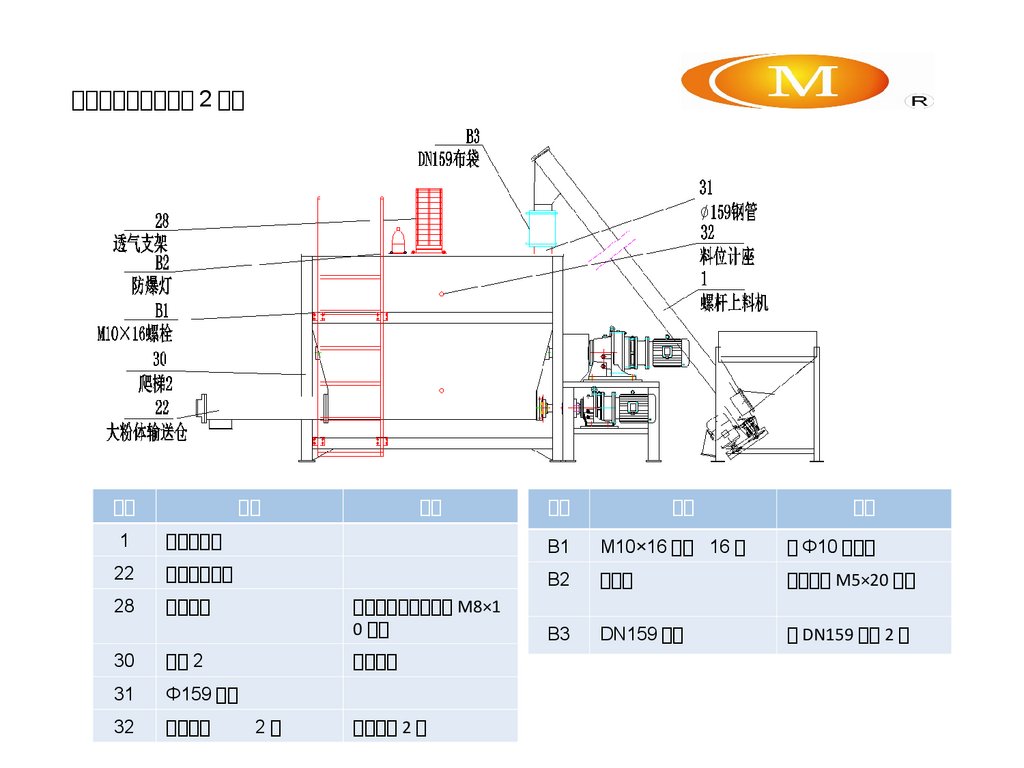
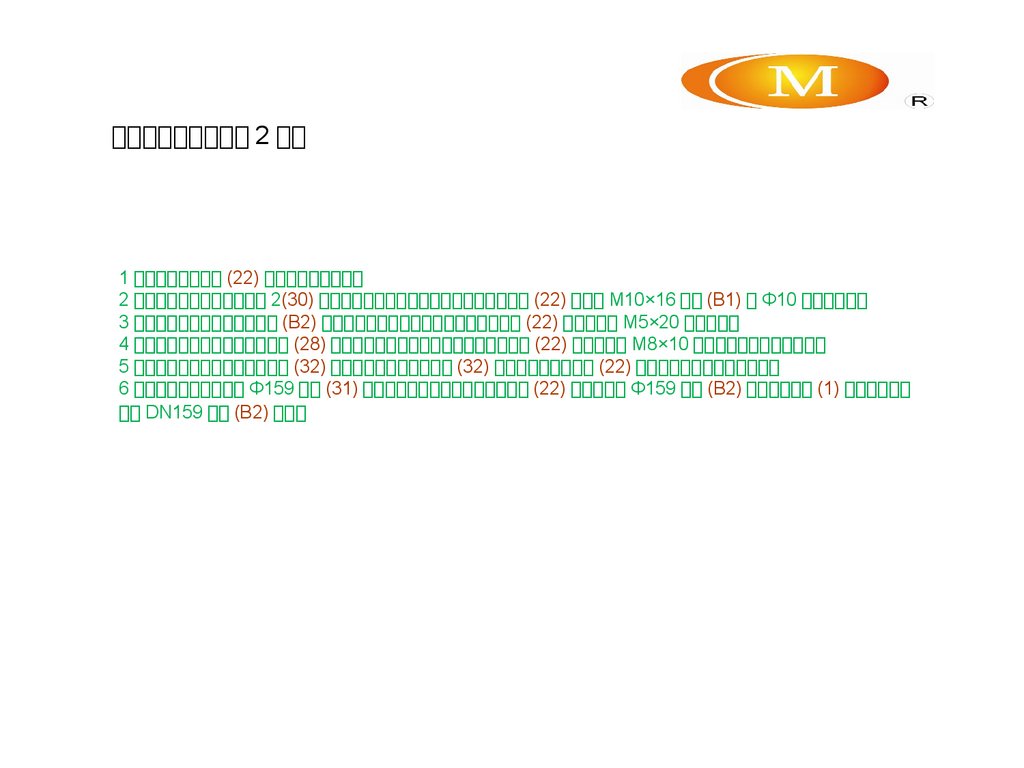
大粉体输送仓组装 2 套1 、将大粉体输送仓 (22) 按布置图摆放到位
2 、按现场实际需求 将爬梯 2(30) 确定位置后 将配焊块焊接在大粉体输送仓 (22) 上 用 M10×16 螺栓 (B1) 加 Φ10 平垫圈紧固
3 、按现场实际需求 将防爆灯 (B2) 确定位置后 将法兰焊接在大粉体输送仓 (22) 上盖上 用 M5×20 螺栓紧固
4 、按现场实际需求 将透气支架 (28) 确定位置后 将法兰焊接在大粉体输送仓 (22) 上盖上 用 M8×10 螺栓紧固 外套无纺布袋
5 、按现场实际需求 将料位计座 (32) 确定位置后 将料位计座 (32) 焊接在大粉体输送仓 (22) 上 然后安装上阻旋料位计
6 、按现场实际需求 将 Φ159 钢管 (31) 确定位置后 焊接在大粉体输送仓 (22) 上盖上 用 Φ159 布袋 (B2) 与螺杆上料机 (1) 下料口连接
再用 DN159 卡箍 (B2) 锁紧。
15.
小粉体输送仓组装 3 套序号
名称
3
400 升倒料站
19
粉末真空上料机
20
真空上料机支架 3
21
小粉体输送仓
28
透气支架
29
Φ300 钢管
32
料位计座
备注
配法兰、无纺布袋及 M8×1
0 螺栓
2件
配料位计 2 件
序号
名称
备注
B1
防爆灯
配法兰及 M5×20 螺栓
B2
DN300 布袋
配 DN300 卡箍 2 件
B3
5.5kw 旋涡泵
16.
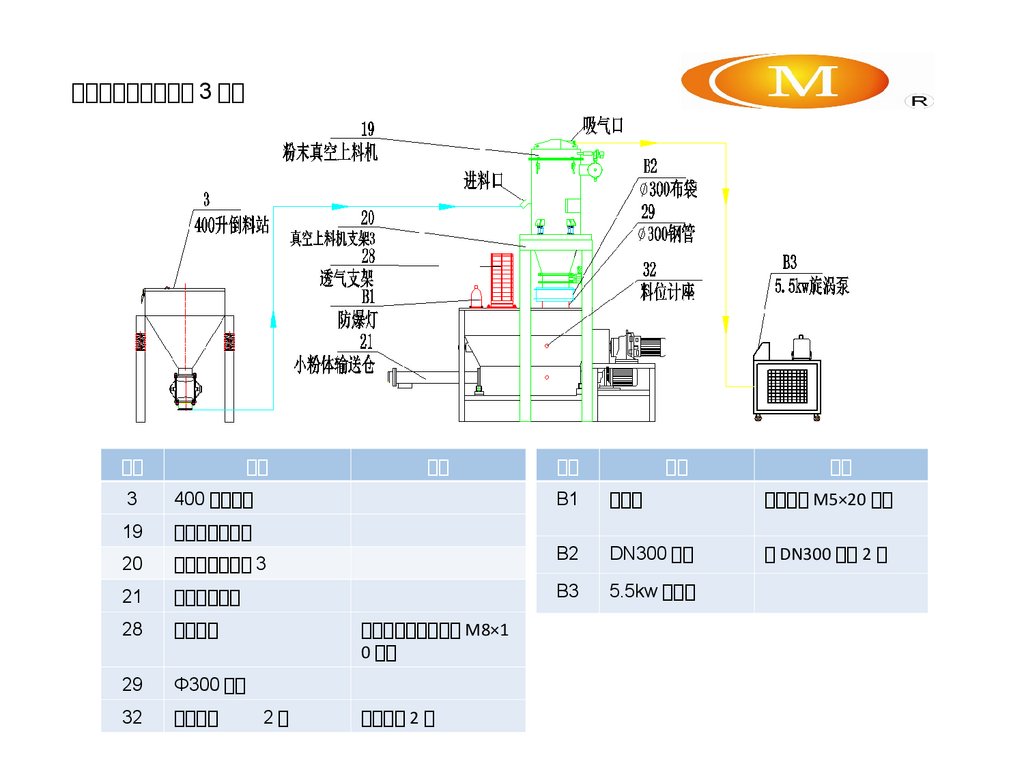
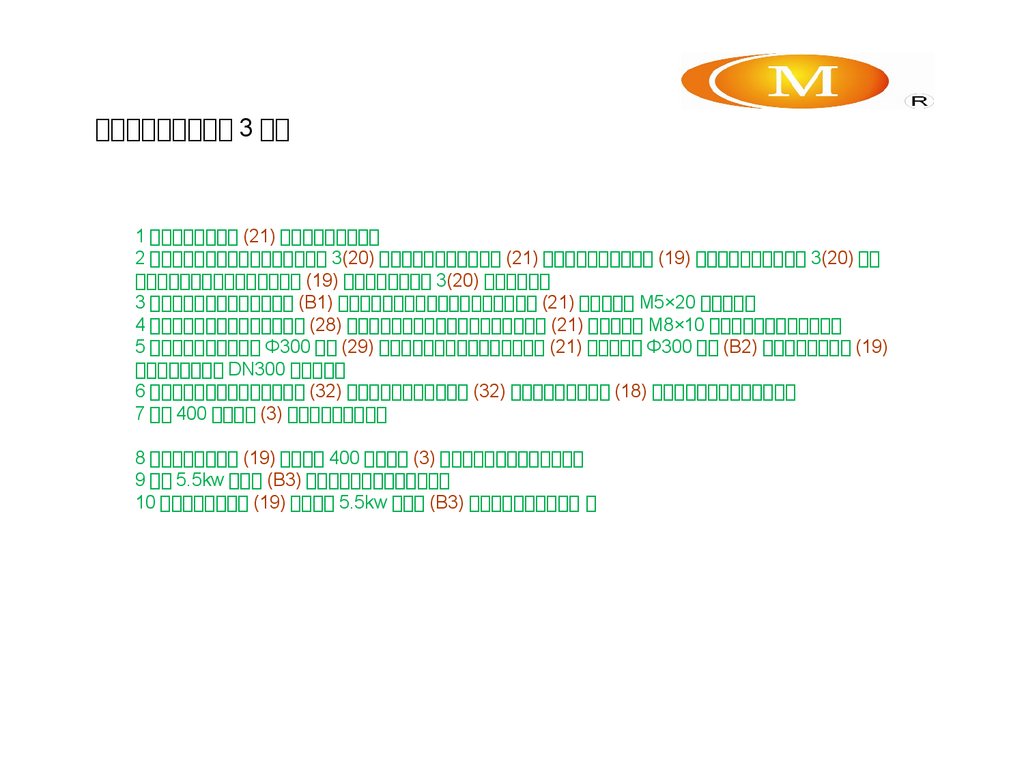
小粉体输送仓组装 3 套1 、将小粉体输送仓 (21) 按布置图摆放到位
2 、按现场实际需求将真空上料机支架 3(20) 横跨放置与小粉体输送仓 (21) 再将粉末真空上料机 (19) 放置于真空上料机支架 3(20) 上
确定好位置后 将粉末真空上料机 (19) 与真空上料机支架 3(20) 焊接成整体
3 、按现场实际需求 将防爆灯 (B1) 确定位置后 将法兰焊接在小粉体输送仓 (21) 上盖上 用 M5×20 螺栓紧固
4 、按现场实际需求 将透气支架 (28) 确定位置后 将法兰焊接在小粉体输送仓 (21) 上盖上 用 M8×10 螺栓紧固 外套无纺布袋
5 、按现场实际需求 将 Φ300 钢管 (29) 确定位置后 焊接在小粉体输送仓 (21) 上盖上 用 Φ300 布袋 (B2) 与粉末真空上料机 (19)
下料口连接 再用 DN300 卡箍锁紧
6 、按现场实际需求 将料位计座 (32) 确定位置后 将料位计座 (32) 焊接在小粉体输送仓 (18) 上 然后安装上阻旋料位计
7 、将 400 升倒料站 (3) 按布置图摆放到位
8 、粉末真空上料机 (19) 进料口与 400 升倒料站 (3) 下方出料口用硬管现场连接
9 、将 5.5kw 旋涡泵 (B3) 按客户要求摆放至指定区域
10 、粉末真空上料机 (19) 吸气口与 5.5kw 旋涡泵 (B3) 吸风口用硬管现场连接 。
17.
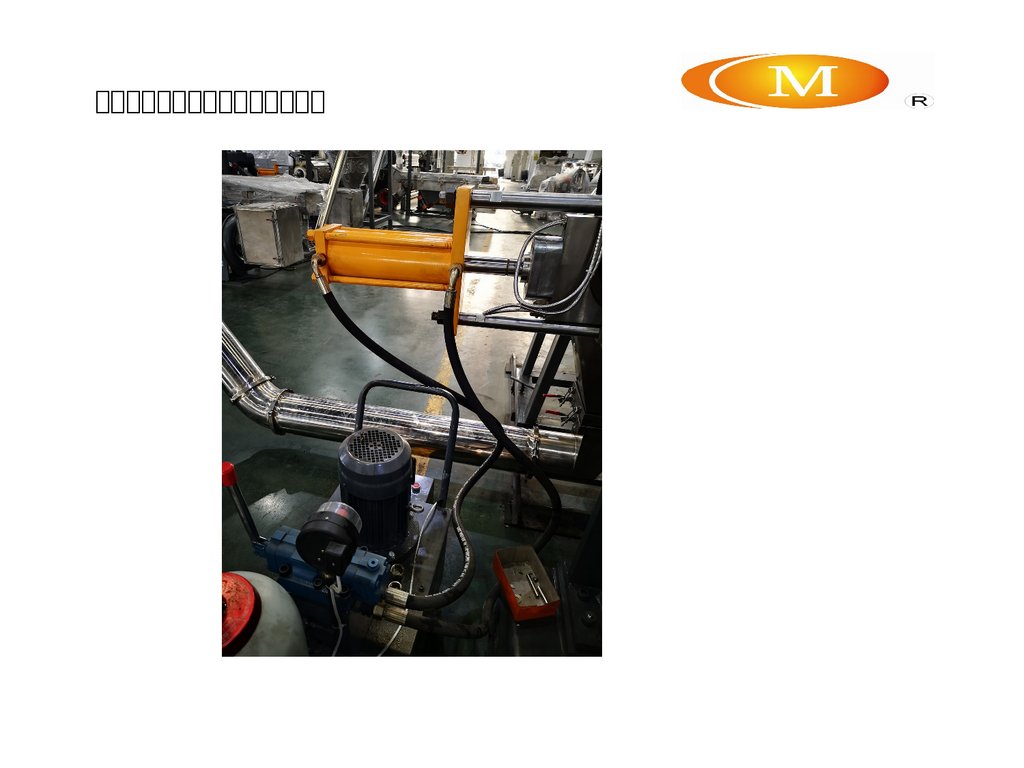
小粉体输送仓组装图片18.
球形喂料机组装 2 套序号
名称
备注
序号
名称
3
400 升倒料站
B1
M10×25 螺栓
17
小料真空上料机
B2
M10 螺母
18
球形喂料机
32
料位计座
B3
5.5kw 旋涡泵
33
喂料机支架
34
喂料机支撑
2件
2件
配料位计 2 件
备注
4套
4套
配 Φ10 平垫圈 4 件
配 Φ10 平垫圈 4 件
19.
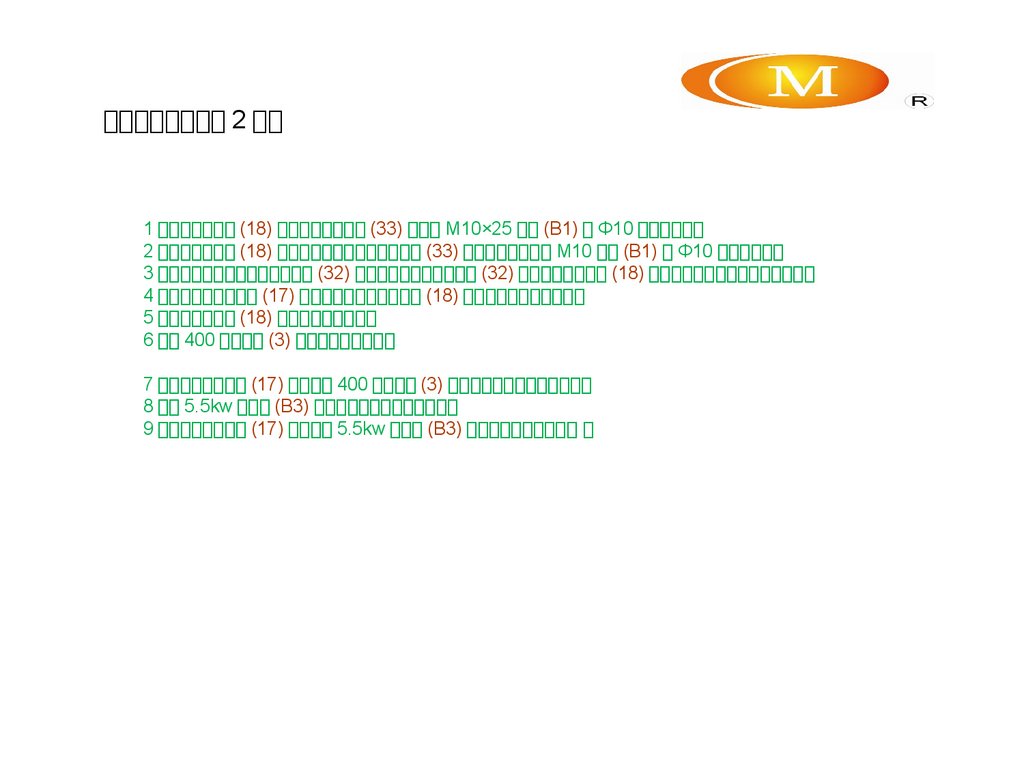
球形喂料机组装 2 套1 、将球形喂料机 (18) 放置于喂料机支架 (33) 上 用 M10×25 螺栓 (B1) 加 Φ10 平垫圈紧固
2 、在球形喂料机 (18) 料斗支耳孔内插入喂料机支撑 (33) 调节好高度后用 M10 螺栓 (B1) 加 Φ10 平垫圈锁紧
3 、按现场实际需求 将料位计座 (32) 确定位置后 将料位计座 (32) 焊接在球形喂料机 (18) 料斗上 然后安装上阻旋料位计
4 、将小料真空上料机 (17) 下方法兰与在球形喂料机 (18) 料斗上的钢管焊接牢固
5 、将球形喂料机 (18) 按布置图摆放到位
6 、将 400 升倒料站 (3) 按布置图摆放到位
7 、小料真空上料机 (17) 进料口与 400 升倒料站 (3) 下方出料口用硬管现场连接
8 、将 5.5kw 旋涡泵 (B3) 按客户要求摆放至指定区域
9 、小料真空上料机 (17) 吸气口与 5.5kw 旋涡泵 (B3) 吸风口用硬管现场连接 。
20.
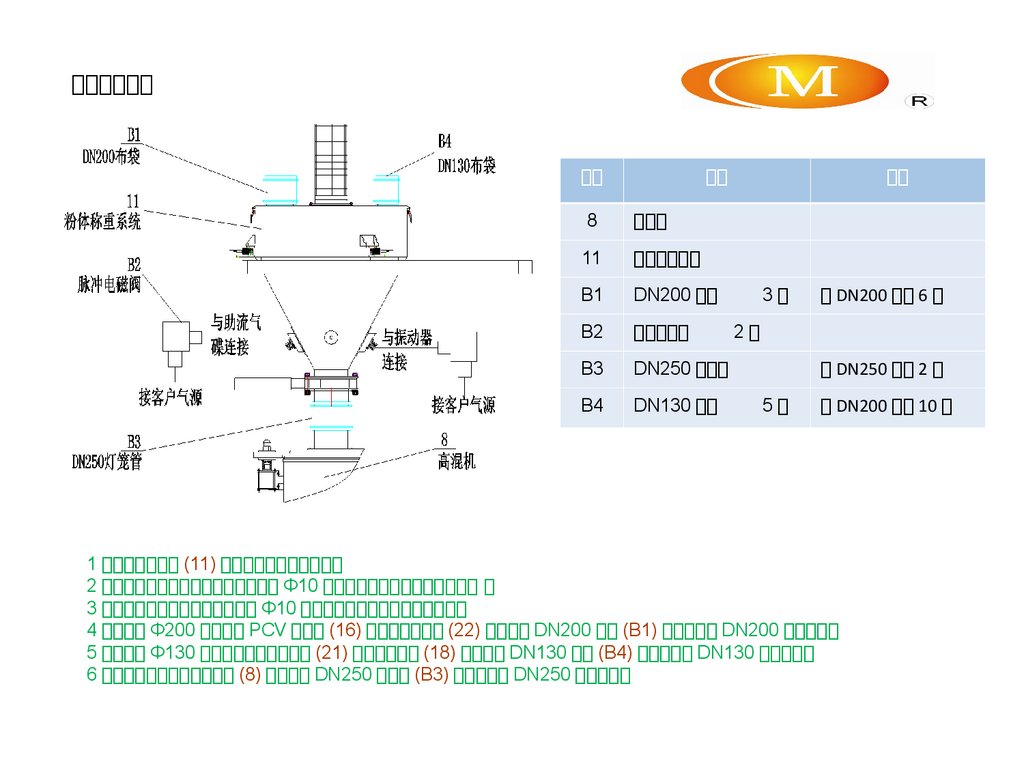
粉体称重组装序号
名称
8
高混机
11
粉体称重系统
B1
DN200 布袋
B2
脉冲电磁阀
B3
DN250 灯笼管
B4
DN130 布袋
备注
3件
配 DN200 卡箍 6 件
2套
配 DN250 卡箍 2 件
5件
配 DN200 卡箍 10 件
1 、粉体称重系统 (11) 现场配焊在客户平台上
2 、将脉冲电磁一端与助流气碟接口用 Φ10 气管连接 另外一端接客户气源
3 、将脉冲电磁一端与震动接口用 Φ10 气管连接 另外一端接客户气源
4 、将上端 Φ200 进料口与 PCV 输送仓 (16) 及大粉体输送仓 (22) 下料口用 DN200 布袋 (B1) 连接 再用 DN200 卡箍锁紧
5 、将上端 Φ130 进料口与小粉体输送仓 (21) 及球形喂料机 (18) 下料口用 DN130 布袋 (B4) 连接 再用 DN130 卡箍锁紧
6 、将下端出料料口与高混机 (8) 进料口用 DN250 灯笼管 (B3) 连接 再用 DN250 卡箍锁紧。
21.
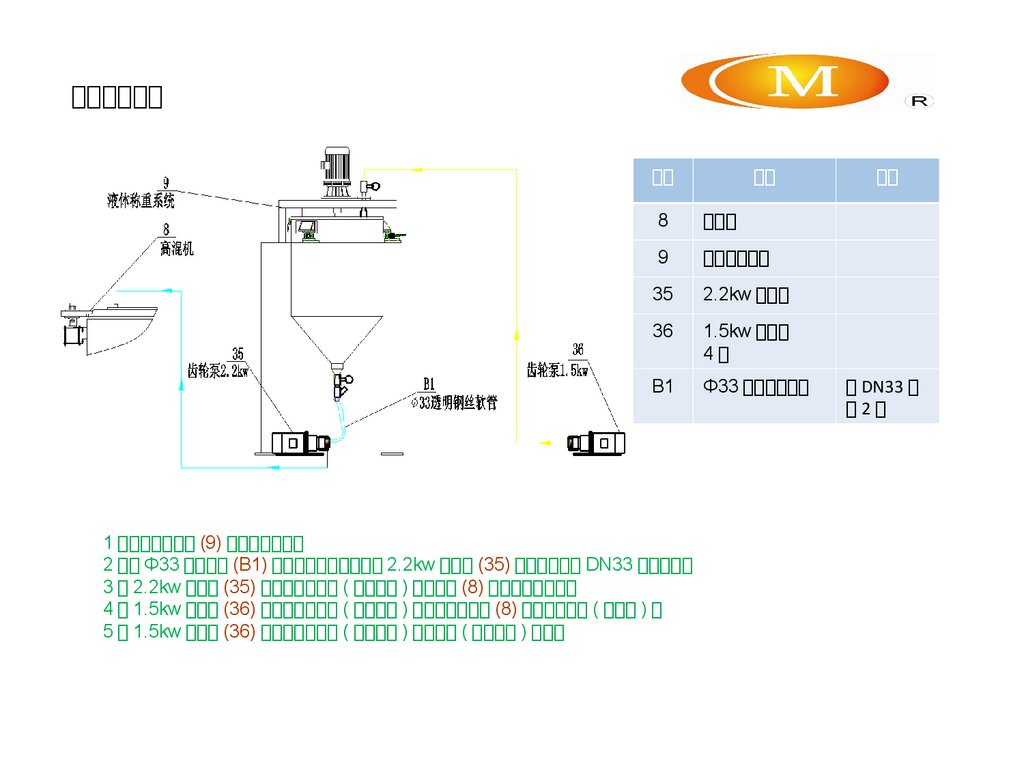
液体称重组装序号
名称
8
高混机
9
液体称重系统
35
2.2kw 齿轮泵
36
1.5kw 齿轮泵
4件
B1
Φ33 透明钢丝软管
1 、液体称重系统 (9) 按布置图摆放
2 、用 Φ33 透明钢管 (B1) 软管将液体罐下料口和 2.2kw 齿轮泵 (35) 进口连接 用 DN33 卡箍锁紧
3 、 2.2kw 齿轮泵 (35) 出口用一寸钢管 ( 客户自备 ) 与高混机 (8) 液体进料口连接
4 、 1.5kw 齿轮泵 (36) 出口用一寸钢管 ( 客户自备 ) 与液体称重系统 (8) 上端球阀连接 ( 共四套 )
5 、 1.5kw 齿轮泵 (36) 进口用一寸钢管 ( 客户自备 ) 与原料罐 ( 客户自备 ) 连接。
备注
配 DN33 卡
箍2件
22.
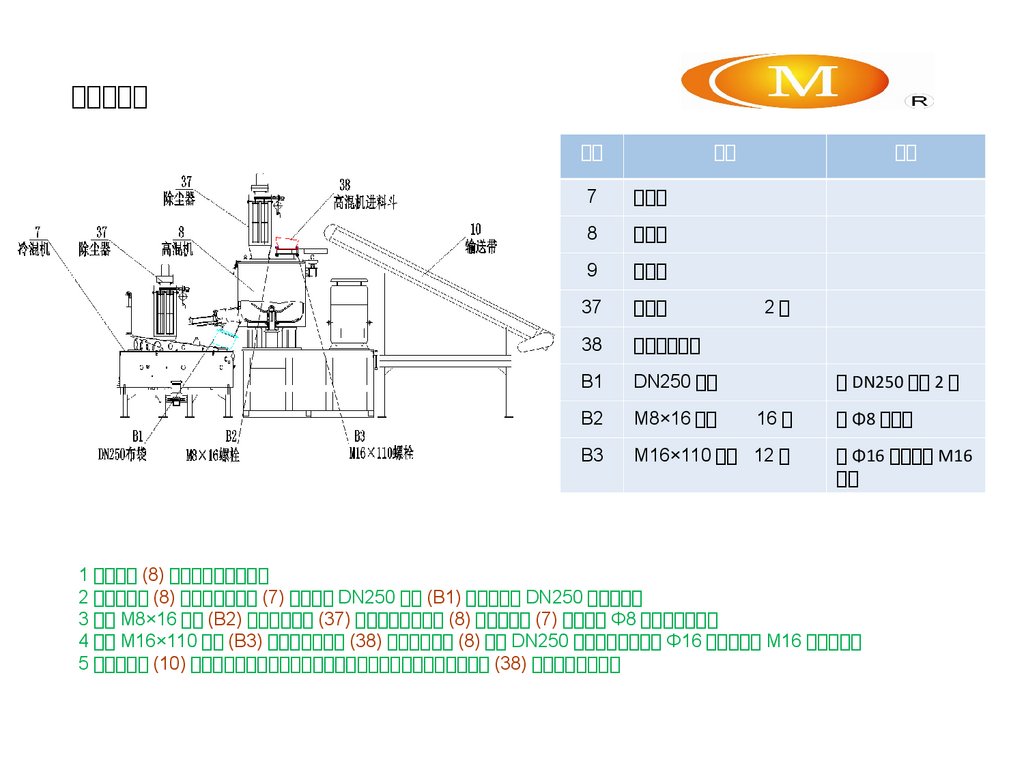
高混机组装序号
名称
备注
7
冷混机
8
高混机
9
输送带
37
除尘器
38
高混机进料斗
B1
DN250 布袋
B2
M8×16 螺栓
B3
M16×110 螺栓 12 套
2件
配 DN250 卡箍 2 件
16 套
配 Φ8 平垫圈
配 Φ16 平垫圈、 M16
螺母
1 、高混机 (8) 按布置图摆放到位
2 、将高混机 (8) 下料口与冷混机 (7) 进料口用 DN250 布袋 (B1) 连接 再用 DN250 卡箍锁紧
3 、用 M8×16 螺栓 (B2) 将两个除尘器 (37) 分别安装于高混机 (8) 及与冷混机 (7) 上盖 加 Φ8 平垫圈 拧紧
4 、用 M16×110 螺栓 (B3) 将高混机进料斗 (38) 安装于高混机 (8) 上端 DN250 气动刀闸阀上 加 Φ16 平垫圈 用 M16 螺母锁紧
5 、将输送带 (10) 根据现场实际需求摆放 要求物料可以从顺畅从高混机进料斗 (38) 进入高混机即可。
23.
高混机与冷混机图片24.
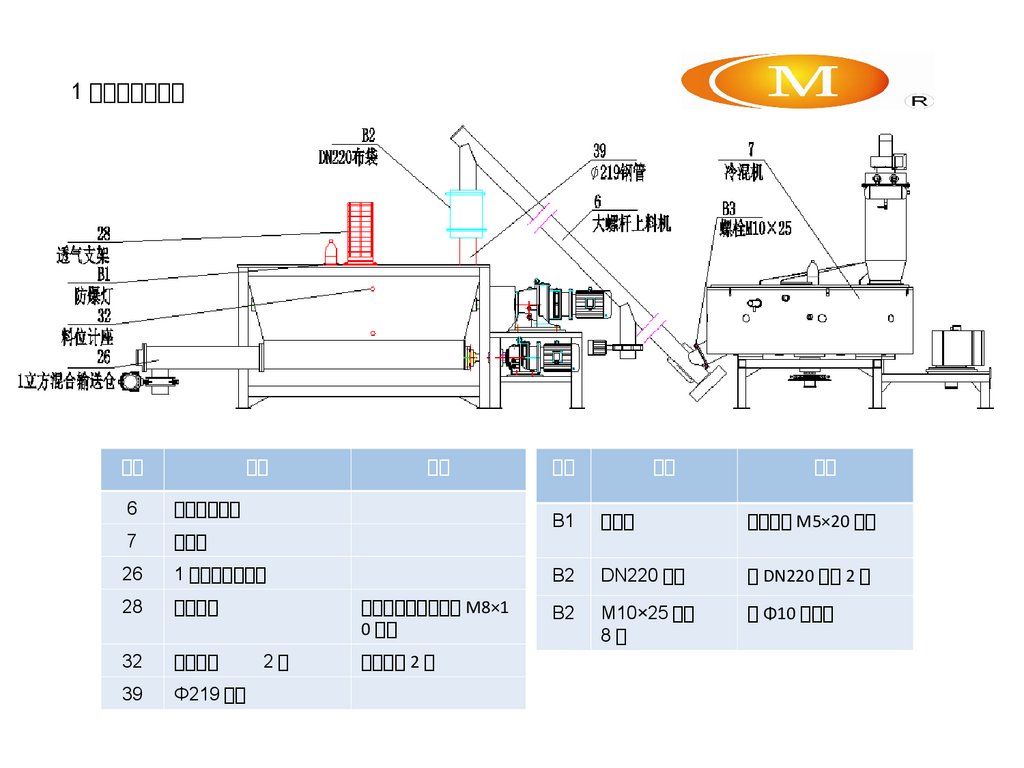
1 立方混合输送仓序号
名称
6
大螺杆上料机
7
冷混机
26
1 立方混合输送仓
28
透气支架
32
料位计座
39
Φ219 钢管
备注
配法兰、无纺布袋及 M8×1
0 螺栓
2件
配料位计 2 件
序号
名称
备注
B1
防爆灯
配法兰及 M5×20 螺栓
B2
DN220 布袋
配 DN220 卡箍 2 件
B2
M10×25 螺栓
8套
配 Φ10 平垫圈
25.
1 立方混合输送仓1 、将冷混机 (7) 和大螺杆上料机 (6) 用 M10×25 螺栓 (B3) 连接紧固 加 Φ10 平垫圈
2 、将 1 立方混合输送仓 (26) 按布置图位置摆到位 方便与大螺杆上料机 (6) 对接
3 、按现场实际需求 将 Φ219 钢管 (39) 确定位置后 焊接在 1 立方混合输送仓 (26) 上盖上 用 Φ220(B2) 布袋与大螺杆上料机 (6) 下
料口连接 再用 DN220 卡箍锁紧
4 、按现场实际需求 将防爆灯 (B1) 确定位置后 将法兰焊接与将 1 立方混合输送仓 (26) 上盖上 用 M5×20 螺栓紧固
5 、按现场实际需求 将透气支架 (28) 确定位置后 将法兰焊接与将 1 立方混合输送仓 (26) 上盖上 用 M8×10 螺栓紧固 外套无纺布袋
6 、按现场实际需求 将料位计座 (32) 确定位置后 将料位计座 (32) 焊接在 1 立方混合输送仓 (26) 上 然后安装上阻旋料位计。
26.
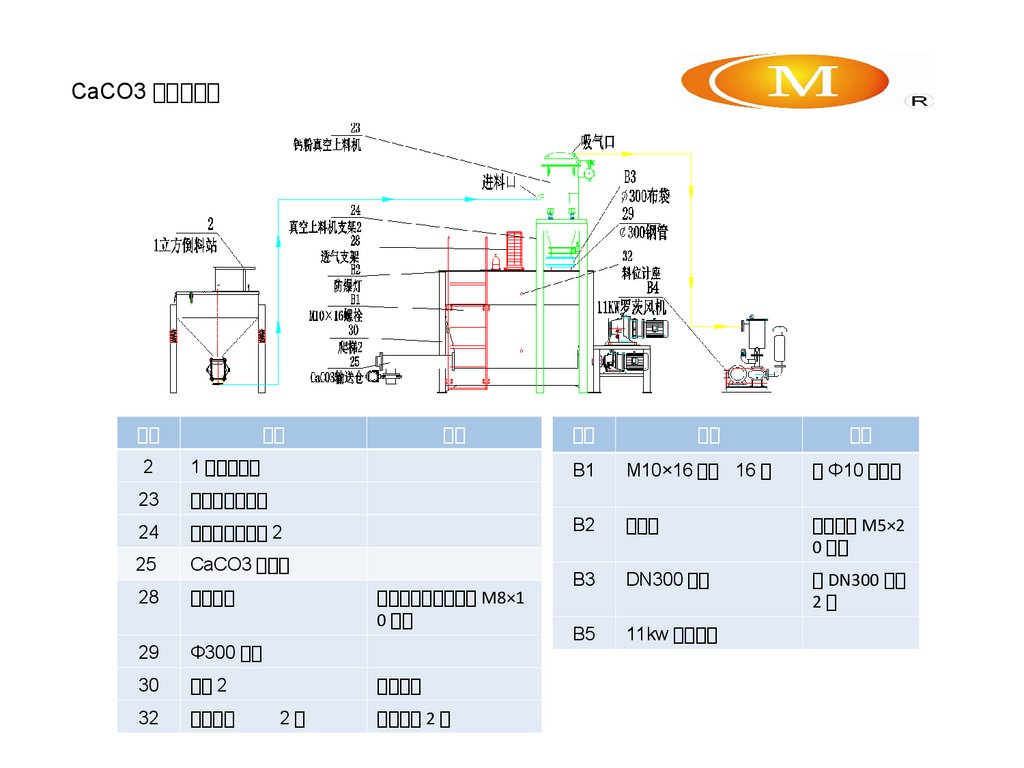
CaCO3 输送仓组装序号
名称
2
1 立方倒料站
23
钙粉真空上料机
24
真空上料机支架 2
25
CaCO3 输送仓
28
透气支架
29
Φ300 钢管
30
爬梯 2
32
料位计座
备注
配法兰、无纺布袋及 M8×1
0 螺栓
配焊接块
2件
配料位计 2 件
序号
名称
备注
B1
M10×16 螺栓 16 套
配 Φ10 平垫圈
B2
防爆灯
配法兰及 M5×2
0 螺栓
B3
DN300 布袋
配 DN300 卡箍
2件
B5
11kw 罗茨风机
27.
CaCO3 输送仓组装1 、将 CaCO3 输送仓 (25) 按布置图摆放到位
2 、按现场实际需求将真空上料机支架 2(24) 横跨放置与 CaCO3 输送仓 (25) 再将钙粉真空上料机 (23) 放置于真空上料机支架 2(24)
上 确定好位置后 将钙粉真空上料机 (23) 与真空上料机支架 2(24) 焊接成整体
3 、按现场实际需求 将爬梯 2(30) 确定位置后 将配焊块焊接在 CaCO3 输送仓 (25) 上 用 M10×16 螺栓 (B1) 加 Φ10 平垫圈紧
固
4 、按现场实际需求 将防爆灯 (B2) 确定位置后 将法兰焊接在 CaCO3 输送仓 (25) 上盖上 用 M5×20 螺栓紧固
5 、按现场实际需求 将透气支架 (28) 确定位置后 将法兰焊接在 CaCO3 输送仓 (25) 上盖上 用 M8×10 螺栓紧固 外套无纺布袋
6 、按现场实际需求 将料位计座 (32) 确定位置后 将料位计座 (32) 焊接在 CaCO3 输送仓 (25) 上 然后安装上阻旋料位计
7 、按现场实际需求 将 Φ300 钢管 (29) 确定位置后 焊接在 CaCO3 输送仓 (25) 上盖上 用 Φ300 布袋 (B3) 与钙粉真空上料机
(23) 下料口连接 再用 DN300 卡箍锁紧
8 、将 1 立方倒料站 (2) 按布置图摆放到位
9 、钙粉真空上料机 (10) 进料口与 1 立方倒料站 (2) 下方出料口用硬管现场连接
10 、将 11kw 罗茨风机 (B4) 按客户要求摆放至指定区域
11 、钙粉真空上料机 (10) 吸气口与 11kw 罗茨风机 (B4) 吸风口用硬管现场连接 。
28.
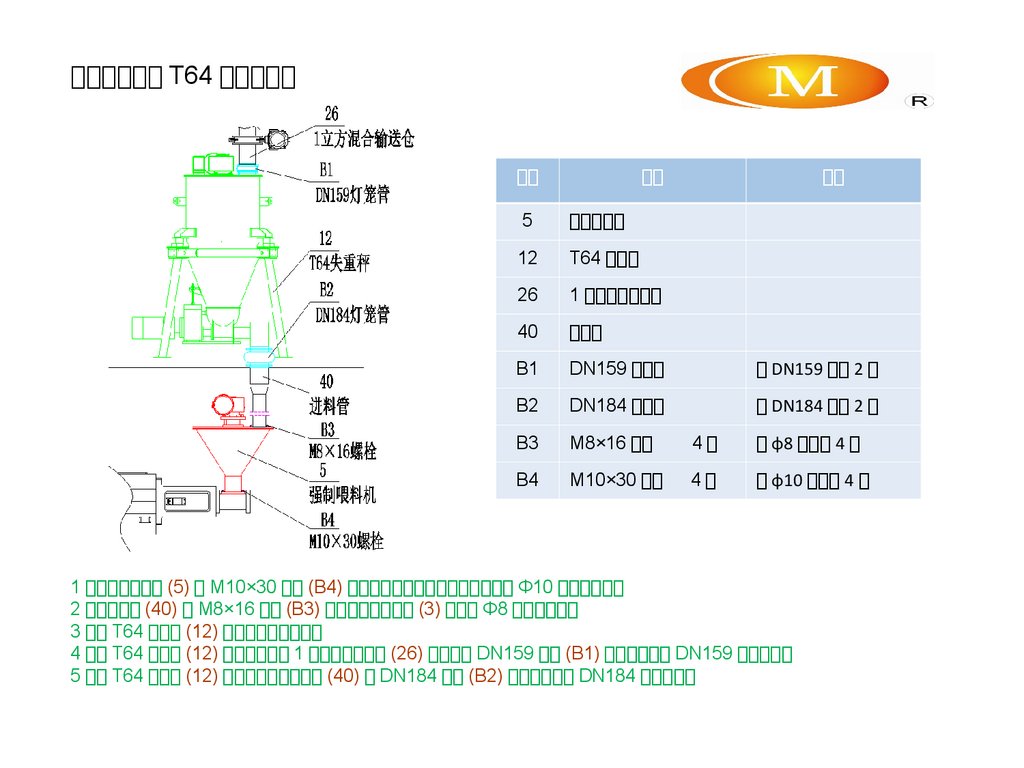
强制喂料机及 T64 失重秤组装序号
名称
备注
5
强制喂料机
12
T64 失重秤
26
1 立方混合输送仓
40
进料管
B1
DN159 灯笼管
配 DN159 卡箍 2 件
B2
DN184 灯笼管
配 DN184 卡箍 2 件
B3
M8×16 螺栓
4套
配 φ8 平垫圈 4 件
B4
M10×30 螺栓
4套
配 φ10 平垫圈 4 件
1 、将强制喂料机 (5) 用 M10×30 螺栓 (B4) 安装于双螺杆主机主进料口上 加 Φ10 平垫圈拧紧。
2 、将进料管 (40) 用 M8×16 螺栓 (B3) 安装于强制喂料机 (3) 上 加 Φ8 平垫圈拧紧。
3 、将 T64 失重秤 (12) 按布置图摆放到位。
4 、将 T64 失重秤 (12) 上端进料口与 1 立方混合输送仓 (26) 下料口用 DN159 灯笼 (B1) 管连接 再用 DN159 卡箍锁紧。
5 、将 T64 失重秤 (12) 下端出料口与进料管 (40) 用 DN184 灯笼 (B2) 管连接 再用 DN184 卡箍锁紧。
29.
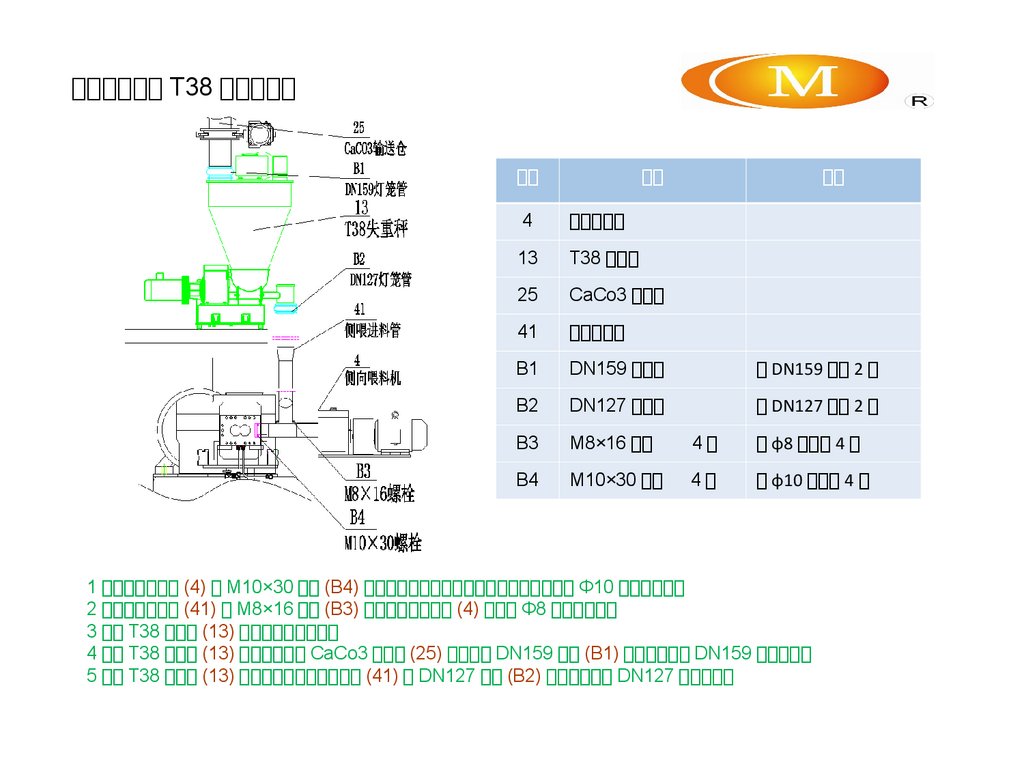
侧向喂料机及 T38 失重秤组装序号
名称
备注
4
侧向喂料机
13
T38 失重秤
25
CaCo3 输送仓
41
侧喂进料管
B1
DN159 灯笼管
配 DN159 卡箍 2 件
B2
DN127 灯笼管
配 DN127 卡箍 2 件
B3
M8×16 螺栓
4套
配 φ8 平垫圈 4 件
B4
M10×30 螺栓
4套
配 φ10 平垫圈 4 件
1 、将侧向喂料机 (4) 用 M10×30 螺栓 (B4) 安装于双螺杆主机第六节侧喂机筒侧面 加 Φ10 平垫圈拧紧
2 、将侧喂进料管 (41) 用 M8×16 螺栓 (B3) 安装于侧向喂料机 (4) 上 加 Φ8 平垫圈拧紧
3 、将 T38 失重秤 (13) 按布置图摆放到位
4 、将 T38 失重秤 (13) 上端进料口与 CaCo3 输送仓 (25) 下料口用 DN159 灯笼 (B1) 管连接 再用 DN159 卡箍锁紧
5 、将 T38 失重秤 (13) 下端出料口与侧喂进料管 (41) 用 DN127 灯笼 (B2) 管连接 再用 DN127 卡箍锁紧。
30.
强制喂料机和侧向喂料机31.
二、 X19-11-10A 双螺杆主机安装部分双螺杆主机三维图片
32.
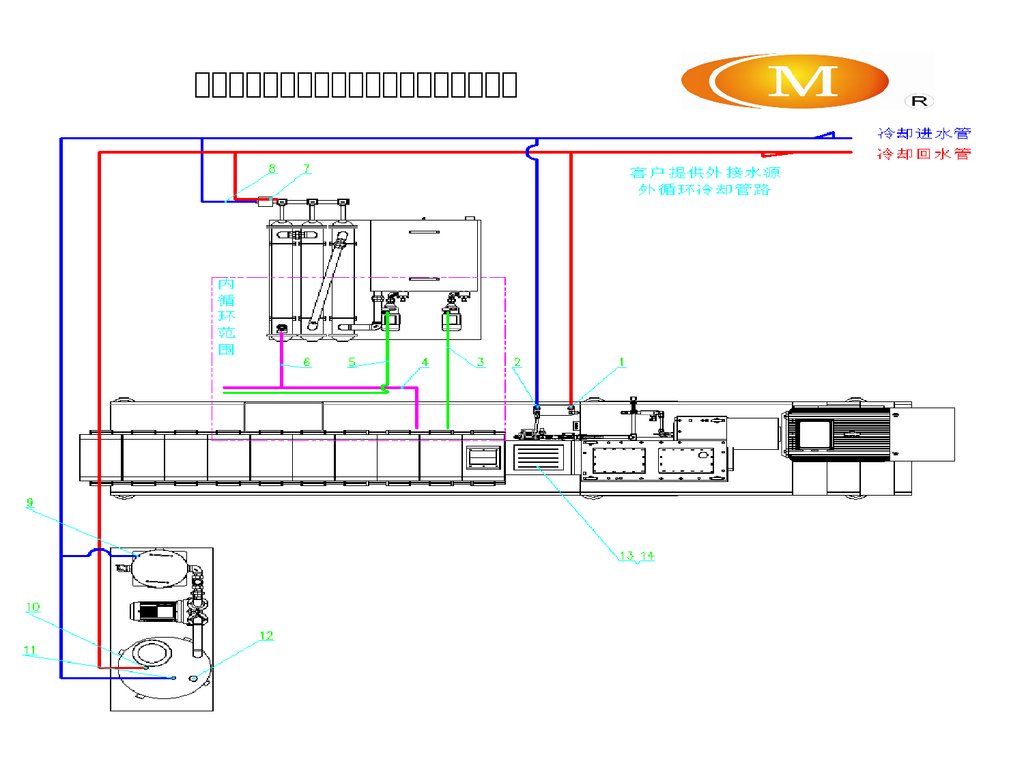
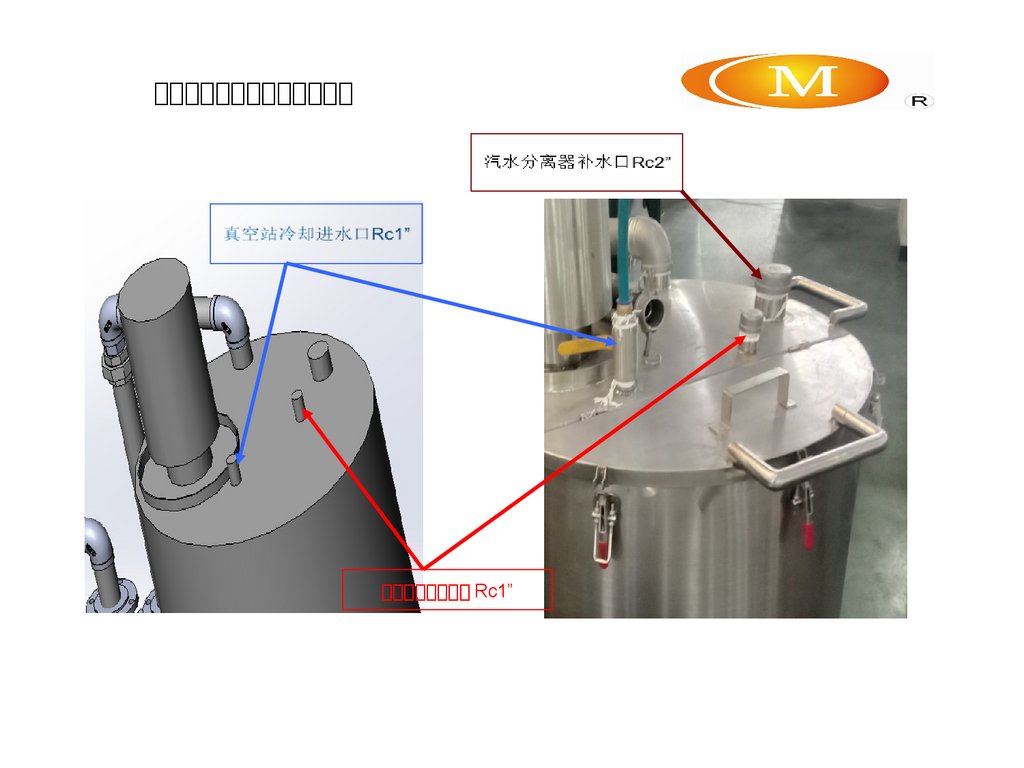
双螺杆机组内、外冷却循环接口位置示意图33.
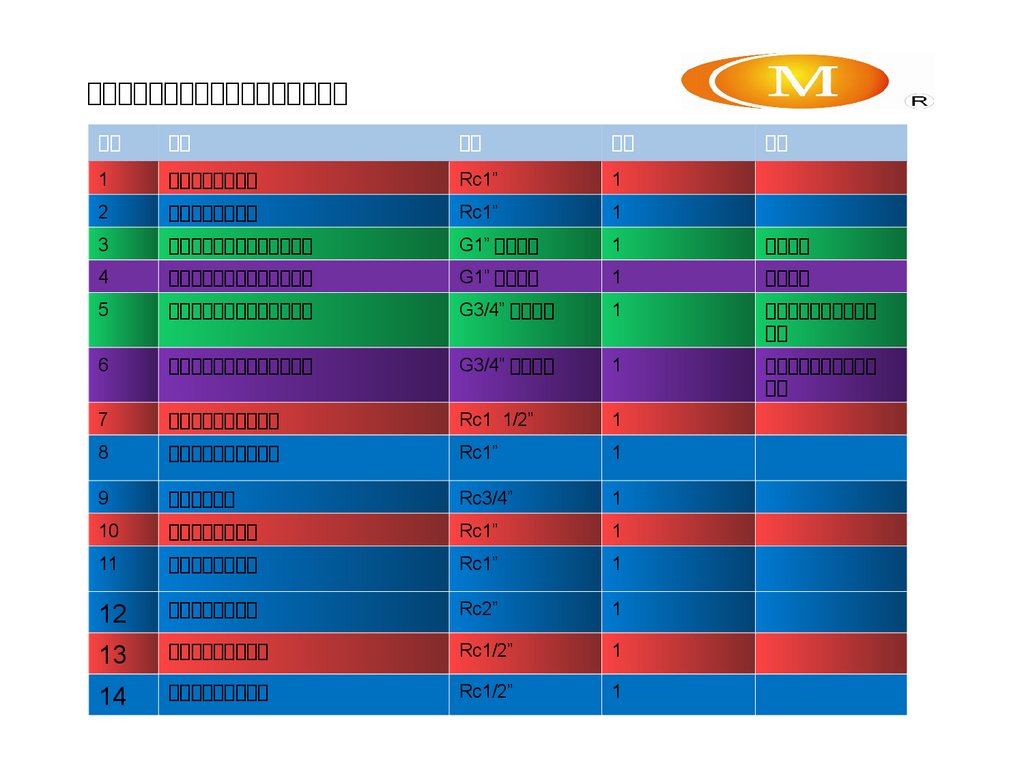
双螺杆机组内、外冷却循环接口明细表序号
名称
尺寸
数量
备注
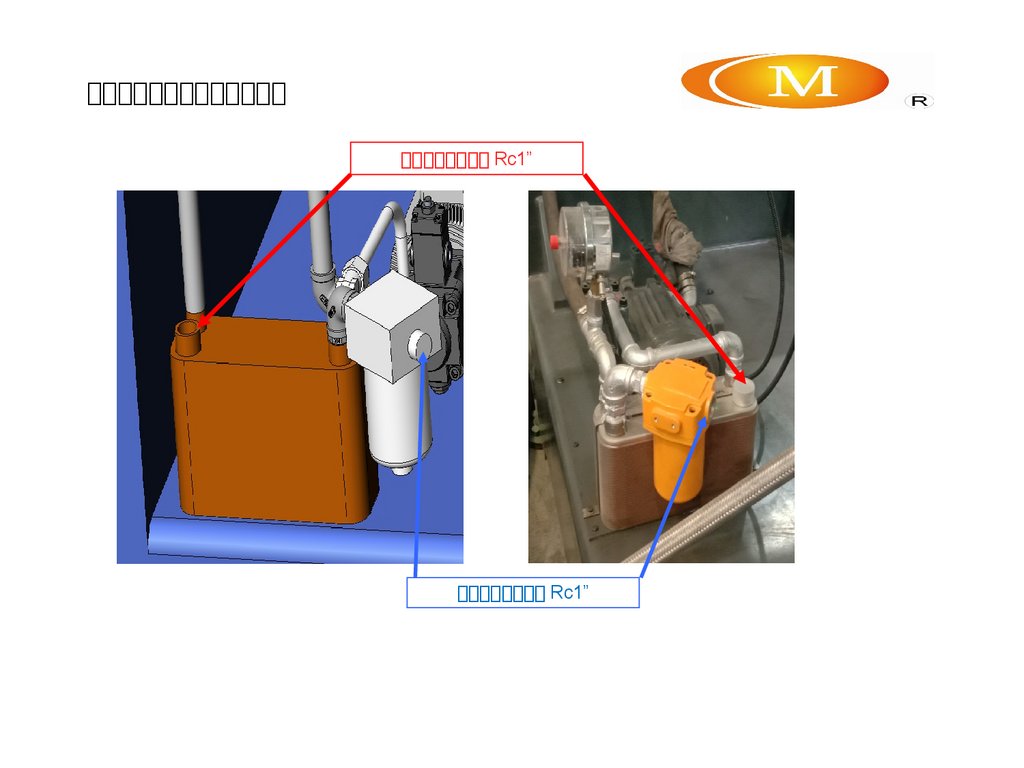
1
油循环冷却回水孔
Rc1”
1
2
油循环冷却进水口
Rc1”
1
3
上阶双螺杆内循环冷却进水管
G1” 金属软管
1
诚盟提供
4
上阶双螺杆内循环冷却回水管
G1” 金属软管
1
诚盟提供
5
下阶单螺杆内循环冷却进水管
G3/4” 金属软管
1
诚盟提供 与单螺杆相
连
6
下阶单螺杆内循环冷却回水管
G3/4” 金属软管
1
诚盟提供 与单螺杆相
连
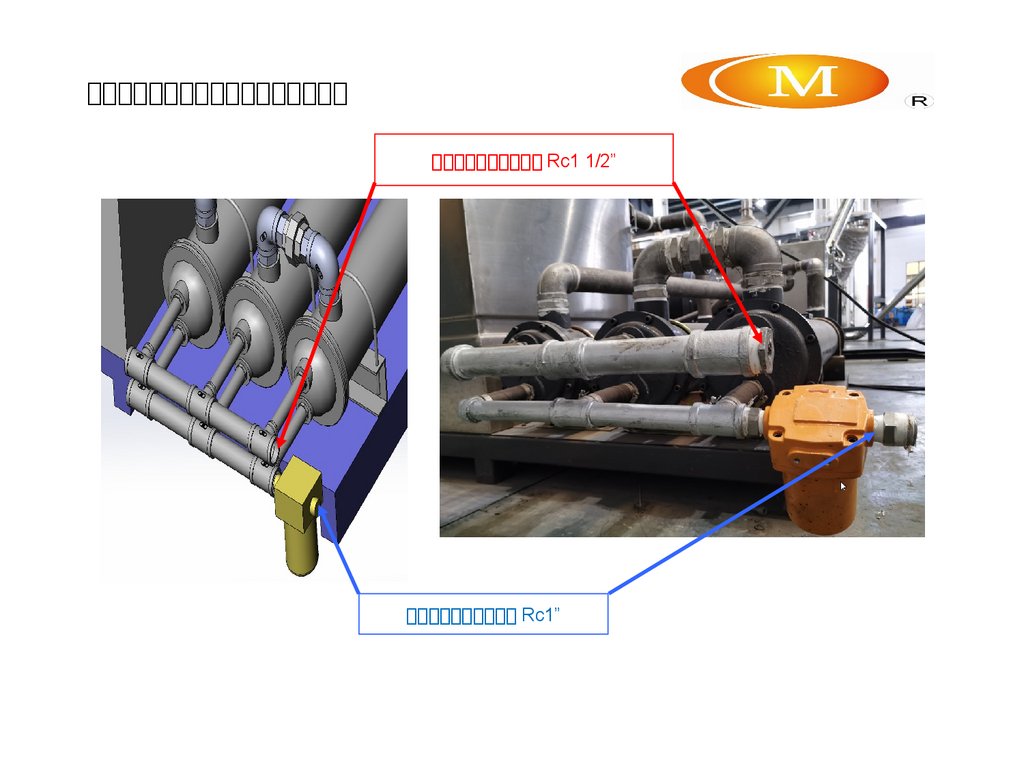
7
水站外循环冷却回水口
Rc1 1/2”
1
8
水站外循环冷却进水口
Rc1”
1
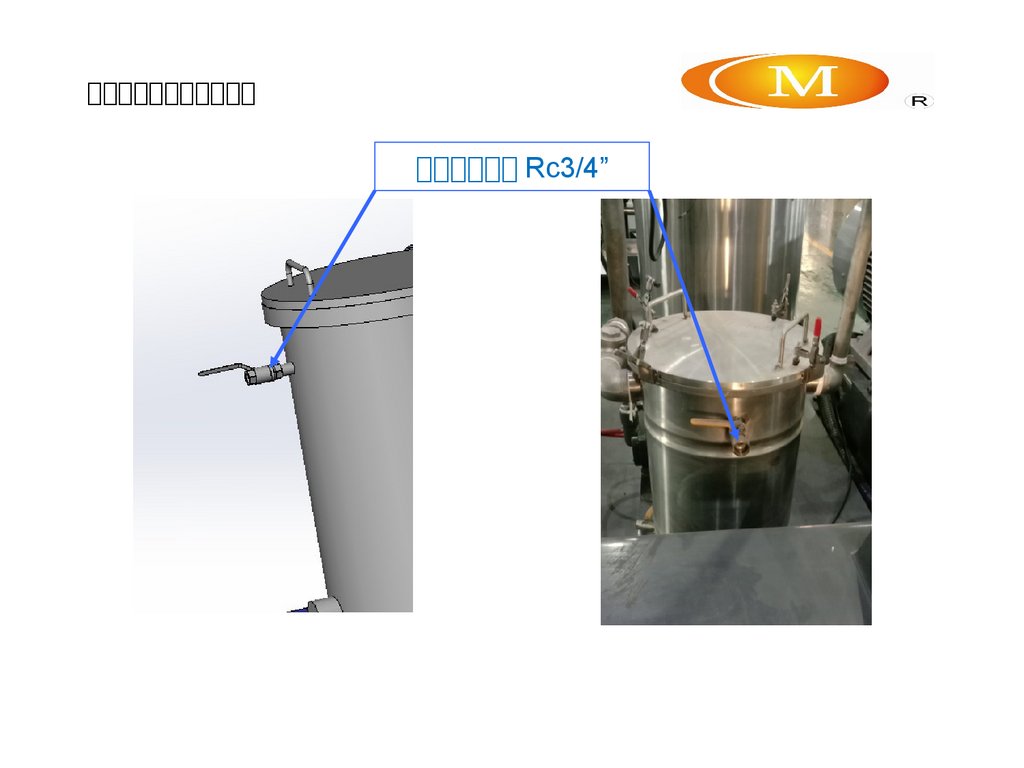
9
真空站补水口
Rc3/4”
1
10
真空站冷却回水口
Rc1”
1
11
真空站冷却进水口
Rc1”
1
12
汽水分离器补水口
Rc2”
1
13
芯轴水模温机进水口
Rc1/2”
1
14
芯轴水模温机回水口
Rc1/2”
1
34.
油循环冷却进、回水接口图片油循环冷却回水口 Rc1”
油循环冷却进水口 Rc1”
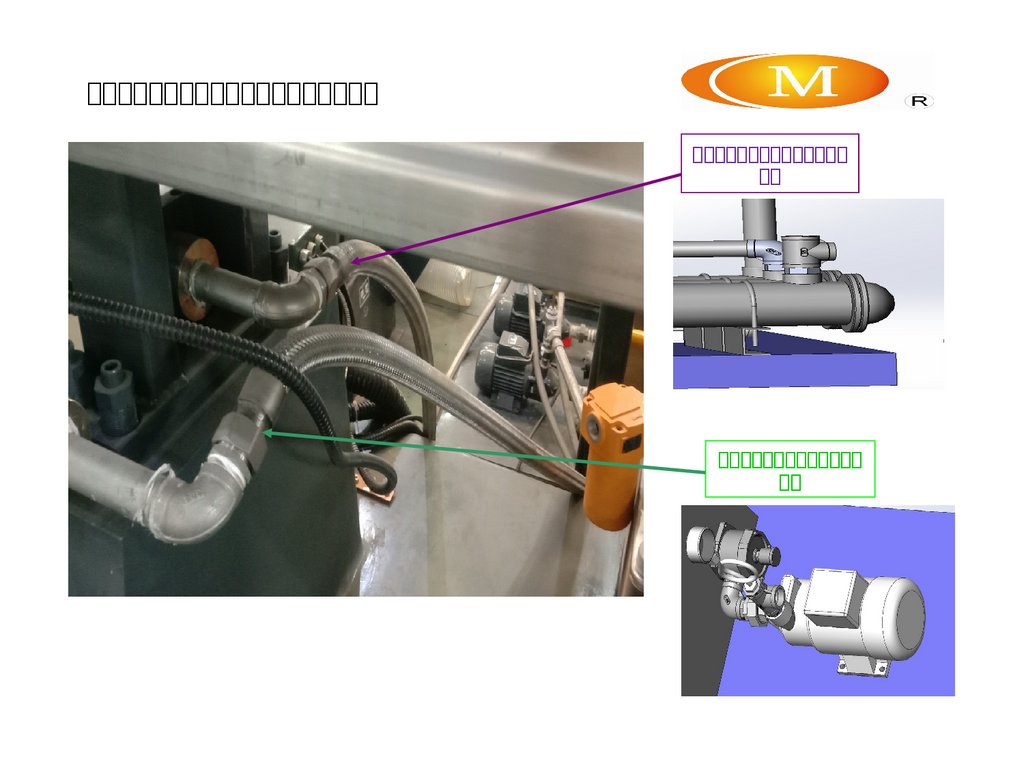
35.
双螺杆机组内循环冷却进、回水管接口图片内循环冷却回水管 与冷却器相
连
内循环冷却进水管 与水泵相
连
36.
水站外循环冷却进、回水管道接口图片水站外循环冷却回水口 Rc1 1/2”
水站外循环冷却进水口 Rc1”
37.
真空站补水管道接口图片真空站补水口 Rc3/4”
38.
真空站冷却进、回水接口图片真空站冷却回水口 Rc1”
39.
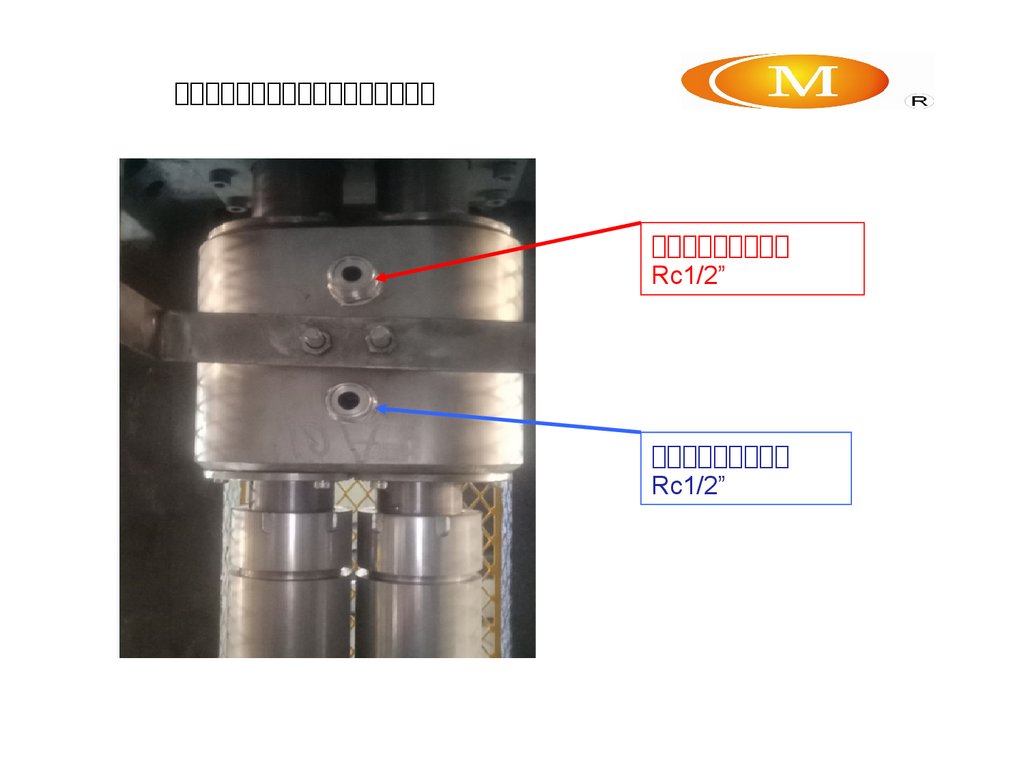
双螺杆芯轴水模温机进、回水接口图片芯轴通水加温进水口
Rc1/2”
芯轴通水加温回水口
Rc1/2”
40.
1 、此次安装所有螺纹均为管牙密封螺纹 安装前需在外螺纹处缠绕生料带 以加强密封。2 、连接若有高低差 需遵循低进高回原则。
3 、所有热交换器进水口前已配有过滤装置 为保障机器正常使用 请严格按照保养手册定期
清洗或更换滤芯。
4 、布置图以客户实际布置为准。
41.
三、 X19-11-10A 单螺杆主机安装部分单螺杆主机三维图片
42.
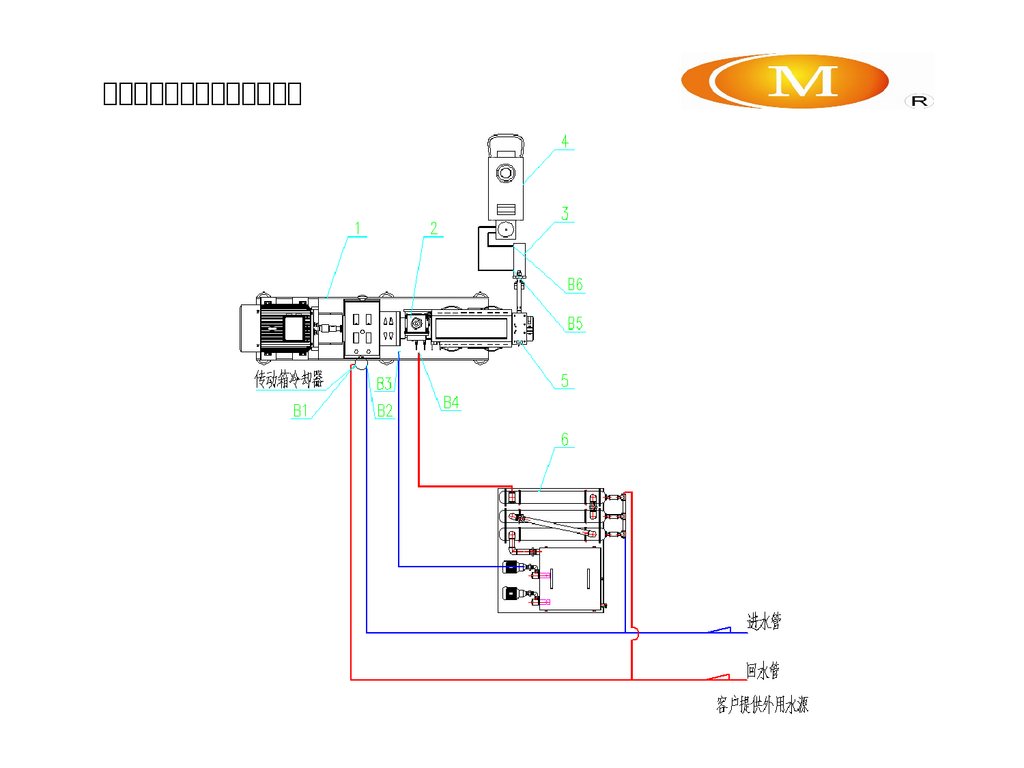
单螺杆主机水循环系统连接图43.
单螺杆主机组装图零件明细序号
名称
1
备注
序号
名称
备注
SE200 单螺杆主机
B3
内循环冷却进水口
Rc3/4”( 金属软管诚盟提供 )
2
单双连接体
B4
内循环冷却回水口
Rc3/4”( 金属软管诚盟提供 )
3
油缸
B5
油缸进油口
M30x1.5 高压油管诚盟提供 2 件
4
液压站
B6
油缸回油口
M30x1.5 高压油管诚盟提供 2 件
5
机头模具
6
内循环水站
与双螺杆主机共用
B1
传动箱油冷却器回水口
3/4”
B2
传动箱油冷却器进水口
3/4”
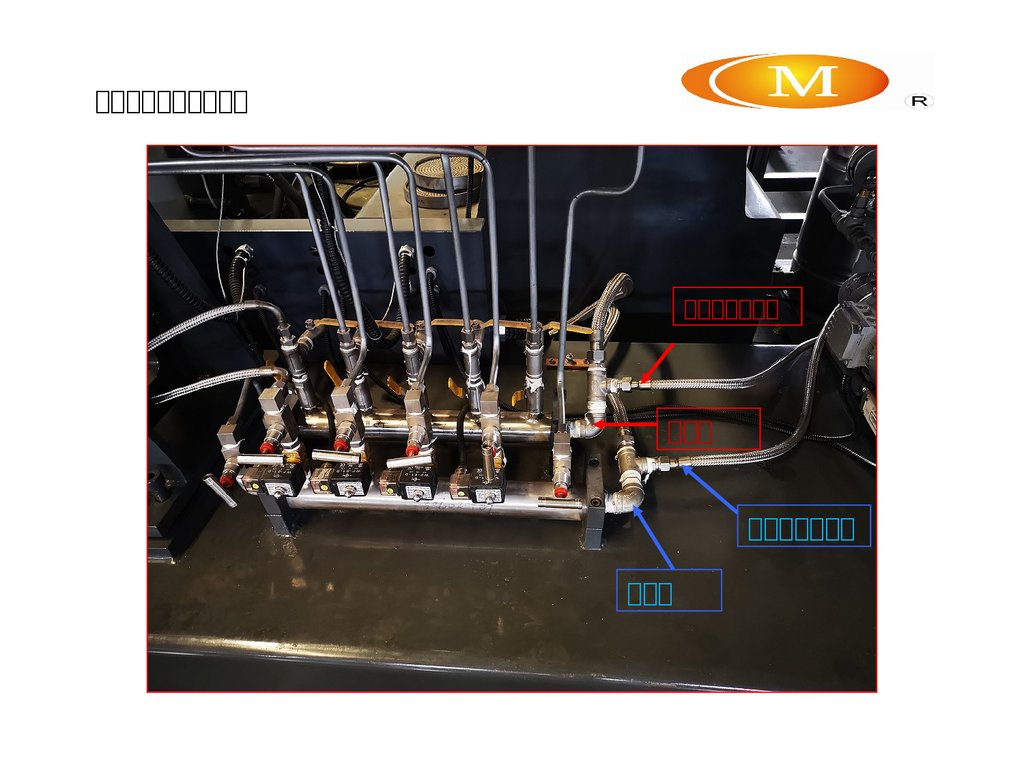
44.
筒体冷却管道连接图片芯轴冷却回水管
回水管
芯轴冷却进水管
进水管
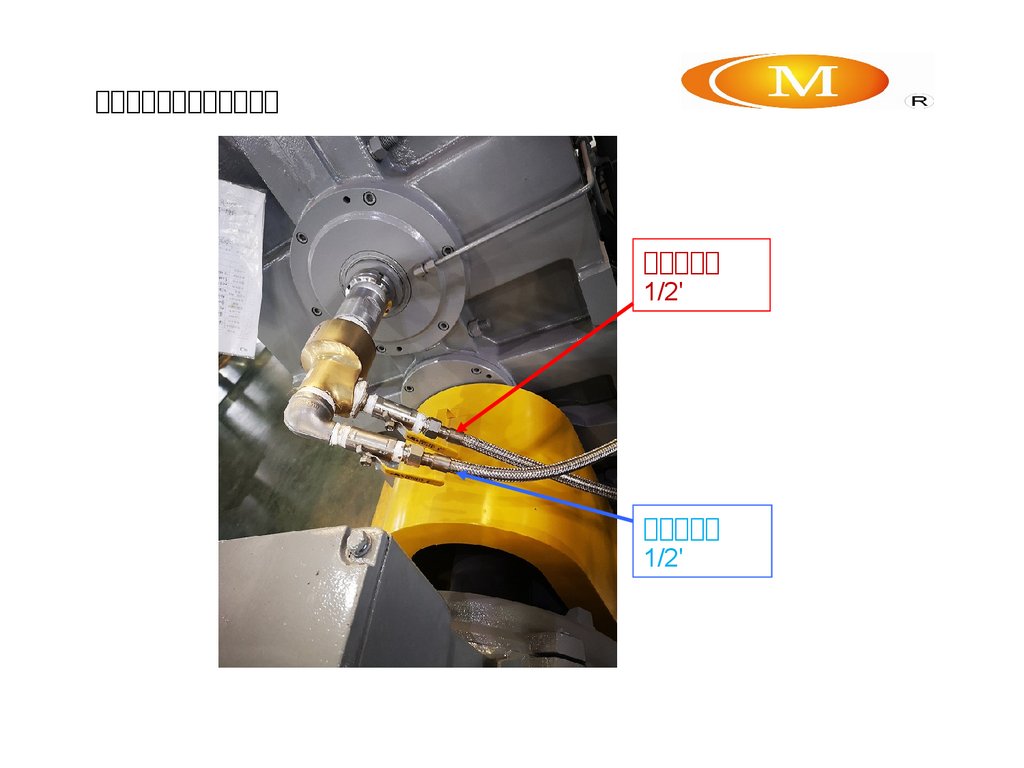
45.
单螺杆芯轴冷却管连接图片芯轴回水管
1/2'
芯轴进水管
1/2'
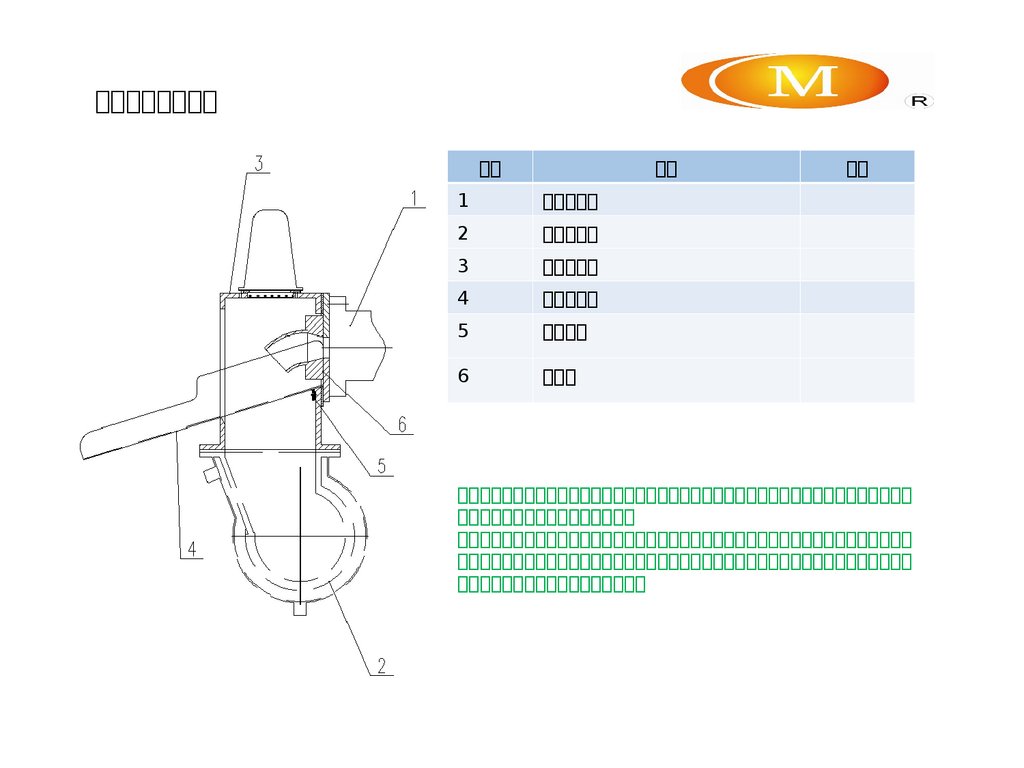
46.
换网器液压站、油缸管路连接图片47.
单双连接体组装图序号
名称
1
双螺杆主机
2
单螺杆主机
3
单双连接体
4
试机接料盒
5
圆形强磁
6
象鼻子
备注
安装方法 将单双连接体上门板打开 将试机接料盒通过门板打开的孔放入 搭在连接体两侧
上 通过强磁吸附在连接体的一侧。
用途 试机时将双螺杆开始一段不合格的物料排出 通过试机接料盒直接接受 以免排到单螺
杆中。当双螺杆产出物料稳定时候 及时撤掉接料盒 物料就可以自然下落到单螺杆中 再将
单双连接体门板合上 侧面搭扣锁死。
48.
四、 X19-11-10A 切粒系统安装部分切粒机系统三维组装图
江苏诚盟装备股份有限公司
49.
切粒机系统组装图江苏诚盟装备股份有限公司
50.
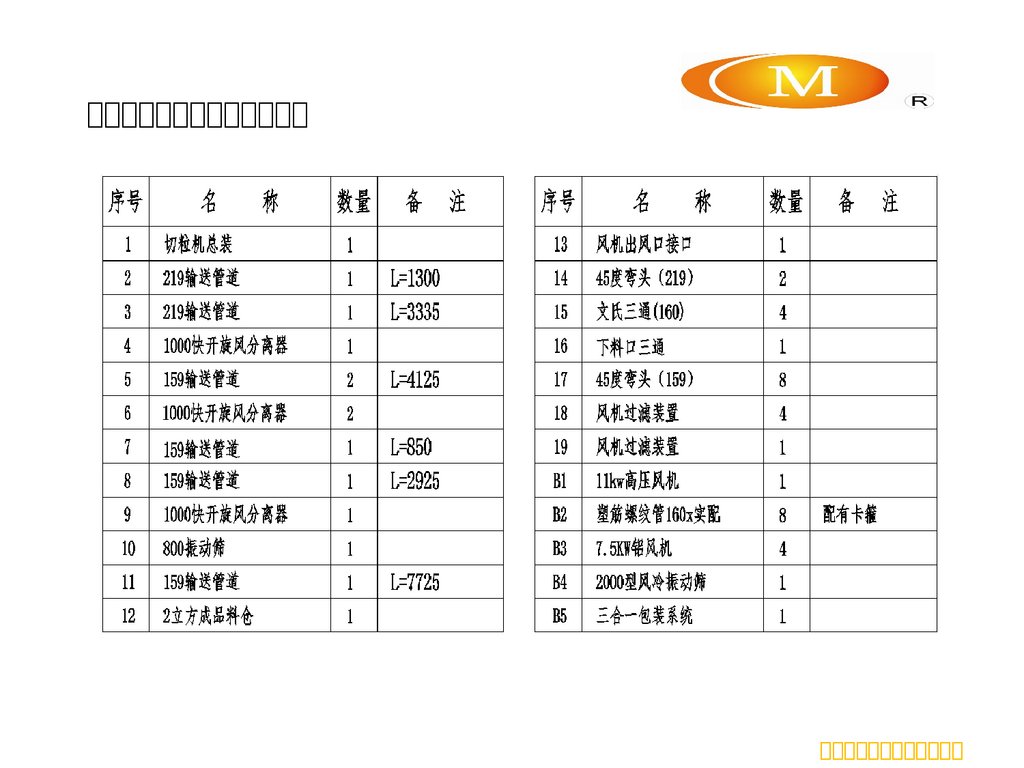
切粒机系统组装图零部件清单江苏诚盟装备股份有限公司
51.
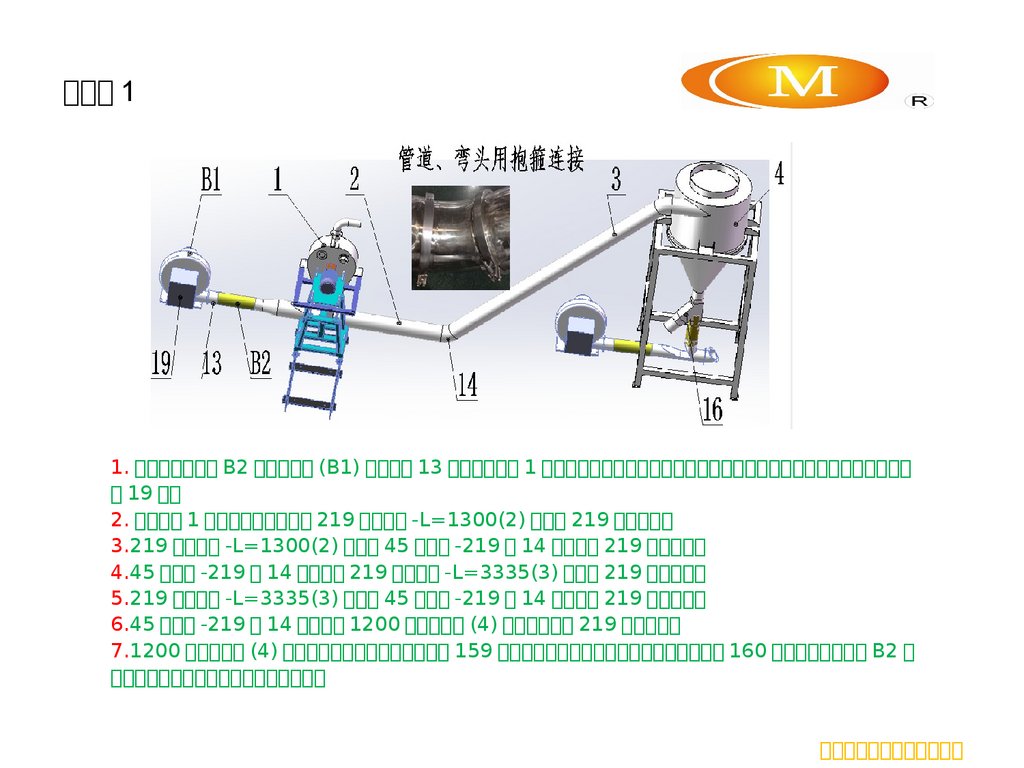
组装图 11. 用塑筋波纹管 B2 连接风机 (B1) 出风口 13 和切粒机 1 三通进风口 两端分别用卡箍锁紧 不得漏风 风机配风机过滤装置
19 。
2. 切粒机 1 三通出料口法兰和 219 输送管道 -L=1300(2) 法兰用 219 抱箍连接
3.219 输送管道 -L=1300(2) 法兰和 45 度弯头 -219 14 法兰用 219 抱箍连接
4.45 度弯头 -219 14 法兰和 219 输送管道 -L=3335(3) 法兰用 219 抱箍连接
5.219 输送管道 -L=3335(3) 法兰和 45 度弯头 -219 14 法兰用 219 抱箍连接
6.45 度弯头 -219 14 法兰和 1200 旋风分离器 (4) 进料口法兰用 219 抱箍连接
7.1200 旋风分离器 (4) 出料口法兰和下料口三通法兰用 159 抱箍连接 下料口三通出料口与文氏三通 160 用塑筋波纹管 B2
连接 两端分别用卡箍锁紧 不得漏风。
江苏诚盟装备股份有限公司
52.
组装图 1 图片江苏诚盟装备股份有限公司
53.
组装图 21. 用塑筋波纹管 B2 连接风机 (B3) 出风口和文氏三通 15 进风口 两端分别用卡箍锁紧 不得漏风 风机配风机过滤装置 18 。
2. 文氏三通 (15) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
3.45 度弯头 -159 17 法兰和 159 输送管道 -L=4125(5) 法兰用 159 抱箍连接
4.159 输送管道 -L=4125(5) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
5.45 度弯头 -159 17 法兰和 1200 旋风分离器 (6) 进料口法兰用 159 抱箍连接
6.1200 旋风分离器 (6) 出料口法兰和振动筛 B4 用塑筋波纹管 B2 连接 上端用卡箍锁紧。
江苏诚盟装备股份有限公司
54.
组装图 2 图片江苏诚盟装备股份有限公司
55.
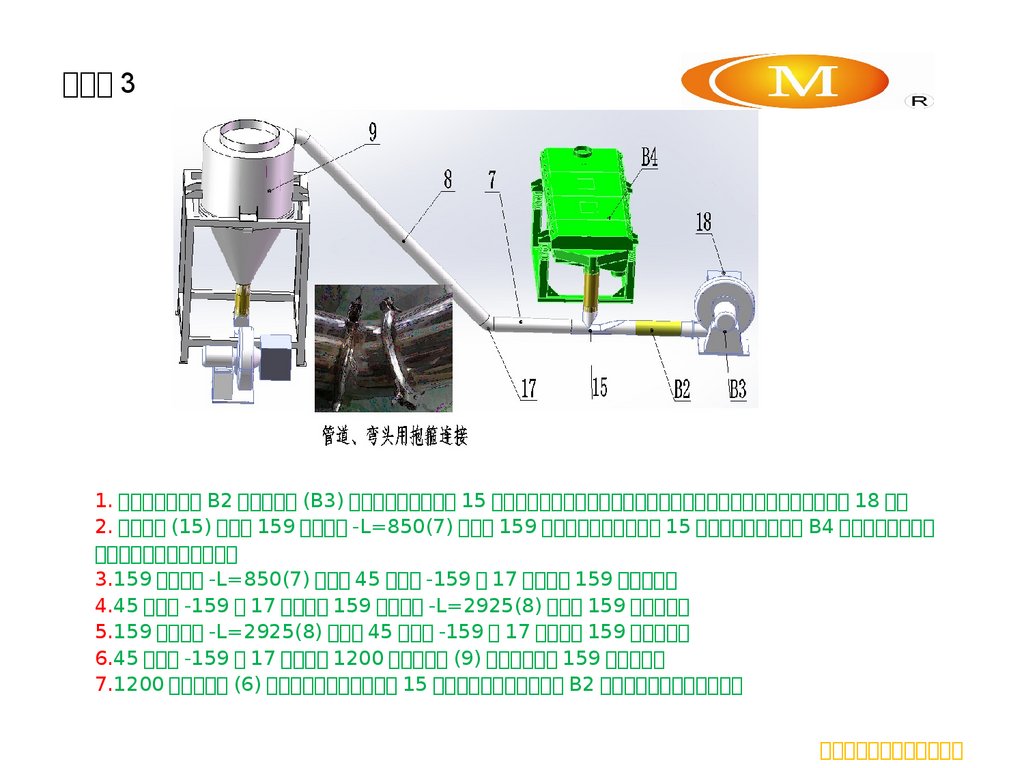
组装图 31. 用塑筋波纹管 B2 连接风机 (B3) 出风口和文氏三通 15 进风口 两端分别用卡箍锁紧 不得漏风 风机配风机过滤装置 18 。
2. 文氏三通 (15) 法兰和 159 输送管道 -L=850(7) 法兰用 159 抱箍连接 文氏三通 15 进料口与振动筛 B4 用塑筋波纹管连
接 两端分别用卡箍锁紧。
3.159 输送管道 -L=850(7) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
4.45 度弯头 -159 17 法兰和 159 输送管道 -L=2925(8) 法兰用 159 抱箍连接
5.159 输送管道 -L=2925(8) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
6.45 度弯头 -159 17 法兰和 1200 旋风分离器 (9) 进料口法兰用 159 抱箍连接
7.1200 旋风分离器 (6) 出料口法兰和文氏三通 15 进料口用塑筋波纹管 B2 连接 两端用卡箍锁紧。
江苏诚盟装备股份有限公司
56.
组装图 3 图片江苏诚盟装备股份有限公司
57.
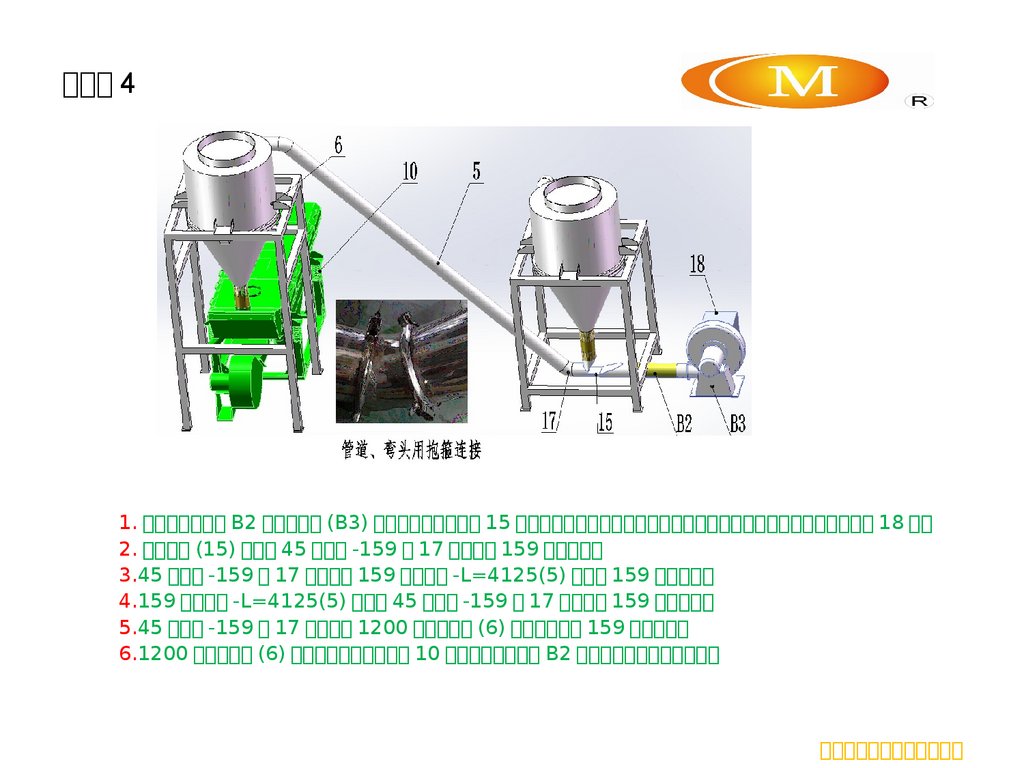
组装图 41. 用塑筋波纹管 B2 连接风机 (B3) 出风口和文氏三通 15 进风口 两端分别用卡箍锁紧 不得漏风 风机配风机过滤装置 18 。
2. 文氏三通 (15) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
3.45 度弯头 -159 17 法兰和 159 输送管道 -L=4125(5) 法兰用 159 抱箍连接
4.159 输送管道 -L=4125(5) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
5.45 度弯头 -159 17 法兰和 1200 旋风分离器 (6) 进料口法兰用 159 抱箍连接
6.1200 旋风分离器 (6) 出料口法兰和振动筛 10 用塑筋波纹管 B2 连接 上端用卡箍锁紧。
江苏诚盟装备股份有限公司
58.
组装图 4 图片江苏诚盟装备股份有限公司
59.
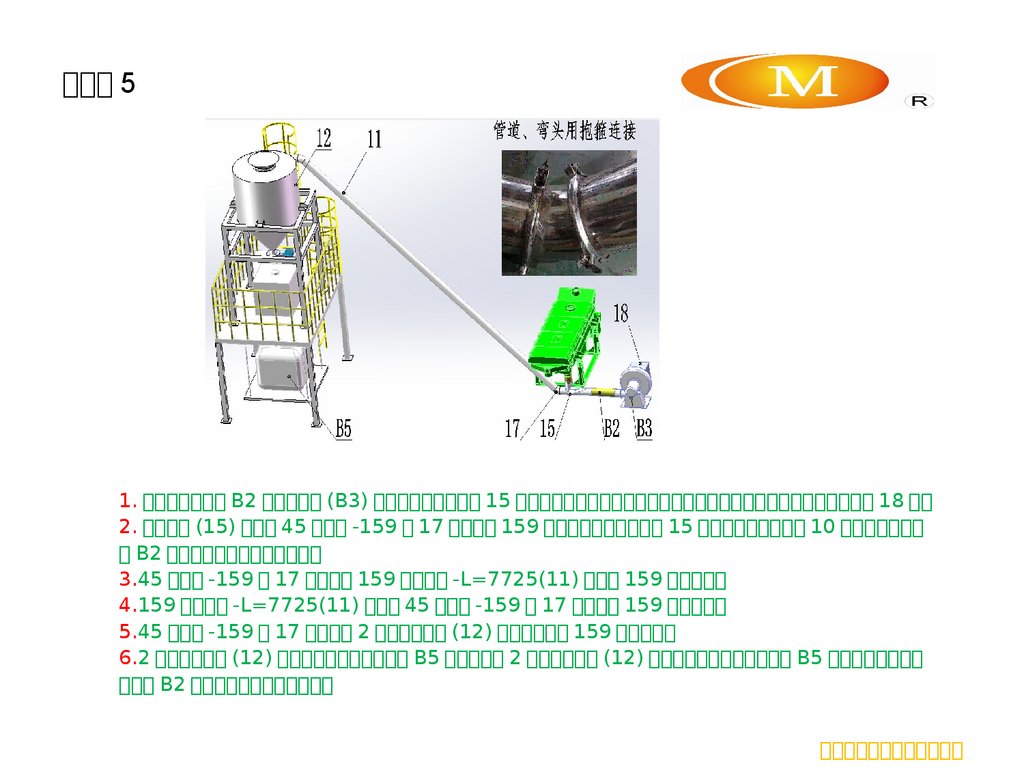
组装图 51. 用塑筋波纹管 B2 连接风机 (B3) 出风口和文氏三通 15 进风口 两端分别用卡箍锁紧 不得漏风 风机配风机过滤装置 18 。
2. 文氏三通 (15) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接 文氏三通 15 进料口与振动筛 10 用塑筋波纹管
B2 连接 两端分别用卡箍锁紧
3.45 度弯头 -159 17 法兰和 159 输送管道 -L=7725(11) 法兰用 159 抱箍连接
4.159 输送管道 -L=7725(11) 法兰和 45 度弯头 -159 17 法兰用 159 抱箍连接
5.45 度弯头 -159 17 法兰和 2 立方成品料仓 (12) 进料口法兰用 159 抱箍连接
6.2 立方成品料仓 (12) 安装在三合一包装系统 B5 钢架上 2 立方成品料仓 (12) 出料口和三合一包装系统 B5 进料口用塑筋波
纹管 B2 连接 两端用卡箍锁紧。
江苏诚盟装备股份有限公司
60.
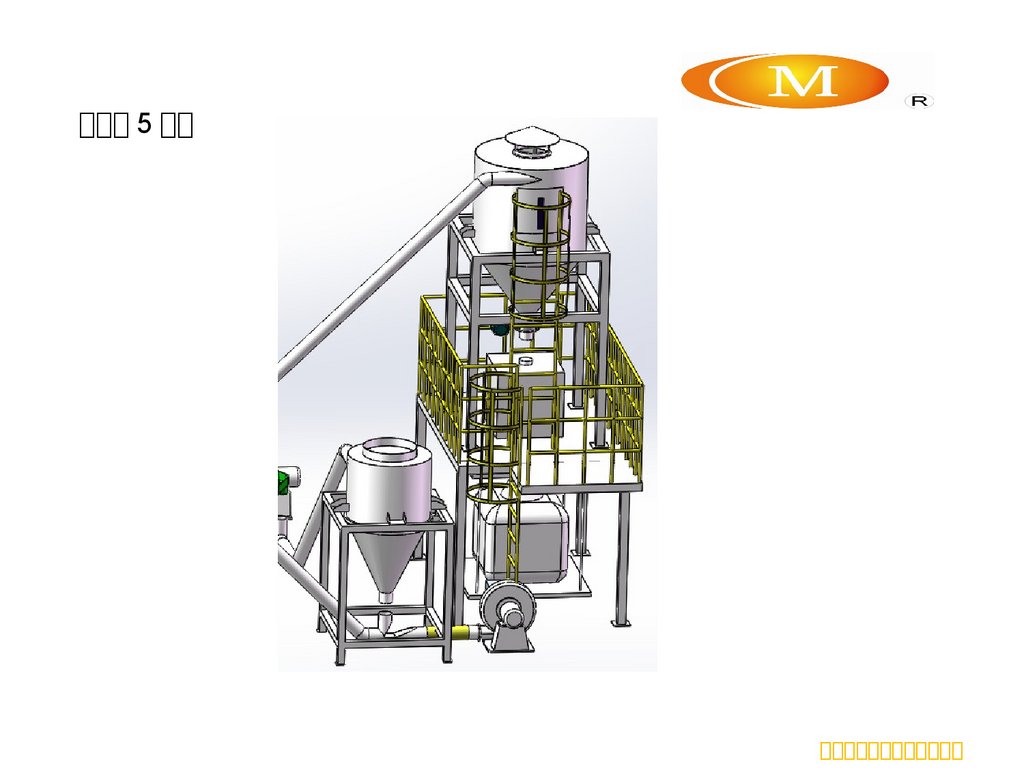
组装图 5 图片江苏诚盟装备股份有限公司
61.
安装注意事项1. 布置图以客户实际布置为准
2. 切粒机和主机中心高度必须调整一致
3. 风机与文氏三通之间及各连接处塑筋波纹管长度根据实际配置
4. 成品料仓上部排气口配有挡尘帽和滤网 配螺栓安装
5. 各螺栓及连接件连接紧固。
江苏诚盟装备股份有限公司