













































 management
managementSimilar presentations:






")



Производственный процесс
1. ТЕМА 2
ПРОИЗВОДСТВЕННЫЙПРОЦЕСС
2.
2.1 Производственный процесс:определение, виды, элементы
3.
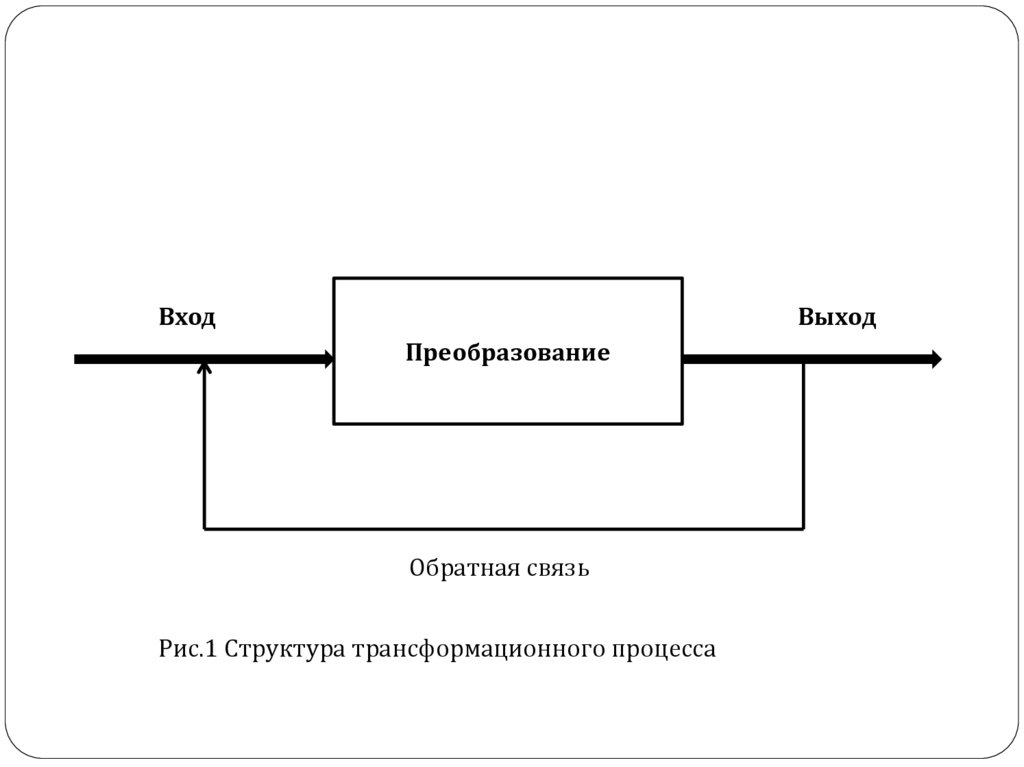
ВходВыход
Преобразование
Обратная связь
Рис.1 Структура трансформационного процесса
4.
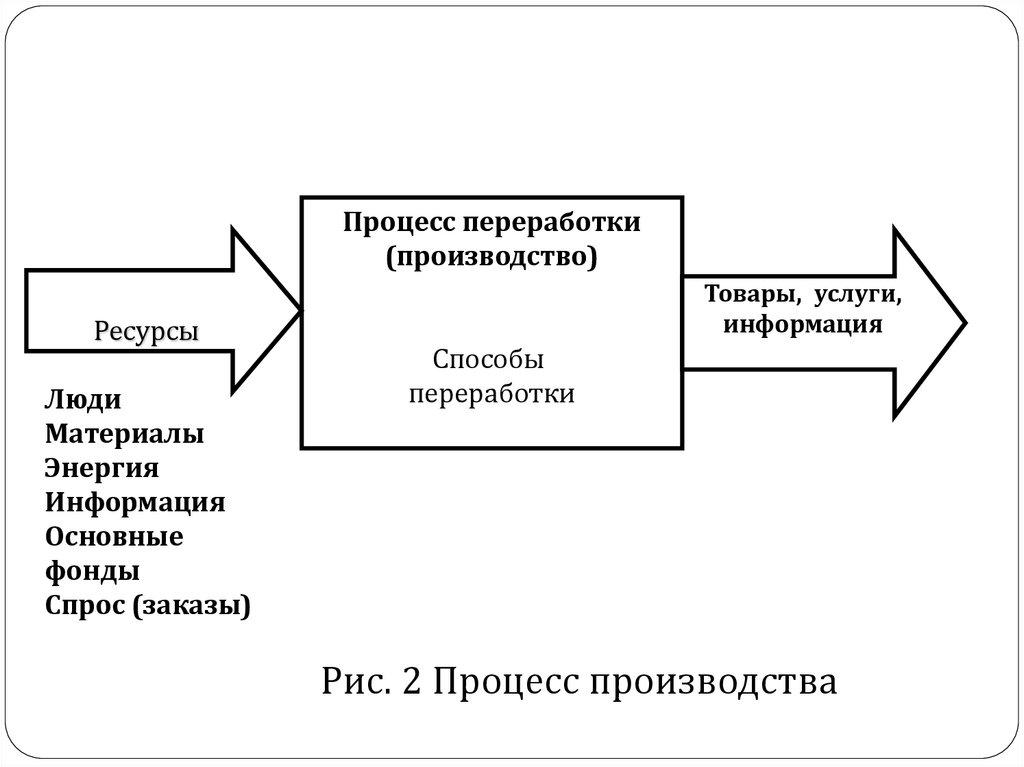
Процесс переработки(производство)
Ресурсы
Люди
Материалы
Энергия
Информация
Основные
фонды
Спрос (заказы)
Товары, услуги,
информация
Способы
переработки
Рис. 2 Процесс производства
5.
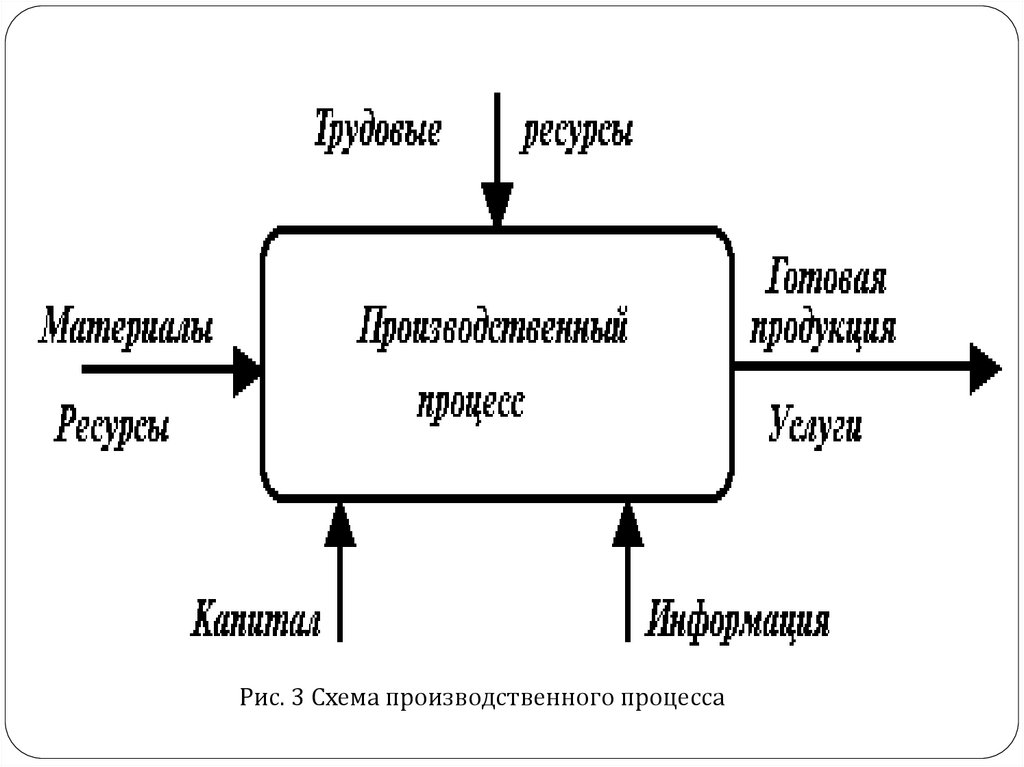
Рис. 3 Схема производственного процесса6.
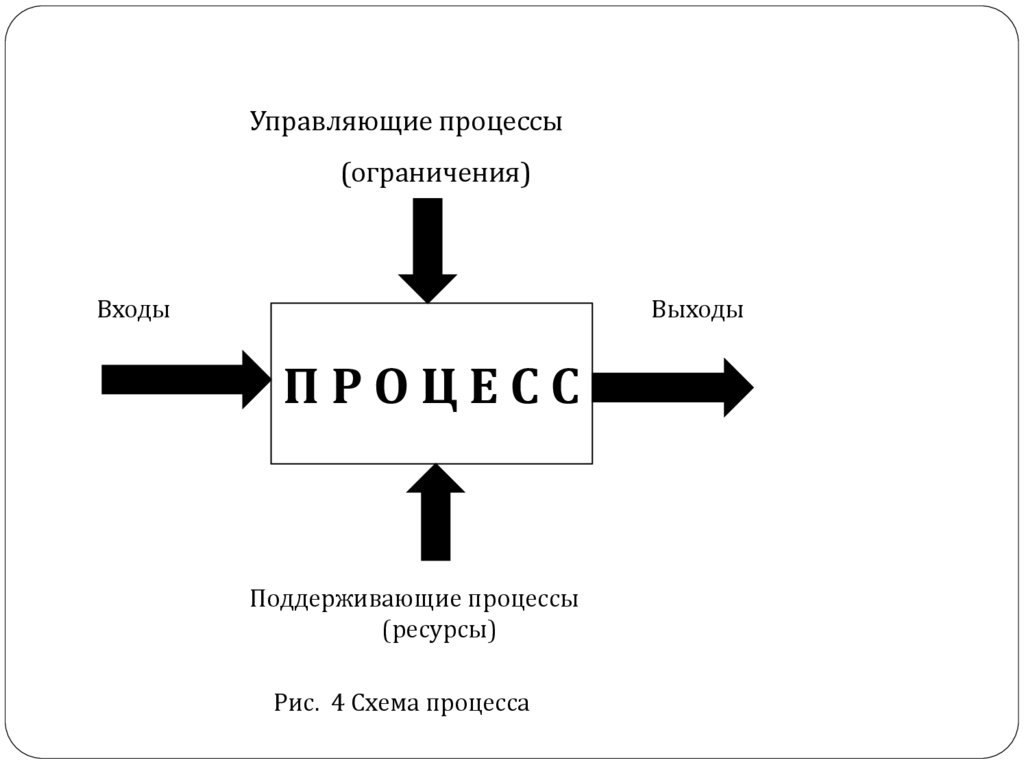
Управляющие процессы(ограничения)
Входы
Выходы
ПРОЦЕСС
Поддерживающие процессы
(ресурсы)
Рис. 4 Схема процесса
7.
8. Производственный процесс
9. Производственный процесс
10. Производственный процесс
11. Учебный процесс
12. Производство воды
13.
14.
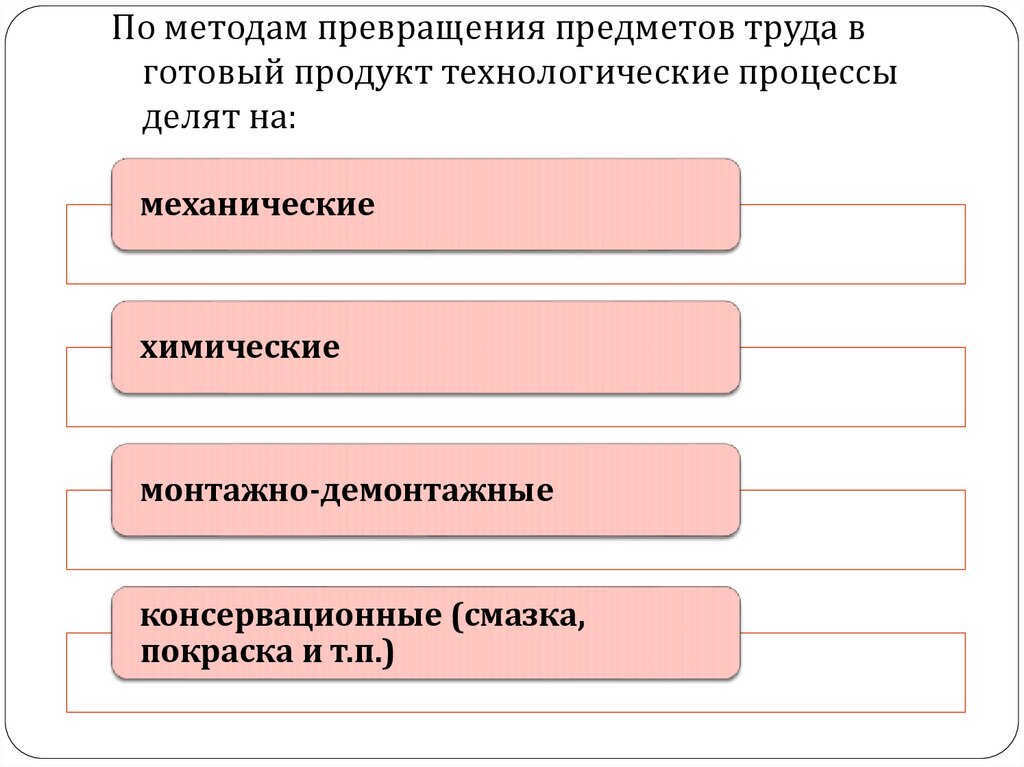
По методам превращения предметов труда вготовый продукт технологические процессы
делят на:
механические
химические
монтажно-демонтажные
консервационные (смазка,
покраска и т.п.)
15.
2.2 Классификация производственныхпроцессов
16.
17.
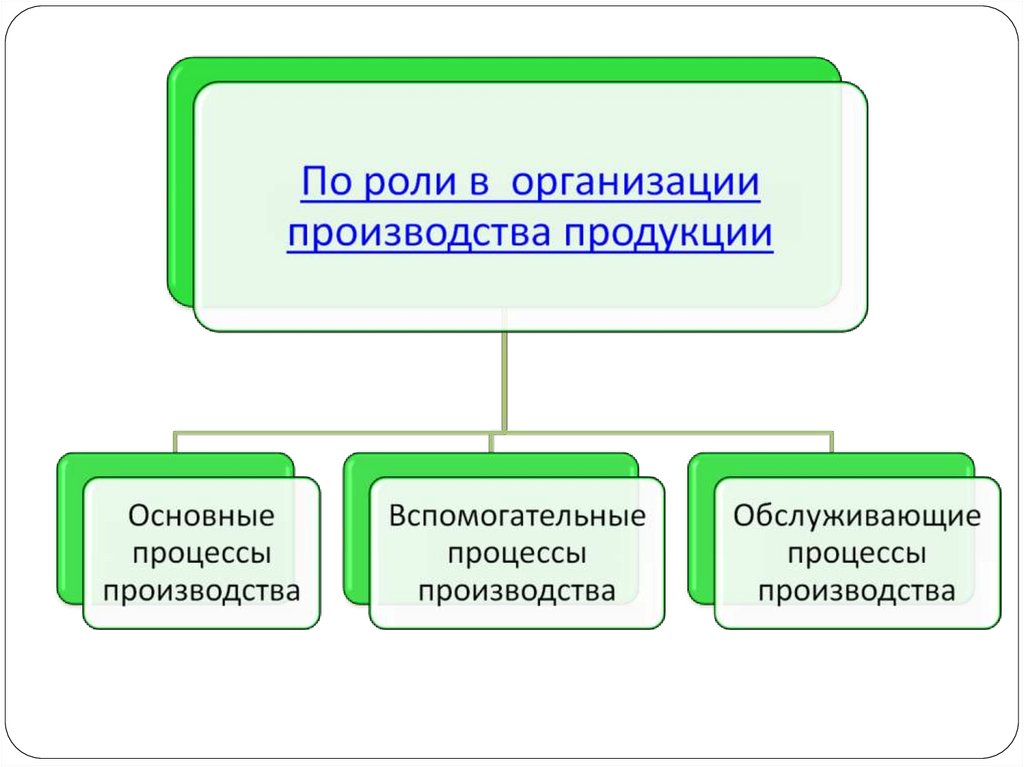
Основной процессСостав производ
ственных процессов
Вспомогательный
Обслуживающий
Основной процесс —
(организационно законченный
по изготовлению продукта) -часть производственного процесса труда,
при котором продукт труда подвергается
непосредственным физическим,
химическим или биологическим воздействиям
18. 2
Основной процесс2
Состав производ
ственных процессов
Вспомогательный
Обслуживающий
Вспомогательный процесс —
это часть производственного процесса труда,
при котором продукт труда не подвергается
непосредственным воздействиям,
но без которого
основной процесс производства
протекать не может.
.
19. 3
Основной процессСостав производ
ственных процессов
3
Вспомогательный
Обслуживающий
Обслуживающий процесс —
это часть производственного процесса труда,
который содействует
созданию продукта труда
и без которого основной
или вспомогательный процесс производства
протекать не может
20.
ВСПОМОГАТЕЛЬНЫЕ ПРОЦЕССЫОсновные
Подготовительные
процессы
(изготовительные)
Преобразующие
процессы
Заключительные
процессы
(сборочные)
процессы
ОБСЛУЖИВАЮЩИЕ ПРОЦЕССЫ
21.
По характерувоздействия на
предмет труда
Технологический
Естественный
22. 3
Состав производственных процессов
3
Технологический
Естественный
Технологический процесс —
Это изменение предмета труда под воздействием
живого труда (с участием человека)
23. 3
Состав производственных процессов
3
Технологический
Естественный
Естественный процесс —
это изменение физического состояния предмета
труда под влиянием сил природы; перерыв
в процессе труда
(без участия человека)
24.
По форме взаимосвязи со смежнымипроцессами
Аналитические
Синтетические
Прямые
25. 2
Аналитические2
Состав производ
ственных процессов
Синтетические
Прямые
Аналитический процесс —
это первичная обработка (расчленение) комплексного
сырья (нефть, руда, молоко и т.д.) и получение различных
продуктов, поступающих
в различные процессы последующей переработки
.
26. 2
Аналитические2
Состав производ
ственных процессов
Синтетические
Прямые
Синтетический процесс —
это первичная обработка (расчленение) комплексного
сырья (нефть, руда, молоко и т.д.) и получение различных
продуктов, поступающих
в различные процессы последующей переработки
.
27. 2
Аналитические2
Состав производ
ственных процессов
Синтетические
Прямые
Прямой процесс —
это создание из одного вида материала
полуфабрикатов или готового продукта
.
28.
По характеруиспользуемого
оборудования
Аппаратурные
(замкнутые)
Открытые
(локальные)
29. 3
Состав производственных процессов
3
Аппаратурные (замкнутые)
Открытые (локальные)
Аппаратурные (замкнутые) процессы —
это управление и обслуживание специальных
агрегатов (аппаратов, ванн, печей)
30. 3
Состав производственных процессов
3
Аппаратурные (замкнутые)
Открытые (локальные)
Открытые (локальные) процессы —
это обработка предметов труда с помощью
набора инструментов и механизмов
31.
По уровню механизацииРучные
Машинноручные
Машинные
Автоматизир
ованные
Комплексноавтоматизир
ованные
32. 2
Ручные2
Состав производ
ственных процессов
Машинно-ручные
Машинные
Автоматизированные
Комплексно-автоматизированные
Ручной процесс —
протекает без применения машин, механизмов
и механизированного инструмента
.
33. 2
Ручные2
Состав производ
ственных процессов
Машинно-ручные
Машинные
Автоматизированные
Комплексно-автоматизированные
Машинно-ручной процесс —
протекает с помощью машин и механизмов
при обязательном участии рабочего
.
34. 2
Ручные2
Состав производ
ственных процессов
Машинно-ручные
Машинные
Автоматизированные
Комплексно-автоматизированные
Машинный процесс —
протекает на машинах, станках и механизмах
при ограниченном участии рабочего
.
35. 2
Ручные2
Состав производ
ственных процессов
Машинно-ручные
Машинные
Автоматизированные
Комплексно-автоматизированные
Автоматизированный процесс —
Протекает на машинах-автоматах, где рабочий ведёт
контроль и управление ходом производства
.
36. 2
Ручные2
Состав производ
ственных процессов
Машинно-ручные
Машинные
Автоматизированные
Комплексно-автоматизированные
Комплексно-автоматизированный процесс —
наряду с автоматическим производством осуществляется
автоматическое оперативное управление
.
37.
По масштабу производства однороднойпродукции
Массовые
Серийные
Единичные
38. 2
Массовые2
Состав производ
ственных процессов
Серийные
Единичные
Массовые процессы —
большой масштаб выпуска однородной
продукции
.
39. 2
Массовые2
Состав производ
ственных процессов
Серийные
Единичные
Серийные процессы —
широкая номенклатура постоянно
повторяющихся видов продукции
.
40. 2
Массовые2
Состав производ
ственных процессов
Серийные
Единичные
Единичные процессы —
постоянно меняющаяся номенклатура
изделий
.
41.
2.3 Принципы организациипроизводственного процесса
42.
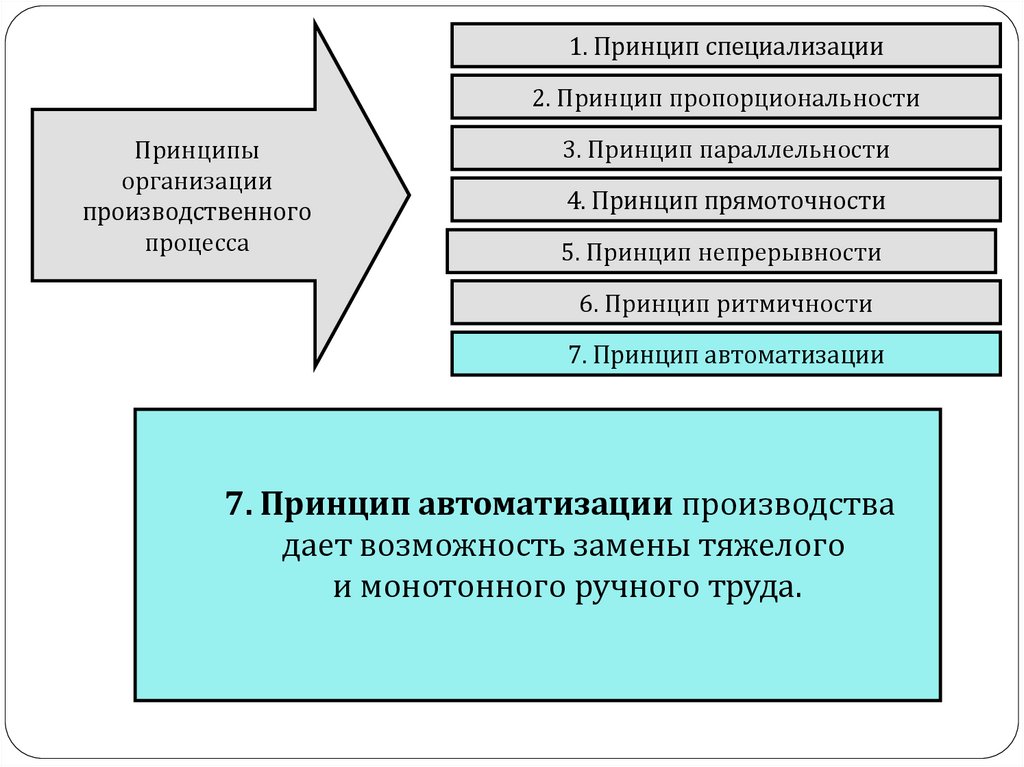
Принципы организации производственногопроцесса
•1. Принцип специализации
•2. Принцип пропорциональности
•3. Принцип параллельности
Производственный
процесс
•4. Принцип прямоточности
•5. Принцип непрерывности
•6. Принцип ритмичности
•7. Принцип автоматизации
43.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
1. Принцип специализации означает закрепление
за каждым подразделением
и рабочим местом конкретных производственных
операций.При этом операции подбираются
по признаку технологической однородности.
44.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
2. Принцип пропорциональности
предлагает обеспечение выпуска равных объемов
подразделениями, рабочими
местами, линиями, группами оборудования.
45.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
3. Принцип параллельности обеспечивает
параллельность изготовления продукции
на одинаковых рабочих местах.
46.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
. 4. Принцип прямоточности предполагает
последовательное размещение операций
по технологической цепочке
47.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
5. Принцип непрерывности позволяет
в ряде производств
обеспечивать технологическую непрерывность,
например, аппаратные, аппаратурные процессы.
Непрерывность производства
обеспечивается за счет четкого
оперативно-календарного планирования.
48.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
6. Принцип ритмичности обеспечивает
равномерность выпуска продукции.
49.
1. Принцип специализации2. Принцип пропорциональности
Принципы
организации
производственного
процесса
3. Принцип параллельности
4. Принцип прямоточности
5. Принцип непрерывности
6. Принцип ритмичности
7. Принцип автоматизации
7. Принцип автоматизации производства
дает возможность замены тяжелого
и монотонного ручного труда.
50.
2.3 Производственный цикл и егоструктура
51.
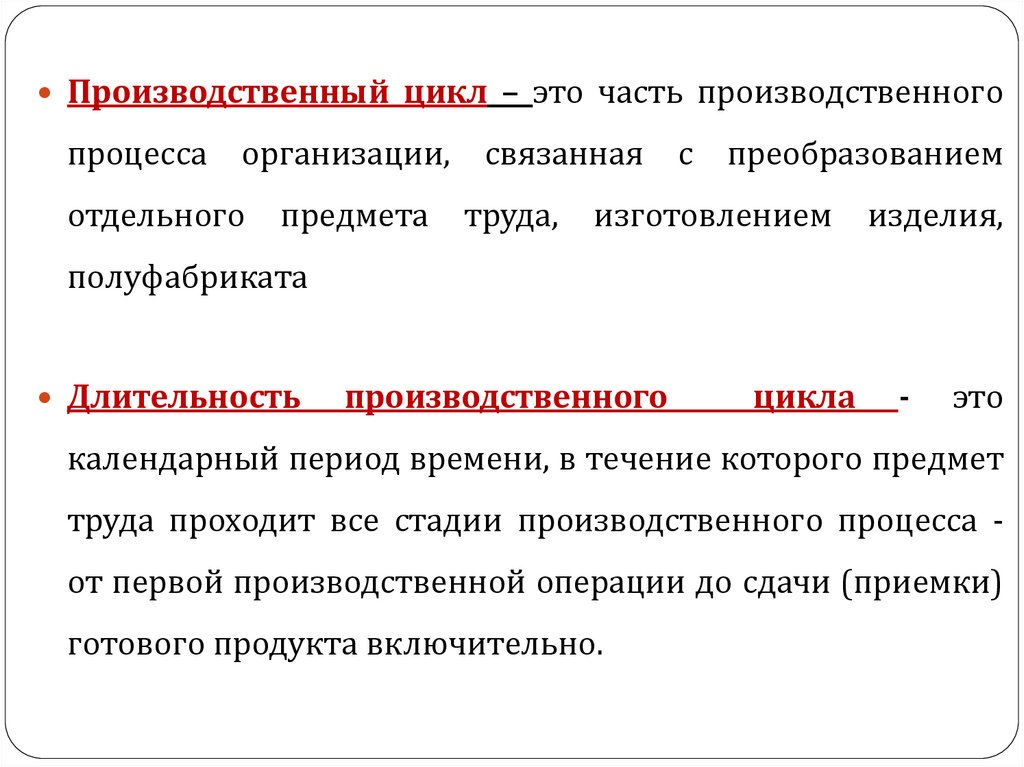
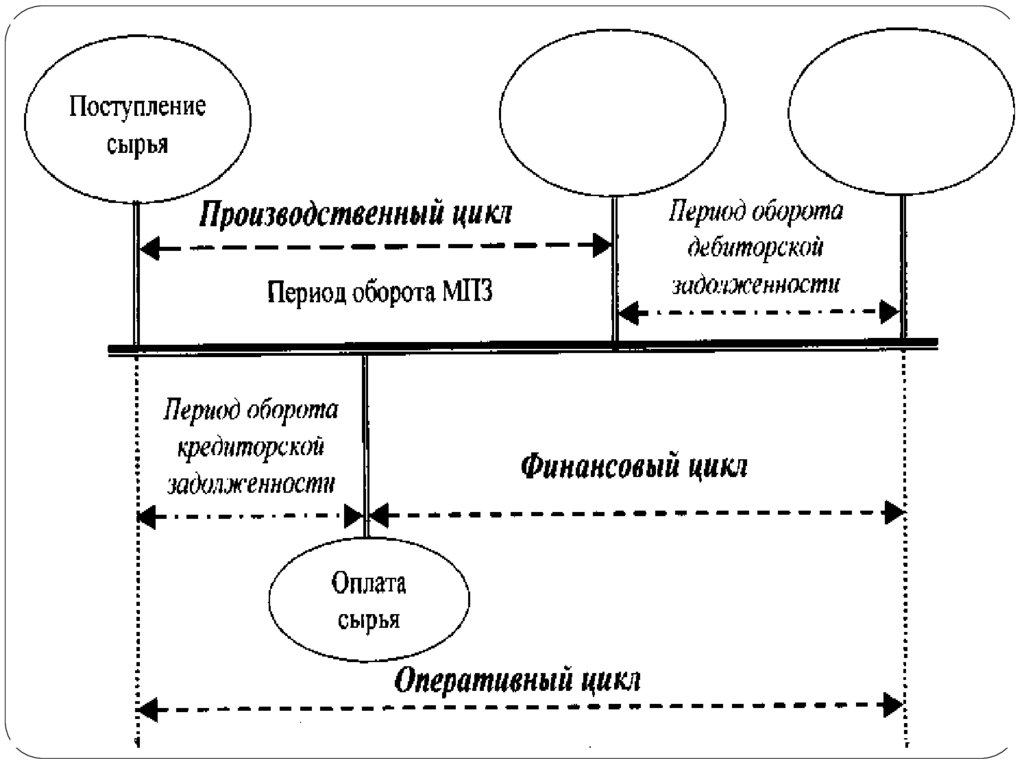
Производственный цикл – это часть производственногопроцесса
организации, связанная с преобразованием
отдельного
предмета
труда,
изготовлением
изделия,
полуфабриката
Длительность
производственного
цикла
-
это
календарный период времени, в течение которого предмет
труда проходит все стадии производственного процесса -
от первой производственной операции до сдачи (приемки)
готового продукта включительно.
52.
Производственный циклРабочий период
(время выполнения
операций)
Основных
Время протекания
естественных
процессов
Вспомогательных
-Заготовительных;
-транспортных;
- обрабатывающих;
- складских;
- сборочных.
- контрольных.
Время перерывов
- перерывы, обусловленные
организационно-техн.
причинами,
(ожидание
освобождения рабочего места,
неравенство производственных
ритмов
на
смежных,
т.е.
зависимых друг от друга,
рабочих местах, отсутствие
энергии,
материалов
или
транспортных средств и т.д.)
- связанных с режимом
работы предприятия
53.
54.
55.
56.
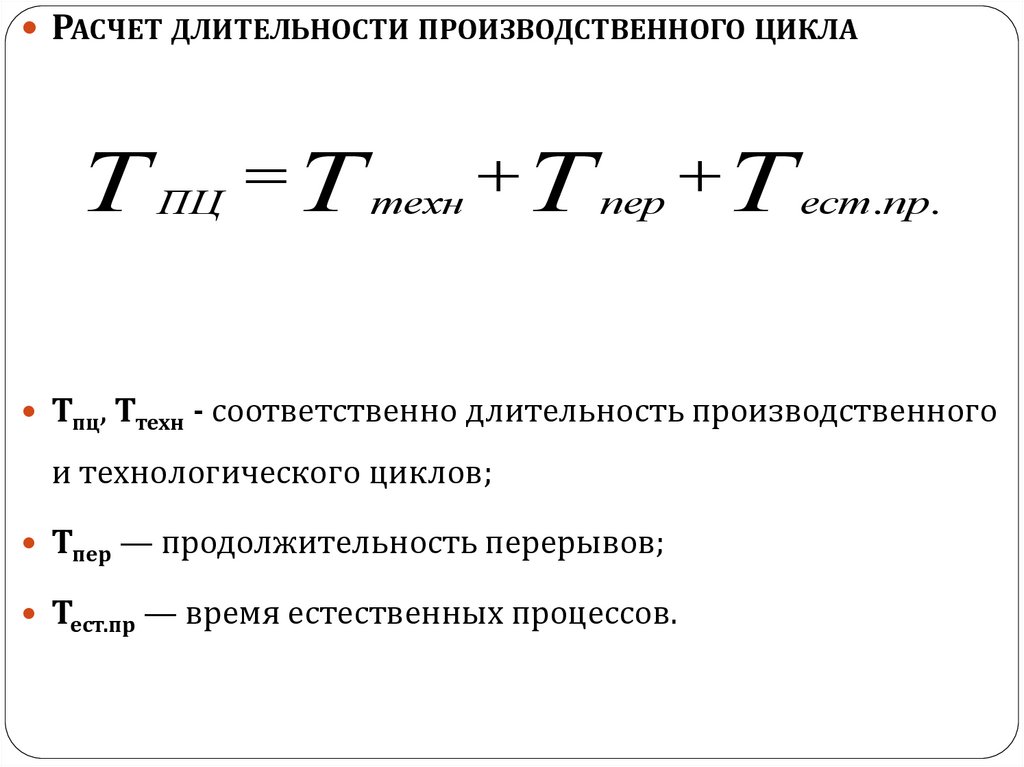
РАСЧЕТ ДЛИТЕЛЬНОСТИ ПРОИЗВОДСТВЕННОГО ЦИКЛАТ
ПЦ
Т техн Т пер Т ест.пр.
Тпц, Ттехн - соответственно длительность производственного
и технологического циклов;
Тпер — продолжительность перерывов;
Тест.пр — время естественных процессов.
57.
2.4 Виды движения материальных потокови расчёт длительности производственного
цикла
58.
59.
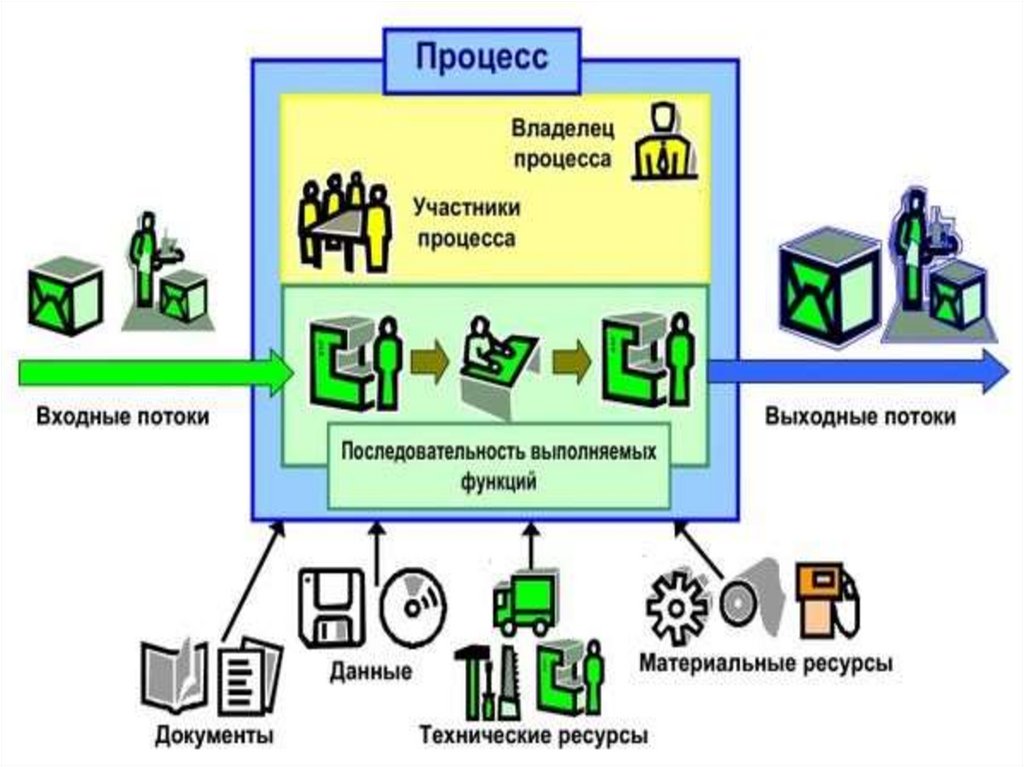
УПРАВЛЕНИЕ МАТЕРИАЛЬНЫМИ ПОТОКАМИ ВПРОИЗВОДСТВЕ
60.
Материальный потокэто материальные ресурсы, незавершенная
продукция,
готовая
продукция,
рассматриваемые в процессе приложения к
ним различных операций (транспортировка,
складирование и др.) и отнесенные к
определенному временному интервалу.
Размерность МП является отношение
размерности продукции (единицы,
тонны, м3 и т.д.) к размерности
временного интервала (сутки, месяц,
год и т.д.).
61.
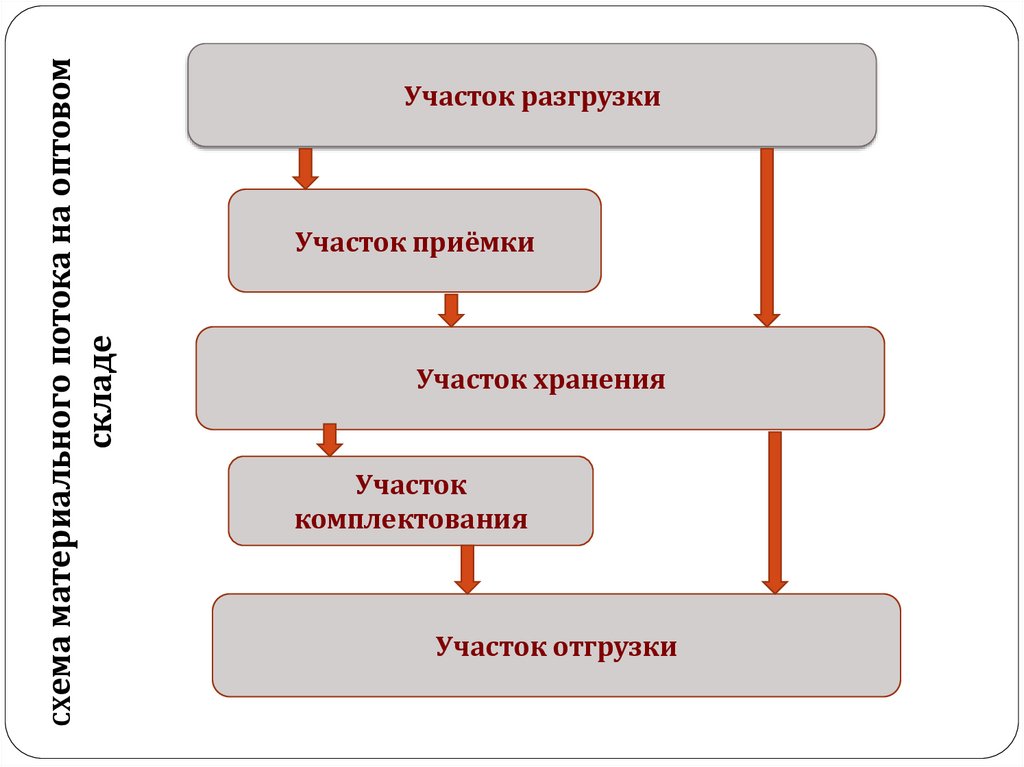
потока на оптовомскладе
СХема материального
Участок разгрузки
Участок приёмки
Участок хранения
Участок
комплектования
Участок отгрузки
62.
63.
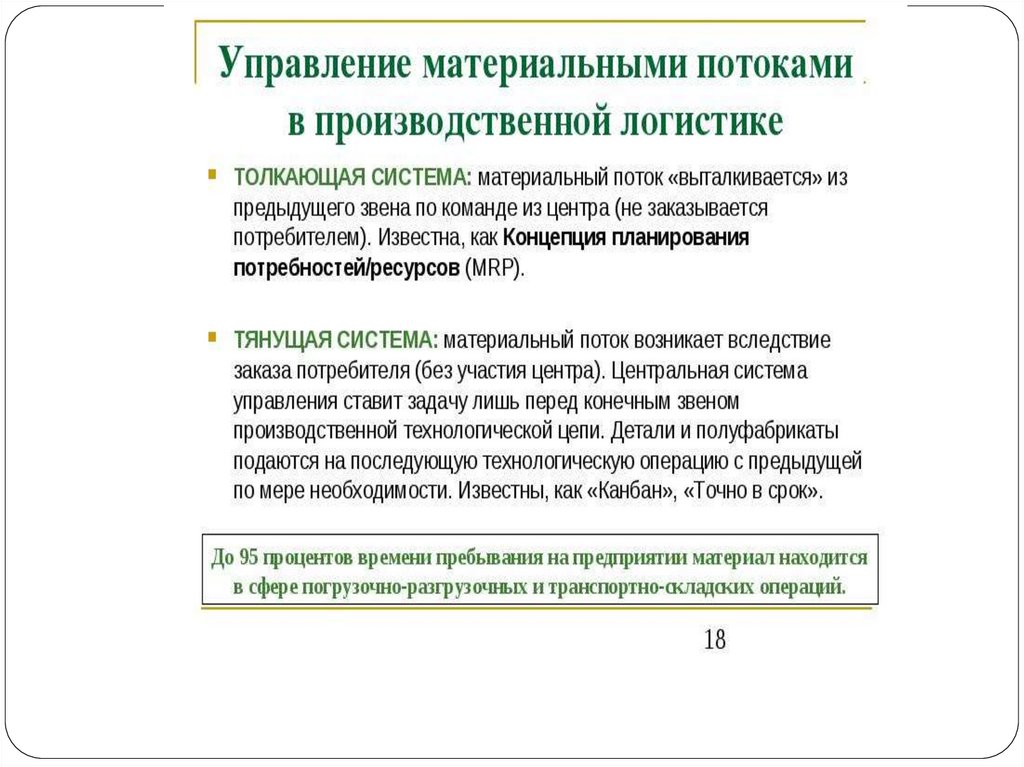
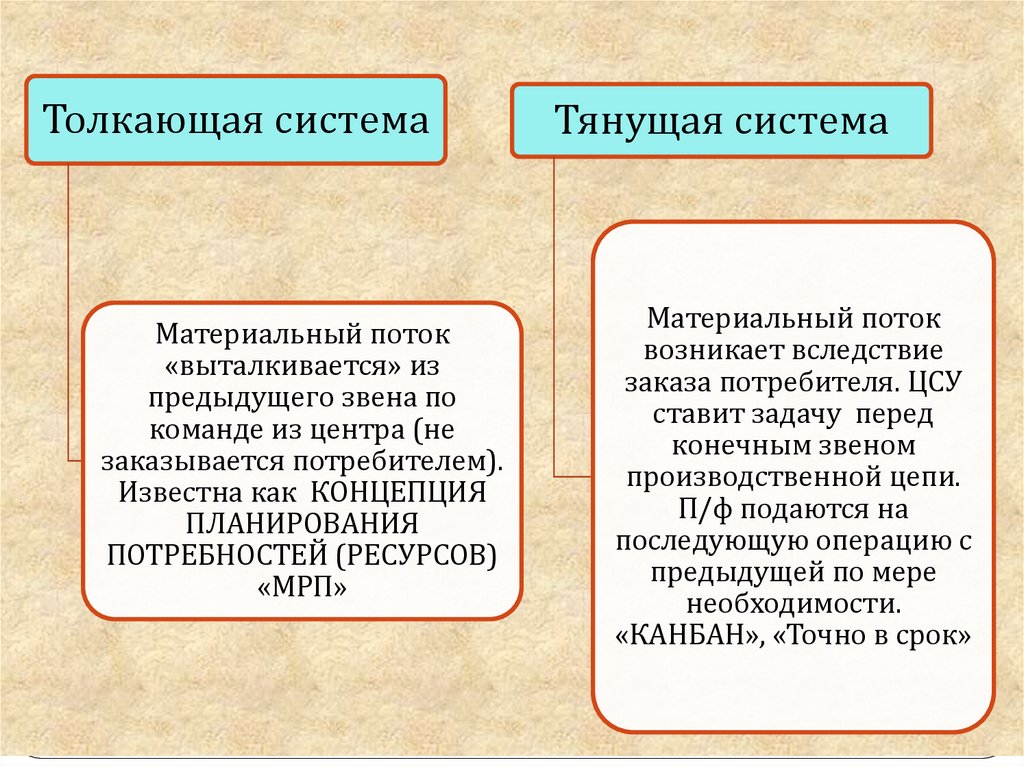
Управление материальными потокамиТолкающая система
Материальный поток
«выталкивается» из
предыдущего звена по
команде из центра (не
заказывается потребителем).
Известна как КОНЦЕПЦИЯ
ПЛАНИРОВАНИЯ
ПОТРЕБНОСТЕЙ (РЕСУРСОВ)
«МРП»
Тянущая система
Материальный поток
возникает вследствие
заказа потребителя. ЦСУ
ставит задачу перед
конечным звеном
производственной цепи.
П/ф подаются на
последующую операцию с
предыдущей по мере
необходимости.
«КАНБАН», «Точно в срок»
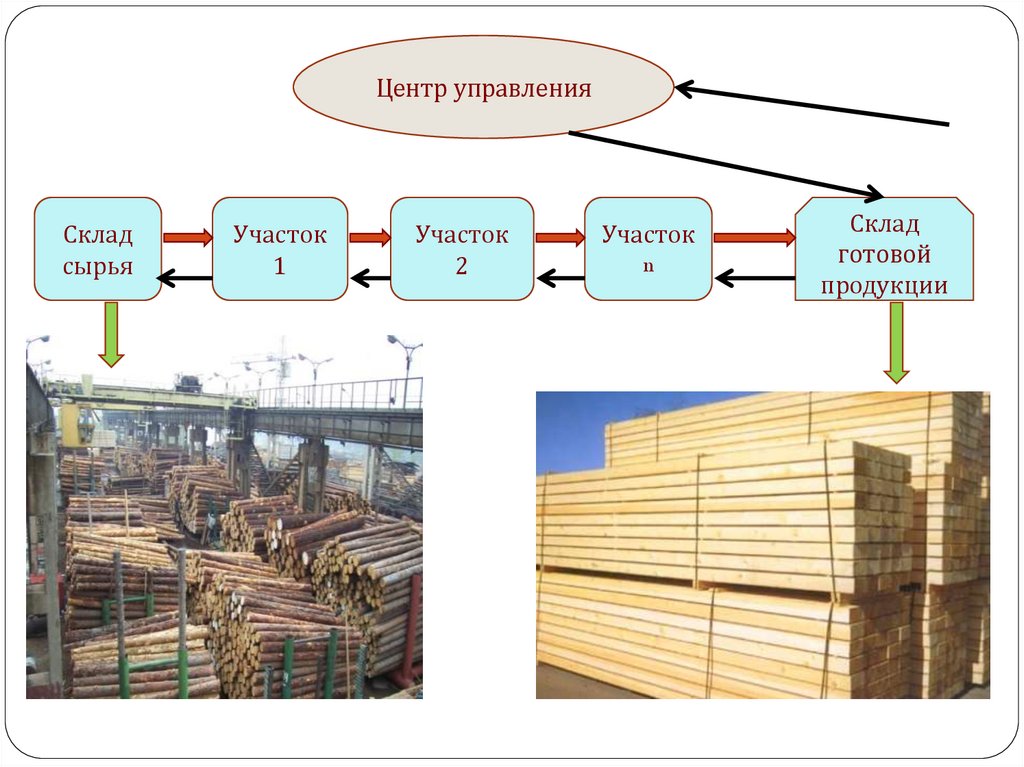
64.
Толкающая система управления материальным потоком65.
Центр управленияСклад
сырья
Участок
1
Участок
2
Участок
n
Склад
готовой
продукции
66.
Методы организациипроизводственного процесса
Последовательный
Параллельный
Параллельнопоследовательный
67.
Какие черты присущи параллельному методу производства?При параллельном методе обработка каждой детали на каждой
последующей операции начинается немедленно после окончания
предыдущей операции независимо от того, закончена обработка
других деталей на данной операции или еще нет. При таком методе
несколько единиц одной и той же партии могут одновременно
находиться
в
обработке
продолжительность
на
процесса
разных
операциях.
обработки
партии
Общая
деталей
значительно уменьшается по сравнению с тем же процессом,
выполняемым последовательно. В этом заключается существенное
преимущество параллельного метода, позволяющего значительно
сократить продолжительность производственного процесса.
68.
Каковы особенности параллельно-последовательного производства?Параллельно-последовательный метод характеризуется тем, что
процесс
обработки
деталей
данной
партии
на
каждой
последующей операции начинается раньше, чем полностью
заканчивается
обработка
всей
партии
деталей
на
каждой
предыдущей операции. Детали передаются с одной операции на
другую частями. Накопление некоторого количества деталей на
предыдущих операциях перед началом обработки партии на
последующих операциях (производственный задел) позволяет
избежать
возникновения
простоев.
Параллельно-
последовательный метод также позволяет значительно уменьшить
продолжительность производственного процесса.
69. Расчет длительности производственного цикла при последовательном способе организации производства
Расчетдлительности
производственного
цикла
последовательном способе организации производства
Т
n
n
n ti
i 1
n –размер партии одинаковых изделий, шт.
ti – длительность i-ой технологической операции, мин.
при
70. Расчет длительности производственного цикла при параллельном способе организации производства
nn
1
t гл t i
Т пр
i 1
tгл – наибольшая длительность технологической
операции, мин.
71. Расчет длительности производственного цикла при параллельно-последовательном способе организации производства
Расчет длительности производственного цикла при параллельнопоследовательном способе организации производстваn
n
i 1
i 1
п
n
1
t iм
ti
Т пп
tiм – длительность меньшей из каждой пары смежных технологических
операций, мин.
72. Пример
Размер партии изделий равен 8, число технологическихопераций 5, Длительность каждой технологической операции
следующая:
t 2мин., t
1
2
4 мин., t 3 3мин., t 4 8мин., t 5 6 мин.
73.
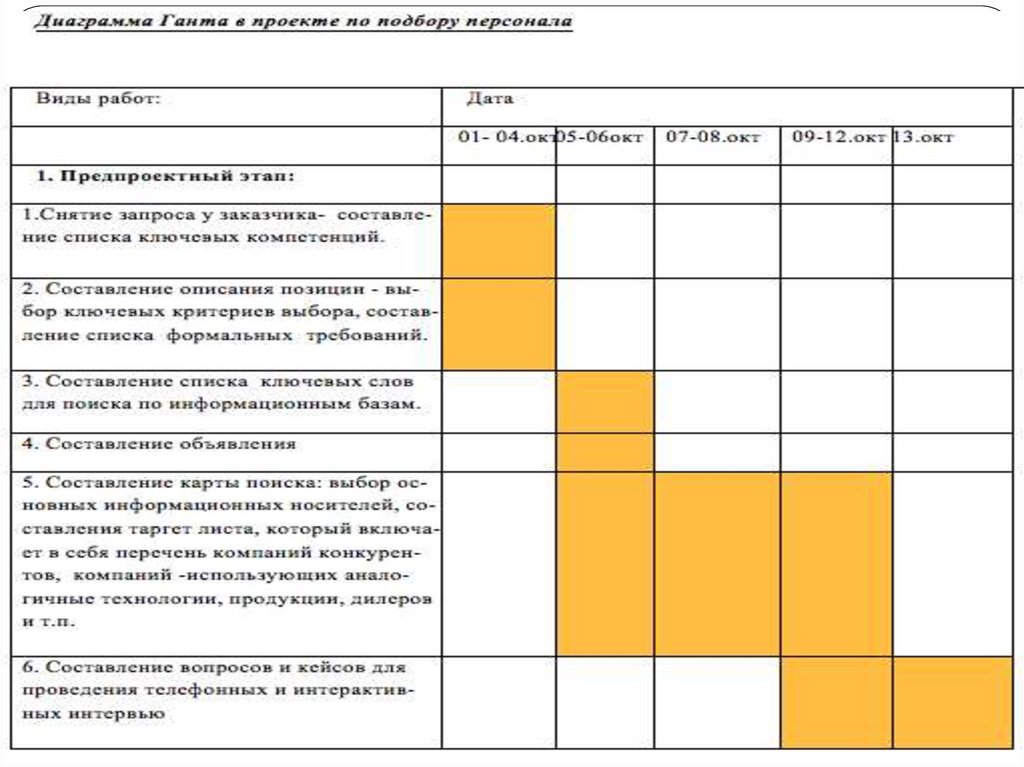
ГРАФИК ГАНТА74.
Сетевой график (графикГанта)
это вид диаграммы,
используемый для
планирования и контроля
выполнения проекта
На диаграмме отображаются задачи и стадии проекта с учётом их
протяжённости во времени. Задачи на диаграмме могут быть зависимыми
друг от друга (например, одна задача может начинаться только после
завершения другой).
75.
Диаграмма (график Ганта)Это визуальное представление плана, графика работ.
Представляет собой отрезки, размещённые на
горизонтальной шкале времени. Каждый отрезок
соответствует своей задаче. Задачи, составляющие план,
размещаются по вертикали. Начало, конец и длина
отрезка на шкале времени соответствуют началу, концу и
длительности задачи
76. График Ганта
Наименованиеработ
Август
1
Проект дома
Материалы
Постройка
дома
Разбивка сада
Сдача дома
Заселение
7
14 21 28 31
Сентябрь
7
12 19 22 24 26 27 28 29 30
77.
78.
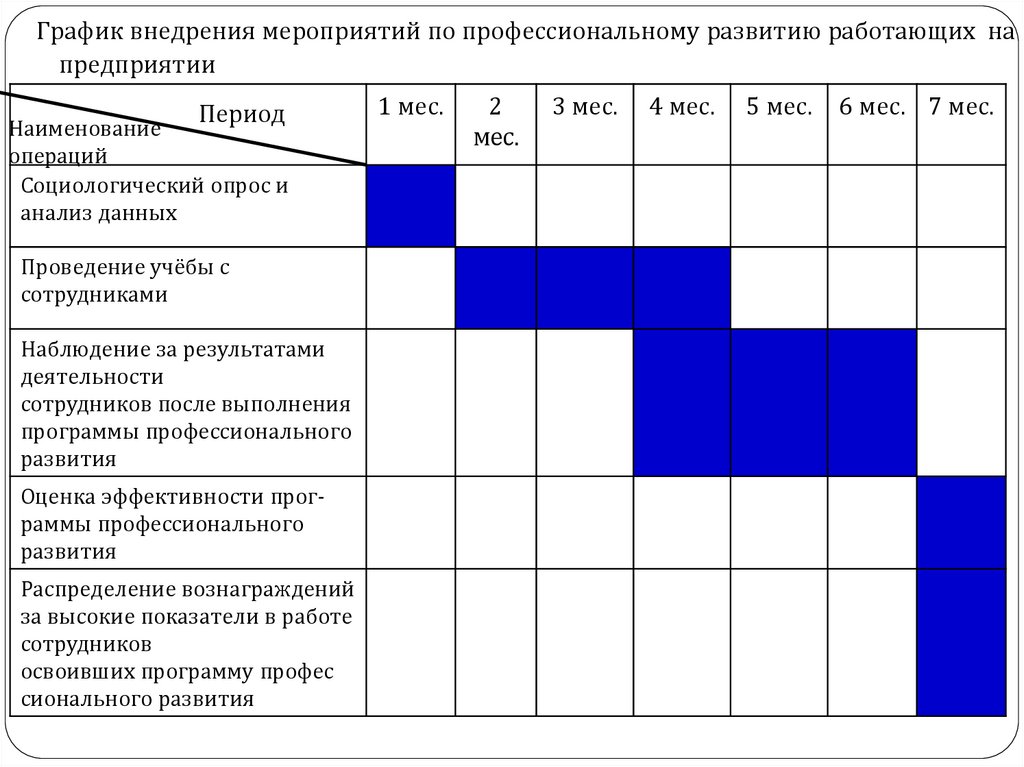
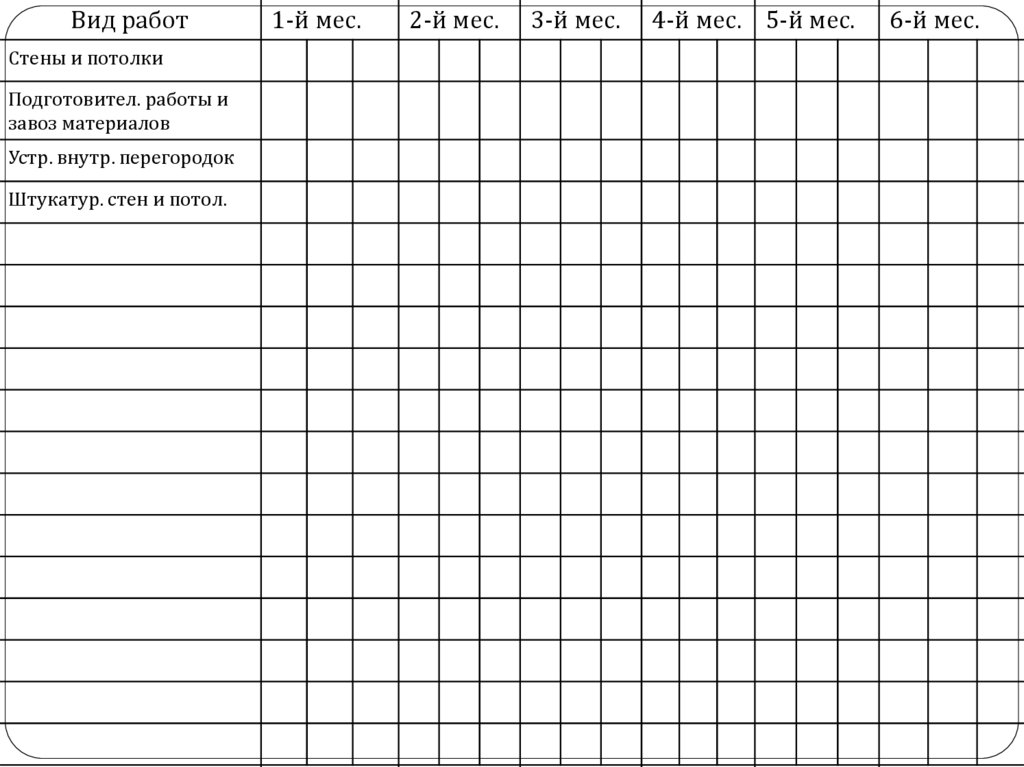
График внедрения мероприятий по профессиональному развитию работающих напредприятии
Период
Наименование
операций
Социологический опрос и
анализ данных
Проведение учёбы с
сотрудниками
Наблюдение за результатами
деятельности
сотрудников после выполнения
программы профессионального
развития
Оценка эффективности программы профессионального
развития
Распределение вознаграждений
за высокие показатели в работе
сотрудников
освоивших программу профес
сионального развития
1 мес.
2
мес.
3 мес.
4 мес.
5 мес.
6 мес. 7 мес.
79.
80.
81.
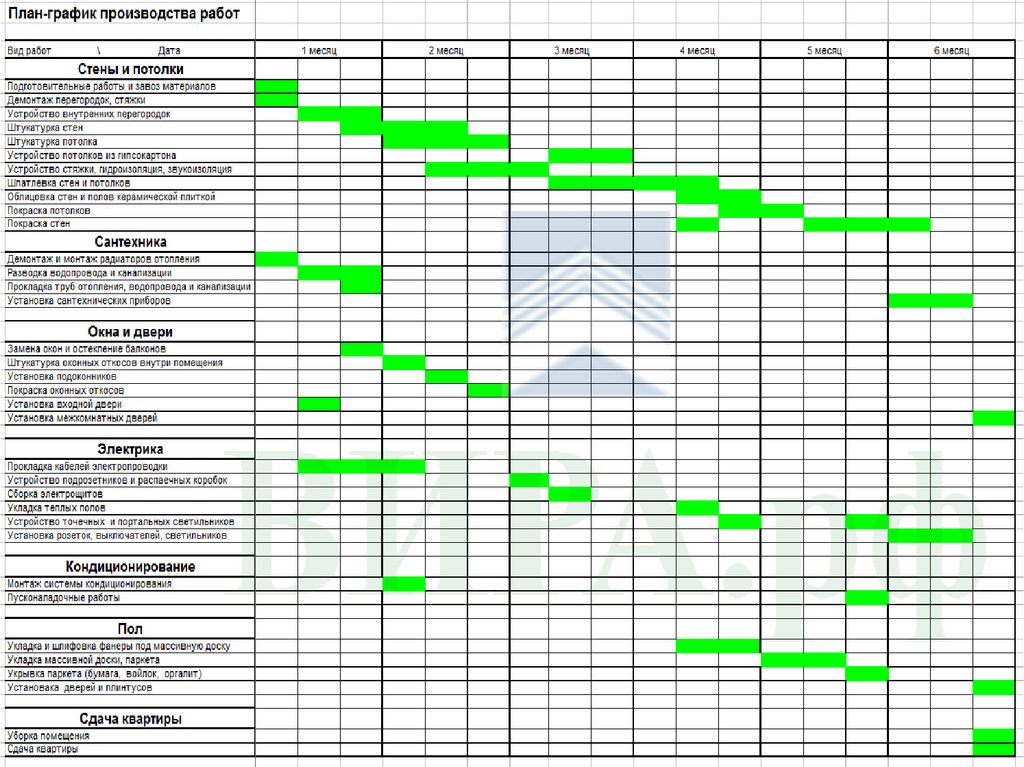
82.
83.
84.
Вид работСтены и потолки
Подготовител. работы и
завоз материалов
Устр. внутр. перегородок
Штукатур. стен и потол.
1-й мес.
2-й мес.
3-й мес.
4-й мес. 5-й мес.
6-й мес.
85.
МАТРИЦА ОТВЕТСТВЕННОСТИ86.
Матрицаответственности
проанализировать
ответственность
как
за
позволяет
распределяется
операции
процесса
между подразделениями, а также переход
ответственности по ходу процесса.
87.
Основные процессы производстваА
Б
В
Открытие смены
Р
Упаковка
У
Хранение готовой продукции
Планирование реализации
продукции
Приём заказов
Розничная торговля
Оптовая торговля
Составление маршрутов
движен. транспорта (гот.прод.)
Отгрузка готовой продукции
потребителям
Контроль остатков готовой
продукции
Документирование процесса
сбыта
Поставка
Конец смены (завершение
работы)
Г
Д
Е
Ж
У
Р
З
88.
Основные процессы производстваА
Б
В
Открытие смены
Р
Упаковка
У
Хранение готовой продукции
Планирование реализации
продукции
У
Р
Приём заказов
Розничная торговля
Р
Оптовая торговля
Р
Р
Г
У
У
Р
У
У
У
У
Отгрузка готовой продукции
потребителям
Р
У
У
Р
У
У
У
У
У
У
У
Поставка
Конец смены (завершение
работы)
З
У
У
У
Р
Ж
Р
Р
Документирование процесса
сбыта
Е
У
Составление маршрутов
движен. транспорта (гот.прод.)
Контроль остатков готовой
продукции
Д
У
Р
Р
У
У
89.
Р – руководствоУ – участник
А – начальник отдела сбыта
Б – заместитель начальника отдела сбыта
В – начальник смены
Г – помощник начальника смены
Д – мастер упаковочного цеха
Е – приёмщик стола заказов
Ж – диспетчер
З – диспетчер-экспедитор