





















 management
managementSimilar presentations:




")





Организация производства. Производственные процессы. Виды производственных операций
1.
7. Организация производства.Производственные процессы.
Виды производственных операций
• Производственный процесс —совокупность
взаимосвязанных процессов труда и естественных
процессов, в результате которых исходное сырье и
материалы превращаются в готовую продукцию.
Технологический процесс — часть
производственного процесса, в ходе которого
происходит изменение геометрических форм,
размеров и физико-химических свойств предметов
труда. На базе одного и того же технологического
процесса можно организовать ряд
производственных процессов, имеющих различные
организационно-экономические показатели.
2.
Производственные процессы на предприятияхявляются весьма сложными и обычно
разделяются на стадии и фазы. Такими фазами
на машиностроительных предприятиях являются:
заготовительные, обрабатывающие и
сборочные. Каждая фаза состоит из частичных
процессов, характеризующихся определенной
законченностью этапа производства продукции.
3. Частичные процессы подразделяются на технологические операции, представляющие собой часть технологического процесса (см. табл.
)Виды производственных операций
Технологические
Транспортные
Контрольные
Обслуживающие
Естественного
воздействия
Изменение
свойств или
формы
предметов
труда
Перемеще
ние
предметов
труда
Контроль
качества
полуфабрикатов и
готовой
продукции
Обеспечение
необходимых
условий
для
протекания
производственного
процесса
Изменение
свойств
предметов
труда
без
участия
рабочего
4. Операции выполняются рабочим или группой рабочих на одном рабочем месте при неизменных орудиях и предметах труда и без
переналадки оборудования.• Операции подразделяются на основные, в
результате которых изменяются формы,
размеры, свойства, взаимное расположение
деталей, и вспомогательные, связанные с
перемещением предметов труда с одного
рабочего места на другое, складированием
продукции и контролем качества.
• В зависимости от уровня технической
оснащенности все операции делятся на
ручные, машинно-ручные, машинные,
автоматические и аппаратные.
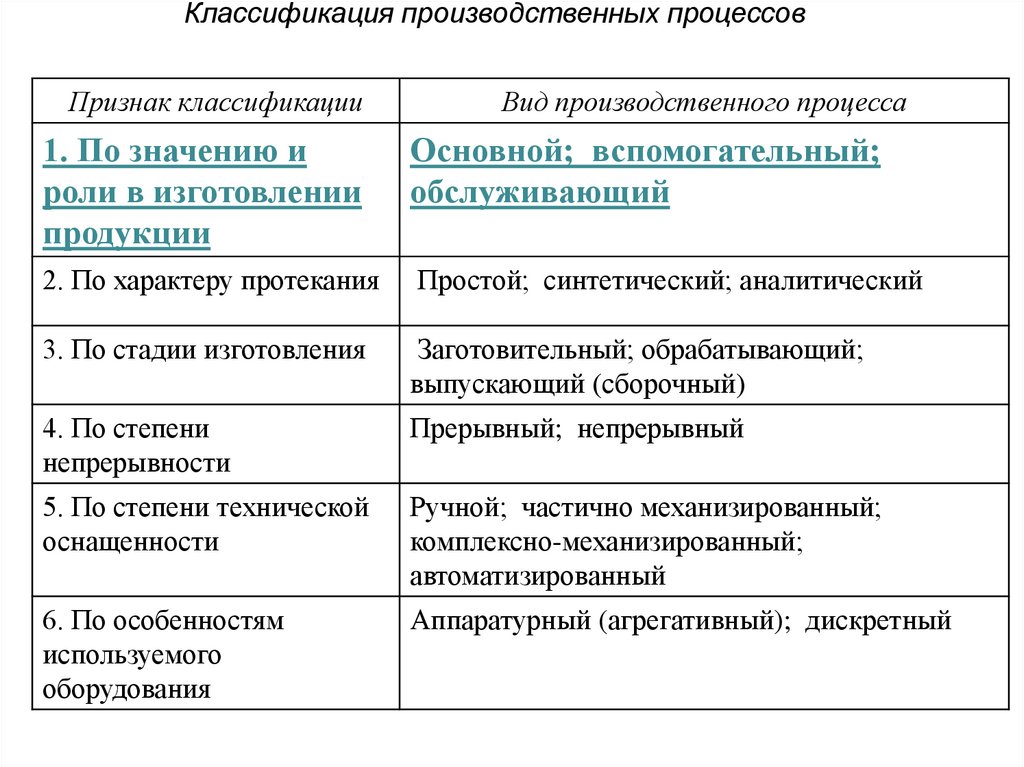
5. Классификация производственных процессов
• В зависимости от назначения продукциивсе производственные процессы
подразделяются на основные,
вспомогательные и обслуживающие
(см. табл).
6.
Классификация производственных процессовПризнак классификации
Вид производственного процесса
1. По значению и
роли в изготовлении
продукции
Основной; вспомогательный;
обслуживающий
2. По характеру протекания
Простой; синтетический; аналитический
3. По стадии изготовления
Заготовительный; обрабатывающий;
выпускающий (сборочный)
4. По степени
непрерывности
Прерывный; непрерывный
5. По степени технической
оснащенности
Ручной; частично механизированный;
комплексно-механизированный;
автоматизированный
6. По особенностям
используемого
оборудования
Аппаратурный (агрегативный); дискретный
7.
Основные — это технологические
процессы, в результате которых сырье и
материалы превращаются в готовую
продукцию, на выпуске которой
специализируется предприятие. При их
выполнении изменяются формы и размеры
предметов труда, их внутренняя структура,
вид и качественная характеристика исходных
материалов. К ним также относятся
естественные процессы, которые происходят под
воздействием сил природы без участия труда
человека, но под его контролем (естественная сушка
древесины, остывание отливок).
8. Вспомогательные процессы способствуют бесперебойному протеканию основных производственных процессов. Продукция, которая была
получена на предприятии с ихиспользованием, применяется для
обслуживания основного производства.
• Обслуживающие процессы призваны
создавать условия для успешного
выполнения основных и вспомогательных
процессов. К ним относятся меж- и
внутрицеховые транспортные операции,
обслуживание рабочих мест, складские
операции, контроль качества выпускаемой
продукции.
9. В зависимости от состава потребляемого сырья и характера готовой продукции различают следующие процессы:
• аналитические (из одного сырья получают нескольковидов продукции — нефтехимия, лесохимия,
коксохимия и т.д., см. рис.2.1):
• Рис.2.1. Аналитический процесс
10. синтетические (из различных видов сырья изготавливается один вид продукции:
прямые (из одного вида сырья получают один вид продукции):С-П
11.
• Заготовительный процесс - этопроцесс получения заготовок (резкой,
штамповкой, ковкой и др.).
• Обрабатывающий процесс включает
процессы механической, термической,
химической обработки и др.
• Сборочный процесс - это процесс
получения сборочных единиц (узлов),
изделий, который также включает
испытания, консервацию и упаковку.
12. Определяющую роль на предприятиях имеют основные производственные процессы, но их нормальное функционирование возможно только
при четкойорганизации всех вспомогательных и обслуживающих
процессов.
По характеру объекта производства различают
простые и сложные производственные процессы.
Простыми называются процессы, состоящие из
последовательно выполняемых операций. Здесь
обрабатываемые детали обязательно имеют
технологическое сходство.
Сложные процессы состоят из последовательно и
параллельно выполняемых операций.
13.
• Трудовые процессы - это процессы,осуществляемые с участием человека.
• Естественные процессы - это
процессы, осуществляемые без участия
человека, но под его контролем
(охлаждение отливок, сушка
поверхностей после их покрытия,
естественное старение заготовок).
14. Рациональная организация производственного процесса и всех его частей
Рациональная организация производственного процесса и
всех его частей строится на основе ряда принципов, главными
из которых являются дифференциация, концентрация и
интеграция, специализация, параллельность,
пропорциональность, непрерывность, ритмичность,
прямоточность, автоматичность, гибкость и электронизация.
Дифференциация - разделение
производственного процесса на отдельные
технологические процессы, операции,
переходы и приемы.
15.
При использовании современного
высокопроизводительного
оборудования (станков с ЧПУ,
обрабатывающих центров и др.)
операции становятся сложными. В
едином комплексе решаются задачи
обработки, сборки, транспортировки
деталей и удаления отходов. Таким
образом, здесь принцип
дифференциации переходит в принцип
концентрации операций и интеграции
производственных процессов.
16.
В результате специализации за
каждым производственным
подразделением (цех, участок, рабочее
место) закрепляется ограниченная
номенклатура продукции или
выполнение технологически
однородных работ для изготовления
конструктивно различной продукции.
Уровень специализации зависит от
масштабов выпуска одноименной
продукции и ее трудоемкости.
17.
Повышению уровня
внутрипроизводственной специализации
способствует унификация, т.е. приведение
продукции к единым форме, размерам,
структуре, составу и т.д.. Это может
позволить уменьшить номенклатуру деталей
и узлов, сократить разнообразие технологических методов их изготовления,
увеличивать масштабы одноименной
продукции, повышать эффективность ее
производства. На это же направлена и
стандартизация.
18.
Параллельность предусматривает
одновременное выполнение отдельных
частей производственного процесса по
изготовлению изделия. Она
обеспечивает одновременность
выполнения работ, применение
многопредметной обработки,
совмещение по времени выполнения
основных технологических и
вспомогательных операций (машинная
обработка детали и контроль качества).
19.
Пропорциональность требует
соответствия производительности в единицу
времени всех производственных
подразделений предприятия — основных,
вспомогательных и обслуживающих цехов, а
внутри их — участков и линий, групп
оборудования и рабочих мест. Достижение
пропорциональности основывается на
нормах, определяющих количественную
взаимосвязь между элементами
производства, когда производительность
оборудования на всех технологических
операциях пропорциональна трудоемкости
обработки продукции на этих операциях.
20.
Она обеспечивает бесперебойный ход
производства, наиболее полное
использование производственной мощности,
исключает возникновение "узких" мест.
Пропорциональность —это принцип,
выполнение которого обеспечивает равную
пропускную способность разных рабочих
мест одного процесса, пропорциональное
обеспечение рабочих мест необходимой
информацией, материальными ресурсами,
кадрами и т. д.
21.
Непрерывность предполагает сокращение или
сведение к минимуму перерывов, возникающих в
процессе производства продукции. Такие перерывы
имеют место как в использовании трудовых ресурсов,
так и в продвижении предметов труда.
Непрерывность является одним из важнейших
условий сокращения сроков изготовления продукции
и повышения уровня использования
производственных ресурсов, обеспечения
равномерной работы предприятия и выпуска
продукции в заданном ритме. Этот принцип
полностью реализуется в непрерывном производстве
на предприятиях химической и пищевой
промышленности, в металлургии, в машиностроении
на непрерывно-поточных линиях и в автоматическом
производстве.
22.
Ритмичность предполагает
обеспечение выпуска одного и того же
или равномерно возрастающего
количества продукции в равные
промежутки времени на всех стадиях и
операциях.
Коэффициент ритмичности
рекомендуется определять по формуле:
К ритм
Q
Q
ф
пл
23.
где ∑Qф — фактический объем выполненной
работы за анализируемый период (декада, месяц,
квартал) в пределах плана (сверх плана не
учитывается);
∑Qпл — плановый объем работ.
Ритмичность обеспечивается высокой
технологической дисциплиной, рациональной
организацией обеспечения рабочих мест, надежной
работой оборудования, применением прогрессивных
систем оперативно-производственного планирования
и управления. Она способствует более
рациональному использованию всех
производственных ресурсов предприятия, четкому
выполнению договоров по поставке продукции
потребителям, улучшению финансового состояния
предприятия.
24.
Прямоточность состоит в обеспечении
кратчайшего пути прохождения предметов
труда по всем стадиям и операциям
производственного процесса. Она требует
исключения возвратных движений деталей в
процессе их обработки, сокращения
транспортных маршрутов. Это достигается,
прежде всего, рациональным расположением
зданий и сооружений на территории
предприятия, технологического оборудования
в цехах и на участках в соответствии с ходом
технологического процесса. Наиболее полно
она достигается при поточной организации
производства.
25.
Автоматичность предполагает
автоматизацию производственных
процессов, обеспечивающую
увеличение объемов производства,
сокращение затрат живого труда,
замену ручного труда
интеллектуальным трудом операторов и
наладчиков, исключение ручного труда
на вредных работах, повышение
качества выполняемых работ. Особо
важна автоматизация обслуживающих
процессов.
26.
Гибкость — это мобильный переход на выпуск
другой или новой продукции при освоении
производства. Она обеспечивает сокращение
рабочего времени и затрат на переналадку
оборудования при выпуске деталей и изделий
широкой номенклатуры.
Электронизация (компьютеризация)
предполагает использование быстродействующих
электронно-вычислительных машин различных
классов и совершенствование средств общения
человека с ними.
Правильное использование перечисленных выше
принципов с учетом методов организации
производства обеспечивает сокращение
продолжительности производственного процесса и
повышение его эффективности.
27. Производственный цикл и его длительность
Производственный цикл - интервал
календарного времени от начала до
окончания изготовления или ремонта изделия
(продукции) и его сдачи на склад.
Производственный цикл можно
представить как рабочий период и перерывы,
а длительность производственного цикла
— как сумму длительностей рабочего
периода и перерывов.
28.
Длительность рабочего периода
определяется суммарной длительностью
операционных циклов, естественных
процессов, вспомогательных, транспортных и
контрольных операций. Таким образом,
рабочий период включает в себя время, в
течение которого предмет труда
непосредственно находится в процессе
производства, - с первой производственной
операции и до сдачи готовой продукции.
29.
Длительность перерывов складывается из
междусменных перерывов и времени
межоперационных ожиданий, вызываемых
загруженностью оборудования (рабочих) другими
работами (операциями).
Все перерывы в процессе производства делятся
на две группы.
К первой группе относятся перерывы, связанные
с режимом работы предприятия (остановкой цехов и
участков в выходные и праздничные дни, нерабочие
смены, обеденные перерывы). Они являются
регламентированными и задача организации
производства заключается в том, чтобы обеспечить
их наиболее рациональное использование для
подготовки рабочих смен, организации осмотров,
проверки, наладки и ремонта оборудования.
30. Ко второй группе относятся межоперационные перерывы, непосредственно связанные с организацией производства. В числе основных
причин,обусловливающих такие перерывы, можно назвать:
• невысокую специализацию цехов и участков,
требующих частой переналадки оборудования;
• непропорциональность производственных
мощностей и, как следствие, наличие «узких мест»;
• нечеткость оперативно-производственного
планирования;
• неисправность оборудования и перебои в
оснащении;
• нарушение технологической и трудовой дисциплины.
31. При расчете длительности производственного цикла перерывы, возникающие в результате неудовлетворительной организации
производства ислучайных обстоятельств, не учитываются.
• В общем виде длительность
производственного цикла можно
представить в виде следующей
формулы:
• Тц = ∑tтехн+ ∑tест+ ∑tтр+ ∑tт.к. + ∑tм.о. +
+∑tм.с.,
32.
• где Тц— длительность производственного цикла
в сутках или часах;
• ∑tтехн — сумма времени технологических операций;
• ∑tест — суммарное время естественных процессов;
• ∑tтр — сумма времени транспортных операций;
• ∑tт.к. — суммарное время операций технического
контроля;
• ∑tм.о — суммарное время внутрисменного
межоперационного пролеживания деталей в
ожидании их обработки;
• ∑tм.с — сумма времени междусменного
пролеживания деталей в ожидании их изготовления
(ремонта).
33. Основу производственного цикла составляет технологический цикл, который, в свою очередь, состоит из операционных циклов.
Операционный цикл - это
продолжительность обработки партии
деталей на одной операции
производственного процесса:
t шкi
Т опi n
,
РМ i
34.
• где Топi — длительность i –гооперационного цикла, мин;
• n - количество деталей в запускаемой
партии, шт.;
• tшкi - норма штучно-калькуляционного
времени на i – ю операцию, мин.;
• РМi - число рабочих мест (станков),
работающих на i –й операции.
35. Длительность производственного цикла зависит от:
• сложности и трудоемкости изготовления(ремонта) объекта, т.е. от рабочего времени,
необходимого для получения готового
изделия, определяемого технически
обоснованными нормами времени;
• количества одновременно запускаемых в
производство предметов труда (размера
партии);
• продолжительности нетехнологических
операций;
• продолжительности перерывов в
производственном процессе;
36.
• принятого вида движенияобрабатываемых предметов труда в
процессе производства;
• уровня техники и технологии;
• уровня механизации и автоматизации
основных и вспомогательных
технологических операций.
37. В целях сокращения длительности производственного цикла можно выделить два основных направления реализации резервов:
– техническое;– организационное.
Техническое направление охватывает пути и
методы совершенствования технологических
процессов, внедрения новой техники и технологии,
механизации и автоматизации производства на
всех операциях как по изготовлению
(восстановлению) деталей, сборочно-разборочных
работ, так и по техническому контролю и т.д..
38.
Организационное направление включает
комплекс мероприятий по
совершенствованию производственного
процесса в соответствии с принципами
пропорциональности, параллельности,
прямоточности, непрерывности и
ритмичности.
Большое влияние на длительность
производственного цикла оказывает уровень
организации производства
(пропорциональность мощностей,
эффективность организации труда,
бесперебойность материально-технического
снабжения, стандартизация и унификация
производства и др.).
39.
Экономическое значение и путисокращения длительности
производственного цикла
В интересах экономии оборотных
средств, ускорения их оборачиваемости
необходимо сократить длительность
производственного цикла, что
достигается уменьшением:
• времени рабочего периода ;
• перерывов в производственном
процессе.
40. Это обеспечивается двумя путями:
• а) совершенствованием техники итехнологии;
• б) повышением уровня организации
производства.
41. Технологическое время и время перерывов значительно сокращается в результате:
• совершенствования конструкцийвыпускаемой продукции;
• повышения уровня ее технологичности;
• внедрения наиболее рациональных
высокоэффективных технологических
процессов;
• повышения уровня механизации и
автоматизации;
• применения робототехники
42. Сокращение трудоемкости технологических операций достигается :
• путем использования болеесовершенного инструмента;
• заменой металла пластмассами;
• применением эффективной
специальной и универсальной оснастки;
• использованием ПЭВМ, позволяющих
выбирать оптимальные режимы
обработки деталей.
43.
Для совершенствования процессов
контроля, транспортировки и
складирования деталей целесообразно
их совмещение по времени с
технологическим циклом, как это
происходит, например, на роторных
автоматических линиях.
Использование статистических
методов контроля качества продукции
позволяет перейти от сплошного
контроля к выборочному, снижая тем
самым время контрольных операций.
44.
Сокращение времени транспортных и складских
операций достигается с помощью их механизации и
автоматизации, благодаря чему не только ускоряется
их выполнение, но создается высокая степень
надежности обслуживания производственного
процесса.
Сократить производственный цикл можно путем
снижения времени естественных процессов,
например внедрением при естественном охлаждении
принудительной циркуляции воздуха, а также путем
сокращения времени перерывов, вызываемых
авариями оборудования, нехваткой материалов,
оснастки и другими причинами
неудовлетворительной организации производства.
Повышение параллельности выполняемых работ
сокращает технологическую трудоемкость изделий и
время на их транспортировку.
45. Сокращение перерывов достигается:
• путем увеличения сменности работыоборудования;
• применением параллельнопоследовательного способа обработки партии
деталей вместо последовательного;
• рационализацией отдыха рабочих;
• применением эффективных систем
оперативно-календарного планирования.
46. С целью выявления резервов сокращения длительности производственного цикла проводятся маршрутные фотографии.
Их анализ дает возможность определить
отдельные стадии цикла, где имеются
резервы их сокращения, благодаря чему
может быть получен значительный эффект.
В результате анализа формул расчета
длительности производственного цикла
можно выявить такие пути его сокращения,
как уменьшение партии деталей, изменение
порядка их запуска в обработку, увеличение
сменности работы оборудования и т.д.
47. Типы производства и их технико-экономическая характеристика
Типы производства и их техникоэкономическая характеристикаПромышленные предприятия различаются по
структуре и объему выпускаемой продукции, широте
и устойчивости ее номенклатуры. В зависимости от
этих факторов рабочие места, участки, цехи и
предприятия подразделяются на несколько
организационных типов производства.
Тип производства — это комплексная
характеристика организационно-технологического
уровня производства, представляющая собой
совокупность номенклатуры продукции, объема
производства, повторяемости продукции, выпуска
однотипной продукции, характера загрузки рабочих
мест, типа используемого оборудования,
квалификации рабочих и себестоимости продукции.
48. Тип производства является классификационной категорией и обусловлен следующими факторами:
• степень специализации;• стабильность и широта номенклатуры
изделий;
• размер, масса изделий и объем их
выпуска;
• повторяемость или непрерывность
выпуска изделий
49. Различают три основных типа производства: единичное, серийное и массовое. В свою очередь серийное производство подразделяется
на крупно-, средне- и мелкосерийное. На практикепринимаются следующие значения коэффициента Кзо:
• для массового производства – от 1 до 2;
• для крупносерийного производства – от 3 до
5;
• для среднесерийного производства – от 6 до
20;
• для мелкосерийного производства – от 21 до
40;
• для единичного производства – свыше 40.
50.
К самостоятельному типу следует
относить опытное производство. Его
цель — производство образцов, партий
или серий изделий для проведения
исследовательских работ, испытаний,
доводки конструкции и на основе этого
разработки конструкторской и
технологической документации для
промышленного производства.
51.
Единичное производство характеризуется широкой номенклатуройизготавливаемых (ремонтируемых) изделий и малым объемом их
выпуска.
Здесь в основном применяется единичный
метод организации производственного
процесса, но на отдельных участках могут
быть использованы групповые методы.
Построение производственной структуры
проводится по технологическому признаку
(Оборудование располагается по группам
однотипных станков). В большинстве случаев
используется универсальное оборудование.
52.
На отдельных участках работает
специализированное оборудование.
Применение специализированного
инструмента - редкое. Рабочие места , как
правило, не имеют закрепленных за ними
операций. В связи с широкой и неустойчивой
номенклатурой изделий для выполнения
производственных процессов привлекаются
работники-универсалы. Доработка
технологического процесса на рабочих
местах требует применения труда рабочих
высокой квалификации.
53.
Высокая квалификация рабочих,
повышенные затраты материалов и
трудоемкость обусловливают высокую
себестоимость выпускаемой продукции.
Единичный тип производства
характерен для предприятий тяжелого,
транспортного и энергетического
машиностроения, судостроения,
опытного производства и т. д. С
ускорением технического прогресса
доля единичного типа производства
повышается.
54.
Его совершенствование идет по линии
применения современного
быстроналаживаемого оборудования —
станков с ЧПУ, которые могут выполнять
разнообразные операции. Важной задачей
единичного производства является
использование типизированных
производственных процессов, а также
расширение применения нормативных,
унифицированных и даже стандартных
деталей и узлов при подготовке производства
новой продукции.
55.
Серийное производство характеризуется постоянством выпускадовольно большой номенклатуры изделий.
Оно предопределяет партионный
метод организации производства, когда
запуск в производство деталей или
узлов осуществляется партиями
определенного размера при их
определенном устойчивом чередовании
во времени. Это позволяет
организовать ритмичный выпуск
продукции.
56.
Для серийного типа производства
характерным является групповая
форма организации с использованием
потока. Эта форма организации
определяет совместный ремонт или
изготовление групп изделий различной
конфигурации на специализированных
рабочих местах. Построение
производственных цехов предметнотехнологическое или технологическое.
57.
Оборудование в основном
специализированное, но на отдельных
участках применяется универсальное.
Расположение оборудования - смешанное.
Применение специального инструмента и
оснастки ограниченное. Специализация
кадров, по сравнению с единичным
производством, возрастает. На основных
производственных операциях применяется
труд специализированных рабочих средней
квалификации.
58.
В целом для серийного типа производства
характерны меньшие, чем для единичного,
трудоемкость, материалоемкость и себестоимость
однотипной продукции, так как здесь более высокий
уровень производительности труда. Выпуск
продукции организуется по циклически
повторяющемуся графику, во время оперативнопроизводственного планирования разрабатываются
графики запуска и выпуска продукции,
устанавливается строгий порядок чередования
изделий в цехах, участках и на рабочих местах.
Серийное производство наиболее многообразно
(подразделяется на три подтипа) и сложно. К
серийному типу производства относятся
станкостроительные предприятия.
59.
В мелко- и среднесерийном производствах находитприменение метод групповой технологии.
Он особенно эффективен в
мелкосерийном производстве. Сущность
группового метода заключается в разработке
групповых процессов и изготовлении
групповой оснастки. Для этой цели все
детали группируются по признаку
конструктивного и технологического сходства,
потребного технологического оборудования и
однотипной оснастки. Из каждой группы
выделяется наиболее сложная деталь,
имеющая присущие остальным деталям
конструктивные и технологические элементы.
60.
Если в группе нельзя выделить такую
деталь, то на базе имеющихся проектируется
комплексная сложная деталь, по которой
проектируется оснастка, подбирается
оборудование. Групповая технология и
последовательность операции проектируются
с расчетом, чтобы они обеспечивали
изготовление любой детали данной группы.
Если для изготовления конкретной детали
некоторые операции, предусмотренные
групповой технологией, не требуются, то они
по ходу производства пропускаются.
61.
Массовое производство характеризуется узкой номенклатурой ибольшим объемом выпуска изделий, непрерывно изготавливаемых
или ремонтируемых в течение продолжительного времени.
Здесь характерным является поточная
форма организации производственного
процесса, при которой средства технического
оснащения располагаются в соответствии с
выполняемыми операциями техпроцесса, т.е.
имеет место специализация рабочих мест
для одной номенклатуры изделия (по ходу
производственного процесса). Достаточно
высокий уровень механизации и
автоматизации производственных процессов.
62.
Ограниченная номенклатура выпускаемой
продукции при больших объемах выпуска
создает экономическую целесообразность
широкого применения в конструкциях
изделий унифицированных и
взаимозаменяемых элементов, тщательной
разработки технологических процессов,
операции которых дифференцируются до
отдельных переходов, трудовых действий,
приемов. В массовом производстве
значительно повышается удельный вес
высокопроизводительной оснастки.
63.
Построение производственных цехов
предметно-замкнутое или предметнотехнологическое. Степень специализации
оборудования высокая. Используется
специальный инструмент и приспособления.
Технологический процесс изготовления
продукции пооперционный.
Дифференцированный технологический
процесс позволяет узко специализировать
рабочие места путем закрепления за каждым
из них ограниченного количества
деталеопераций (1-3).
64.
Поэтому здесь используется труд
узкоспециализированных рабочихоператоров. Вместе с тем применяется труд
высококвалифицированных рабочихналадчиков.
Массовое производство из-за
ограниченной и устойчивой номенклатуры
производимых изделий обеспечивает низкие
потери времени на переналадку
оборудования, обеспечивает наиболее
полное использование материалов и
оборудования, наиболее высокий уровень
производительности труда. Трудоемкость и
себестоимость изготовления единицы
продукции самая низкая.
65.
Однако массовое производство требует более
тщательной конструкторской и технологической
подготовки, разработки и применения специальной
оснастки, инструмента.
К массовому типу производства относятся
автомобильные предприятия, сельскохозяйственных
машин и др. Необходимо отметить, что отнесение
предприятия в целом к тому или иному типу
производства носит условный характер, так как на
любом из них могут быть созданы цехи, участки с
различными типами производства. Так, на
предприятиях массового типа производства могут
быть цехи с серийным и единичным типом
производства, а на предприятиях единичного типа изготовление унифицированных и широко
применяемых деталей может быть организовано по
серийному и массовому принципу.
66.
Метод организации производства — это
способ осуществления производственного
процесса, представляющий собой
совокупность средств и приемов его
реализации и характеризующийся рядом
признаков, главными из которых являются
взаимосвязь последовательности
выполнения операций технологического
процесса с порядком размещения
оборудования и степень непрерывности
производственного процесса.
Основными методами организации
производства являются непоточный,
партионный и поточный.
67.
Формой организации производства
называется способ функционирования и
сочетания в пространстве и во времени
элементов производственного
процесса.