












 последовательного вида движения в днях")
 партии р.")














 management
managementSimilar presentations:



 логистика")






Производственная логистика
1. ПРОИЗВОДСТВЕННАЯ ЛОГИСТИКА
2. Содержание
1.2.
3.
4.
5.
6.
7.
8.
9.
Понятие производственной логистики. Структура производственного
процесса.
Принципы организации производственного процесса.
Виды движения материальных ресурсов в производстве.
Характеристики типов производств.
Основа производственной структуры предприятия. Поточные и
непоточные формы производственных процессов.
Основы оперативного планирования и управления материальными
потоками в производстве.
Календарный метод планирования материальных потребностей
(стандарт системы MRPI).
Объемно-календарный метод планирования (стандарт концепций
MRP II и ERP).
Концепция «Точно вовремя» (JIT) в сравнении с RP-стандартами.
3. 1 Понятие производственной логистики. Структура производственного процесса
4.
Материальный поток (МП) впроизводственной системе—движение
материальных ресурсов в пространстве и во
времени между стадиями производственного
процесса.
Производственная логистика (ПЛ),
является одной из функциональных
подсистем интегрированной логистики,
решает вопросы организации движения
материальных ресурсов и управления им
непосредственно между стадиями
производственного процесса.
5. Направления развития производственной логистики
достижения высокой степени интеграции внутрипредприятия и между ее поставщиками и
потребителями;
повышения гибкости и адаптивности производства к
конъюнктуре рынка;
сокращения длительности производственного цикла;
резервирования производственных мощностей и
отхода от максимизации ее загрузки;
сокращения всех видов запасов;
универсализации оборудования;
устранения брака;
изготовления продукции на заказ и т. д.
6. Производственный процесс – определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов, н
Производственный процесс – определенным образомупорядоченный в пространстве и во времени комплекс
трудовых и естественных процессов, направленных на
изготовление продукции необходимого назначения, в
определенном количестве и качестве, в заданные сроки
ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ
ОСНОВНЫЕ
Процессы:
обработки,
штамповки,
резки,
сборки,
окраски,
сушки,
монтажа
ВСПОМОГАТЕЛЬНЫЕ
Процессы:
изготовление
СОГЛАСОВАНИЕ
инструмента и
технологической
оснастки,
ремонт,
производство
электроэнергии
ОБСЛУЖИВАЮЩИЕ
Процессы:
контроль качества
продукции,
контроль
производственного
процесса,
транспортировка,
складирование
7. Производственным циклом Тц называют период пребывания предметов труда в производственном процессе с начала изготовления до выпуска гото
Производственным циклом Тц называютпериод пребывания предметов труда в
производственном процессе с начала
изготовления до выпуска готового продукта в
пределах одной организации
Технологический цикл Тт
= f( Тт,
Тк, Ттр, Тск, Те, Тпер )
образуетТц
время
выполнения
совокупности технологических
операций
Тт – технологический
цикл,
в производственном
цикле
Тк – контрольный цикл,
Ттр – транспортный
цикл,
Операционный цикл Топ включает
Тск – цикл
складских
операций,
время
выполнения
одной операции, в
Те – естественные
процессы,
течение которого
изготавливается одна
партияперерывов.
одинаковых или несколько
Тпер – время
различных деталей
8. Длительность производственного цикла Тц зависит от метода планирования, организации и управления производственным процессом во времени
Длительность производственного цикла Тц зависит от методапланирования, организации и управления производственным
процессом во времени и в пространстве
СТРУКТУРА ПРОИЗВОДСТВЕННОГО ЦИКЛА
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ
Время
выполнения
операций
Длительность
естественных
процессов
Время
перерывов
партионности,
Направления повышения эффективности производственного
заготовительных,
ожидания,
процесса:
обрабатывающих,
комплектования
сборочных,
сокращение длительности основных и вспомогательных
технологических
транспортных, операций;
контрольных,
сокращение длительности естественных процессов;
складских,
сокращение длительности перерывов.
9. 2 Принципы организации производственного процесса
10.
Специализация предусматриваетограничение разнообразия
производственных процессов путем их
стандартизации, унификации
технологических маршрутов и конструкций
изделий
Уровень специализации измеряется
коэффициентом закрепления операций (Кзо),
который определяет количество
деталеопераций, обрабатываемых на
рабочем месте за определенный промежуток
времени
11.
Параллельность заключается всовмещении выполнения различных
производственных процессов во времени, что
может способствовать сокращению
продолжительности производственного
цикла.
Непрерывность направлена на сокращение
до возможного минимума различных
перерывов в производственном процессе и
пространственных разрывов между рабочими
комплексами.
12.
Пропорциональность предполагает относительнуюсбалансированность пропускной способности всех
последовательных производственных
подразделений, выполняющих основные,
вспомогательные и обслуживающие процессы.
Нарушение данного принципа приводит к
возникновению «узких мест» в производственном
процессе или к неполной загрузке рабочих мест,
участков и цехов.
Прямоточность обеспечивает кратчайшее и
однонаправленное движение предметов труда в
пространстве и во времени за счет расположения
рабочих мест и участков по ходу следования
операций технологического процесса.
13.
Ритмичность означает равномерный выпускопределенного количества продукции через
заданные интервалы времени. Позволяет наиболее
полно использовать производственную мощность.
Наивысшая ритмичность достигается в массовом
поточном производстве.
Интегративность предполагает системную
интеграцию всех процессов в организации за счет
сквозного управления функциональными циклами
снабжения, производства и сбыта. Достигается на
основе использования горизонтальных оргструктур.
Гибкость и адаптивность обеспечивают
возможность мобильной перестройки всей
производственной системы или ее части на выпуск
другой продукции.
14. 3 Виды движения материальных ресурсов в производстве
15.
СПОСОБЫ ОБРАБОТКИ ДЕТАЛЕЙ ВПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ
1 Последовательный
2 Параллельный
3 Параллельнопоследовательный
16. При последовательном виде движения каждая последующая операция начинается только после окончания изготовления всей партии предметов тру
При последовательном виде движения каждая последующаяоперация начинается только после окончания изготовления
всей партии предметов труда на предыдущей операции
1
1 2
3
4
nt1
2
5
6
7
8
1234 5 67 8
nt2
3
12 3 4 5 6 7 8
nt3
17.
mTm ( n ) n t i
i 1
где ti — норма времени на i-ю операцию;
т — количество операций;
п — количество деталей в партии.
18. производственный цикл Тц(п) последовательного вида движения в днях
m tti
(m 1)t ìî
tå
mi
n
sq
24
i 1 csq
i 1 csq
m
Tö ( ï )
где с — количество мест рабочих;
s — количество смен;
q — продолжительность одной смены;
tмо — время межоперационного пролеживания;
tе— время естественных процессов (в часах);
tmi — подготовительно-заключительное время.
19. Параллельно-последовательный способ заключается в разделении всей обрабатываемой партии на транспортные (передаточные) партии р.
Ton1Ton1
1
1
t2
pt1
t1
2
pt2
2
Ton2
Ton2
а) последующая операция
продолжительнее предыдущей
б) последующая операция менее
продолжительнее, чем предыдущей
20.
Правило согласования операций:если ti > ti+1, то согласования проводят по
конечной детали комплекта,
а если ti+1 > ti — то по начальной.
21. ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПАРИИ
(n-1)t11
2
1 2
3
4
5
(n-1)t2
t1
6
7
8
1234 5 6 7 8
t2
(n-1)t2
12 3 4 5 6 7 8
3
t3
(n-1)t3
22. ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНЫЙ СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПАРИИ
(n-1)t11
2
1 2
3
4
5
(n-1)t2
t1
6
7
8
1234 5 6 7 8
t2
(n-1)t2
12 3 4 5 6 7 8
3
t3
(n-1)t3
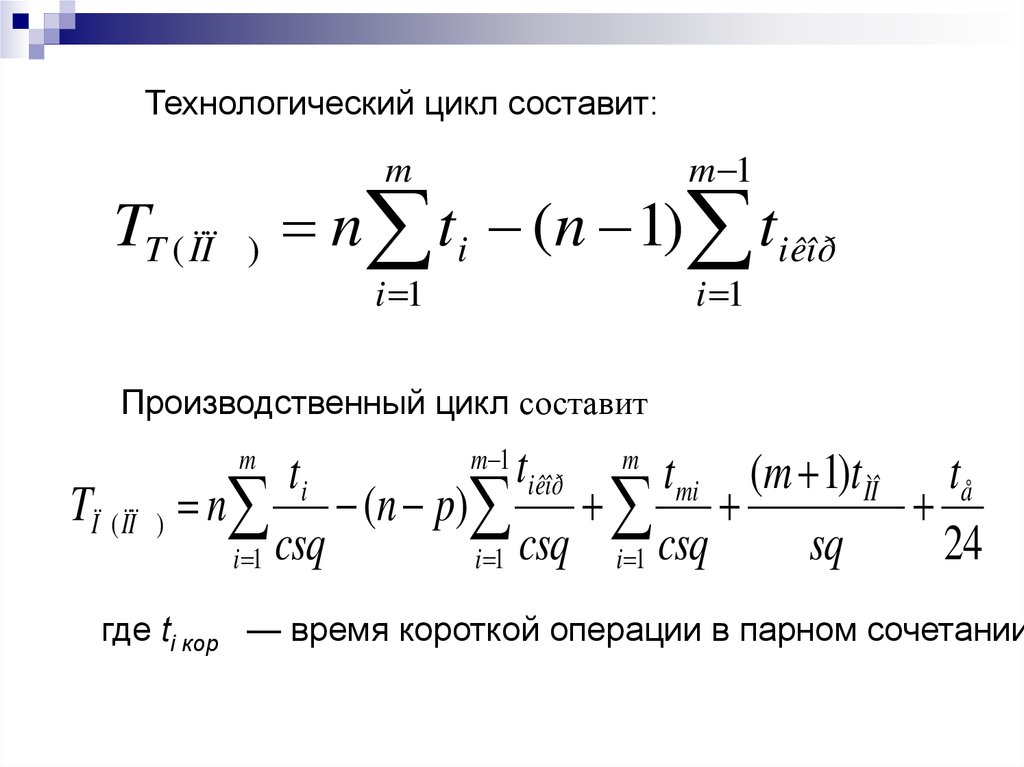
23.
Технологический цикл составит:TT ( ÏÏ
)
m
m 1
i 1
i 1
n t i (n 1) tiêîð
Производственный цикл составит
m 1 t
m
ti
t mi (m 1)t ÌÎ tå
iêîð
( n p )
) n
sq
24
i 1 csq
i 1 csq
i 1 csq
m
TÏ ( ÏÏ
где ti кор — время короткой операции в парном сочетании
24. ПАРАЛЛЕЛЬНЫЙ СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПАРИИ
(n-1)t11
2
3
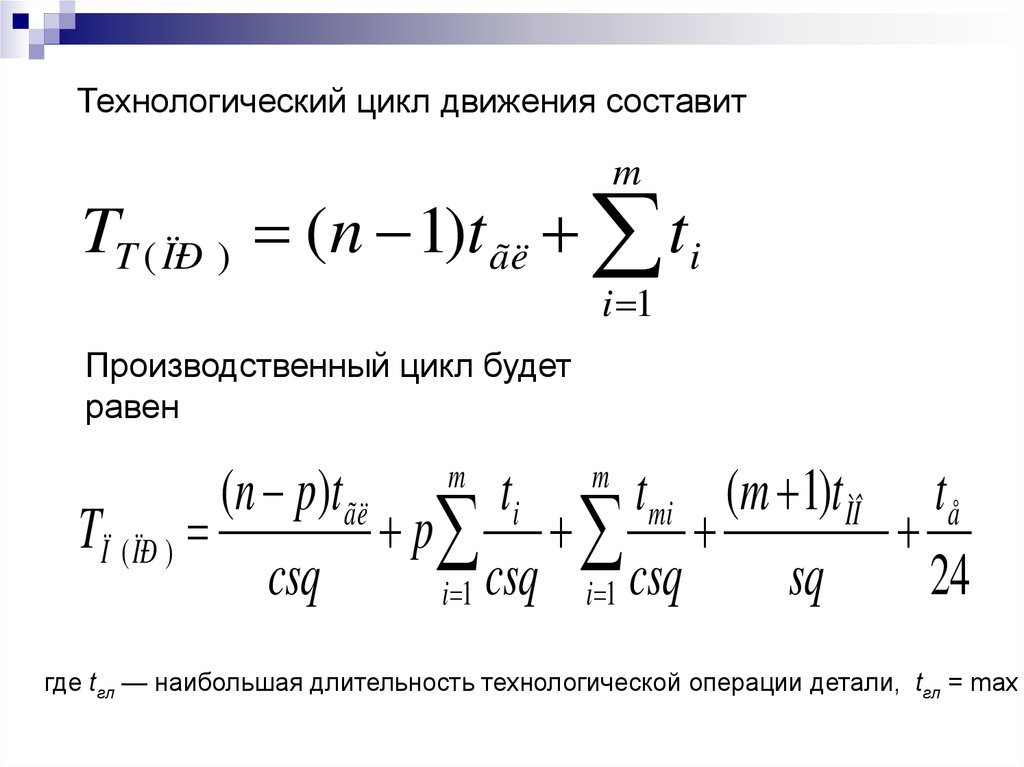
25.
Технологический цикл движения составитm
TT ( ÏÐ ) (n 1)t ãë t i
i 1
Производственный цикл будет
равен
(n p)t ãë
ti
t mi (m 1)t ÌÎ tå
TÏ ( ÏÐ )
p
csq
sq
24
i 1 csq i 1 csq
m
m
где tгл — наибольшая длительность технологической операции детали, tгл = max t
26. 4 Характеристики типов производств
27. Тип производства – комплексная характеристика технических, организационных и экономических особенностей производства, обусловленных ст
Тип производства – комплекснаяхарактеристика технических, организационных и
экономических особенностей производства,
обусловленных степенью специализации,
сложностью и устойчивостью изготовляемой
номенклатуры, размером и повторяемостью выпуска
продукции.
Основным показателем, характеризующим тип
производства, является коэффициент закрепления
операций КЗО
Ê çî
Ê
i
Ê ðì
îïi
28.
ТИПЫ ПРОИЗВОДСТВА1 ЕДИНИЧНЫЙ
2 СЕРИЙНЫЙ
3 МАССОВЫЙ
29. Характеристика единичного производства
малый объемом выпуска одинаковых изделий;большая номенклатура выпускаемых изделий;
неустойчивая технологическая специализация
участков;
универсальное оборудование;
неупорядоченные связи между рабочими местами;
универсальный высококвалифицированный
персонал.
Коэффициент закрепления операций принимается
выше 40
30. Характеристика серийного производства
производство нескольких однородных типов изделийпериодически повторяющимися партиями;
специализация участков — предметная, предметно-групповая;
специализированное оборудование;
простые, постоянные и однонаправленные связи между
рабочими местами;
рабочие средней квалификации.
В зависимости от Кзо различают мелкосерийное (Кзо = 21—40),
среднесерийное (Кзо = 11—20) и крупносерийное (Кзо = 1—10)
производство
31. Характеристика массового производства
большой объемом выпуска изделий, непрерывноизготовляемых продолжительное время;
на большинстве рабочих мест выполняется одна
рабочая операция (Kзо = 1);
подетальная специализация участков;
специализированное оборудование;
специализация участков по предметно-замкнутой
форме;
прямоточные связями между рабочими местами —
поточное производство;
рабочие — операторы, низкой квалификации
32. 5 Основа производственной структуры предприятия. Поточные и непоточные формы производственных процессов
33.
ФОРМЫ СПЕЦИАЛИЗАЦИИпо целевому
признаку
предметная
специализация
подетальная
специализация
по функциональному
признаку
технологическая
специализация
34.
35.
(а) технологическаяспециализация
(б) предметная
специализация
Ток 1-й
Токучасток
Ток Ток
Ток Ток Ток Ток Д1
Фр Фр Фр Фр
Ток Ток Ток Ток
Св
Ток Ток Ток Ток
Фр
Фр
Фр
Фр
Св
Св
Св
Д2
Фр 2-й
Фручасток
Фр Фр
Фр
Фр
Фр
Фр
Св
Св
Св
Св
Св 3-й
Свучасток
Св Св
Св
Св
Св
Св
Д3
36.
Поточное производство — форма организациипроизводственного процесса, при которой все
операции согласованы во времени, повторяются
через строго установленные интервалы, все рабочие
места являются специализированными и
располагаются в соответствии с ходом
технологического процесса.
В поточном производстве воплощаются все
принципы организации производственного процесса,
что обеспечивает наиболее эффективное его
функционирование. Поточные формы работы
наиболее распространены в массовом производстве,
но применяются также в серийном и единичном.
37.
Непоточная форма, которая применяется восновном в единичном, мелкосерийном и серийном
производствах, часто понимается как
преимущественно неупорядоченное движение
предметов труда в пространстве, сочетаемое с
прогнозированным движением во времени.
Наибольшая сложность организации непоточного
производства по сравнению с поточной состоит
прежде всего в необходимости упорядочения
движения предметов труда в пространстве, сведения
хаотичных потоков в единый технологический
маршрут производства однотипной продукции.
38.
Специализация предусматривает ограничениеразнообразия производственных процессов путем их
стандартизации, унификации технологических маршрутов и
конструкций изделий
Уровень специализации измеряется коэффициентом
закрепления операций (Кзо), который определяет количество
деталеопераций, обрабатываемых на рабочем месте за
определенный промежуток времени