







 для номинальных размеров до 500 мм")
















 industry
industrySimilar presentations:

 допусков размеров, массы и припусков на отливку по ГОСТ Р-53464-2009")








Выбор и проектирование заготовок. Практика 4,5. Проектирование литых заготовок
1. Выбор и проектирование заготовок
Практика 4,5. Проектирование литых заготовок.2. Последовательность действий при проектировании отливки
1. Анализ чертежа детали на соответствие требованиямлитейной технологии.
2. Выбор способа формовки.
3. Разработка чертежа элементов литейной формы.
4. Разработка чертежа отливки.
5. Разработка технологического маршрута изготовления
отливки и составление технологической карты.
6. Разработка чертежа (эскиза) литейной формы.
7. Разработка чертежей приспособлений, входящих в состав
модельного комплекта.
8. Определение стоимости отливки.
3. Что нужно сделать:
Спроектировать литую заготовкукорпуса, полученную в песчаной
литейной форме. Определить ее
форму, размеры, положение
плоскости разъема
Разработать чертёж отливки с
изображением элементов литейной
формы и указанием технических
требований.
4. Исходные данные
Н14, h14, IT 14/25. Варианты заданий
№варианта
Размеры детали, мм
а
b
D2
(Н10)
D
D1
d
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
110
110
90
92
96
105
100
96
90
110
110
110
100
100
96
100
110
105
110
110
115
80
80
75
75
70
85
75
75
80
85
85
85
85
80
80
80
85
85
85
90
93
60Н9
60Н8
55Н7
55Н10
50Н7
65Н9
60Н8
55Н7
55Н8
65Н7
66Н9
62Н7
60Н7
60Н8
56Н7
55Н7
63Н8
63Н7
70Н8
80Н7
56Н7
5
4
5
4
2
4
5
4
3
3
4
5
6
5
5
6
6
4
6
6
5
10
6
7
8
6
8
10
6
5
10
10
10
7
8
6
10
10
6
10
10
7
120
130
100
110
115
130
120
110
110
130
130
120
120
120
105
110
120
120
120
125
125
L
Материал
детали
l
110
110
105
105
100
115
110
105
105
110
100
96
100
105
120
120
110
105
106
110
115
10
11
10
15
15
8
10
11
10
12
8
7
10
8
12
11
10
12
15
12
12
Сталь 20Л
СЧ20
АМг10
ВЧ-35
Сталь 25Л
КЧ 30-6
СЧ 10
Сталь 30Л
Сталь 15Л
ВЧ 35
Сталь 15Л
ЛС 58-2
КЧ 30-6
Бр 05Ц5С5
АК-7
ВЧ 40
СЧ 18
Сталь 15Л
СЧ30
Сталь 20Л
АК9Ц6
ГОСТ на
материал
977-88
1412-85
1583-93
7293-85
977-88
1215-79
1412-85
977-88
977-88
7293-85
977-88
15527-2004
1215-79
613-79
1583-93
7293-85
1412-85
977-88
1412-85
977-88
1583-93
6. Точность и качество отливок
Степени точности8
11
+
+
+
+
+
+
+
+
+
+
+
+
+
+
320- 160- 80- 40160
80
40
20
Литье под давлением
+
+
Литье по выплавляемым моделям
+
+
Литье в оболочковые формы
+
+
+
Литье в кокиль
+
+
+
+
+
+
+
+
Литье в песчано-глинистые формы
+
+
+
+
+
Серийное
+
+
+
+
+
+
Единичное
+
+
+
+
+
+
черное
цветное
Массовое
12
14
+
15
Параметры шероховатости Rz, мкм
16
17
2010
106,3
+
+
+
6,33,2
3,21,6
7. Геометрические параметры отливки
Минимальныйдиаметр отверстий
отливок в ПГФ:
Массовое: 20 мм
Серийное: 30 мм
Единичное: 50 мм
8. Основные свойства литейных сплавов
9. Значения допусков (мкм) для номинальных размеров до 500 мм
номинальных размеров до 500мм
Интервалы
размеров, мм
Квалитет
6
7
8
9
10
11
12
13
14
15
16
До 3
6
10
14
25
40
60
100
140
250
400
600
Свыше 3 до 6
8
12
18
30
48
75
120
180
300
480
750
Свыше 6 до 10
9
15
22
36
58
90
150
220
360
580
900
Свыше 10 до 18
11
18
27
43
70
110
180
270
430
700
1100
Свыше 18 до 30
13
21
33
52
84
130
210
330
520
840
1300
Свыше 30 до 50
16
25
39
62
100
160
250
390
620
1000
1600
Свыше 50 до 80
19
30
46
74
120
190
300
460
740
1200
1900
Свыше 80 до 120
22
35
54
87
140
220
350
540
870
1400
2200
Свыше 120 до 180
25
40
63
100
160
250
400
630
1000
1600
2500
Свыше 180 до 250
29
46
72
115
185
290
460
720
1150
1850
2900
Свыше 250 до 315
32
52
81
130
210
320
520
810
1300
2100
3200
Свыше 315 до 400
36
57
89
140
230
360
570
890
1400
2300
3600
Свыше 400 до 500
40
63
97
155
250
400
630
970
1550
2500
4000
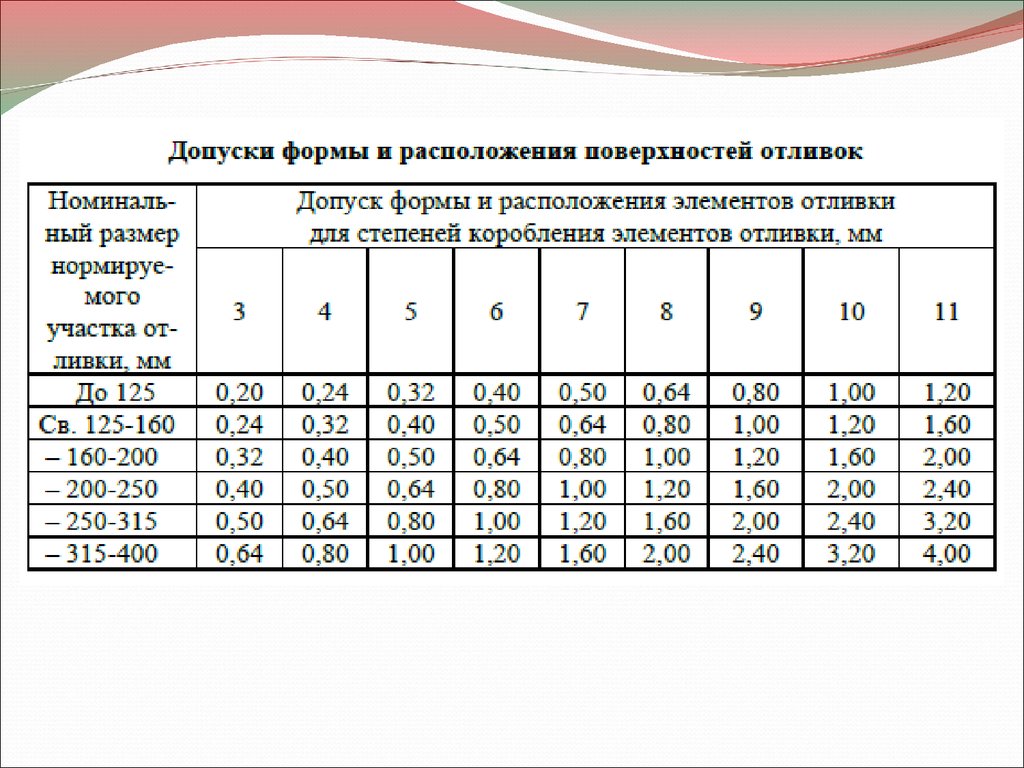
10. Степень коробления элементов отливок
ОтношениеСтепень коробления элемента отливки
наименьшего
размера элемента
отливки к
наибольшему
(толщины или
высоты к длине
Свыше 0,200
Св.0,100 до 0,200
Св. 0,050 до 0,100
Св. 0,025 до 0,050
До 0,025
Многократные формы
Разовые формы
Нетермообр Термообраб Нетермообра Термообраба
абатываемы атываемые батываемые тываемые
е отливки
отливки
отливки
отливки
1-4
2-5
3-6
4-7
5-8
2-5
3-6
4-7
5-8
6-9
3-6
4-7
5-8
6-9
7-10
4-7
5-8
6-9
7-10
8-11
11.
12. Классы размерной точности отливок
Max размер Нетермообра Термообрабатыва Термообрабатбатываемые емые чугунные и ываемые
материалы
тугоплавкие
стали
цветные
Литье под
давлением
100
100…250
250…630
3…7т
4…7
5т…8
4…7
5т…8
5…9т
5т…8
5…9т
6…9
Литье по
выплавляем
ым моделям,
литье под
давлением
100
100…250
250…630
5т-9т
5-9
6-10
5-9
6-10
7т-11т
6-10
7т-11т
7-11
Литье в
песчаноглинистые
формы
До 100
100… 250
250 …630
630 …1600
1600…4000
выше 4000
6-11т
7т-11
7-12
8-13т
9т-13
9-13
7т-11т
7-11
8-12
9т-13т
9-13
10-14
7-12
8-13т
9т-13
9-13
10-14
11т-14
13. Припуски отливки
Степениточности
24
56
78
Ряды
припусков
1- 1- 23 4 5
9-10 11- 1312 14
3-6
47
15 16
5-8 6- 79 10
17
18
8- 911 12
Ряд
припуска
отливки
7
Минимальный
литейный
припуск на
сторону, мм
0, 1, 1, 1, 2, 2, 3, 4, 5, 6, 8, 10,
8 0 2 6 0 5 0 0 0 0 0 0
8
9
1
0
1
1
1
2
1
3
14 1
5
16 17 18
14. Допуски линейных размеров отливки
Для обрабатываемых поверхностей отливок установлено симметричное расположение полей допусков,для необрабатываемых поверхностей допускается симметричное и асимметричное (частично или
полностью) расположение полей допусков размеров, формы и расположения.
15. Общие допуски элементов отливок, мм
Допускразмера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Допуск
размера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Св. 0,40 до
0,50
До 0,12
0,12-0,24
0,24-0,32
0,32-0,40
0,40-0,50
0,50-0,64
0,64-0,80
0,80-1,00
0,50
0,56
0,64
0,70
0,80
0,90
1,10
1,40
Св. 0,64 до
0,80
До 0,20
0,20-0,40
0,40-0,50
0,50-0,64
0,64-0,80
0,80-1,00
1,00-1,20
1,20-1,60
0,80
0,90
1,00
1,10
1,20
1,40
1,80
2,20
Св. 0,50 до
0,64
до 0,12
0,12-0,24
0,24-0,40
0,40-0,50
0,50-0,64
0,64-0,80
0,80-1,00
1,00-1,20
1,20-1,28
0,64
0,70
0,80
0,90
1,00
1,20
1,40
1,60
1,80
Св. 0,80 до
1,00
До 0,24
0,24-0,40
0,40-0,64
0,64-0,80
0,80-1,00
1,00-1,20
1,20-1,60
1,60-2,00
1,00
1,10
1,20
1,40
1,60
1,80
2,20
2,80
16. Общие допуски элементов отливок, мм
Допускразмера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Допуск
размера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Св. 1,00 до
1,20
До 0,32
0,32-0,64
0,64-0,80
0,80-1,00
1,00-1,20
1,20-1,60
1,60-2,00
2,00-2,40
1,20
1,40
1,60
1,80
2,00
2,40
2,80
3,20
Св. 1,60 до
2,00
До 0,40
Св. 0,40 до 0,80
Св. 0,80 до 1,20
Св. 1,20 до 1,60
Св. 1,60 до 2,00
Св. 2,00 до 2,40
Св. 2,40 до 3,20
Св. 3,20 до 4,00
2,00
2,20
2,40
2,80
3,20
3,60
4,40
5,60
Св. 1,20 до
1,60
До 0,40
Св. 0,40-0,80
0,80-1,20
1,20-1,60
1,60-2,00
2,00-2,40
2,40-3,20
3,20-4,00
2,00
2,20
2,40
2,80
3,20
3,60
4,40
5,60
Св. 2,00 до
2,40
До 0,64
Св. 0,64-1,20
1,20-1,60
1,60-2,00
2,00-2,40
2,40-3,20
3,20-4,00
4,00-4,80
2,40
2,80
3,20
3,60
4,00
4,40
5,60
6,40
17. Общие допуски элементов отливок, мм
Допускразмера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Допуск
размера от
поверхности
до базы
Допуск формы и
расположения
поверхности
Общий допуск
элемента
отливки, не
более
Св. 2,40 до
3,20
До 0,80
Св. 0,80-1,60
1,60-2,00
2,00-2,40
2,40-3,20
3,20-4,00
4,00-5,00
5,00-6,40
3,20
3,60
4,00
4,40
5,00
5,60
7,00
9,00
Св. 3,20 до
4,00 включ.
До 1,00
Св. 1,00 до 1,60
Св. 1,60 до 2,40
Св. 2,40 до 3,20
Св. 3,20 до 4,00
Св. 4,00 до 5,00
Св. 5,00 до 6,40
Св. 6,40 до 8,00
4,00
4,40
5,00
5,60
6,00
7,00
9,00
11,00
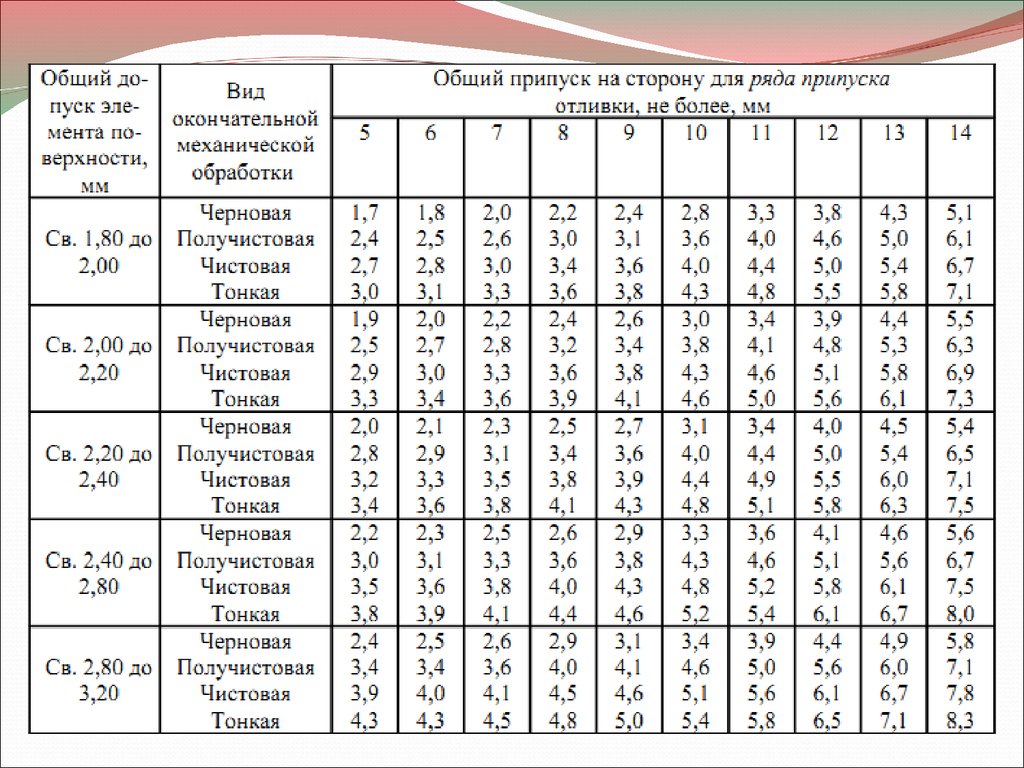
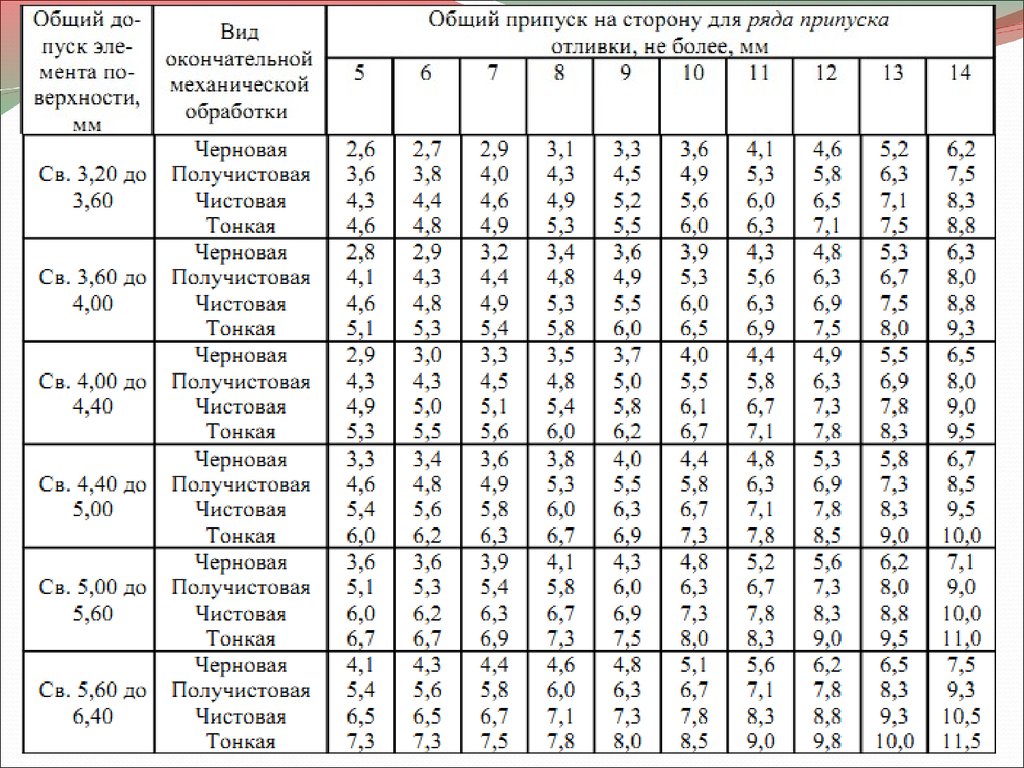
18. Общие припуски на сторону, соответствующие виду окончательной механической обработки поверхности отливки
19. Общие припуски на сторону, соответствующие виду окончательной механической обработки поверхности отливки
20.
21.
22. Классы точности массы отливок
Вид литьяНомина Класс точности массы для типа
льная
масса
отливки
, кг
сплава
Цветные
легкие
нетермоо
брабатыв
аемые
сплавы
Нетермообр
абатываем
ые черные
и цветные
тугоплавки
е и цветные
термообраб
атываемые
сплавы
Термообр
абатывае
мые
чугуны и
цветные
тугоплав
кие
сплавы
Термоо
брабат
ываем
ые
стальн
ые
сплавы
Литье в песчаноглинистые
сырые формы из
низковлажных (до 2,8%)
высокопрочных (более 160
кПа или 1,6 кг/см2)
смесей, с высоким и
однородным уплотнением
до твердости не ниже 90
единиц
До 1,0
Св. 1,0 до 10
Св. 10 до 100
4-11т
5т-12
5-13
5т-12
5-13
6-13
5-13т
6-13
7т-14
6-13
7т-14
7-15
Литье в кокиль без
песчаных стержней,
До 1,0
Св. 1,0 до 10
Св. 10 до 100
3-10
4-11т
5т-11
4-11т
5т-11
5-12
5т-11
5-12
6-13т
5-12
6-13т
7т-13
23. Стержень и стержневые знаки
Высота вертикальныхзнаков (для всех видов
форм), мм ГОСТ 3212-92
24. Уклоны знаков моделей и стержневых ящиков
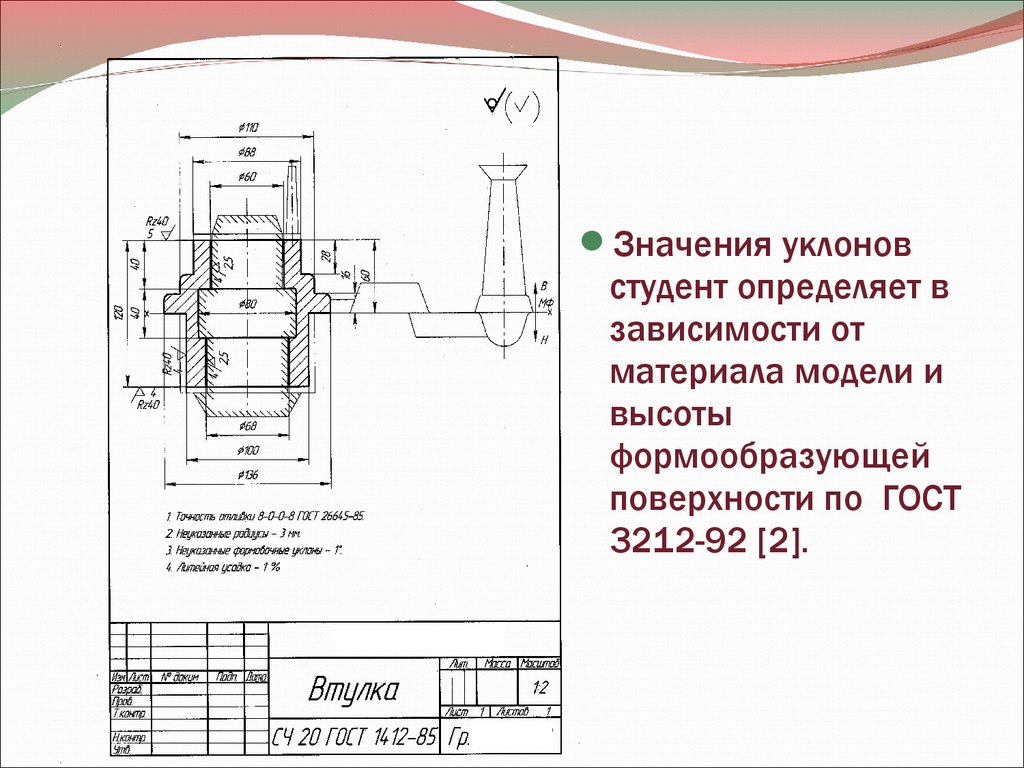
25. Формовочные уклоны и радиусы закруглений моделей
26.
Значения уклоновстудент определяет в
зависимости от
материала модели и
высоты
формообразующей
поверхности по ГОСТ
3212-92 [2].
27. Пример условного обозначения отливки
параметркласс размерной точности
значение
9
степень коробления
7
степень точности формы и
расположения поверхностей
5
класс точности массы
8
допуск смещения
0,8мм
Точность отливки 9-7-5-8 См. 0,8
ГОСТ 26645-85. ГОСТ Р 53464-2009
28. Соответствие между степенями точности и шероховатостью поверхностей отливок
Значение шероховатости для степеней точности поверхностиотливки
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Ra,
мкм,
не
более
5
6,3
8
10
12,5
16
20
25
32
40
50
63
80
100
-
-
Rz,
мкм,
не
более
-
-
-
-
-
-
-
-
-
-
-
-
-
-
500
630
29. Технические требования на изготовление отливки
1.Поверхность отливки очистить от пригара2.Заварка раковин на поверхности А не
допускается
3.Заусенцы и острые кромки не допускаются
4.Формовочные уклоны…
5.Неуказанные литейные радиусы R…
6.Точность отливки … ГОСТ 26645-85
7.Масса …. ГОСТ 26645-85
8.Допуск массы отливки … (%)
9.Термообработка … , твердость … НВ