















 industry
industrySimilar presentations:










Материалы, применяемые для изготовления горных инструментов. ТИПИ. Тема 1
1. Технология изготовления породоразрушающих инструментов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАННАО «Казахский национальный исследовательский технический университет
имени К.И. Сатпаева»
Институт промышленной инженерии им. А. Буркитбаева
Кафедра «Стандартизация, сертификация и технология машиностроения»
Специальность 6М071200 – «Машиностроение»
Форма
обучения
Всего
Курс
Семестр
Лекций
Практические
занятия
Рубежный
контроль
СРМП
СРМ
Трудоемкость
Экзамен
Дневная
2 кредита
1
2
30 часов
15 часов
2
45 часов
45 часов
135 часов
2 семестр
В.В. Поветкин
д.т.н., профессор
2.
Тема 1. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕДЛЯ ИЗГОТОВЛЕНИЯ ГОРНЫХ ИНСТРУМЕНТОВ
- Материалы для изготовления корпусов (державок);
- Твердые сплавы, применяемые для армирования инструментов;
- Припои и флюсы;
- Алмазы и сверхтвердые материалы для армирования горных инструментов.
3.
1.1. Материалы для изготовления корпусов (державок)Наиболее широко применяемые марки сталей для различных видов
инструмента:
4.
1.2. Твердые сплавы, применяемые для армированияинструментов
По структуре сплавы бывают:
- мелкозернистыми (индекс М, размер зерен до 1 мкм);
- среднезернистыми (размер зерен 1— 2 мкм);
- крупнозернистыми (индекс В, размер зерен 2—5 мкм).
5.
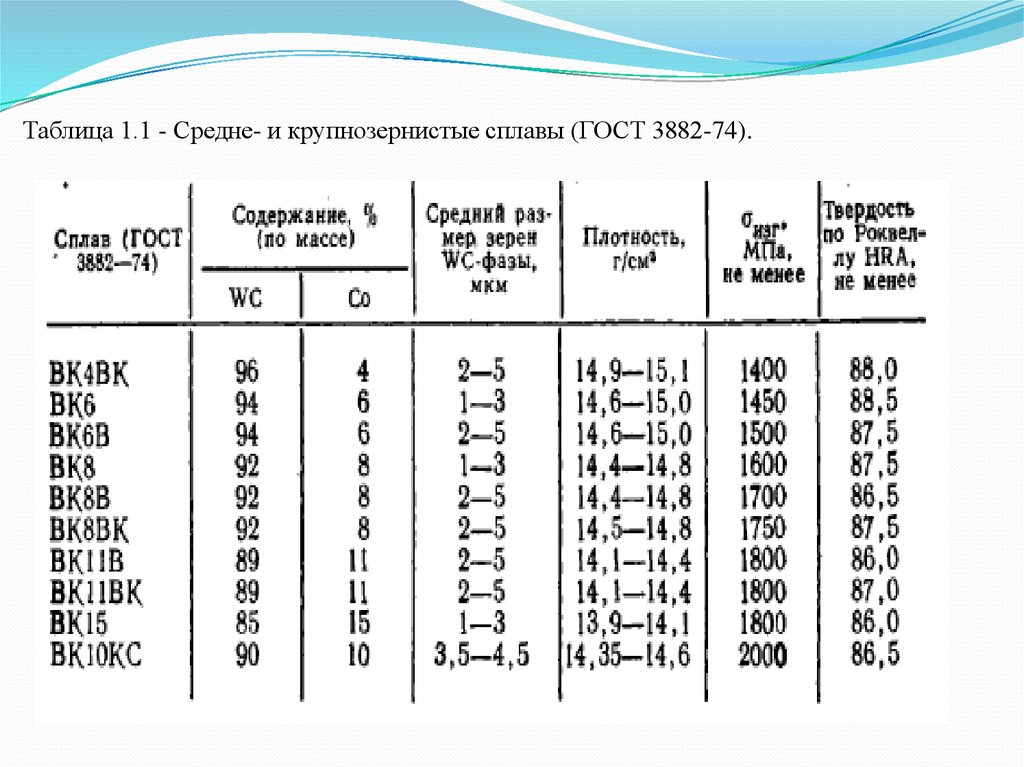
Таблица 1.1 - Средне- и крупнозернистые сплавы (ГОСТ 3882-74).6.
Исходя из физико-механических и эксплуатационныхсвойств, рекомендуются следующие области применения
различных марок сплавов:
Резцы и коронки для вращательного бурения ВК6, ВК8, ВК6ВК
шпуров и скважин
Резцы угольных комбайнов
ВК8, ВК11ВК
Перфораторные коронки
ВК8В, ВК11ВК, ВК15, ВК10КС
Коронки к погружным перфораторам
ВК8К, ВК15
Шарошечные долота
ВК8ВК, ВК11ВК, ВК15, ВК8КС
Дисковые пилы, штрипсы и т.д.
ВК8, ВК8В
7.
Для армирования горных инструментов твердыесплавы изготовляют в виде пластин различных
форм или кернов:
8.
Из наплавочных твердых сплавов в горном деле находят применениетрубчатые (релит ТЗ), стержневые (Т-590, Т-620) и порошкообразные
(БХ, КБХ-45) сплавы.
Ими наплавляют зубья шарошек, ковшей экскаваторов и резцы
других машин, имеющих крупный инструмент и работающих в
условиях ударных нагрузок.
Наибольшие твердость и износостойкость наплавкам придает релит.
трубчатый (релит ТЗ).
порошковая проволока
металлические электроды для дуговой
сварки, наплавки и резки.
9.
Наплавкой называют процесс наплавления на поверхностиизделия слоя металла для изменения размеров или придания
специальных свойств (твердости, антикоррозионности,
износоустойчивости и т. д.).
Наплавка может выполняться металлическими штучными
электродами, стальной наплавочной проволокой (лентой) и
твердыми сплавами.
Важнейшие требования, предъявляемые к наплавке:
- минимальное проплавление основного металла;
- минимальное перемешивание наплавленного слоя с
основным металлом;
- минимальное значение остаточных напряжений и
деформаций металла в зоне наплавки;
- занижение до приемлемых значений припусков на
последующую обработку деталей.
10.
Способы наплавки:Ручная дуговая наплавка
Дуговая наплавка под флюсом
Дуговая наплавка в защитных газах вольфрамовым
(неплавящимся) и проволочным металлическим (плавящимся)
электродом.
4. Вибродуговая наплавка выполняется путем вибрации электрода,
амплитуда которой находится в приделах 0,75 до 1,0 диаметра
электродной проволоки. Является разновидностью электрической
дуговой наплавки металлическим электродом.
5. Электрошлаковая наплавка
6. Наплавка открытой дугой
7. Плазменная наплавка
8. Электродами
9. Порошковой проволокой
10. Газопорошковая наплавка
1.
2.
3.
11.
Перед наплавкой поверхность тщательно зачищают,следя особенно за тем, чтобы не осталось жировых
пятен и коррозии.
Электроды подбирают, исходя из условий
эксплуатации наплавляемой поверхности.
Для этого применяют как обычные сварочные
электроды, предназначенные для сварки
легированных сталей, так и специальные
наплавочные электроды, обладающие заданными
свойствами.
12.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ1. НАПЛАВОЧНАЯ
ПРОВОЛОКА
стальная сплошного сечения.
- Углеродистая (9 марок)
НП-25;
- Легированная (11)
- НП-30ХГСА;
- Высоколегированная (11)
- НП-ГВ;
Подбирается в зависимости от
назначения и требуемых
свойств металла наплавки.
Главное требование- твердость
наплавки.
13.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ2. Покрытые электроды
- по ГОСТ 10051-75
предусматривается 44 типа
покрытых электродов.
(ОЗН-300- Автотракторные и
вагонные детали, Ж/Б
крестовины;
Т-5909 - стальные и чугунные
детали, работающие в
абразивной среде без ударной
нагрузки.
14.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИФЛЮС БИКЕТИРОВАННЫЙ
3. Флюсы
- для наплавки применяет те
же флюсы, что и для сварки.
Распространены:
- плавленные флюсы марок
АН-348А, АН-60, АН-20 ОСЦ45 и керамические флюсыАНК-18 и т.д.
Флюсы выбираем в
зависимости от свойств
металлов.
15.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ4. Прутки для наплавки
- При наплавке Газокислым
пламенем или в среде аргона
применяем литые прутки
диаметром 6-8 мм и длиной до
400 мм.
Марки сплавов:
Сормайт прутковый, В2К,
В3К, ВХН-1
Хим. состав разнообразен
(C; Si; Mn; Cr; Ni; Co; Fe)
- Литые прутки используются
также при изготовлении
покрытых электродов.
16.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ5. Порошковая проволока
Выпускается много различных марок:
ПП-АН105- для наплавки
высокомарганцевых сталей,
ПП-АН120, 121- для наплавки под
флюсом различных деталей из
углеродистых сталей.
ПП наплавляются изделия в защитных
газах, под флюсом и открытой
электродугой.
При наплавке ПП применяются
меньшие токи, чем при сварке, в
результате проплавление основного
металла уменьшается и наплавленный
материал меньше смешивается с
основным- ТВЕРДОСТЬ
НАПЛАВЛЕННОГО МЕТАЛЛА.
17.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ6. Порошкообразные (зернистые) сплавы
- используют в виде порошкообразных смесей:
МАРКИ:
- Сталлинит М (наплавка ножей бульдозеров, козырьков
ковшей экскаваторов);
- Висхом (наплавка лемехов плугов дисков, зубьев борон;
сплав экономичный – дешевый);
- Боридная смесь БХ;
- Вокар - наплавка при изготовлении и ремонте бурового
инструмента;
- Карбидно - боридная смесь КБХ.
18.
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ7. Порошковые ленты для наплавкиСлужат для :
наплавки ножей бульдозеров, контактных
поверхностей конусов и чаш засыпных аппаратов
доменных печей, крановых колес, роликов и
направляющих.
Преимущества использования порошковой ленты при
наплавке под флюсом:
1.
2.
3.
4.
5.
6.
7.
Распределение энергии на большей площади
при меньшей доле участия основного металла в
наплавке
Возможность выполнения наплавки на боле
высоком токе с естественной осцилляцией дуги
по всей ширине ленты
Более высокая эффективность плавления,
минимум тепловложения в основной металл
Часто при более высоком токе нет снижения
прочности основного металла
Большая площадь перекрытия за каждый
проход
Больший ассортимент выбираемых сплавов
наплавки
Меньшее минимально необходимое количество
наплавленного металла
19.
1.3 Припои и флюсыТаблица 1.2 – Припои для соединения твердых сплавов с корпусами горных
инструментов.
Широкое распространение получили медно-цинковые припои с присадками
никеля, марганца, кремния и др.
Эти присадки повышают прочность и надежность паяного соединения и
улучшают механические и технологические свойства припоев.
Из используемых в настоящее время этому требованию в большей мере отвечают
припои ПЛНКоМц 49-9-0,2-0,2; ПЛНМц 10-5 и ПЛМцЖК 1,5-0,75-0,15,
содержащие никель, кобальт и марганец (остальное латунь).
20.
Таблица 1.3 - Флюсующие смеси буры и борной кислоты с добавками разных солейдля повышения активности флюса.
В качестве флюса используют обезвоженную
техническую буру.
В последнее время стали широко применять
флюсующие смеси буры и борной кислоты с
добавками разных солей для повышения
активности флюса
21.
1.4. Алмазы и сверхтвердые материалы для армирования горных инструментовОсновные разновидности природных
алмазов, применяемых в горном деле, —
борт, карбонадо и баллас.
Природный алмаз
баллас
карбонадо
борт
22.
В настоящее время изготавливают алмазы, рекомендуемые для армированиябуровых инструментов, с различными свойствами и различного назначения
(ГОСТ 9206—80): моно (марки АС32, АС50) и поликристаллические
(марки АРВ16, АРК4 и АРС3).
Алмазный карандаш «Славутич»
Синтетические алмазы